Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Generalized Model of Chip Formation 27
small plastic deformation allowed by the ductility of even very brittle materials, the
formed crack opens and the partially formed chip comes into contact with the tool rake
face (Phase 5). Since then, the partially formed chip serves as a cantilever beam loaded
by the compressive force and the bending moment, as shown in Fig. 1.15. As a result,
combined stress acts at the chip root which serves as the chip-cantilever support. When
this combined stress reaches a certain limit, fracture of the chip-cantilever takes place
at its root (support) (Phase 6). As such, the separate, almost rectangular chip elements
are produced (Phase 7) as observed in the cutting of brittle work materials using cutting
tools with positive rake angles [84,29]. This chip is common in the automotive industry
in the machining of slip yokes made of ductile cast iron. This chip type may be referred
to as the regularly broken chip.
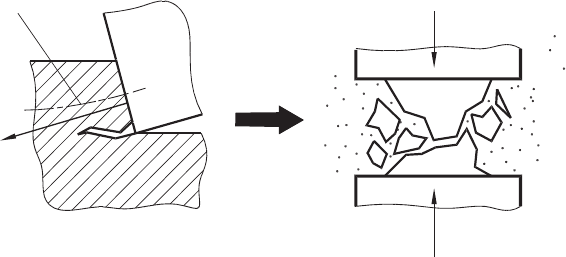
The second case in the machining of brittle work materials takes place when the compo-
nents of the cutting system are so arranged that the resultant force R does not intersect
the conditional axis of the partially formed chip, as shown in Fig. 1.17(a). As such,
no bending moment can arise due to the interaction of the tool rake face and the partially
formed chip. As a result, there is no bending stress in the root of the chip-cantilever so
that the final fracture of this chip (and thus the layer is removed) takes place only due
to the compressive stress imposed by the penetration force P. The chip formed consists
of irregularly shaped fragments of the work material and dust which are the same as
in the fracture of the work material under compression (Fig. 1.17(b)). This dust is the
well-known nuisance of machine shops dealing with machining of cast irons. Figure 1.18
presents a system consideration of the model shown in Fig. 1.17(a). Phase 1 illustrates
the initial stage when the tool is forced by the penetration force P into the workpiece.
As a result, the compression stress grows in the workpiece starting from the first contact
point. Further advance of the cutting tool leads to the development of crack network
pre-rupture evolution (Phase 2), which eventually leads to the compression-type fracture
of the layer being removed (Phase 3). Further advance of the cutting tool (Phase 4)
R
P
P
(a) (b)
Conditional axis of the partially
formed chip
Fig. 1.17. Resultant force R does not intersect the conditional axis of the partially formed chip
(a) that results in common fracture of a brittle material under compression (b) (after Astakhov [18]).

28 Tribology of Metal Cutting
1
P
P
2
P
3
P
4
5
P
6
P
7
P
8
P
System Time
System Time
Fig. 1.18. System consideration of the model shown in Fig. 1.17(a).
leads to the bulk rupture of the layer being removed and the formation of the chip in the
form of irregularly shaped pieces of the work material and dust (Phases 5 and 6). Then
a new cycle of chip formation begins (Phase 7) which repeats itself in two stages (Phase
8 is the same as Phase 4). The chip produced in this process can be referred to as the
irregularly broken chip.
The two cases discussed in the machining of brittle materials can be related to work
materials of low ductility (elongation is ≤2%). Many real work materials used in every-
day practice are not so brittle. For example, malleable cast irons exhibit elongation from
1 to 10%, spheroid graphite cast irons – from 3 to 15%, ductile cast iron – minimum.
10%, lead bronzes – from 5 to 15%, etc. Therefore, these materials exhibit appreciable
plastic deformation before fracture. Figure 1.19 shows system consideration of the model
of chip formation for such materials. As shown, the surface of the maximum combined
stress (compressive and bending stresses) is located at a certain angle to the direction of
tool penetration. Although the fracture of chip fragments takes place along this surface,
this fracture is not purely brittle because the layer being removed deforms plastically
prior to this fracture. The chip formed in this process can be referred to as the deformed
fragmentary chip.
This model can be considered as a transitional model between the discussed model of
chip formation in the machining of brittle materials and that of ductile materials discussed
further although it should possibly be attributed to the machining of brittle materials. This
is because the crack originates at the tool cutting edge (as it is clearly shown in Fig. 1.19)
and then runs to the workpiece free surface. However, it is necessary to mention that
transition in the mechanics and physics of chip formation from brittle to ductile zone is
itself continuous by nature while any model is discrete. Therefore, one should clearly

Generalized Model of Chip Formation 29
(b)(a)
(c)
(d)
Fig. 1.19. Quick-stop micrographs of partially formed chip. Workpiece material: lead bronze;
orthogonal cutting on a shaper; cutting conditions: cutting speed 35 m/min, uncut chip thickness
2.2 mm, dry cutting; cutting tool material: P10; Tool geometry: rake angle – 15
◦
, flank angle – 8
◦
(after Astakhov [18]).
realize that no single model could satisfy the properties of work materials used today.
In fact, a set of models should be developed consisting of a number of different models
each suitable in some range of properties of the work and tool materials and cutting
conditions. As new work and tool materials are introduced, this set should be updated
with new models accounting for new mechanics and the physical process with respect
to the cutting process.
1.5.2 Ductile work materials
When considering ductile work materials, different distinctive models are developed
depending on the properties of the work material, contact conditions at the tool–chip
interface and tool geometry [25]. The basic case of chip formation in cutting ductile
materials takes place when no seizure occurs at the tool–chip interface and this is the
most common case in the cutting of most engineering materials. At the initial stage
of chip formation, an elastoplastic zone forms in front of the cutting edge due to the
stress concentration, which is due to the pure compression of the layer to be removed.

30 Tribology of Metal Cutting
P
Chip
Tool
P
1
1
L
Q
S
1
1
P
L
Q
S
S
(a) (b)
(c) (d)
Fig. 1.20. The interaction between the tool rake face and the partially formed chip: (a) partially
formed chip-cantilever subjected to the penetration force P from the tool rake face, (b) two
components of the penetration force P, (c) maximum plastic deformation in the bending occurs
in the vicinity of the cantilever’s free surface and (d) deformation takes place along the line of
maximum combined stress 1-1.
As a result, the plastic deformation of this layer takes place by pure shearing during
this stage. As the tool advances further, the plastically deformed part of the layer being
removed gradually comes into close contact with the tool rake face. When full contact is
achieved, this part serves as a cantilever and subjected to the penetration force P from
the tool rake face, as shown in Fig. 1.20(a).
This penetration force can be resolved into two components namely, compressive force Q,
acting along the direction of the conditional axis of the partially formed chip, and bending
force S, acting along the transverse direction, as shown in Fig. 1.20(b). Therefore, the
partially formed chip can be considered as a cantilever beam subjected to the mutual
action of the compressive force Q and bending moment M
(
= SL
)
. When it happens,
the state of stress in the chip root (the cantilever support) becomes complex because it
includes a combination of the bending and compressive stresses. As such, the slip-line
field in the deformation of such a cantilever can be thought of as the superposition of
the slip-line field due to bending and that due to compression.

Generalized Model of Chip Formation 31
The known studies of slip-line deformation fields of cantilevers with curved contours
[30,85] show that the maximum plastic deformation in the bending occurs in the vicinity
of the cantilever’s free surface adjacent to its clamped side. Figure 1.20(c) shows the
intensity of this deformation by the corresponding slip lines. As it is well known [30,85],
the plastic deformation under compression is the result of successive shear deformation
taking place along the direction of the maximum shear stress. As such, this direction is
oriented at the angle of 45–90
◦
depending on the ductility of the material.
When these two slip-line fields are superimposed, the deformation process of the partially
formed chip shifts from pure shearing to complex shearing. As such, the surface of
the maximum combined stress becomes curved (as shown by its trace 1–1) and the
maximum deformation occurs at both the ends of this surface, as shown in Fig. 1.20(d).
The discussed state of stress can be easily verified by a simple FEA and by observation
of grain structure of a partially formed chip [25] and by the experimental results obtained
by Zorev [29].
Figure 1.21 presents a system consideration of the model shown in Fig. 1.20(d). Phase 1
shows the initial stage. When the tool is in contact with the workpiece, the application of
the penetration force P leads to the formation of deformation zone ahead of the cutting
edge. The workpiece first deforms elastically and then plastically. As a result, a certain
elastoplastic zone forms ahead of the tool that allows the tool to advance further into
the workpiece so that a part of the layer being removed comes in close contact with
the tool rake face (Phase 2). When full contact is achieved, the state of stress ahead
of the tool becomes complex including a combination of the bending and compressive
stresses. The dimensions of the deformation zone and the maximum stress increase with
penetration force P. When the combined stress in this zone reaches the limit (for a
given work material), a sliding surface forms in the direction of the maximum combined
stress (Phase 3). This instant may be considered as the beginning of chip formation.
P
PP
PP
P
System Time
123
456
System Time
Fig. 1.21. System consideration of the model shown in Fig. 1.20(d).

32 Tribology of Metal Cutting
As soon as the sliding surface forms, all the chip-cantilever material starts to slide
along this surface and thus along the rake face (Phase 4). Upon sliding, the resistance
to tool penetration decreases, leading to a decrease in the dimensions of the plastic
part of the deformation zone. However, the structure of the work material, which has
been deformed plastically and now returns to the elastic state, is different from that
of the original material. Its appearance corresponds to the structure of the cold-worked
material. Experimental studies [25,29,86–88] showed that the hardness of this material
is much higher than that of the original material. The results of the experimental study
using a computer-triggered, quick-stop device proved that this material spreads over the
tool–chip interface by the moving chip that constitutes the well known chip contact layer
(Phase 5), which is now believed to be formed due to the severe friction conditions in the
so-called secondary deformation zone [29]. The sliding of the chip fragment continues
until the force acting on this fragment from the tool reduces, because a new portion
of the work material is entering into contact with the tool rake face. This new portion
attracts a part of the penetration force P. As a result, the stress along the sliding surface
diminishes, becoming less than the limiting stress that ceases the sliding. A new fragment
of the chip starts to form (Phase 6).
The chip formed in this way is referred to as the continuous fragmentary chip. It has a saw-
toothed free side and a non-uniform strength along its length. The shear strength of the
fragments is much greater than that of fragment connections. Therefore, obstruction-type
chip breaker works well to break this chip type into manageable-size pieces convenient
for proper chip disposal.
Comparison of the predicted and actual chip structures shows that they are identical
(Fig. 1.22). Increasing the cutting speed leads to significant reduction in the “average
pitch” between two successive “teeth” on the chip free surface and to further distinction
between the chip fragments and their connectors. Such a chip is known as the shear
localized chip.
Fig. 1.22. Structure of the continuous fragmentary chip: (a) prediction and (b) experiment.
Generalized Model of Chip Formation 33
It is worthwhile to notice an essential fact that stems from the considerations of this
model. The chip formation process is cyclic so that the resistance to the tool penetration
into the workpiece varies within each cycle of chip formation and is thus time dependent.
Therefore, it should be expected that the bending moment and thus the bending stress in
the deformation zone should vary over this cycle. Naturally, the cycles in chip formation
are not exactly the same due to the variations in the crystalline structure of the work
material (dislocation density varies over the volume of the workpiece), presence of
inclusions, residual stresses from the previous manufacturing operations and many other
factors. What does not change is the sequence “loading-fracture” found in any cycle. This
cyclic nature of the chip formation process determines the inherent dynamic nature of the
metal cutting process. Depending upon the variations in the magnitude of the penetration
and other forces, which are components of the resultant cutting force, the performance
of the machining system (which includes the cutting system, fixture, machine, etc.)
is affected in different ways. Naturally, the response of the components of the machining
system would depend on the static and dynamic stiffness and rigidity of the whole
machining system. Due to great variety of work materials, cutting tools, machining
regimes, configurations of the workpiece and many other factors, the magnitude and
its variation (including frequency), point of application, and direction of the resultant
cutting force vary within a very broad range. In the author’s opinion, misunderstanding
of the above-described interactions of the components of the machining system led to the
interpretation of the cutting force as having a stochastic nature (for example [89–91]). If
it would be so, the whole cutting process should be considered as stochastic and thus its
prediction cannot be made on the basis of its theoretical analysis.
1.5.3 Highly ductile work materials
Bearing in mind the presence and significance of the bending stresses in the deforma-
tion zone [25], we are now ready to consider the known difficulties in the cutting of
highly ductile materials. It is well known that increasing the ductility of the work mate-
rial lowers its machinability. By this, it is meant that both the cutting temperature and
power per unit volume of metal removed will increase [92]. This conclusion, however,
stems from the practice of metal cutting rather than from the known theories of chip
formation. As discussed above, the known model recognizes simple shearing as the only
cause for chip formation and thus cannot explain why machining of a work material with
lower shear strength requires more energy than that with a much higher shear strength.
To understand the phenomenon, a special experiment was carried out [87]. Two
specimens – the first made of AISI steel 1045 (yield strength σ
YT
= 525 MPa, ultimate
strength σ
UTS
= 585 MPa, elongation at break δ = 10%), the second made of much more
ductile steel AISI 302 (σ
YT
= 250 MPa, σ
UTS
= 610 MPa, δ = 67%) were machined
using the same cutting regime (cutting speed was 90 m/min; feed – 0.12 mm/rev; depth
of cut – 1.5 mm; no cutting fluid, a P10 carbide cutter with rake angle of −8
◦
).
In the experiment, the chip compression ratio, ζ was measured and the deformed struc-
ture of the chip produced was analyzed. For the first specimen, it was found that
ζ
1
= 1.87, while for the second ζ
2
= 5.22. As shown in Chapter 2, the degree of
plastic deformation and thus the energy required by the cutting system in the machin-
ing of steel AISI 302 is much greater than that in the machining of AISI steel 1045.

34 Tribology of Metal Cutting
(b)(a)
x
y
y
1
y
1
x
1
x
1
WorkpieceTool Tool Workpiece
y
x
(c)
Fig. 1.23. Chip formation in the machining of a ductile material: (a) chip compression ratio ξ = 2,
(b) chip compression ratio ξ = 5 and (c) typical chip structure in the cutting of a highly ductile
material (×200).
Moreover, it was also found in this test that the temperature of the chip is almost 200%
higher in the machining of steel AISI 302.
While the reason for higher plastic deformation in the machining of highly ductile work
materials will be analyzed later, the changes in the chip deformed structure with increas-
ing ductility of the work material can be explained as follows. Figure 1.23(a) shows
the model of chip formation in the machining of a ductile material where the chip
compression ratio ξ = 2, while Fig. 1.23(b) shows the model of chip formation in the
machining of a highly ductile material where the chip compression ratio ξ = 5. In both
the models, the right-hand coordinate system is set as follows:
The x axis coincides with the direction of the sliding plane (approximation of the surface
of the maximum combined stress) in the current chip formation cycle.
The y axis is perpendicular to x axis, as shown in Figs. 1.23(a) and (b).
The z axis (not shown) is perpendicular to the x and y axes.
Because it was found experimentally that in metal cutting the change in the volume in
the chip plastic deformation is negligibly small [12,25,29], the following expression for
Generalized Model of Chip Formation 35
strains is valid
ε
x
+ε
y
+ε
z
= 0, (1.20)
where ε
x
,ε
y
and ε
z
are the true strains along the corresponding coordinates.
Referring to Figs. 1.23(a) and (b), consider a volume of the work material located between
the two successive sliding planes (shown as hatched area in Figs. 1.23(a) and (b)). The
plastic deformation of this volume can be represented by corresponding strains as
ε
x
= ln
x
1
x
0
,ε
y
= ln
y
1
y
0
,ε
z
= ln
z
1
z
0
, (1.21)
where, x
0
,y
0
,z
0
and x
1
,y
1
,z
1
are the dimensions of the discussed volume along the
corresponding coordinates before and after deformation, respectively.
It is known [25] that, when properly measured, the chip width is practically equal to the
width of cut, which yields z
0
= z
1
, thus ε
z
= 0. Accounting for this result, substituting
Eq. (1.20) into Eq. (1.21) and ignoring signs, one can obtain
ln
x
1
x
0
= ln
y
1
y
0
= 0or
x
1
x
0
=
y
1
y
0
(1.22)
A very important conclusion immediately follows from Eq. (1.22): increasing chip
thickness x
1
(i.e. the chip compression ratio ζ) leads to the directly proportional reduc-
tion of distance y
1
between the two successive sliding planes, increasing the number
of sliding planes per unit length of the chip. To support this conclusion, Fig. 1.23(c)
shows a micrograph of the chip structure formed in the cutting of the second specimen.
In this micrograph, a great number of traces of the sliding planes, one closely followed
by another, can be observed that makes its appearance quite similar to the continuous
chip (Section 1.5.5). However, the conditions of chip formation considered show that
this chip is still a continuous fragmentary chip with a very small distance between two
successive fragments. Naturally, the breakability of this kind of the chip deteriorates
with increasing ductility of the work material. A similar picture can be observed in the
micrograph of the quick-stop section through copper chip presented by Trent and Write
(Fig. 4.27 in [62]).
As the number of sliding planes per unit length of the chip increases, heat generation
due to the relative sliding of chip fragments increases proportionally. This explains the
much higher temperatures in the machining of highly ductile materials. Quite often, the
chip formed has a cherry-red color due to its high temperature.
It is necessary to mention, however, that transition in the mechanics and physics of
chip formation from ductile to highly ductile zone is itself continuous by nature while
any model is discrete. At a certain point, when ductility of the work material becomes
great enough to develop high temperatures at the tool–chip interface, periodic and then
permanent seizure can occur.
36 Tribology of Metal Cutting
1.5.4 Model of chip formation when periodic seizure occurs at the tool–chip interface
Seizure as a phenomenon in metal cutting was probably first introduced and described by
Zorev [29], although Zorev did not study this phenomenon thoroughly. The reason for
that is simple: not many work materials having the properties which lead to seizure as well
as the corresponding machining regimes, were used in the 1960s. Trent has presented the
evidence for seizure in his articles and books for more than 20 years and his results are
summarized in his book [93]. However, in his article [63] Trent complained that though
appreciation of the condition of seizure at the tool–chip interface is fundamental to the
understanding of the whole process of metal cutting, it has not been recognized by most
engineers or by tribologists. In the excellent Wear – A Celebration Volume (1984), the
hypothesis of seizure in metal cutting was dismissed in two paragraphs by J.M. Challen
and P.L.B. Oxley as a phenomenon which “is not ruled out for certain conditions.”
This is a strange reason because many phenomena in metal cutting occur only under
certain conditions. In the author’s opinion, the concept of seizure is not accepted by
other researchers simply because the tribology of seizure is not discussed thoroughly
and thus understood. For example, Trent and Write associated seizure with the built-up
edge (p. 41 in [62]) and thus its influence on chip formation and tool wear at relatively
high cutting speeds, although it is a well-established fact [29] that no built-up edge can
occur at this speed range. In other words, it is not sufficient to point out the existence of
a phenomenon and present purely experimental evidences of its occurrence. Rather, the
physical conditions of its occurrence and its influence on the process outcomes should
be clearly established. Unfortunately, this is not the case with seizure and thus available
books on metal cutting do not mention this term [11,43,44,55].
This situation may be explained by the fact that Trent was concerned mainly with the
metallographic aspect of the problem and did not correlate it with the other important
mechanical and physical phenomena occurring at the tool–chip interface during the chip
formation of different work materials. In his book [93], Trent first presented the single-
shear plane model of chip formation and then discussed the evidence of seizure which
has little correlation with this model. It appears that the lack of the model of chip
formation under conditions of seizure causes the situation discussed. Therefore, it was
found necessary to clarify the place of seizure in chip formation.
Seizure, having adhesion nature, ceases a normal chip sliding over the tool face because
of the continuous contact in both the hills and valleys of the tool–chip contact surface.
For seizure to occur, a high contact temperature is the prime condition. As explained
above, in the cutting of highly ductile work materials the energy consumption per unit
volume of the removed material is high, and when it is combined with the low thermo-
conductivity of the work material, high temperatures develop at the tool–chip interface
which might lead to seizure.
Figure 1.24 presents a model of chip formation when seizure occurs at the tool–chip
interface [83,87]. In this model, it is assumed that the temperature and contact pressure
at the tool–chip interface have reached a level when seizure occurs so that the force
required for the sliding of the chip over the tool rake face (the tool–chip interface ab)
becomes greater than that required for the plastic deformation of the layer being removed
ahead of the partially formed chip. Surface ac separates the motionless chip and the