Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.


Generalized Model of Chip Formation 47
(a)
(b) (b)
100 µm
100 µm
Fig. 1.31. Structures of the chip produced during machining of work material 3 at (a) ν =
150 m/min and (b) ν = 1500 m/min (Courtesy of Prof. S. Ekinovi
ˆ
c).
appearance. As clearly seen in micrograph 6 in Figs. 1.28(c) and 1.31(b), the structure of
the chip obtained is similar to the continuous fragmentary humpback chip. A SEM image
of the free side of this chip (Fig. 1.31(c)) reveals the presence of the fragments and their
connectors.
Figure 1.28(d) shows the transformation of the chip structure with the cutting speed
for work material 4 (high-carbon steel, tempered). The structure of the chip produced
during machining with a cutting speed of ν = 50 m/min (micrograph 7 in Fig. 1.28(d))
belongs to the classical continuous fragmentary chip similar to that shown in Fig. 1.28(a).
Increasing the cutting speed to ν = 150 m/min (micrograph 8) leads to the onset of
unstable chip formation with low frequency f
cf
= 3.84 kHz (the concept of frequency
of chip formation is explained later in this chapter). Relatively low temperature causes
the formation of almost separate chip fragments having relatively low strength of their
connectors. Further increasing the cutting speed to ν = 300 m/min does not change the
structure of the chip while resulting in higher chip formation frequency f
cf
= 15.6 kHz
(micrograph 9 in Fig. 1.28(d)). As such, the strength of the chip connectors increases.
Even further increase in the cutting speed to ν = 1500 m/min does not change the
48 Tribology of Metal Cutting
structure of the chip while resulting in higher chip formation frequency f
cf
= 100.6 kHz
(micrograph 10 in Fig. 1.28(d)).
Similar influence of the cutting speed on the chip structure and chip compression ratio
was revealed in the experiments conducted by Tónshoff et al. [95]. In their experiments,
much greater cutting speeds (up to 4000 m/min), different tool and work materials were
used. Comparison of their results with those presented in Fig. 1.28 reveals that the
frequency of chip formation (segmentation) depends both on the cutting speed and work
material. It is pointed out in both the studies that when chip distinctive segmentation is
the case (i.e. unstable chip formation takes place according to our current consideration),
the hardness of the border of a chip segment is severely deformed compared to the center
of this fragment.
1.7 Formation of Saw-Toothed Chip
Normally, when the work material is very ductile, there is always a great spread between
its ultimate tensile, σ
UTS
and yield tensile, σ
YT
strengths. For example, AISI steel 303 has
the following characteristics: σ
UTS
= 620 MPa and σ
YT
= 320 MPa while cold drawn
AISI steel 1045 has σ
UTS
= 625 MPa and σ
YT
= 530 MPa. Moreover, some ductile
materials are characterized by a great dependence of their strength on temperature. When
such a material is machined, the saw-toothed chip is normally produced. This type of
chip is a particular case of the continuous fragmentary chip, where the size of “tooth”
becomes noticeable.
Talantov [96] was probably the first to prove that thermodynamic equilibrium in the
deformation zone governs the chip formation process for the temperature-sensitive ductile
work materials. He suggested that the position of the shear plane changes during a chip
formation cycle in order to maintain this equilibrium during plastic deformation of the
chip on its formation. He also noticed that the grain structure of the chip varies over a
chip formation cycle.
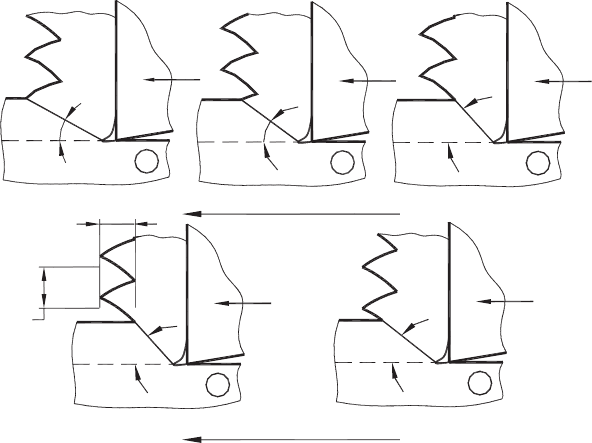
Figure 1.32 illustrates a cycle of chip formation of chip fragment B of the saw-toothed
continuous fragmentary chip. There are four distinctive phases in this cycle:
• Phase 1 is the initial stage of the cycle considered, where chip fragment A just
finished its formation. The surface of the maximum combined stress, approximated
by straight line ab, is located at an angle ϕ
max
with respect to the direction of the
cutting speed.
• Phase 2 is the beginning of the formation of fragment B. Due to the combined
action of the compressive and bending stresses and due to plastic deformation, the
inclination of the surface of maximum combined stress decreases. As such, this
surface is located at a certain intermediate angle ϕ
int1
. The temperature of the chip
formation zone increases as a direct result of plastic deformation.
• Phase 3 concludes the first stage of plastic deformation of fragment B. During this
first stage (Phases 1–3) fragment B is subjected to severe plastic deformation due to
great spread between the ultimate tensile, σ
UTS
and yield tensile, σ
YT
strengths of
Generalized Model of Chip Formation 49
P
2
1
P
4
P
3
P
System Time
A
B
a
b
A
B
a
b
A
B
b
a
B
A
a
b
B
b
A
a
P
5
System Time
t
ch
p
ch
j
min
j
int1
j
max
j
max
j
int2
Fig. 1.32. System consideration of the model of chip formation of the saw-toothed continuous
fragmentary chip.
the work material. The amount of plastic deformation gained at the end of Phase 3 is
maximized so the resistance of the work material is the greatest due to its maximum
strain hardening. As a result, the inclination of the surface of maximum combined
stress is minimum which is thus characterized by the angle ϕ
min
. As a result of
severe plastic deformation of partially formed chip fragment B, the temperature
in the deformation zone increases to its maximum at this stage. This temperature
lowers the resistance of the work material.
• Phase 4 shows an intermediate stage of the second stage of the formation of chip
fragment B where the surface is located at a certain intermediate angle ϕ
int2
. The
amount of plastic deformation gained by this chip fragment decreases as this angle
increases. This phase eventually leads to Phase 5 (which is the same as Phase 1),
where the chip fragment B just finished its formation. The surface of the maximum
combined stress, approximated by straight line ab, is again located at angle ϕ
max
with respect to the direction of the cutting speed. The temperature due to plastic
deformation is at a minimum at this stage. Then a new cycle begins.
The pitch of the chip, p
ch
and the depth of the chip profile, t
ch
depend on the properties
of the work material (spread between its ultimate and yield tensile strengths under a
given state of stress in the deformation zone; dependence of its strength on temperature;
toughness, which defines the energy spent in its plastic deformation), on the machining
regime (the pitch depends on the cutting speed while the profile depth depends on the
cutting feed (uncut chip thickness)) and on the tool geometry (the normal rake and
inclination angles), which define the state of stress in the deformation zone.
50 Tribology of Metal Cutting
Figure 1.33 shows the results of FEM modeling for the case considered. The following
conditions were considered in this modeling:
• Tool: normal rake angle γ
n
= 0
◦
, normal flank angle α
n
= 7
◦
, inclination angle
λ
S
= 0
◦
, radius of the cutting edge ρ
ce
= 0.005 mm, tool material is K15.
• Work material: AISI steel 316L, σ
UTS
= 517 MPa and σ
YT
= 218 MPa.
• Cutting regime: cutting speed ν = 75 m/min, uncut chip thickness t
1
= 0.2mm,
width of cut d
w
= 2 mm.
Figures 1.33(a) and (b) show the state of the deformation zone for Phases 3 and 5,
respectively. As shown, these results correspond to the model shown in Fig. 1.32.
Figures 1.33(c) and (d) show the temperature distribution in the deformation zone
for these two stages. These results correspond to the model description showing the
above-described temperature variation in the deformation zone. Figures 1.33(e) and
(f) present the stress distribution in the deformation zone for the phases discussed.
Therefore, these FEM results fully support the described physical model of saw-toothed
chip formation.
To verify the discussed model experimentally, a series of cutting tests were carried
out. The following work materials were used in the tests: (a) AISI steel 1045 HR
ASTM A576 RD, and (b) AISI stainless steel 303 ANN CF RD ASTM A582 93. The
composition, element limits and deoxidation practice were chosen to comply with the
requirements of standard ANSI/ASME B94.55M-1985. To simulate the true orthogonal
cutting conditions, the special specimens were used [25]. After being machined to
the configuration, the specimens were tempered at 180–200
◦
C to remove the residual
stresses. The hardness of each specimen has been determined over the whole working
part. Cutting tests were conducted only on the specimens where the hardness was within
the limits of ± 10%. Special parameters of the microstructure of these specimens such as
the grain size, inclusions count, etc. was determined for the initial workpiece structures
(shown in Figs. 1.34(a) and 1.35(a)) using quantitative metallography. The samples of
the chip, obtained in cutting experiments, are shown in Figs. 1.34(b) and 1.35(b).
The chip structure shown in Fig. 1.34(b) is a typical structure of continuous fragmentary
chip obtained in the machining of ductile materials, the strength of which has low sensi-
tivity to temperature. Very fine, irregular and heavy deformed (the microhardness of the
chip is almost two times higher (285 HV) than that of the original material (163 HV))
“teeth” are formed on the chip free surface when this kind of steels are not pre-hardened
or modified to low or high alloys. A similar structure is shown in Fig. 1.28 for work
material 1. As shown from this figure, a significant increase in the cutting speed leads
to coarsening of the “teeth” on the chip free surface due to high temperature involved in
the chip formation.
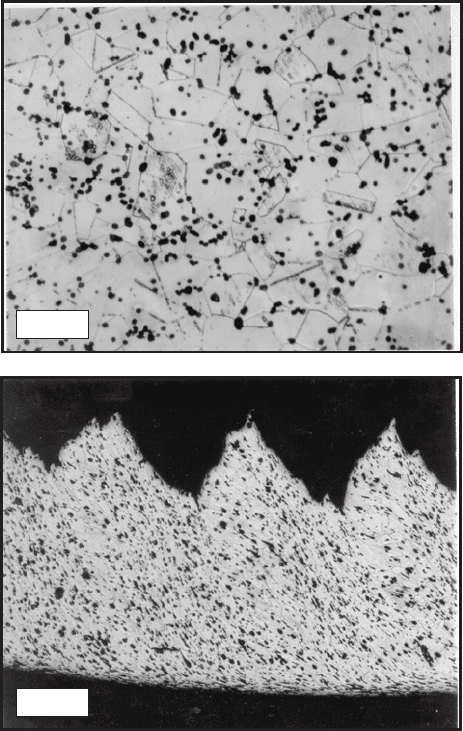
The chip structure shown in Fig. 1.35(b) is a typical saw-toothed continuous fragmentary
chip. To support the explanations given to the model shown in Fig. 1.32, the variation
of plastic deformation during a chip formation cycle should be clearly shown. As such,
higher plastic deformation should be the case during the loading stage of a cycle (Phases
2 and 3 in Fig. 1.32) and lower plastic deformation during the unloading stage of this

Generalized Model of Chip Formation 51
(a)
(b)
X 400
X 200
Fig. 1.34. Work material – AISI 1045 steel. Micrographs of (a) the initial structure and (b) the
chip structure obtained in orthogonal cutting test with a cutting speed of 60 m/min, equivalent
cutting feed of 0.2 mm/rev. Etched with 10 ml Nital and 90 ml alcohol (after Astakhov [18]).
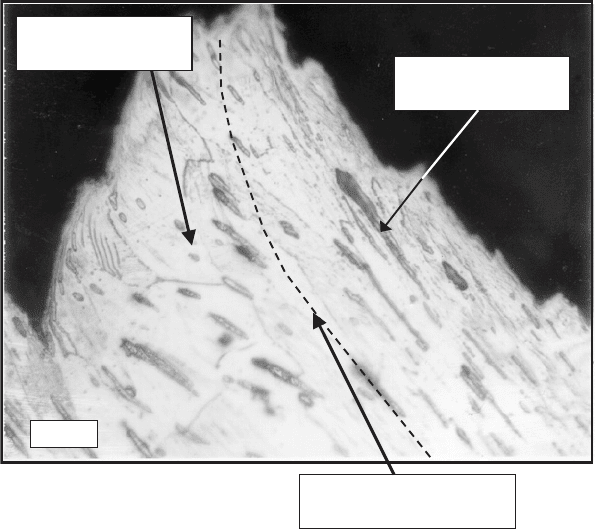
cycle (Phases 4 and 5 in Fig. 1.32). Figure 1.36 shows a fragment of the saw-toothed
chip shown in Fig. 1.35(b). As clearly shown, the deformed structure of this fragment
consists of two distinctive zones: zone of high plastic deformation where the grains are
severely deformed and zone of low plastic deformation where the grains are moderately
deformed.
The visual observations discussed may be subjective. To overcome these difficulties,
two-dimensional microhardness maps of the chips were taken to map out different zones
through the chip section. As discussed in [25], microhardness is uniquely related to
52 Tribology of Metal Cutting
(a)
(b)
X 400
X 150
Fig. 1.35. Work material – AISI 303 stainless steel. Micrographs of (a) the initial structure and
(b) the chip structure obtained in orthogonal cutting test with cutting speed of 60 m/min, equivalent
cutting feed of 0.2 mm/rev. Etched with 40 ml hydrofluoric (HF), 20 ml nitric acid and 40 ml
glycerine (After Astakhov [18]).
the plastic strain of a deformed body as well as to the shear stress gained at the last
stage of deformation. In this study, a Leco M400-G2 microhardness tester was used.
This machine operates by automatically indenting the specimen over an area defined
by a grid of measurement points. At each location, indentation depth and load are
measured as the load is applied. Microhardness was determined using the principles
outlined in ISO standard for Instrumented Hardness Tests, ISO DIS 14577. The posi-
tion of the surface is identified by fitting a polynomial to the initial 5% of the loading
curve.
Generalized Model of Chip Formation 53
X600
Zone of low plastic
deformation
Zone of high plastic
deformation
Conditional boundary
between two zones
Fig. 1.36. A chip fragment of the chip shown in Fig. 1.36(b).
The displacement at maximum load incorporates elastic and plastic deformation. A linear
fit to the top 20% of the unloading curve (representing elastic unloading) is extrapolated to
zero load to determine the depth of the material in contact with the indenter at maximum
load. The test results show that for the chip fragment shown in Fig. 1.36, average
microhardness in the zone of high plastic deformation is 335 HV while that in the zone
of low plastic deformation is 225 HV. These results conclusively prove the adequacy of
the model of saw-toothed chip formation shown in Fig. 1.32.
1.8 Frequency of Chip Formation
As the chip formation process appears to be cyclic, its frequency is of interest. The fre-
quency of chip formation can be measured by calculating the number of teeth produced
in unit time as proposed by Talantov [96]. However, there are two drawbacks in this
method. First, the pitch of the saw-tooth chip (p
ch
in Fig. 1.32) is not always easy to
measure because a lengthy mounting process is required. The accuracy of the evalua-
tion is not high because the pitch may vary (for example, due to the variation in the
microstructure of the work material) over the length of the chip and thus a rather long
chip should be taken into evaluation, which may not be feasible. If only a short chip
fragment (for example as shown in Fig. 1.37) were considered, the averaging of p
ch
would not guarantee correct results. Second, it is not applicable for the analysis of the
54 Tribology of Metal Cutting
X100
Fig. 1.37. Quick-stop micrograph of a partially formed chip. Work material is AISI steel 4140.
Cutting conditions: cutting speed ν = 85 m/min, feed f = 0.14 mm/rev, rake angle γ
n
= 12
◦
,
flank angle α
n
= 10
◦
. Orthogonal dry cutting.
continuous fragmentary chip when the depth of profile t
ch
(Fig. 1.32) is very small as,
for example, the chip shown in Fig. 1.34.
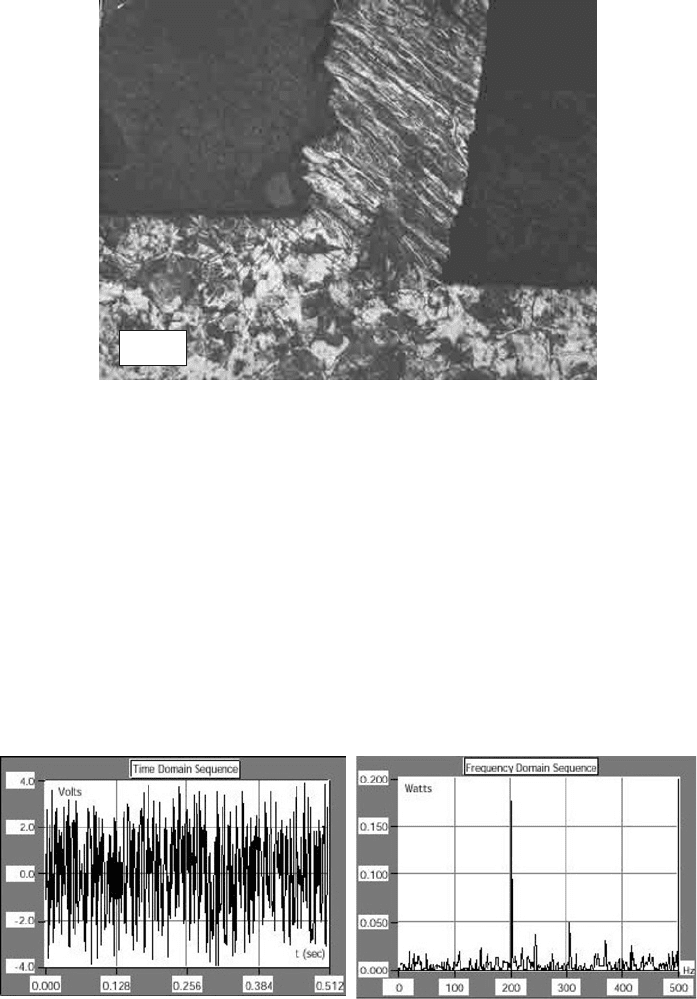
Lindberg and Lindstrom [97] proposed direct measurement of this frequency using a
digital spectrum analyzer. One common method of visualizing a dynamometer signal
is in the time domain (Fig. 1.38(a)). This representation often plots the signal value
(commonly a voltage or current that represents the measurement of force, temperature or
strain) as a function of time. Another useful signal representation is the frequency-domain
view of the signal (Fig. 1.38(b)). This representation is typically based on a variation of
(a)
(b)
Fig. 1.38. Cutting force signal in the time domain (a) and its representation in the frequency
domain (b) obtained using LabView FFT by National Instruments Co.
Generalized Model of Chip Formation 55
the Fourier Transform and commonly plots the frequency or phase content of a signal as
a function of frequency. By examining the frequency-domain view of the signal, useful
information about the measured signal can be derived that might not be immediately
apparent from an examination of the time-domain representation. For a given signal,
the power spectrum gives a plot of the portion of a signal’s power (energy per unit
time) falling within given frequency bins. The most common way of generating a power
spectrum is by using a discrete Fourier transform [98]. It can be accomplished using a
digital spectrum analyzer [25,97].
Figures 1.39(a)–(c) show the examples of the results of a study of the chip formation
frequency of different work materials (the test methodology is discussed in detail in
[99]). These figures show the frequency power spectra of cutting force obtained in the
machining of different materials at the same cutting regimes and dimensions of the work-
pieces. As shown, the dynamic response of the machining system, including machine
tool, depends not only on the system’s geometry and cutting regime used, but also on
a particular workpiece material used. The results of this study reveal that the frequency
of the chip formation process primarily depends on the cutting speed and on the work
material. The cutting feed and the depth of cut (>1 mm) have very small influence on
this frequency. The dependence of the chip formation frequency on the cutting speed was
obtained by taking power spectra similar to those shown in Figs. 1.39(a)–(c) at different
cutting speeds. The results are shown in Fig. 1.40.
The results obtained also show that when the dynamic experiments are conducted prop-
erly, i.e. when the noise (for example, due to the misalignment of the workpiece and
other machining system inaccuracies) is eliminated from the system response, the ampli-
tudes of peak at the frequency of chip formation are the largest in the corresponding
autospectra. Unfortunately, this fact is not considered in the dynamic analysis of the
machining systems where the cutting process as the main source of vibration is practically
ignored.
1.9 Formation of the Segmental Saw-Toothed Chip
The formation of the segmental saw-toothed chip similar to that shown in Fig. 1.28(d)
(micrographs 8–10) attracted the attention of some researchers due to wider use of high-
speed machining and a great number of difficult-to-machine alloys. Shaw [45] claims
that he was the first to publish a micrograph of the saw-toothed chip in 1954, obtained in
turning of a titanium alloy, when this work material was initially being considered as a
structural material. In this micrograph, presented by Shaw (Fig. 3(a) in [45]), however, no
severe plastic deformation can be observed in the regions adjacent to the cracks formed
between the chip elements. Actually, the same can be said about other micrographs
presented in this picture for continuous fragmentary chip where the heavily deformed
chip contact layer, normally found in this kind of the chip, is not seen.
Nakayama studied the metal cutting process using a highly cold-worked brass as the
work material at very low cutting speeds and suggested [100] a theory of saw-toothed
chip formation. The model used to describe this theory is shown in Fig. 1.41(a).

56 Tribology of Metal Cutting
−120
−100
−80
−60
−40
−20
0
20
−120
−100
−80
−60
−40
−20
0
20
−120
−100
−80
−60
−40
−20
0
20
0 200 400 600 800 1000 1200 1400 1600 1800
0 200 400 600 800 1000 1200 1400 1600 1800
0 200 400 600 800 1000 1200 1400 1600 1800
Frequency (Hz)
Cutting force (db ref 5000N)
Feed f = 0.12 mm/rev
Feed f = 0.12 mm/rev
Frequency (Hz)
Cutting force (db ref 5000N) Cutting force (db ref 5000N)
Feed f = 0.12 mm/rev
Frequency (Hz)
(a)
(b)
(c)
Fig. 1.39. Power spectra for the cutting force signal. Work materials: (a) AISI steel 303, (b) AISI
steel 4340 and (c) AISI steel 1045 (after Astakhov [25]).