Багоцкий В.С., Скундин А.М. Химические источники тока
Подождите немного. Документ загружается.

тонких пластин
могут
быть
реализовань1
вь1сокие
удельные
мощности.
|1астированнь|е
пластинь1
имеют
очешь
1]]ирокое
рас_
пространение:
они
применяются
во
всех
стартернь1х
и
многих
дру-гих
типах
аккумуляторов.
(оробнать:е
пйастиньп
отличаются
от
ретпетчать1х
пластин
тем'
что
имеют
дополнительнь1е
стенки
из
тонких
перфорирован_
с
нь1х
листов
свинца' препятствующих
вьт-
падению
активной массь1.
Фни имеют
толщину
около
8 мм. 1(оробнатьте
пла-
стинь| обладают
высокой
уАельной
емко_
стью и одновгеменно
больгшой прочно_
стью.
Фни
исполь3уются в качестве
от-
рицательных
электродов
в
комбинации
с
пов'ерхностными или
панцирнь[ми поло-
)кительнь|ми
электродам
и.
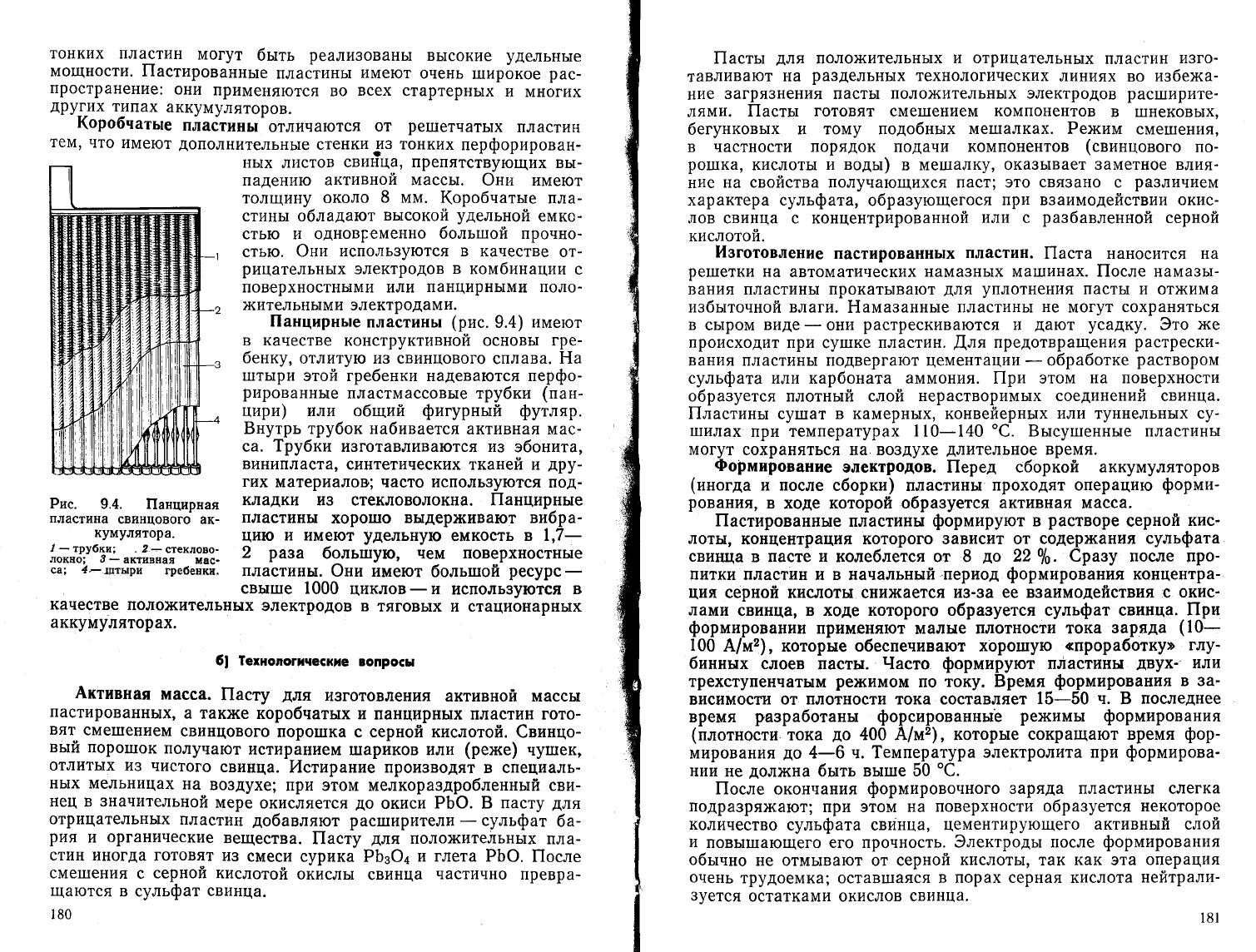
[!анцирнь:е
пластинь|
(рис.
9.4)
имеют
в
качестве
конструктивной
основы
гре-
бенку,
отлитую и3 свинцового
сплава.
Ёа
1птыри
этой гребенки надеваются перфо-
р|1рованнь1е
пластмассовь1е трубки
(пан-
шири)
|\л|1
о6щий
фигурный футляр.
Бнутрь трубок набивается
активная мас-
са.
1рубки
и3готавливаются из
э6онита,
винипласта'
синтетических тканей и
дру-
гих
материалов; часто исполь3уются
под_
Рис.
9.4.
||анцирная
кладки
и3
стекловолокна.
|[анцир-ные
пластина
свинцового ак-
пластины
хоро|шо
выдерх{ивают вибра-
кумулятора.
цию
и
имеют
удельную
емкость
в \,7-
1";#''!1;;;#*1""::
2
ра3а
больйую, чем
поверхностные
са;
4-_штыри
гре6енкп.
пластины.
9ни имеют
больлшой
ресурс-
качествеполох(ител""#:*"-+ж"'3*#"'."'*#г::#;]&ъ:
аккумуляторах.
6| 1ехнологические
вопРосш
Активная
масса.
|1асту
Аля
и3готовления
активной массы
пастированных'
а
такх(е коробнатых
и
панцирпых пластин гото_
вят
сме|шением
свинцового
поро1шка с серной кислотой.
€винцо_
вьтй поротшок
получают
истиранием
тпарйков или
(рех<е)
чу!шек'
отлитых и3
чистого
свинца.
йстирание прои3водят
в специаль_
нь1х мельницах
на
воздухе;
при этом мелкора3дробленньтй сви-
нец в 3начительной
мере
окисляется
до
окиси
Рьо.
в
пасту
для
отрицательных
пластин
добавляют
рас1пирители
-
сульфат
ба-
р|1я
|1
органические
вещества.
||асту
для
поло}кительнь1х
пла_
стин иногда
готовят и3
смеси
сурика РбзФ+
и глета РбФ.
||осле
сме1шения
с
серной кислотой
окисль1
свинца
частично
превра-
щаются
в сульфат
свинца.
180
[|асть:
для
поло)кительнь|х
и отрицательных
пластин
и3го_
тавливают
на
раздельных
технологических
линиях
во
избех<а_
ние
3агря3нения пасть1 поло)кительных
электродов
рас1пирите_
лямп.
|1астьт
готовят сме1|1ением компонентов
в 1пнековь|х'
бегунковьтх
и тому подобньтх
ме1палках. Ре>ким
сме1пения'
в
частности порядок подачи компонентов
(свинцового
по-
ро1шка'
кислоть1
и водь:)
в
ме1палку,
оказывает заметное влия-
ние
на свойства получающихся паст; это свя3ано с
ра3личием
характера сульфата,
образуюшегося
при взаимодействии окис-
лов свинца с концентрированпой
или
с
разбавленной
серной
кислотой.
}!зготовление
пастированнь|х
пластин.
|1аста наносится на
ре|петки
на автоматических нама3нь1х
ма1пинах. [|осле нама3ь1-
ъания пластинь1 прокать|вают
для
уплотнения
пасть1 и от)кима
избьтточной влаги.
Ёамазанньте
пластиньт
не
могут
сохраняться
в
сьтром
виде
-
они
растрескиваются
и
дают
усадку.
3то
>ке
происходит
при су|пке
пластин.
Аля
предотвращения
растрески-
вания пластинь1 подвергают
цементации
-
обработке
раствором
сульфата или карбоната аммония. ||ри этом
на поверхности
образуется плотньтй слой
нерастворимь|х соединений свинца.
|]ластинь:
су!пат
в камерных, конвейернь|х
или
туннельнь|х
су-
1пилах
при температурах
110-140
"с.
Бь:су:пеннь:е пластинь1
могут
сохраняться на. воздухе
длительное
время.
Формированпе
олектродов. ||еред сборкой аккумуляторов
(иногда
и после
сборки) пластины
проходят операцию
форми-
рования'
в
ходе
которой обра3уется активная масса'
|1астированные
пластины
формируют
в
растворе
серной
кис-
лоты'
концентрация
которого 3ависит от содер}|(ания
сульфата
свипца
в пасте и колеблется от 8
до
22
0/9.
€разу после
про-
питки
пластин и в начальный
-период
формирования
концентра-
ция
серной кислоты снижается из-3а
ее
взаимодействия
с
окис-
лами
свинца'
в
ходе
которого образуется
сульфат
свинца.
|1ри
формировании
применяют
малые
плотности тока
3аряда
(10_
100
А/м2),
которые
обеспечивают хоро|цую
(проработку>
глу-
бинных
слоев пасты.
9асто-
формируют
п.г|астины
двух-
или
трехступе[{чатым
рех(имом
по
току. Бремя
формироваг'ия
в 3а-
висимости от
плотности тока
составляет
15_50
ч.
8
последнее
время
Ра3работаны
форсированныё режимь!
формирования
(плотности
тока
до
400 А/м'), которые
сокращают время
фор-
мирования
до
4-6 т. 1емпература
электролита при
формирова-
нии
не
долх(на
быть
вы:ше 50
'с.
||осле
окончания
формировочного
3аряда пластинь1 слегка
подразрях(ают;
при этом на
поверхности образуется
некоторое
количество
сульфата свинца'
цементирующего
активный слой
и
повь1!цающего его прочность.
3лектродьт после
формирования
обьтчно
не отмь1вают от серной
кислотьт,
так как эта
операция
очень
трудоемка; остав1'шаяся
в порах серная кислота
нейтрали-
3уется
остатками окислов
свинца.
181
|{оверхностнь1е
пластины
нель3я
формировать
в чистом
рас-
творе серной
кислоть!'
так как при
анодном токе на
поверх_
ности
бьтстро
образуется
тонкая
окисная
пленка'
в
результате
чего
электр9дь|
пассивируются
и на
них начинается вь|деление
кислорода.
|!оэтому
в
раствор
серной
кислоты
(10-20
0/о)
вво_
дят
добавки,
например
10-15
г/л
перхлората калу1я. Форми_
руют
при
плотности
тока
10 А/м2
(в
расчете
на
ра3вернутую
по-
верхность
основьт).
}1ногократ[!о'
чере3
ках(дые
30-40
ч,
ме-
няют направление
тока
на обратное.
||ри этом на
поверхности
пластин поочередно
образуется
слой
двуокиси
свинца
(<<нерное
формирование>)
и
губнатого свинца
(<<белое
формирование>).
|!роцесс
заканчивается
образованием
слоя свинца, которьтй бо-
лее
прочно
свя3ан
с поверхностью
и легче переносит транспор-
тировку.
€у:шка
электродов.
Раньтпе отформированные и
частично
ра3ря)кенные
пластиньт
су!|]или на воздухе. |[ри этом
на
отри-
цательном
электроде
дисперснь:й
свинец окислялся и аккуму-
ляторь|
собирали
с
почти
полностью
ра3ря)кенными
электро-
дами.
1акие аккумуляторь:
требовали
после заливки электроли_
том повторного
длительного
(ло
лвух
суток) заряда в
условиях
формировочного
ре)кима'
что
услох(няло
их
эксплуатацию.
Б настоящее
время больш:инство
свинцовых аккумуляторов
вь1-
пускают
с сухозаря}!(енными
электродами.
Фтрнцательные
элек_
троды
су|цат
в
условиях'
исключающих
во3мох(ность
их
окисле_
н\1я.
@бычно
применяют
спец!{альные
автоклавш'
в
которые
подается
перегретый
пар' защищающий
губнатый
свинец от кон-
такта
с
во3духом.
||рименяют
такх(е
вакуумную
су[шку. йногда
в электрол4т
для
формплрования
добавляют
ингибиторш'
кото.
рые'
адсорбируясь
на поверхности
электродов'
3амед.'[яют их
окисление.
|1рп
слпт.гпком
высокой
температуре
су!цки
полох(ительнь1х
пластин
наблюдается.
явление
термойассивации
_
пос.;1е
погру-
х(ения
в сеРную
кислоту
электрод
пассивен'
так как
}|а грапице
ре1шетки
с
активной
массой
образуется
плохо
проводящи*
слой
окис]1ов
свинца.
9лектрод
начинает
работатЁ
только
после
непродолх(итФ|ьного
пропускания
тока
в 3арядном
напРавлении.
|1ервые
варианты
сухозарях(енных
стар6ерных
ба|арей
после
заливки
электролита
требовали
трехчасовой
пропитк11
п пят!1ча-
сового
подзаряда.
Б настоящее
время
выпускается
все
больтпее
количество
батарей,
в
которых
за счет
усовер1шенствования
про_
цесса
су|пки
отпадает
необходимость
в под3аряде'
а время
про-
питки
сокращается
до
20
мин.
3лектролит.
Б
качестве
электролита
в свинцовых аккумуля-
торах
применяют
растворьт
серной
кислоть1
достаточно
вйсокой
степени
чистоть|.
гост
предусматривает
специальную
квалифи_
кацию
серной
кислотьт
_
<аккумуйяторную''
.^
Б зарях<.енном
аккумуляторе
рас|вор
содер}|{ит
от
28
до
40
$
серной
кислотьт.
йо|ь:тшеЁие
началЁной
концентрац||и
к|1с-
182
лоты
по3воляет
сократить
ее объем,
т. е.
способствует
росту
удельных
пока3ателей;
кроме того'
сних(ается
опасность
3амер_
3^а|||1я
электролита
при низкой
температуре
в
конце
ра3ряда'
Фднако чрезмерное
повышение
концентрации
недопустймо,
так
как оно
приводит
к
усилению
пассивации'
самора3ряда
и суль-
фатации
электродов и
к
сних(ению
ресурса
аккумулятора.9асто
для
работы
в
условиях
низких температур
используют
растворь:
с концентрацией
на
5-8
0/9
больтпей'
чем
для
работьт
при
об*н-
нь|х
температурах.
Ёаоборот,
при
работе
в
тропических
усло_
виях конце!{трация
серной
кислоть|
дол}кна
бьтть
не
вып:е
32
}6.
||осле
первой
заливки
аккумулятора концентрация
серной
кислоть|
сни}|(ается
на 2-3
0|1
из-3а взаимодействия
с остатками
окиси
свинца РБФ
в
пластинах.
в|
(онструкчия
акку^^улятоРов
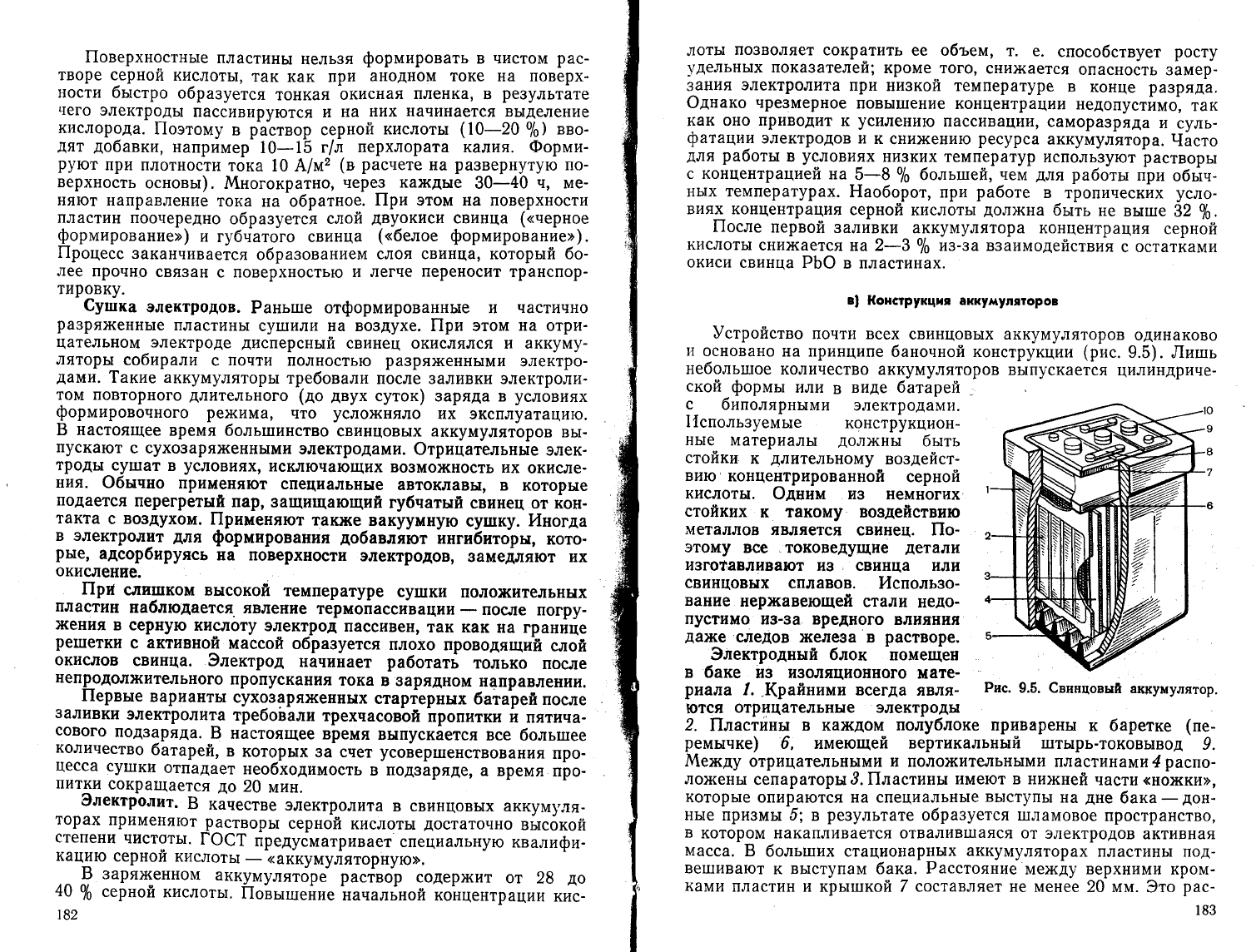
}стройство
почти всех
сви!{цовых аккумуляторов
одинаково
и
основано
на принципе
баночной конструкции
(рис.
9.5).
,[|игшь
небольгшое количество
аккумуляторов
вь|пускается
цилиндриче-
ской
формьт
ил|4
в
виде 6атарей
с
6иполярными
электродами.
|{спользуемь:е
конструкцион-
нь!е
материалы
дол)'(нь|
бьтть
стойки
к
длительному
воздейст_
вию'
концентрированной
серной
кислоты.
@дним и3
немногих
стойких
к такому воздействию
металлов
яы1яется свинец. ||о_
этому
все
.токоведущие
детали
и3го1авливают
из
'
свинца }{ли
сви||цовых
сплавов.
14спользо-
вание
нерх{авеющей
стали
недо_
пустимо
и3-за вредного
влиянпя
да}|(е
следов х(елеза
в
растворе.
3лектродный блок помещен
в баке
из изоляционного
мате-
р'1ала
/. }(райними
всегда явля-
Рпс.
9.5. €винцовый
аккумулятор.
ются
отрицательные электроды
2.
[\ластины
в ках(дом
полу6локе
приварены
к баретке
(пе-
ремывке)
6' имеющей
вертикальный |птырь-токовь1вод
9'
}1ехсду
отрицательными и поло)|(ительными пластинами
4
распо-
лох{ены
сепараторы3.
|1ластины
имеют в них<ней
части
<нох(ки>'
которь|е
опираются на специальнь1е
вь]ступь|
на
дне
бака-дон_
ные
при3мь| 5;
в
результате
образуется 1пламовое
пространство'
в
котором накапливается отвалив1|]аяся от
электродов
активная
масса.
Б
больших стационарных
аккумуляторах
пластинь| под-
ве1пивают
к вь1ступам бака.
Расстояние
ме>кду верхними кром_
ками
пластин и крь|11:кой 7 составляет
не менее 20 мм.
3то
рас-
183
стояние
необходимо
для
компенсации
колебания
уровня
элек-
тролита и
для
отделения
капель электролита
при
сильном га3о_
вь|делении
(<кипении>)
в конце
3аряда.
Б кры:пке имеются
два
отверстия
для
ш:тырей-токовыводов.
Бще
одно отверстие
в крьт!пке
предна3начено
для
вентиляционной
пробки 10,
кото-
рая
обеспечивает
вь1ход
га3ов
при саморазряде, неболь:пом
перезаряде
и одновременно
обеспечивает
невьтливаемость
элек-
тролита
при неболь1пих
наклонах
(например'
на автомобилях).
Фтверстие
для
вентиляционной
пробки
слух{ит
так)ке
для до-
л14вк|\
электролита'
измерения
его
уровня
и
концентрации'
а такх(е
для
вь1хода
газов при
3начительном
пере3аряде.
Фт-
дельнь1е
аккумуляторьт
в
батарее
соединяются
свинцовь1ми пе-
ремь1чками
(мех<элементнь|ми
соединениями)
6.
€тартерньте
и отдельнь|е
видь1
тяговь1х
аккумуляторньтх ба-
тарей
собирают в сосудах-моноблоках.
]|!оноблок-это единьтй
корпус
батареи,
разделеннь1й
перегородками
на 3
или
6 ячеек
(по
колитеству
аккумуляторов' соответственно
для
6_
и 12-воль-
товой
батареи).
9.4.
)(арактеР,!стики
а| @6цие
разРяднне
и
заРяд}!ые хаРактеристики
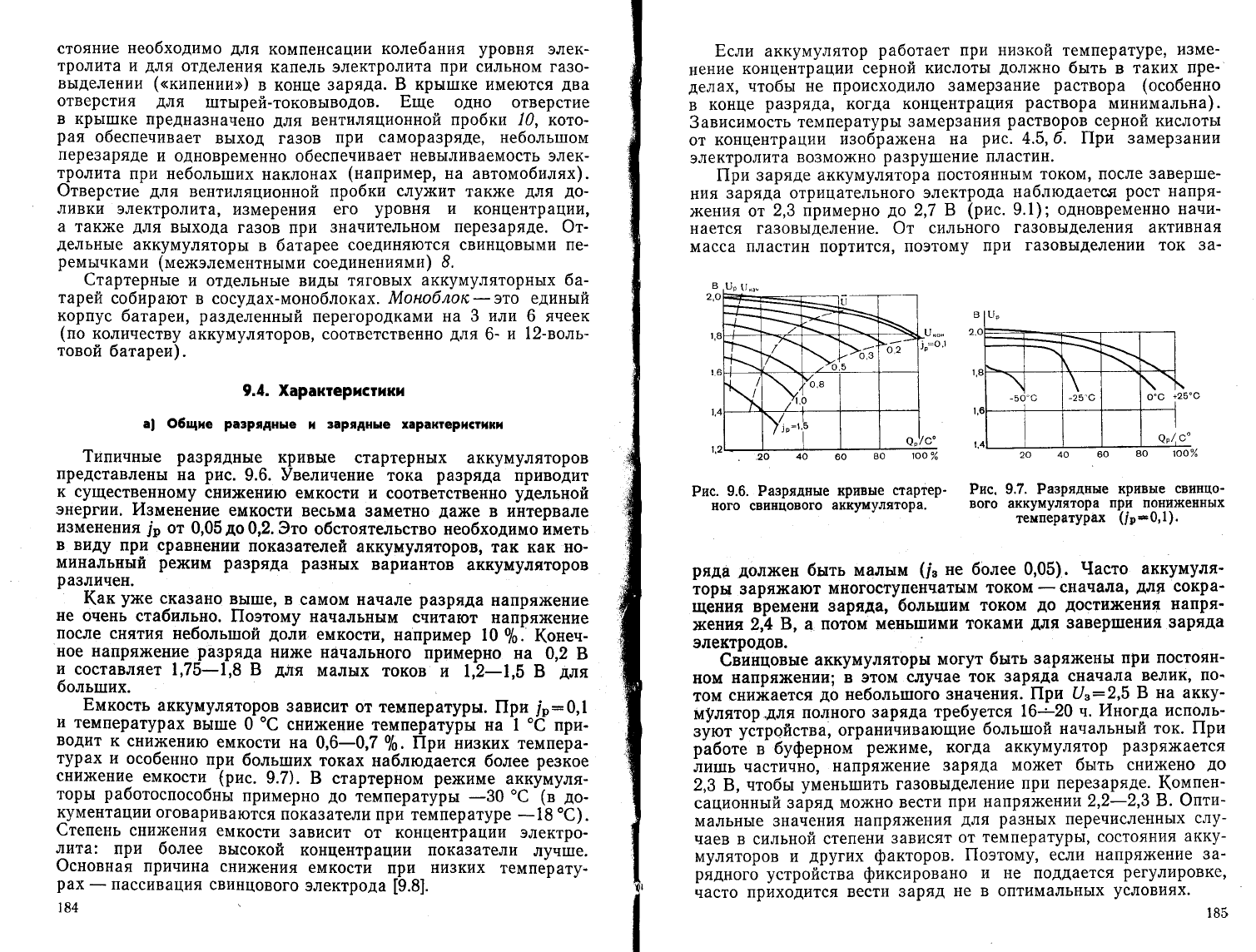
1ипичньте
разрядные
кривые
стартерных
аккумуляторов
представлены
на
рис.
9.6.
}величение
тока
ра3ряда
приводит
к существенному
спих(ению
емкости и
соответственно
уАельной
энергии.
14зменение
емкости
весьма
3аметно
дах(е
в
интервале
и3менения
],
от
0,05до0,2.9то
о6стоятельство необходимо иметь
в виду
при сравнении
пока3ателей
аккумуляторов'
так как но_
минальный
рех(им
ра3ряда
раз[|ых
вариантов
аккумуляторов
различен.
1(ак
ух<е
ска3ано
вы[ше' в
самом начале
ра3ряда
напрях{ение
не
очень
стабильно.
|[оэтому начальным
считают
напрях(ение
после
снятия
небольтшой
доли
емкости'
например
10
%.
(опеч-
ное напрях(ение
разряда
ни)!(е начального
примерно
на
0,2
Б
и
составляет
1,75_1,8 Б
для
малых
токов
и
12_1,б в
для
больгцих.
8мкость
аккумуляторов
зависит
от температуры.
||ри
|':6,1
и
температурах
вь![пе
0
'€
снижение
температуры
на 1
'6
при-
водит
к сних(ению
емкости
на
0,6-0,7
9о.
|1ри низких темпера_
турах и
особенно
при
больтших
токах наблюдается
более
резкое
сних(ение
емкости (рис.
9.7).
Б стартерном
рех(име
аккумуля-
торы
работоспособньт
примерно
до
тем|терат!ры
-30.€
-(в-
до_
кументации оговариваются
пока3атели
при температуре
_18
"€).
€тепень
сних{ения
емкости
зависит
от концентрации электро_
лита:
при более высокой
концентрации показатели
луч||]е.
Фсновная
причина сних{ения
емкости
при
низких
температу-
рах
_
пассивация
свинцового
электрода
[9.8].
184
Рсли аккумулятор
работает
при
низкой
температуре'
и3ме_
нение
концентрации
серной
кислоть|
дол)кно
быть
в таких
пре'
делах'
чтобьт не
происходило 3амер3ание
раствора
(особенно
в
конце
ра3ряда'
когда
концентрация
раствора
минимальна).
3ависимость
температурь1
3амер3ания
растворов
сер!{ой
кислотьг
от
концентрации
изобра>кена на
рис.
4.5,б,
||ри замер3ании
электролита
во3мо)кно
ра3ру|пение
пластин.
|1ри заряде
аккумулятора
постояннь|м
током' после
завер1пе-
\1'4я
3аряда
отрицательного
электрода
наблюдается
рост
напря_
}кения от
2,3 примерно
до
2,7
Б
(рис.
9.1);
одновременно
начи_
нается
га3овь]деление.
Фт
сильного
га3овыделения активная
масса
пластин
портится'
поэтому
при га3овыделении
ток
3а_
Рис.
9.6. РазряАные
кривые
стартер'
Рис. 9.7. Разряляые
кривые
свинцо'
ного свинцового
аккумулятора.
вого аккумулятора
при поних(еннь!х
температурах
(|р-0'1).
ряда
долх(ен
быть малым
(]з
не более 0'05).
9асто
аккумуля'
торы зарях<ают
многоступенчатым
током
_
сначала'
для
сокра_
щення
времени
заряда'
больхцим
током
до
достих(е1|ия
напря_
}[(е1|ия 2,4
в,
а
потом меньшими
токами
для
3авеР1цен}|я
3аРяда
электродов.
:
€винцовые
аккумуляторы
могут
быть
зарях<е!|ы
при постоян_
ном
напряж(ении;
в этом
случае
ток заряда
сначала
-велик'
по'
том
сних(ается
до
пе6ольц:ого
значения.
|1ри
()":2,5
Б
на акку_
м}лятор'для
полного
заряда
требуется
16*20 ч.
йногда исполь'
зуют
у6тройства,
огранинивающие
больтшой начальнь:й
ток.
||ри
работе
в буферном
рех(име'
когда
аккумулятор
ра3рях(ается
ли1ць частично'
напрях(ение
3аряда
мо'(ет
бьтть сних{ено
до
2,3 в, чтобьт
умень|пить
га3овыделение
при перезаряде.
{омпен_
сационньтй
заряд
мо>кно вести
при напрях(ении
2,2-2,3
Б. Фпти_
мальные
3начения
папрях(е1-1ия
для
ра3нь|х
перечисле!1нь|х
слу-
чаев
в сильной
степени
3ависят
от температурьт'
состояния
акку_
муляторов и
других
факторов.
||оэтому, если
напря)кение
3а_
рядного устройства
фиксировано
и не
поддается
регулировке'
часто
приходится
вести 3аряд
не
в оптимальнь1х
условиях.
185
(.,..,
Бо всех
случаях
при3наком
окончания заряда
является
прак_
тическая
неизменность
концентрации
(плотности)
электролита
в течение
2-3
ч
при
продол)каю'|\емся_
пропускании
тока
3аРяда.
]'|ри
низких
температурах
(-20
'€
и ни>ке)
зарях<аемость
аккумулятора
резко
ухуд|цается'
так как
на
отрицательном
электроде
вместо
восстановления
сульфата
свинца
начи1{ается
реакция
вь]деления
водорода.
3арях<аемость
мо}|(ет
бьтть
не_
с|{олько
улуч1пена
подбором
подходящих
расгпирителей.
||ри
разряде
номит{альнь|ми
токами отдача
свинцовых
акку_
муляторов
по емкости
равна
80-90
0/9,2
по
энергии-70-в0
%.
б|
€опоставление
свойств
Ра3ных
вариантов
аккуд^улятоРов
0винцовьте
аккумуляторьт
изготавливаются
в
ра3личньтх
кон-
структивно-технологических
вариантах'
в
3ависимости
от
об_
ласти
применения.
Фсновньтми
вариантами
являются
стартер-
ньте'
тяговь1е
и стационарнь]е
аккумуляторь1.
3ти
варианть1
отличаются'
в частности'
типом
полох(ительньтх
электродов'
что
приводит
к 3аметнь1м
ра3личиям
их
пока3ателей.
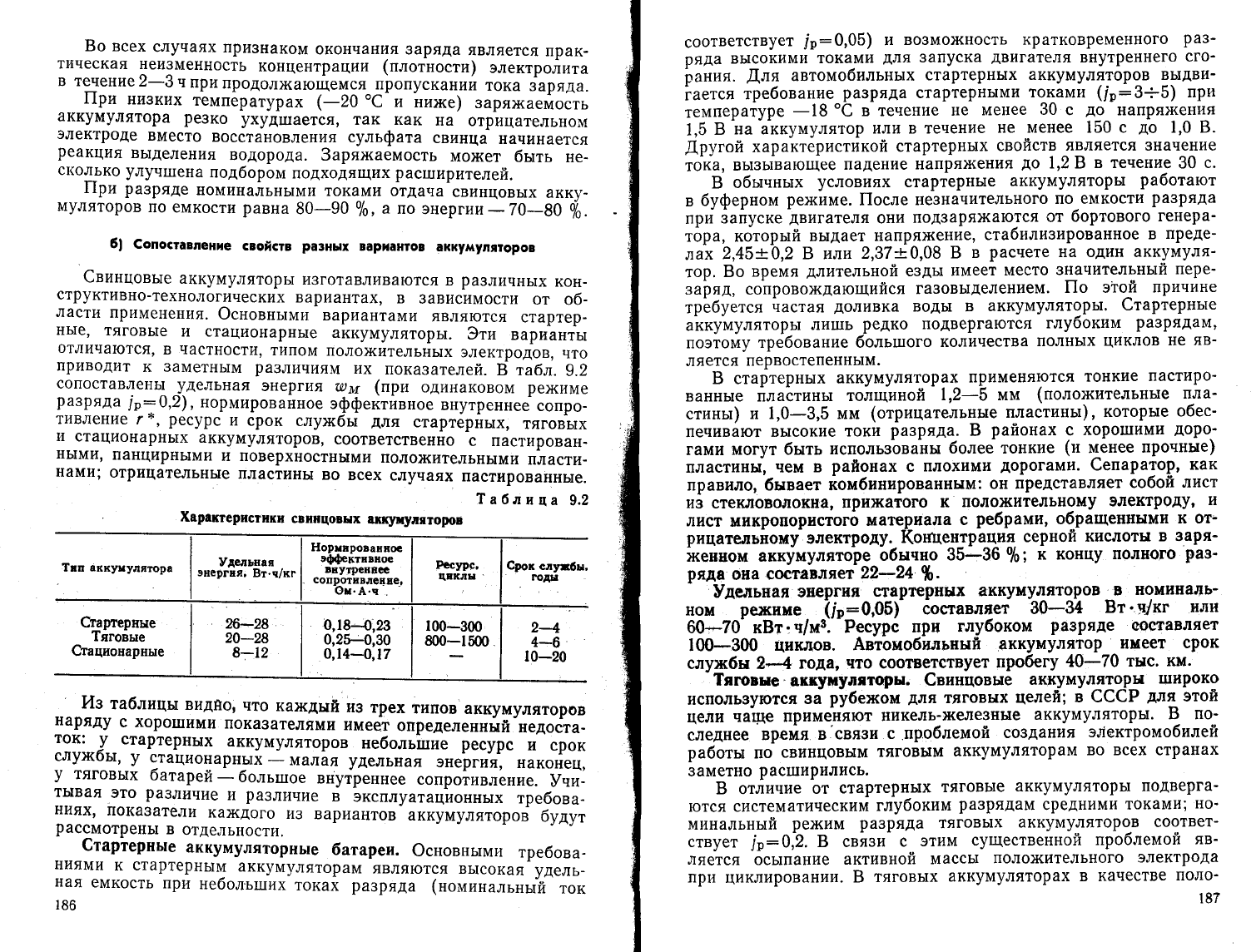
Б та6л.9.2
сопоставлень|
-удельн0$'
3нё|ги$'
Фц
(при
одинаковом
рех(име
разряда
|р:0,2)'
нормированное
эффективное
внутреннее
сопро-
тивление
г
*,
ресурс
и
срок
слух<бь|
для
стартерйых'
тяговь1х
и
стационарнь1х
аккумуляторов'
соответственно
с пастирован-
нь|ми'
панцирнь|ми
и поверхностными
поло)|(ительными
пласти_
нами;
отрицательные
пластины
во
всех
случаях
пастированные.
хврактершстпкв
свпшцовцх
акщщу'ятор"'"
'л
и
ца
9'2
1пп
аккушулятора
9дельная
энёРгЁя.
3т'ч/кг
Ёоршвровапвос
9с1гфектяввое
ввутренвсс
сопрот||влсв!е.
@ш.А.ч
Росурр'
цпклв
€тарсрвне
?яговые
€таци9цдрцц6
26-28
2о_28
8--12
0'1н;23
0'2н0,30
0,14-0,17
!00_3ш
800_15ш
2-4
4-6
|0-20
Аз
та6лпцы
видно'
что
ка'(дцй
из
трех
типов
аккумуляторов
наряду
с хоро!шими
пока3ателями
имеет
определеннйй-недоста_
]:1:.'1_-
с1артерных
аккумуляторов
небольйие
ресурс
и
срок
слух<оьт'
у
стационарнух
-
малая
удельная
энергия,
наконец'
у
_тяговых
батарей
-
боль:'пое
вну;реннее
сопротивление.
9чи_
1т:-1"
это
ра3личие
и
ра3личие
в
эксплуатационньтх
требова_
ниях'
пока3атели
ках(дого
и3
вариантов
аккумуляторо'
будут
рассмотре!!ь1
в
отдельности.
6тартернь:е
аккумуляторнь|е
батареи.
Фсновньтми
требова_
ниями
к стартернь|м
аккумуляторам
являются
вь!сокая
удель-
ная
емкость
при
небольтших
токах
разряда
(номинальньй
ток
186
соответствует
'р:0,05)
и
возмох<ность кратковременного
раз-
ряда
высокими
токами
!,ля
3апуска
двигателя
внутреннего
сго_
!ания.
.[|ля
автомобильных
стартер!1ь|х
аккумуляторов вь1дви_
|ается
требование
ра3ряда
стартернь|ми
токами
(|р:3+5)
при
температуре
-18
'€
в течение
не
менее
30
с
до
напря)кения
1,5
Б
на аккумулятор
|1лп в течение
не менее 150 с
до
1,0 в.
!,ругой
характеристикой
стартернь1х
свойств
является значение
тока'
вь1зь|вающее
падение
напрях{ения
до
|,2 Б
в течение
30
с.
Б
обьтчных
условиях
стартерные
аккумуляторь|
работают
в
буферном
рех(име.
|1осле
не3начительного
по емкости
ра3ряда
при
запуске
двигателя
они
под3аря}каются
от
бортового
генера_
тора, который
выдает напря>кение'
стабили3ированное
в
преде_
лах
2,45+-0,2 3 илп
2,37+0,08
Б
в
раснете
на один аккумуля-
тор.
Бо
время
длительной
Фды
имеет
место
значительньтй
пере_
3аряд, сопрово)кдающийся
газовыделением.
||о это^й
причине
трьбуется
частая
доливка
воды в
аккумуляторы.
€тартерньте
аккумуляторь|
ли1шь
редко
подвергаются
глубоким
ра3рядам'
поэтому
требование больт'пого
количества
полнь1х
циклов
не
яв_
ляется
первостепеннь|м.
Б стартерных
аккумуляторах
применяются
тонкие
пастиро'
ванные пластинь|
толщиной
1,2-5 мм
(полох<ительные пла_
стиньт) и
1,0-3,5 мм
(отрицательные пластиньт)'
которые
обес'
печивают
высокие
токи
ра3ряда.
в
районах
с
хоро1шими
доро._
гами
могут быть
использованы
более тонкие
(и
менее
прочные)
пластины'
чем
в
районах
с
плохими
дорогами.
6епаратор,
как
правило' бнвает йомбинированннм:
он представляет
собой
лист
и3 стек]1оволок[1а'
при)катого
к
полох(ительному
9лектроду'
и
лист
микропористого
мат1еРиала
с
ребРами'
обраще||ными
к от'
рицатепьному
электроду.
1(огпдентрац}1т
серной
кислотн
в 3аРя_
х(ен8ом аккумулятоъе
обычно
35_36
0/о;
к концу
полного
раз'
ряда
она
с(ютавляет
22_24
%.
}дельная эверг[|я
егарт€рвъ|х
аккумуляторов
в
[.о}{иналь-
ном
рекнме
(!р:0$б)-
ёоставляет
30_34
вт'я/кг
или
60_70_ к8т. ч/м3.
Ресурс
при
глубоком
ра3ряде
составляет
100*3ш
цик]1ов.
Автомобильншй
аккумулятор
имеет
срок
слухсбн 24
года,
что соответствует
про&гу
4о_7о
тшс.
км.
1яповне-аккумуляторш. €винцовые
аккумулятор}{
[цироко
исполь3уются
за
рубе'(ом
для
тяговнх
целей;
в €€€Р
для
этой
цели
чаф
применяют
никель-)|(еле3ные
аккумуляторы.
в по_
следнее
врем'1
в'связи
с проблемой
создания
э.г|ектромобилей
работы
по
свинцовым
тяговым
аккумуляторам
во всех странах
3аметно
рас!ширились.
3 отличие
от
стартерных
тяговые
аккумуляторь|
подверга_
ются систематическим
глубоким
разрядам
средними
токами;
но'
минальный
ре}|{им
разряда
тяговь1х
аккумуляторов
соответ-
ствует
]р:0Р.
в связи
с
этим
сушественной
проблемой
яв_
ляется
ось|пание
активной
массь1
полох{ительного
электрода
при
циклировании.
Б
тяговых
аккумуляторах
в качестве
поло_
187
}кительнь|х
электродов
используются
преимущественно
панцир-
ньте г|ластинь|'
в которь1х
нарух{нь1е трубки
луч1пе
удерх{ивают
частички
активной
массьт.
Б
отдельнь|х случаях
применяются
толсть|е.
(5-6
мм)
пастированньте
пластинь| и
усиленная
(трех-
слойная)
сепарация.
}лунтшению
сцепления
активной
массь1
способствует
и
вь|сокое
содер}кание
сурьмы
в поло)кительной
ре1петке
(до
9-10
7о);
вьтзванный
этим повь|[||еннь|й
самораз-
ряд
для
тяговь1х
аккумуляторов
не очень
существен'
так
как
эти
аккумуляторь|
обычно
работают
по
равномерному
времен-
н6му
графику.
Б
качестве
отрицатель!{ых
ранее
применялись
коробнатьте,
сейнас-пастированньте
пластйньт.
|(онцентрация
кислоть!
колеблется
при
циклирован\1и
от 36
до
12
0/о.
^ ^
1ягов-ьте
аккумуляторь|
имеют
удельную
энергию
20_
23
8т.н/кг,
или
55-75
кБт.н/м3. Ресурс
составляет
800-1200,
иногда
1500
циклов.
Аля
улуч1пения
ресурса
желательно
ра3ря_
}катъ
аккумуляторь1
не
более чем
на
30
%
их
емкости.
€тационарнь|е
аккумуляторь|.
Ёоминальнь:й
ток
ра3ряда
ста-
ц!1онарнь]х
аккумуляторов
обьтчно
соответствует
|р:0,1;
но
часто
эти аккумуляторы
предназначень|
для
разряда
больш:ими
токами.
Аосолютная
емкость
стационарнь|х
аккумуляторов'
как
правило'
велика;
удельная
энергия их
мо}кет
бь:ть невьтсокой.
Раньтпе
стационарнь|е
аккумуляторь|
и3готавливались
в от_
крь|ть1х
стекляннь1х
ил|\
в
деревяннь1х
баках,
выло}кенных
тон-
кими
листами
свин-ца.
Б настоящее
время
применяются
закрь1_
тьте стекляннь|е'
эбонитовые
или
пластмас1овь:е
баки.
3!им
3начительно
сних(ается
испарение
воды.
йспользуются
поверх-
ностнь1е
поло}кительные
и
коробватые
отрицательные
пластины;
в
более
новь|х
констчукциях
исполь3уются
и
толстые
пастиро-
ваннь1е
пл
астинь|'
особенно
для
от!ицательного
9лектрода.
Акку-
муляторн!
3аливаются
сравнительно
больтцим
объемом
элек_
тролита.
Бследствие
этого
мо)кно-
исполь3овать
|{и3кую
началь-
ную
концептрацию'
например
30
0/о-ную,
что
сних(ает
самора3-
ряд.
с этой
х<е
целью
в качестве
основы
электродов
иногда
используют
чистый
свинец
(поверхностные
пл|стины)
ли6о
сплавы
с маль|м содерх(анием
сурьмы
или
совсем
без
сурьмы.
1ак
как
для
ряда
типов
стациойарных
аккумуляторов
количе-
ство
требуемых
циклов
мало'
отсутствие
сурь|лы
йало
сказы_
вается
на
прочности
массь|
полох(ительного
электрода.
9.5.
Фсо6енности
ухода
и
,ксплуатации
Ба>кнейтшими
вопросами
ухода
за свинцовыми
аккумулято_
рами
являются
контроль
и
корректировка
уровня
электролита'
а
так}ке
поддер}кание
состояния
3аряженности
при хранении.
!|ри
раооте
аккумулятора
вода
ра3лагается
в
результате
коррозии
свинцового
электрода
и
т1р\4
перезаряде.
}ход
части
водь1
сни)кает
уровень
электролита
ни>ке верхней
кромки
элек_
трода
и
увеличивает
концентрацию
кислоть|; и
то
и
другое
188
вредно
для
электродов. ||оэтому в ходе
эксплуатации
требуется
регулярная
доливка дистиллированной
водь|.
Фбычно воду
до-
ливают
до
требуемого
уровня.
9астота
доливки
водь|
зависит
от
условий
эксплуатации
батарей. Фбьтчные
автомобильньте
стартерные батареи
при
е}кедневном
исполь3овании
требуют
проверки
уровня
ка>кдые 2-3 недели.
1ак
как
при
работе
иногда
теряется электролит
(расплескивание
или
унос
в
виде
тумана
при обильном
га3овыделении)'
рекомендуется
периоди-
чески проверять и
концентрацию кислотьт.
3ту проверку
прово-
дят
с
помощью
ареометра
по плотности электролита
в 3аря)кен-
ном аккумуляторе;
перед проверкой
(после
окончании
3аряда
или после
доливки)
необходимо вьтдер}кать аккумулятор
2-3
н
для
полного
вь1равниван|тя концентрации
во всех
точках.
€винцовьте аккумуляторь|'
залить1е электролитом'
во
избех<а_
ние
сульфатации
допускают
хранение только
в 3аря}кенном
со_
стоянии.
||ри
Алительном
их
хранении е}|(емесячно
проводят
подзаряд
для
компенсации
самора3ряда. 1(роме
того'
рекомен_
дуется
ка)кдьте
3-6
мес. проводить полньтй
цикл
ра3ряда
и за_
ряда
в
ре>киме |:0,05.
'[,опускается
консервация
свинцовь1х
аккумуляторов.
Аля
этого
их
предварительно
ра3рях<ают
при
]':0,1
до
напря>кения
1'85
в.
3атем
и3 них вь1ливают
электролит'
несколько
раз
тща-
тельно
промь1вают
дистиллированной
водой
(с
выдерх<кой
ка>к-
дь:й
раз
2-3
ч
для
удаления
следов
серной кислоты и3-
пор
электродов)
и после
этого су1||ат теплым сухим
воздухом. 3али-
вочное
отверстие 3акрывают
глухой пробкой.
||ри
заряде
свинцовых аккумуляторов
долх(ны
бь:ть
соблю-
дены
требования
по тех1|ике безопасности в
свя3и с выделением
значительных
количеств
водорода;
поэтому помещения'
в кото-
рых
проводится
3аряд'
долх([|ь!
тщательно вентилироваться.
||ри
3аряде'аккумуляторов'
в
ре1шетках
которых содер}кится
сурьма
или
мы[||ьпк' возмо]|(но выделение небольтцих
количеств токсич-
ных
соеди!|ений
.-
стибина
5!Ёз
или арсина
АзЁз.
9.6.
||альн€йщэо
совеРшэнствованив
свинцовнх акщ^АулятоРов
Ёесмотря
на
то
что евинцовый
аккумулятор и3вестен более
100 лет и хоРо[цо и3учен'
в настоящее
время продолх(аются
ра-
боты
по
его
усовер]||енствованию.
}{ачиная
примерно с 1970 г. ведутся
работы
по и3готовлению
стартерных
аккумуляторных
батарей,
требующих
не3начитель_
ного
ухода
(малообслу>|(иваемь1е
батареи)
или
вовсе
не требую-
щих
ухода
(необслу>киваемь|е
батареи).
Б новых
аккумулято-
рах
с
целью
сних(ения га3овь1деления
исполь3уют
ре1петки
из
сплавов
с маль1м содер}канием
сурьмь! (не
более 3
0[
)
ил14 у13
свинцово-кальциевь1х
сплавов
с
ра3нь1ми
добавками.
1акие
ре-
1петки
не
только сних<ают
корро3ию
свинца;
при их использова-
нии
напря)кение начала газовь|деления
остается
довольно
вь]со_
189
ким
(вь||1]е
2,5
в)'
так
что
тщательной
регулировкой
зарядного
напрях(е!!ия
мо}кно
избех<ать
газовь|деления
в конце
3аряда-
Быпускаемые
в
настоящее
время
рядом
фирм
стартерньте
?5ата-
реи^
не требуют
доливки
водь| йр"
экспдуатации
в течение
1-2
лет
(пробег
автома|шиньт
до
_50
тыс. кй).
3ти
аккумуля-
торь1 не
полностью
герметичнь1
-
и3-за остаточного
газовь|деле-
ния
в
них исполь3уются
клапаннь1е
устройства.
Ёекоторое
сни-
х(ение
га3овыделения
в окрух(ающее пространство
достигается
при
использовании
специальнь!х
пробок с каталитическими
на_
садками ($
6.5).
..Б
последние
годь1
разрабать:ваются
и
другие
вариантьт
бата-
рей,
эксплуатация
которь|х
упрощена.
ййтерес
_представляет
система
централи3ованной
доливки
водь| во все
аккумуляторы
тяговой
батареи.
3аливочньле
отверстия
аккумуляторов
соеди-
нень|
системой
трубопроводов'
чере3
которьте поступает
вода
для доливки;
в ка>;(дом
аккумуляторе
имеется
устройство,
00Р€_
кращающее
поступление
водь1
после
достих{ения
ну>кного
уровня.
кроме
того'
система
трубопроводов
мо}кет
бьтть
исполь3ована
для-
{ентрали3ованного
отвода
га3ов
при
работе
пл|\
при
3аряде-
14меются
попь1тки
со3дания
полностью
герметичных
свинцо_
вь|х
аккмуляторов'
в которь1х
исполь3уют
рекомбинацию
га3ов
по
кислородному
циклу.
Фгранинителем
емкости
при
3аряде
таких
аккумуляторов
является
поло'(ительглый
электрод'
а
вы_
деляющийся
кислород
взаимодействует
с металлическим
свин_
цом
на
отрицательном
электроде.
Аля
ускорения
подвода
кисло-
Р!ла
к
отрицательному
электроду
необходимо
ограничение
объема
свободного
электролита'
что вы3ывает
сни}|(ение
емкости.
|[ногда
для..
ускорения
.реакции
,.,о'""уго!
;.;ъй;;;ъльный
кислородный
электрод
(например,
с платиновым
катализато-
р'1]:
соединенный
со
свинцовым
электродом.
по
;;ь;ьосста-
1_':]:1"1
кислорода
на
вспомогательном
9лектроде
сви.нец
окиФ|яется
ло
сульфата
свинца.
8ажно,
чтобш
ка1а!пзатор
из
вспомогательного
электрода
||е
попал
в
электролит
или
на
отРи-
цательный
электрод'
так
как
пРи
этом
сразу
ре3ко
увеличи_
вается .скорость
коРрозии
св|{нца.
б
герметичных
и
пол-угерметичных
аккумуляторах
все
чаще
применяется
загущенный
электролит,
обеспейивающий
возмох(-
ноеть
работы
в любом
полох<енйи.
8
качестве'
3агустителя
ис_
поль3уются
силикагель'
алюмогель,
сульфат
кальг[ия
и
другие
вещества.
6моченные
серной
кислотой,
э|и
вещества
образуют
тиксотропньтй
гель.
}(ак
правило'
ресурс
аккумуляторов
!
загу_
щеняь|м электролитом
пока
не прёвь|йает
100
-циклов.
АРугая
проблема
усовер1пенствования
свинцовь|х
аккумуля_
|!гов
свя3ана
с
увеличением
ресурса
и
срока
слу>кбьт.
Б'основ-
ном
эти
вопросьт
сводятся
к
умень1пению
ось|пания
активной
массь1
поло)кительного
электрода
и
к
умень1цению
корро3ии
его
ре1шетки.
!,ля
этой
цели
исследуется
влияние
различнь1х
доба_
вок
в
электрод
и
в
электролит.
Ёеплохие
ре3ультать|
получень!
190
!
!
./
{
!
{
!
|
{
{
!
1
4
!
!
1
для
некоторых
вариантов
аккумуляторов при введении
в
элек_
тролит
небольтдих
количеств
фосфорной
кислоты
(5_7
,/,).
1а-
кая
добавка
сни}кает
сульфатацию
активной
массьт'
умень1пает
ось1пание
и сних{ает
корро3ию
ре!шетки.
3ффект
особенно
заме-
тен
при
использовании свинцово-кальциевь|х
ре1шеток'
для
кото-
рь]х
осыпание
повы1шено. |1ри
наличии
фосфорной
кислотьт на-
блюдается
не3начительное
сних(ение
емкости
и
напря>кения.
}1еханизм
действия
фосфорной
кислоть1
пока
не вь|яснен
окон-
чательно.
Фсновньтм вопросом
дальнейшего
ра3вития
свинцовь1х
акку-
муляторов является
увеличение
уАельной
энергии'
что особенно
ва>кно
для
тяговых
аккумуляторов'
предна3наченных
для
элек_
тромобилей. Рост
уАельной
энергии
мо)кет
быть
достигнут
'как
3а счет конструктивнь|х
улуч:пений,
так
и путем
увеличения
коэффициента
исполь3ования
активнь1х
масс электродов.
Фбьтчная
конструкция
свинцовь|х
аккумуляторов
обеспечи-
вает
их высокую
наде}кность'
но в то
>ке время
приводит к
утя_
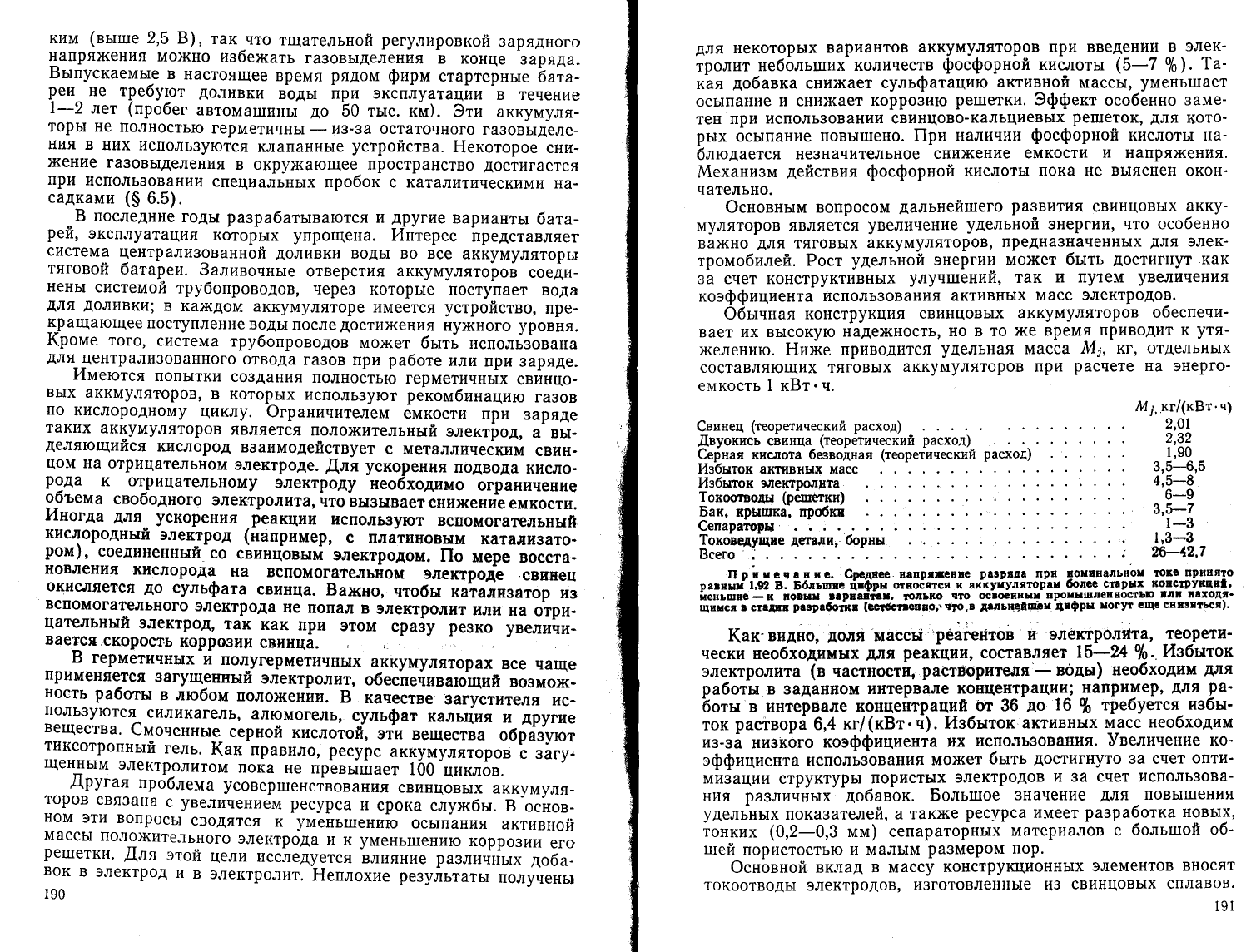
х{елению. Ёих<е приводится
удельная
масса
}|!5, 1\[,
отдельных
составляющих тяговых
аккумуляторов при
расчете
на
энерго-
емкость 1 кБт.ч.
(винец
(теоретинеский
расхол)
&;.
кг7(к8т.н1
2,01
2,32
1,90
3,5-6,5
4,5-8
6-9
3,5-7
!-3
1,3-3
2н2'7
.[,вуокись
сйипца
(теорётинеский
расхол)
€ерная к|{слота
бвводная
(теоретинеский
[,1збнток
активнцх масс
!|збыток э,,1ектро,'|ита
1окоотводн
(решетктт)
Бак, крнптка, прбкн
по
!цс!а вве.
6рсдвее вапряхенве
рв3ряда
прв
шош!валь|!ош
токе
пр|!вято
равянх'1,90
3. Б6д:ьшпс
ЁвФрв
отвфятся
к
аккухулятораш
6олес
старвх
ко_встукцв!.
йеньц:пс_к повцш
г:рваят!|'
только
тто оевоепвцх
прох_ш!цлеввостьэ
'лп '.ходя'
йцшйв
стайп
Рсзрафй:
(ссфстгввво..
{р,в
д!'ьпе!цьх. 4пфрв
хогут
.щ6 св!!!ться).
}(ак_видно'
доля
массы
реагентов
и 9лектролита'
теорети-
чески
необходимнх
для
реакции'
составляет
|б_24
9о..
йзбыток
электролита
(в
вастностй,
растворителя'_
вбды)
необходим
для
работы
в 3аданном
интервале
конце[{траци'{-;
цапример'
для
ра'
6оты в
интервале
концейтраший
бт 36
до
16
$
требуется
и3бы'
ток
рас1вора
6,4
кг/(кБт.н).
йзбыток
активных
масс
необходим
из_зй
низк6го
коэффициепта
их
использ0вания.
}величение
ко'
эффициента
исполь3ования
мох(ет
быть
достигнуто
за счет
опти_
мизации
структурь|
пористых
электродов
и за счет использова_
ния
ра3личнь1х
добавок.
Боль:пое
значение
для
повь|!шения
удельнь1х
показателей'
а такх<е
ресурса
имеет
разработка
новь1х,
тонких
(0,2-0,3
мм) сепараторных
материалов с
больц:ой
об'
щей
пористостью
и
маль!м
размером
пор.
Фсновной вклад
в массу
конструкционнь|х
элементов
вносят
токоотводьт
электродов'
изготовленнь1е
и3 свинцовьтх
сплавов.
191
Б
последнее время
изучается
во3мо)кность
исполь3ования
дру_
гих, более
легких
материалов'
Аля
ре[шетки
отрицательнь|х
пла_
стин
было
предлох(ено
исполь3овать
алюмийий,
медь'
титан
и
другие
металль|'
покрь1ть1е
тонким
слоем
свинца'
для
поло>ки_
тельньтх
пластин
-
освинцованньтй
титан'
компо3ицию
свинца
с пластмассой
и
т.
д.
с
целью
сни}кения
массь|
баков
эбонит
заменяют
прочными'
термостойкими пластмассами'
например
полипропиленом.
3ти
материаль|
допускают
и3готовление
лег-
ких
тонкостеннь1х
баков
(методом литья
под
давлением).
(рыц:ка
легко приклеивается'к
баку' так что
нет
необходимости
в
ее
3аливке
мастикой'
как
это
проводилось
в эбонитовых
баках.
3начительное
сних{ение
массь1
достигается
такх(е
3а
счет облег_
чения
выводов.
Б
новых
вариантах
6атарей
моноблочной
кон_
струкции
мех(элементнь1е
соединения помещаются
не над
крьт!п_
кой,
а проходят
них<е
крь1|пки'
непосредственно
чере3
стенку'
ра3деляющую
соседние
ячейки.
Ёеобходимо
иметь
в виду'
что
отдельньте
мероприятия
по
повыцтению
уАельной
энергии
(утоньгпение
ре1петок'
увеличение
коэффициента
использования
активнь1х
мас<!
и
дР.)
сйществе!{но
сни}кают
ресурс
аккумулятора.
в принципе
у}ке
сегодня
могли
бьт
бьтть
и3готовлень|
тяговь|е
аккумуляторь|
с
удельной
31тергией
около
45
3т.н/кг,
но их
ресурс_бь|л
бы_оченЁ
низким.
||оэтому
основной
целью
исследовательских
и технологических
работ
является
повьтц'ение
уАельной
энергии
без
сних<ения
ре-
сурса
и срока
слух<бы.
3 настоящее
время
начинают
выпу_
скаться
тяговые
аккумуляторы
для
электромобилей
с
удельпой
энергией
30-35
3т.
н/:|г
и
ресурсом
700_800
циклов.
!1о
оп."-
мистическим
прогно3ам
предвидится
в
!удучем
появ]|ение
акку-
]!цляторов
с
удельной
энергией
4о_45
8т"ч|кг
и
ресурсом
болёе
1000
циклов.
|0.
никпль-кАдмиввы€
и никвль-жвлв3ныв
^ккумулятоРы
|0.|.
@6щие
сведе|.и'
11{елонньте
никель-кадмиевые
(н()
и
никель-х(еле3ные
(нж)
аккумуляторы
имеют
много
общего
в конструкции
и характери.
стиках'
хотя
по
отдельным
показателям
они
несколько
отли.
]1Р1*
Аругие
варианть1
щелочнь|х
аккумуляторов
с окиснони-
келевыми
электродами-никель_цинковь|е
и
никель-водород-
нь1е
-
существенно
отличаются
от них;
они
булут
рассмотрень1
соответственно
в
$
12'6
и
13'3.
_
нк-
и
Ё[_аккумуляторь1
обладают
улельной
энергией
20-35
Бт
.
н/кг (в
отдельньт*
слуна"х
-
оо.т{,йе*1.
онй
имеют
оольшои
ресурс
(несколько
ть1сяч
3арядно_разряднь|х
циклов),
комг{актнь1
и
сравнительцо
простьт
в
обращении.
Фтдельнь|е
ра3_
192
новидности
Ё1(-аккумуляторов
могут
разря}каться
большими
токами'
соответствующими
3начению
7':
1-:10.
Бозмо>кно и3го-
товление
полностью
гермети3ированнь1х
вариантов'
допускаю-
щих
работу
в любом
поло)кении.
Бсе
эти
преимущества
привели
к
[1]ирокому исполь3ованию
этих акку}(уляторов
в
ра3личньтх
областях.
|!о
распространенности
они
;анимйт
сей,!ас
второе
место
после
свинцовых
аккумуляторов.
[ермети3ированные
ва_
риантьт
(только
Ё1()
вьтпускаются
емкостью
от
0,0|
до
160 А.ч,
негерметизированные
-
от
2
до
1200 А. н.
[ля
тяговых
батарей
больтшой емкости
исп_о'ль3уются
в
ос}{овном
}{)(_аккумуляторь|'
так как
они
де1певл_е
Ё^1(-аккумуляторов
и
в них
не исполь3уется
дефицитнь:й
кадмий.
Фднако
Ё}(_аккумуляторы
характеризу-
ются
повь]1пеннь]м
самора3рядом
из-3а
корро3ии
х{еле3а
и
пони_
)кеннь|ми
отданей
по
току
и отданей
по
энергии.
||ервь-тй^
!атент
на
никель-кадмиевьтй
айкумулятор
был
по_
лучен
в 1699
г. п]ведом
Б.
1Фнгнером'
а
на никель_х(елезньтй
-
известным
американским
изобретателем
1._А.
3дисоном
в
1901
г.
Б аккумуляторах
1Фнгнера
использовался
поло}кительньтй
элек-
щод
ламельной
конструкции.
Фтрицательньтй
электрод
содер-
)кал
кадмиевую
губку'
полученную
электроли3ом
пасть1
и3
окиси
цадмия-
и хлорида
аммония.
}{едостатком
такого
электрода
было
бьтстрое
старение (укрупнение)
Аисперс.ного
кадмия.
че-
ре3
несколько
лет после
появления
первь|х
образцов
этот
недо_
статок
бь:л
преодот:ен
путем
введения
в кадмиевую
массу
дис-
персного
}(еле3а.
Б
первых
образцах
аккумуляторов
3дисона
так}!(е
использов61лись
ламельные
поло)кительные
9лектроды
(пластиньт)'
н-о
в
дальнейгпем они были
замененЁ
более
совер-
11]енными
щубнаты_ми
пластинами.
Было
пока3ано,
что
добавка
гидроокиси
л11т!|я
[1он
в электролит (раствор
кон)
{амет"о
улш[пает
срок
слух{бы
аккумулятора.
|1римерно
в
1910
г.
оба
варианта-
аккумуляторов
были
значительно
уёовертшенствованы
и
сра3у
были
построены
3аводы
для
их
массового
}ыпус*а.
€оз_
д'11'"
в
то время
конструкц|{и
|{
технология
и3готовдения
акку_
муляторов
с
ламельными
и трубчатыми
пластинамн
сохрани-
лись
с не3начительными
изменениями
до
настоящего
времени.
в
1928
г.
были
сделань|
первые
опыты
с новым
вариантом
электродов
на
основе
^с^печенного
пористого
никеля
(спёненнь:е
пластиЁьт).
Б начале
30-х годов
пояЁилнсь
сообщения
о
со3да_
нии
герметич|{ь|х
щелочнь|х
аккумуляторов.
Фба
направле}[ия
полу-чили
-ра3витие
после
..второй
мировой
войны.
[1римерно
в
1950
г.
бьтло начато
серийноопроизводство
этих
новь:х
ра3но_
видностей
аккумуляторов.
|0.2.
9пектРохиАическио
н
|Ругхе
физико_химические
пРоцессь|'
3аряхсеннь:й
полох<ительньтй
электрод
рассматриваемых
:5я[дуляторов
содерх(ит
гидроокись
трехвалентного
никеля
1\100н,
отрицательнь1е
электродь1
-
соответственно
кадмий
или
7
3аказ
}1ь |561
193
желе3о
(металлинеские).
3лектролитом,
как правило' слу)кит
раствор
кон.
Фсновньте
токообразующие
реакции
на электродах
у1
в
акку-
муляторе
в
целом
обычно изобра>кают
в виде
|-
р"р"'
1
(+)2
|
ш|оон*ЁдФ*
е;::
ш!
(он)21он-
|
;
(10.1')
|
,,,"'
-1
(-)ме+2он_
? -&1е
(ФБ)а*2е;
(10.11
(аккумулятор)
2}х1|ФФЁ
+2112о*}1е
? 2ш!
(он)9+
+ме(он)?,
(10.1-)
где .&1е
-
кадмий
или )келе3о.
Ёа самом
деле
на поло}кительном
электроде
протекают
бо_
лее сло}кнь{е
процессь1. Фкисльт
никеля
существуют
в
несколь_
ких
модификациях, отличающихся'
в
частности'
степенью
гидра_
тации. |!оэтому
приведенное
уравнение
неточно
передает
баланс
водь1 в ходе
реакции.
|идроокись
двухвалентного
никеля
обра-
3уется чаще
всего
в
форме $-1х{|(ФЁ):'
которая
имеет слоистую
структуру
с
неупорядоченной
кристаллической
реш:еткой;
эта
неупорядоченность благотворно
ска3ь1вается
на электрохимиче_
ской активности.
.[1ри
3аряде
обь:чно
образуется
гидроокись
трехвалент!{ого никеля в
форме
р-ш1оон.
Фднако
при больтпой
концентрации
щелочи
или боль:'ших
токах 3аряда
возмох<но
об-
ра3ование
1-\1ФФЁ,
которая занимает больц:ий
уАельнь:й
объем.
€вязанное
с этим набухание
часто приводит
к
ухуд1шению
кон-
такта
и
к
деформации
электрода,
3лектрическая
проводимость
чистой ш|(он)2 очень
низка,.но
ух(е
при
частичном окисленип
она 3аметно
увеличивается.
|!осле
ра3Ряда
аккумулятор-а
в ак-
т'ивной
массе
остается 20_50
0/9
невосстановленной
}ч]!ФФЁ,
что
обеспечивает
достаточную
ее проводимость.
8о
время
длительной
ра6оты
электроды
<<стареют>
и их ха-
рактеристики
ухуд1паются.
Фдной из
причи|{ свйх<ения актив-
[|ости является
переход кристаллической
Ре1шетки
окислов
в бо-
лее
упоРядоченное
состояние;
лругой
прининой
является
укруп-
1|ение
й
ушлотнение
частиц
активной массы.
||ри заряде наряду с
}ч{|ФФЁ образуются и более
высокие
окислы
никеля;
"
6$тт{ем
вйде полунающиеся соединения могут
быть,
представлень!
'как
,$!Ф'.|\\уФ,
|А€ .{:|,6;-1,8
(знапения
*=*1,5
п
!:0,5
соответствуют \1ФФЁ). Фтносительно
природы
этих
соединений
существуют
различнь]е
мнения: это мох<ет
быть
смесь окислов
трехвалентного
(ш1оон)
и четырехвалентного
никеля
(ш|о9)
или
окисел
трехвалентного никеля,
содерн<аший
из6ьтточное
количество
кислорода. 3озмох<ность
образования
этих
соединений
приводит
к
ряду
существенньтх
последствий:
1)
Бьтсш_тие
окисль1
неустойнивь1
и
склонньт
к самопроизволь-
ному
распаду
с вь1делением
избьтточного кислорода:
.!
_1-
-
'2
194
}х[1ф,уЁ'Ф
+
\|ФФЁ (х- 1,5) Ф,
*
(у_0,5)
н?о.
(10.2)
3та
реакция
протекает
тем
интенсивнее'
чем вь111]е
содер)]{а_
ние
кислорода.
||оэтому в
первое время после
око!1чания
заряда
окисноникелевь!х
электродов
(несколько
дней
или недель)
на-
блюдается
заметнь:й их самора3ряд'
который
резко
3амедляется
после
превращения основной
массы
вьтс|пих
окислов
в \1ФФЁ.
€амопроизвольнь:й
распад
ш1оон
до
окисла
двухвалентного
никеля
возмо)кен' но протекает
очень медленно. 9астинное
раз-
ло}кение
}.'1|Ф, идет и
во
время заряда.
Б
связи с
этим ток'
осо-
бенно
к концу 3аряда'
тратится
не только
на
окисление
никеля'
но
и на выделение
кислорода'
что сни)кает
отдачу аккумулятора
по емкости и
энергии
(см.
рис.
3.4).
2) Аз-за
временного образования
при 3аряде вьтс1пих окис-
лов
напря)кение
ра3омкнутой
цепи
све)кезарях<енного
аккуму-
лятора повь11|]ено: 0р,
ц:
1,45+
\,7
в.
||о мере
распада
этих
соединений
[,/',
'.
сни>кается' принимая
в конце концов стацио-
нарное 3начение
1,30-1'34
Б
для
Ё(- и |,37-|,4| Б
для
Ё}(-
аккумуляторов.
3)
в
образовании
вь|с1пих окислов существенное
участие
принимает
щелочь
и3
раствора.
|4оны
кал|1я
адсорбируются
на
поверхности
окисла и частично внедряются в кристаллическую
ре1шетку,
образуя сме1|]анные окислы. €остав сме1шанньтх окис-
лов иногда характери3уют
формулам\\
т|1па
[ш!4о4
(он)'] (он)
э(.
1акие
соединения образуются тем легче'
чем вы!пе
концентра-
ция щел6чп.
|1х
уАельньтй
объем
довольно
высок' что приводит
к набуханию активной массы.
3
результате'образования
таких
соедивений
концентрация
щФ1очного
раствора
сни}(ается при
3аряде
не'т0лько
и3-3а вьтделения воды' но та!<х<е и3-за
свя3ы-
ва1!пя
некоторого количества
кон.
Бслп.в
ра1твор
добавить
||он, то адсорбцпя и внедрение
в
ре1шетку
ионов
[!+
увеличивают
глубину
заряда и прелуп}е:*<-
дают
спекание
окислов никеля при
ц}1клировании
аккумулят0-
ров.
8следетв|1е'этого'
емкость
и
ресурс
-р&боты
аккушуляторов
увеличиваются..
ФднАко
при
избытке
[1ФЁ.Фозмох<нн обра3ова-
ние
электрохимически инертной
формы
никелата лит!{я | |ш|о2
и
ухуд[цение
характеристцк.
Благотворно
влияют на емкость
и
ресурс
кобальт та барпй, которне иногда
добавляются
в
ак-
тиЁпую
массу
в
внде
окислов илгд солей. 3редное
действие
ока3ывают
}{(еле3о
и алюминий.
||ри
разряде
окнсление металла
на отрицательном
электроде
протекает
черёз промех(уточное образование
в
растворе
ионов
Ё.|[е@:-,
которь1е
3атем гидролизуются с
обра3ованием нерас-
творимой
гидроокиси
(или
окиси):
разряд
/т{е13ФЁ_ Ё.|{еФ:_
*|1э@*2е;
заряд
Ё,|!1еФ:
*
ЁэФ ?
.:\1е
(ФЁ)э
*
@Ё_
(10.3)
(10.4)
195
7,
{отя
растворимость
ионов
Ё.|!1еФэ_
в
щел0чном
растворе
мала
(около
10_{ моль/л),
концентрация
эта
достаточна
для
обеспечения
возмо}1{ности
протека|1у1я
реакции
как в
ра3рядном'
так и в
3арядном направлении.
Равновесньтй
потенциал
кадмиевого
электрода
на 0,02 Б по-
ло)кительнее'
а потенциал
}келе3ного
электрода на
0,05 Б
отри_
цательнее
равновесного
водородного
потенциала
в том )ке
рас_
творе.
!,отя
количественно
это
ра3личие
незначительно'
такое
распределение
потенциала
имеет
принцип}1альнь1е последствия:
>келезнь:й
электрод в
нерабонем
состоянии
мо'{ет корродиро-
вать' вьттесняя
водород
и3
раствора;
для
кадмия
этот процесс
термодинамически
невозмо>кен и
поэтому
кадмий коррозионно-
устойнив.
Б активную
массу кадмиевого электрода
добавляют
от 5
до
30
0/о
дисперсного
)келеза.
3та
добавка
препятствует
спеканию
кадмия
в ходе
циклирования.
!,исперсное
}келе3о мо}кет такх{е
участвовать
в токообразующей
реакции'
однако
практически
доля
участия
)келеза при
работе
кадмиевого электрода мала.
Больтпое
3начение
для
ста6илу|заци|| пока3ателей >келезного
электрода
имеет наличие в
активной
массе
0'3_0,5
0/9
сульфида
1келеза Ре5. 14ногда при
длительной
работе
сульфид окис-
ляется;
характеристики электрода
могут
быть восстановлены
11утем
добавления
в
раствор
небольтшого количества
}:[а25. ||ри
глубоком
ра3ряде
1.'е(ФЁ)2 мох(ет окисляться
ло
Ре(ФЁ)з] пФ-
тенциал этого процесса
!{а 0,2-0,3 Б полох<ительнее потенциала
основного
процесса. 1аким
образом,
при глубоком
ра3ряде
на
разрялной.кривой
появляется
характерная вторая ступень. )(отя
Ре(ФЁ)3
ху>ке 3арях{ается'
периодический глубокий
разряд
мо_
1*(ет
ока3аться
полезным'
так как
разрыхляет
активную массу
[10.5].
!0.3.
(онстРукция
и технолог[1
Ё|](€!|Ё.кадниевшх
'"':;::,"#;:'#"""
€ушествует
несколько
ра3новидностей
электродов
(пластин).
9асть
и3
них и3готавливается в
двух-трех
вариантах по тол-
щине:
более тонкие
электродь1
для
аккумуляторов
на
больгпие
ра3ряднь!е
мощности'
более
толсть|е
-
для
энергоемких' мало-
мощнь1х
аккумуляторов.
||ри прочих
равнь1х условиях
толщина
поло)кительного
электрода
больтпе толщинь1 отрицательного
из-
за больтпего
объема
активной массь|.
.|!амельньпе
пластинь|.
€прессованная активная
масса
разме-
щается
в
продолговать]х
плоских
коробонках-ламелях'
и3го-
товленнь1х из
перфорированной (ламельной)
лентьт
из
мягкой
стали
толщиной
0,1
мм. ,/{ента
для
положительного
электрода
всегда
никелируется, нтобьт
исключить попадание
>келеза
в ак-
196
тивную
массу.
!(оробонки 3акрь|вают
крьттпкой
из такой )ке
ленть!
(рис.
10.1,с).
111ирина
ламелей
-|2,7
или
13,3
мм'
длина
определяется
требуемой
л'пириной
пластин.
1олщина
ламелей
равна
1,9-3, 1 мм
для
отрицательнь|х пластин
и 2,4-4,7
мм
для
полох{ительнь1х.
3 пластине ламели
располагаются
гори.
зонтальнь|ми
рядам|\
причем
соседние
ламели
скреплень1
друг
с
другом
<<под
3амок>>
3а счет совместного загибания
краев
ла-
мелей
(рис.
10.1, б).|\рая
пластин запрессовань1
в
рамк},
со-
единенную
с токоотводом.
Аля
придания )кесткости
и
улуч1пе-
ния
контакта пластины
подпрессовываются
с одновременнь1м
11анесением
легкой
гофрировки на поверхности.
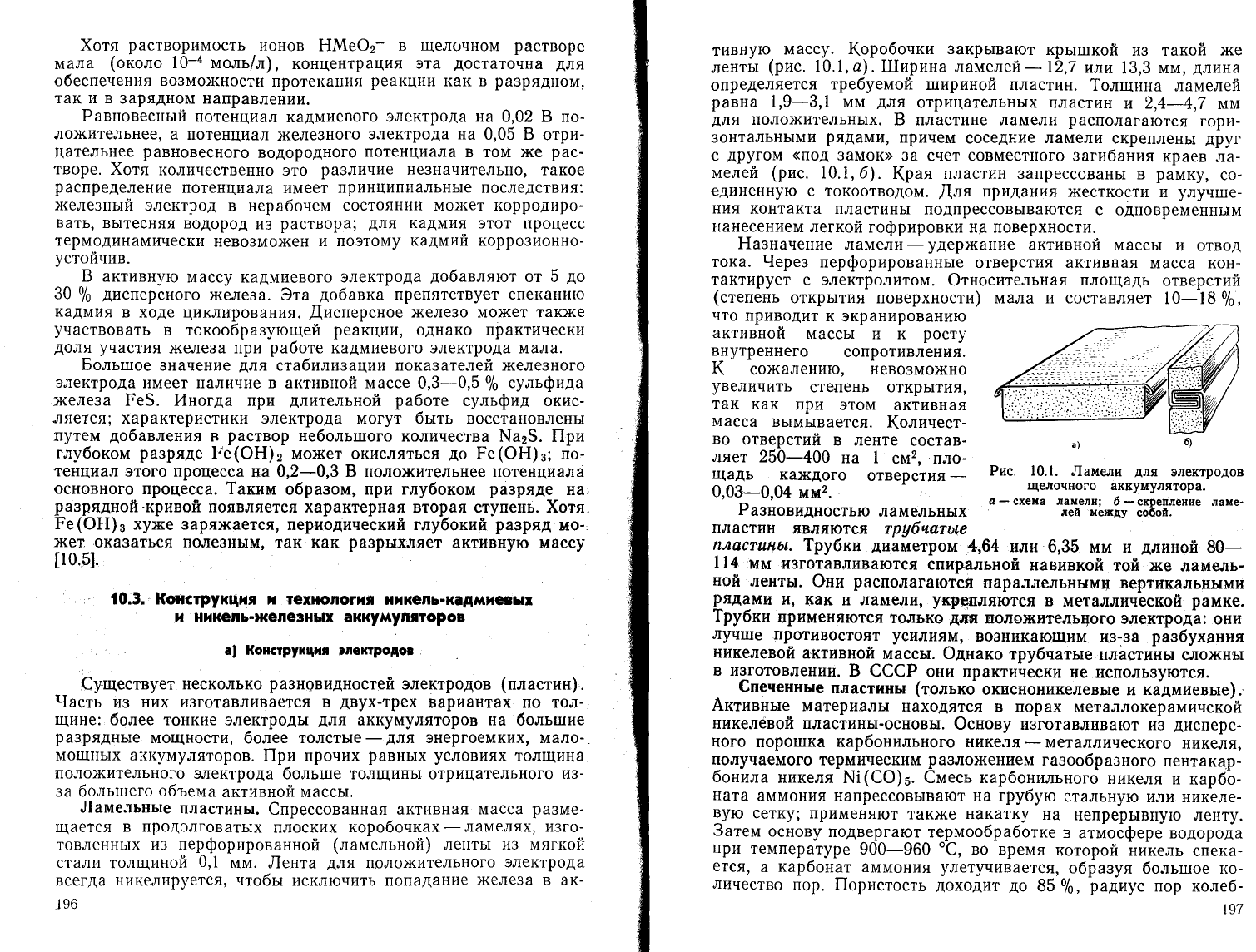
Ёазначение
ламели
-
удер}кание
активной
массь]
и отвод
тока. 9ерез
перфорированнь|е
отверстия активная
масса кон-
тактирует с электролитом.
Фтносительная
площадь
отверстий
(степень
открь1тия поверхности) мала и
составляет
10-1в
0/0,
что
приводит
к экранированию
активной
массьт
|| к
росту
внутреннего
сопротивления.
к
со}калению, нево3мо}кно
увеличить
степень открь1тия'
так
как
при
этом активная
масса
вь|мывается.
(оличест-
во
отверстий
в ленте
состав_
ляет 250-400
на |
см2, пло-
щадь
ках(дого
отверстия
-
0,03_0,04
мм2.
Р
азновидностью
ламельных
пластин
являются трубиатьсе
а)
6)
Рис. 10.1.
/|амели
для
электродов
щелочного
аккумулятора.
с
_
схе}{а лашел|';
6
-
скреплевне
лаше-
лей
мех<ду
со6ой.
пласт'1ць'.
1рубки
диамегром
4,64
плп 6,35
мм и
длиной
80-
114 .мм
изготавливаются
спиральной
навивкой
той
д<е ламе.,1ь-
ной,ленты.
0ни
располагаютея
парадлельными
вертикальными
рядами
,{'
как
и ламели'
укр9пдяются
в
металлической
рамке.
1рубки
применяются
только
для
полохнтельцого
электрода:
они
луч|ше
противостоят
усилиям'
возникающим
и3_за
ра3бухакия
никелевой
активной
массы. Фднако
трубнатые
пластины
сло)|{ны
в и3готовлении.
3 сссР
они
практически
не исполь3уются.
6печенные
пластины
(только
окисноникелевь1е
и
кадмиевьте)..
Активные
материаль|
находятся
в порах
металлокерамичской
никелёвой пластинь1_основы.
@снову и3готавливают
и3
дисперс_
ного
поро11]ка карбонильного никеля-металлического
никеля'
получаемого
термическим
ра3лох(ением
газообразного
пентакар_
6онила
никеля ш!(со)5. €месь карбонильного
никеля
и
карбо_
ната
аммония
напрессовь|вают на грубую
стальную
или никеле-
вую
сетку; применяют
так)ке
накатку
на
непрерывную
ленту.
3атем
основу
подвергают
термообработке
в
атйосфере водорода
при
температуре
900-960
'€,
во время
которой никель
спека_
ется'
а
карбонат
аммония
улетучивается,
образуя
больш:ое ко-
личество
пор. ||ористость
доходит
до
85
0/о,
РаАиус
пор колеб-
\97
лется
в
интервале
5-20
мкм. готовые
основы
имеют
толщину
1,4-1,8
мм
для
отр|'1цательных
и
1,8-2,3
мм
для
поло)китель_
нь|х
пластин.
Фсновь:
заполняют
реагентами
путем
поочереднои
проп1'!тки
концентрированнь|ми
растворами
солей-соответствующих
метал-
лов
[$1(\|Фз)я
Аля
поло>кительных
и €6(\Фз)
2
||}}|А €6€1э
для
отрицательнь|х
пластин] и
раствором
щелочи,
вь13ь1вающим
оса-
)кдение нерастворимых окислов
'1л!1
гидроокисей.
|]осле
двух-
четь1рех таких
пропиток пластинь1
тщательно
отмь1вают
от ос_
татков
нитрат-ионов' су1пат
и
формируют
путем
двух-трехкрат-
}1ого 3аряда
-
ра3ряда
в
определенных
условиях.
Б
последние
годы
разрабатьтвается
так}{е
технология
электрохимического
оса)кдения
реагента
в
порах основь|.
Разновидностью
спеченных
пластин
являются
фольеовьсе
электро0ьс. Ёа
тонкую
(0,05
мм)
никелевую
фольгу
с
обеих
сторон пульвери3ациёй
наносят
тонкий
слой
карбонильного
ни-
келя.
дл1
наЁесения
исполь3уется
спиртовая
эмульсия
карбо-
нильного
никеля'
в которую
добавляют
свя3ующие
вещества.
@бщая толщина
основь|
0,5-0,6
мм. Фснову
спе1{ают
и
3атем
пропить|вают
реагентами,
как
и обычньте
спеченные
электр0дь1.
[!рессованнь|е пластины. Активную
массу
под
давлением
35-60 }1|1а
напрессовывают
на сетку
или 1цтампованную
сталь-
ную основу.
1ойщина
пластин
0,8-1,8
мм.
Аля
повь|1пения
прочности
пластинь|
покрывают
щелочестойким
лаком
и иногда
ск,'1еивают
тканью
нлн бумагой.
||ри
циклировании
в
растворе
во3мох(но
частичное
вымывание
и
осыпание
активной
массь|'
особенно
из полох(птельного
электрода'
масса
которого
и3_3а
набухания
менее
прочна.
|1о этой причине
_пРессованные
пла-
стшйы
исполь3уются
в
условиях
плотной
с6орки,
при
которой
плаетины'
разделеннне
сепараторам|{'
при)каты
друг
к
другу.
Ёесколько
лун:шей
механической
прочностью
обладают
пла-
ст[!ны' полученнь|е
вальцовкой
акдивной
массы. 3аметное
повы_
]шен[{е
прочности
достигается
прн
введении в
активную массу
связующих
веществ
[10.6].
Разновидностью
прессованных
пластин
являются
таблеточ-
нь|е
э'1ектроды;
отдельные
таблетки
активной
массы
сравни_
тельно
небольтцого
ра3мера
располагаются
в
аккумуляторе
в
виде столба.
€печенные и прессованные
пластины
такх(е
назь|вают
без-
ламельными
пластинами
(нногда
этот термин
распространяют
только
на спеченнь|е
пластпнь1'
что неоправданно).
6| |эхнологнческие
вопРосы
Активная
масса электродов
(ламельнь:х и
прессовапных).
[идроокись
никеля
ш;(он),
(назьтваемую
<<3елень]м
гидратом)>
в
отличие
от
<<черного
гидрата> ш1оон)
для
поло>кительного
электрода
получают
и3
раствора
}.115Фц
путем
оса}кдения
ще_
!98
лочью.
Б
активную
массу
для
обеспечения
проводимости
до-
бавляют
около 20
0/6
природного нелшуйнатого
1рафита;
тогткий
искусственньтй
графит
для
_этого
непригоден,
так
как
он
при
заряде легко окисляется.
1(роме графита
добавляют
2-3ъ|о
Р'(9н)а
или
1-5
0/9
кобальта
в виде
поро1[]ка
или
раствора
€о5Ф+. Б активную
массу
трубнатьтх пластин
вместо
-графи1а
для
отвода
тока
вводятоколо
10
%
тонких
никелевь|х
лепестков'
располагающихся
тонкими
слоями
-
примерно
три
слоя
на
1 мм
длинь|
трубки.
Аля
отрицательного
электрода кадмиевую
массу готовят
и3
ок|1си кадмия'
полутенной
термическим окислением
паров
кад-
мия' плп
из
тонкого электролитического
кадм!|евого
поро1|]ка.
Б массу
добавляют
х<еле3о в виде
окиси Ре3Фц,
а так}ке
3-.4
0|,
солярового
масла. 1окопроводящие
добавки
используются
редко'
так как
проводимость
обеспечивается
металлическим
кадмием'
остающимся в
массе
да)ке
после полного
ра3ряда.
}ак
как Ре(ФЁ)2,
а такх(е
дисперсньтй
>келезнь:й
поро1|]ок
на во3духе
бь:стро окисляются
до
электрохимически
довольно
инертного
окисла
трехвалентного
желе3а' при и3готовлении
х{е_
ле3ного
электрода
исполь3уют
магнитную
окись
}келе3а
Ре3@ц.
8е полунают
частичньтм
восстановлением
водородом
или
са>кей
приролной
окиси >келе3а
РеэФз
(гематита)
'
являющейся
вах<_
нейц:ей
х<елезной
рудой.
||рименяют
так>ке искусственную
окись
РеэФз,
приготовленную
|{3 сульфата
х(елеза прокаливанием
его
на во3духе
или
осах(дением
щелочью
из
раствора.
.(,остатонно
деш:евый
и эффективный
электрод.получают
при исполь3овании
смеси восстановленных
рудь'
(ш-85
9о
)
и исщсственной
окиси.
Аругой
способ
получения
РезФц состоит в
до3ированном
окисле-
нии
х(еле!|ного поро|цка во3духом
при
строго
определенных
ус_
л0виях.
в активную
массу х(еле3ного
электрода
вводят.еще
нефльдцие
количества
ш!5о{,
Ре5
и
графита.
3лектролпт.
8
акщмулятоРах'
прёдназнавенных
для
рабогь[
в
условиях
не
очень низкнх
температур
(вы:ше
_15
'с)'
прпме-
няют
20_22о$.ныА
раствор
(ФЁ
(плотность
1,1$-1,21 т/м3)
с
добавкой
5-20 г/л
[|Ф}|.
"(ля
работы
прп,более ни3ких тем_
пературах
требуетея
более концентрированный
раствор
щелочи;
пр|{
температурах
_30
или
_40
'с
применяют' например,26_
23
о7'-ный
раствор
кон
(плотность
\,25-|,27
т/м3). !|он
в
этом случае не
добавляют
из-3а сни'(ения электрической
про_
водимости'
|1ри более вьтсок}.1х
температурах
концентрирован_
ный
раствор
в
аккумуляторах
с
ламельнь]ми
электродами
не_
применим'
так как он вь1зь1вает
сильное
разбухание
активной
массьт
полох(ительного
электрода.
.[,ля
спененньтх
пластин та-
кой
опасности нет'
так как
рас|ширение
окислов никеля
проис_
ходит
в частично
3аполненном поровом
пространстве
основь[
и
не
приводит
к
разбуханию
электрода.
||оэтому
аккумуляторьт
со
спеченными
пластинамн
могут эксплуатироваться
с
более
концентрированнь]м
раствором
щелочи
как при вь1соких'
так
и
199