Белкин И.М. Допуски и посадки
Подождите немного. Документ загружается.


258 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХ Н.
Продолжение табл. 24
Наименование
и эскиз
Описание
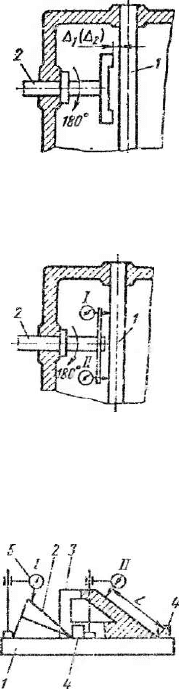
Измерение отклонения от пер-
пендикулярности оси отверстия
относительно плоскости с по-
мощью специальной оправки
В контролируемое отверстие изде-
лия 1 вставляют специальную оп-
равку 2. Вследствие отклонения от
перпендикулярности оси отверстия
относительно торцовой поверхно-
сти А между торцовой поверхно-
стью оправки и торцовой поверх-
ностью изделия образуется зазор А,
величина которого измеряется щу-
пом или концевой мерой длины
То же, с помощью измеритель-
ной головки
В контролируемое отверстие вста-
вляют оправку / с закрепленной
в ней измерительной головкой 2.
Перед измерением головку уста-
навливают на нулевую отметку
(положение /), после чего оправку
с головкой 2 поворачивают на 360",
регистрируя наибольшее отклоне-
ние стрелки измерительной голов-
ки. Это отклонение является удво-
енным отклонением от перпенди-
кулярности на длине L
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ И ШЕРОХОВАТОСТИ 259
Продолжение табл. 24
Наименование
в эскиз
Описание
Измерение отклонения от пер-
пендикулярности осей двух
отверстий
В контролируемые отверстия вста-
вляют две оправки: цилиндриче-
скую 1 я специальную 2. Оправку 2
поворачивают на 180° и измеряют
зазоры Aj и Д
2
с помощью щупов
или концевых .мер длины. Раз-
ность зазоров Л, и А. принимают
за отклонение от перпендикуляр-
ности осей двух отверстий
То же, с помощью измеритель-
ной головки
В отверстия вставляют две оправки:
цилиндрическую 1 и специальную 2
с. закрепленной на ней измеритель-
ной головкой. В положении / го-
ловку настраивают на нулевую
отметку. Затем, повернув оправку
с головкой во II положение, снова
находят максимальное показание
головки, которое фиксируют. Раз-
ность показаний измерительной го-
ловки в положениях II и ! прини-
мают за отклонение от перпенди-
кулярности осей двух отверстий
Измерение отклонений накло-
на плоскости относительно пло-
скости
На поверочную плиту i устанавли-
вают набор угловых мер 2, размер
которого равен номинальному углу
наклона изделия S. Углевые меры
фиксируют с помощью упора 4.
На поверочную плиту ставят стой-
ку с измерительной головкой 5,
которую Б положении I настраи-
вают па нулевую отметку. Затем
набор угловых мэр заменяют кон-
тролируемым пуделяем и проводят
отсчет по язмерктгльаой головке
(положение If)
9*

260 ВЗАИМОЗАМЕНЯЕМ. ПО
ФОРМЕ И РАСПОЛОЖ. ПОВЕРХ Н.
Продолжение табл. 24
Описание
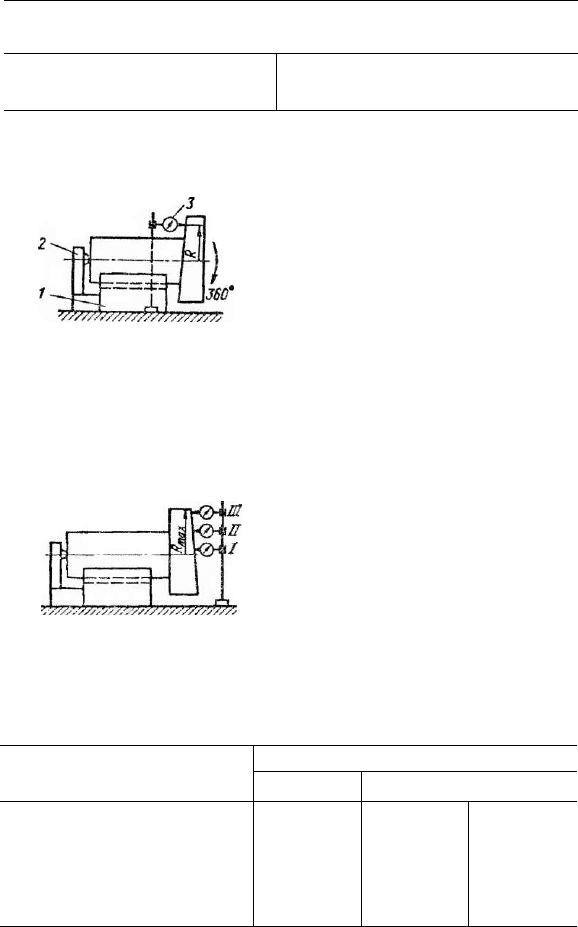
Измерение отклонения от со-
осности относительно оси ба-
зовой поверхности с помощью
и з мер н тел ьн г,и гол ов к и
В базовое отверстие вставляют оп-
равку 1, а во второе отверстие —
оправку 2 с закрепленной на лей
измерительной головкой 3, изме-
рительный наконечник которой вво-
дят в соприкосновение с наруж-
ной цилиндрической поверхностью
оправки /. Находят наибольшее
показание стрелки головки и уста-
навливают б этом положении го-
ловку на нулевую отметку. Оправ-
ку 2 вместе с головкой поворачи-
вают на 300", регистрируя при
этом наибольшее и наименьшее
показания измерительной головки.
Полуразность этих показаний го-
ловки принимают за отклонение
от соосности относительно оси ба-
зовой поперя и ости
Измерение отклонения от сим-
метричности поверхностей А и
В относительно оси
Контролируемое изделие 1 уста-
навливают в центрах 2 на повероч-
ную плиту, на которую помещают
стойку с индикаторной головкой 3.
По уровню плоскость А выставляют
параллельно плоскости поверочной
плиты. Подводят измерительный
наконечник головки в соприкос-
новение с поверхностью А и на-
страивают головку па нулевую
отметку (положение /}. Отводят
стоику с головкой изделия и по-
ворачивают изделие на 180°, выстав-
ляя по уровню плоскость В парал-
лельно поверхности повер очной
плиты. Подводят стойку с голов-
кой в положение //, при котором
фиксируют изменение показаний
головки. Полуразность показаний
головки в двух положениях кон-
тролируемого изделия принимается
за отклонение от симметричности
поверхностей Л и В относительно
оси вращения изделия

СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 2-11
25. Методы и средства измерения суммарных отклонений формы
и расположение поверхностей
11а именование
и эскиз
Описание
Измерение радиального биения
с помощью измерительной го-
ловки
Деталь устанавливают в приспо-
собление для измерения радиаль-
ного биения. К детали подводят
стойку с измерительной головкой /
и по максимальному отклонению
стрелки выставляют на нулевую
отметку. При повороте детали на
360° фиксируют наибольшее и наи-
меньшее отклонения стрелки го-
ловки. Разность этих показаний
равна радиальному биению
Г1 римечани е. Если базой яв-
ляется ось вращения, то деталь
устанавливают в центры или на
оправку, а если радиальное биение
определяют относительно поверх-
ности вращения, то деталь уста-
навливают этой поверхностью на
призму
Измерение полного радиаль-
ного биения с помощью изме-
рительной головки
I П
Схема измерения соответствует опи-
санной выше схеме. Особенность
состоит в том, что радиальное бие-
ние измеряют не в одном из сече-
ний детали', а по всей нормирован-
ной длине L. Чем больше сечений
выбрано для измерения радиаль-
ного биения, тем точнее может быть
определено полное радиальное бие-
ние, за которое принимают раз-
ность наибольшего и наименьшего
отклонения стрелки измерительной
головки из всех проведенных из-
мерений
262 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХ Н.
Продолжение табл. 25
Описание
и эскиз
Описание
Деталь устанавливают базовой по-
верхностью на призму 1 и фикси-
руют от перемещения в осевом
направлении с помощью упора 2.
К поверхности детали на заданном
радиусе R подводят измеритель-
ный наконечник головки 3, закре-
пленной в стойке. Настраивают
головку на нулевую отметку, а
затем поворачивают деталь на 360°,
прижимая ее к упору и регистри-
руя наибольшее и наименьшее пока-
зания головки. Разность этих пока-
заний — значение торцового бие-
ния детали на радиусе R
Схема измерения отличается от
описанной выше тем, что торцовое
биение измеряется от оси вращения
до наружной поверхности, т. е.
измерения проводят на нескольких
радиусах до Rmax. Чем больше
выбрано число радиусов, тем более
точный результат измерения пол-
ного торцового измерения, которое
определяют как разность наиболь-
шего и наименьшего отклонений
стрелки измерительной головки из
совокупности всех проведенных из-
мерений
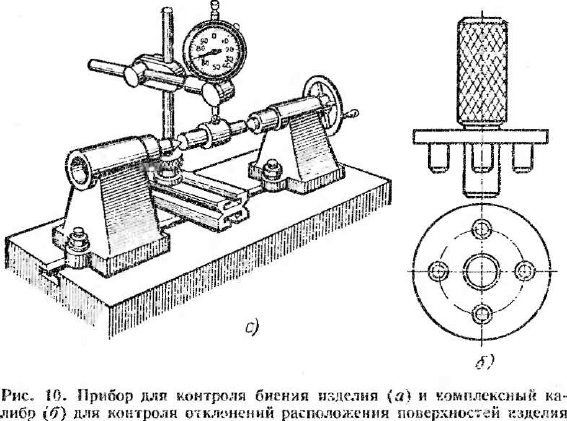
26. Приборы для контроля биения изделия, установленного
в центрах
Параметр
Марка прибора
Параметр
ПБ-500
ПН-250 ГШ-1500
Днамето изделия, мм
140
90
260
Масса изделия, кг
50
13
96
Высота центров, мм 160 80
250
Расстояние между центрами,
500 250
1600
мм
Масса прибора, кг 55
15
450
Измерение торцового биения
с помощью призмы и измери-
тельной головки
Измерение полного торцового
биения с помощью призмы и
измерительной головки
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 2-11
Средства измерения параметров шероховатости поверх-
ности подразделяют на оптические и контактные.
ГОСТ 9847—79 устанавливает пять типов оптических при-
боров: ПТС — прибор теневого сечения; IICC — прибор
светового сечения (двойной микроскоп); MOM — микро-
скоп однообъективнын муаровый; МИН — микроскоп ин-
терференционный; МПИ— мнкроскоп-профилометр. Техни-
ческие характеристики оптических приборов приведены
в табл. 27.
К контактным приборам относят профг.лометры и про-
филографьи В основу их работы положен принцип «ощу-
пывания» контролируемой поверхности с помощью алмаз-
ной иглы с малым радиусом закругления. Вертикальное
перемещение иглы, вызываемое неровностями поверхно-
сти, преобразуется в электрические сигналы с помощью
индуктивных или мечзнотрсьных преобразователей. Пе-
ремещение алмазной иглы по поверхности (в горизонталь-
ной плоскости) осуществляется приводом.
В ярофнлометрах параметры шероховатости определя-
ют по стрелочным или цифровым отсчетным устройствам.
Например, к профилометрам со стрелочным отсчетным
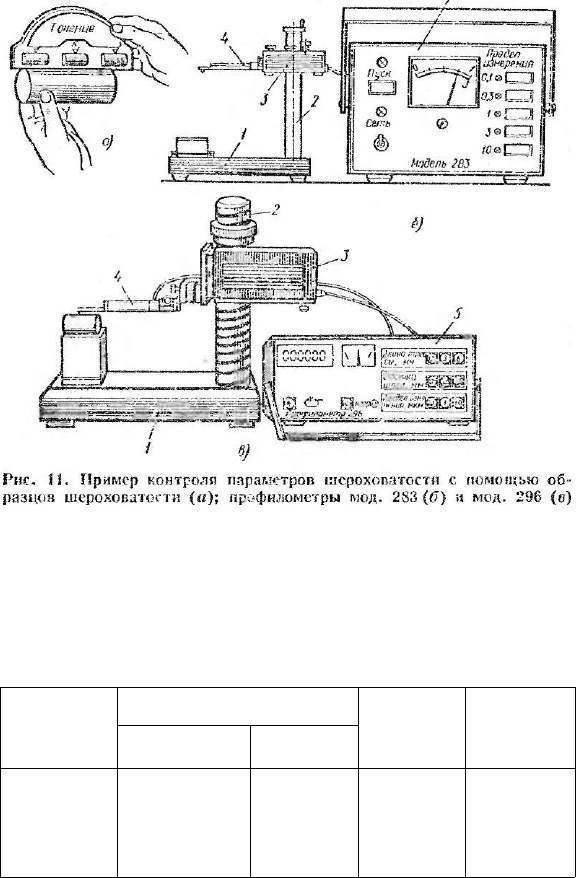
264 ВЗАИМОЗАМЕНЯЕМ. ПО ФОРМЕ И РАСПОЛОЖ. ПОВЕРХ Н.
5
устройством относят' профилометры мод. 253 н мод. 283
(рис. 11, б), у которых шкалы проградуированы по пара-
метру Ra, а в качестве преобразователя использован ме-
ха нотрон— электронная лампас подвижным анодом, сое-
диненная через стержень с алмазной иглой, ощупывающей
контролируемую поверхность детали.
27. Технические характеристики оптических приборов
Тип
П редел ы и :
j
, м i • р о 11 и я
ОГ.щсс
yis-.viH'iemie
крат
(по бо.юг)
Суммарная
погрща-
ность, %
Тип
Rz, Rmax,
MhM
Smax, мм
ОГ.щсс
yis-.viH'iemie
крат
(по бо.юг)
Суммарная
погрща-
ность, %
ПТС
псс
MOM
МММ
МПИ
40—320
0,5—40
0,8—40
0,05—0,8
0,05—0,8
0,2—1,0
0,002—0,5
0,00ft—0,5
0,002- 0,05
32
750—80
400--110
2500—400
500
5—2,5
30—5,5
10—28
50—15
35—18
СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИИ И ШЕРОХОВАТОСТИ 2-11
Завод «Калибр» выпускает профилометр мод. 296
с цифровым отечетным устройством (рис. 11, е) и преобра-
зователем индуктивного типа, в котором алмазная игла
через рычаг связана с якорем магнитной системы диффе-
ренциального выходного трансформатора.
Профилографы позволяют осуществлять запись микро-
профиля поверхности в виде профплограммы, обработка
которой дает возможность определить все параметры ше-
роховатости поверхности.
Технические характеристики цеховых профилометров
приведены в табл. 28.
По колонке 2 профилометра (см. рис. 11, б и с) может
перемещаться и фиксироваться в требуемом положении
привод 3 с преобразователем 4. Исследуемое изделие уста-
навливают на основание 1 или на призму. На панели элек-
тронного блока 5 расположены органы управления при-
бором. Перед измерением профилометр настраивают по
образцу с известными параметрами шероховатости поверх-
ности. Важное значение имеет правильная установка кон-
тролируемой поверхности изделия относительно алмаз-
ной иглы преобразователя.
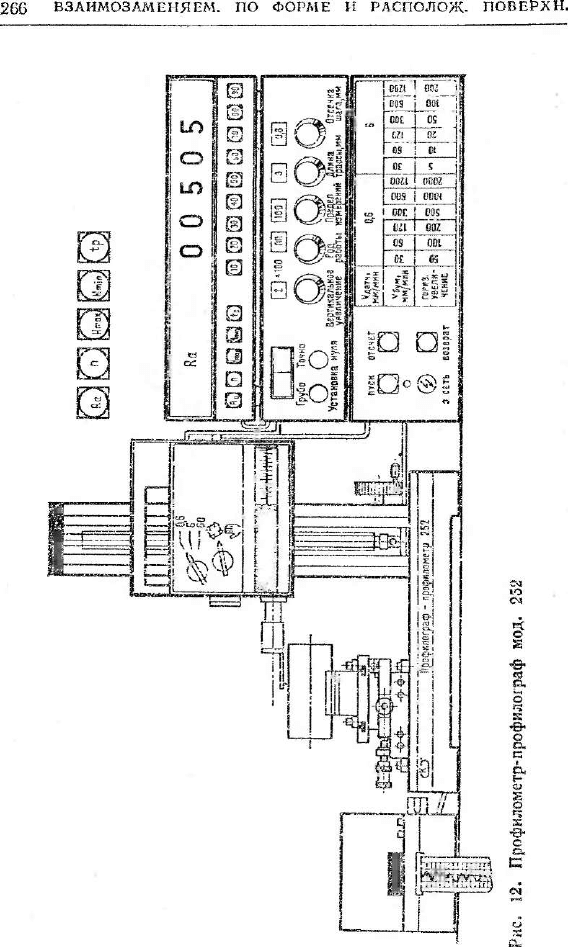
Прибор, совмещающий в себе профилометр и профило-
граф, называется профиломегр-профилографом. Прибор
мод. 252 лабораторного типа показан на рис. 12.
28. Технические характеристики цеховых профилометров
Параметр
Модель
Параметр
253 283
296
Диапазон измерений параметра
Ra, мкм
Тип преобразователя
Верхние пределы диапазонов из-
мерения, мкм
Скорость трассирования преоб-
разователя, ММ''с
Длина трассы ощупывания при
измерении, мм
Отсечка шага, мм
0,02—3,2
Мехаиотр
3,2
0,62
3,2
0,
энный
0,1;
0,25;
0,8
1,5;
4,5
0,25;
0,8
02—10
Индук-
тивный
1; 10
1 + 0,04
1,5; 3; 6
0,25; 0,8;
2,5
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕП ОТВЕРСТИЯ
207
При работе прибора в качестве профилометра могут
быть измерены следующие параметры шероховатости:
Ra == 0,02ч-100 мкм; Hmin и Umax — от 0,1 до 100 мкм;
t
p
— О-т-100% и п (число шагов неровностей в пределах
длины трассы ощупывания) — до 1000. При определении
параметра t
p
могут быть использованы уровни сечения,
составляющие 10, 20, 30, 40, 50, 60, 70, 80, 90% от зна-
чения Rmax.
При работе прибора в качестве профилографа получают
профилограмму поверхности изделия с вертикальным уве-
личением от 200 до 100 000 крат (девять ступеней) и с го-
ризонтальным увеличением от 0,5 до 2000 крат (двенад-
цать ступеней). Максимальная трасса ощупывания 50 мм,
скорость трассирования преобразователя 0,6; 6 и 60 мм/мин.
Значение отсечек шага 0,08; 0,25; 0,8 и 2,5 мм. Запись
профилограммы осуществляется на специальной бумаге
электротермическим методом (методом прожигания). Об-
работка профилограммы позволяет определить все пара-
метры шероховатости, установленные ГОСТ 278S—73.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Допуски расположения осей отверстий (гладких и
резьбовых) для крепежных деталей, например болтов,
винтов, шпилек и т. п., могут устанавливаться двумя спо-
собами: 1) позиционными допусками Т в диаметральном
выражении; 2) предельными отклонениями ±6 размеров L,
координирующих оси отверстий.
Определение позиционного допуска Т дано в табл. 11,
а числовые значения этого допуска должны соответсгвоват.>
значениям допусков формы и расположения поверхностей
(см. табл. 14) в диапазоне 0,01 —16 мм. Позиционные до-
пуски назначают для осей отверстий, образующих одну
сборочную группу при числе элементов (отверстии, пло-
скостей) в группе более двух.
Соединения деталей с помощью винтов, болтов, шип-
лек, заклепок, штифтов и других крепежных деталей под-
разделяются па два типа (рис. 13): А и В. При соединении
типа А в соединяемых деталях 1 и 2 имеются сквозные от-