Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Energy Partition in the Cutting System 107
190
170
60
40
12345
370
470
d
w
= 1.0 mm
Cutting speed, n (m/s)
Cutting force, P
z
(N)
d
w
= 0.5 mm
d
w
= 0.1 mm
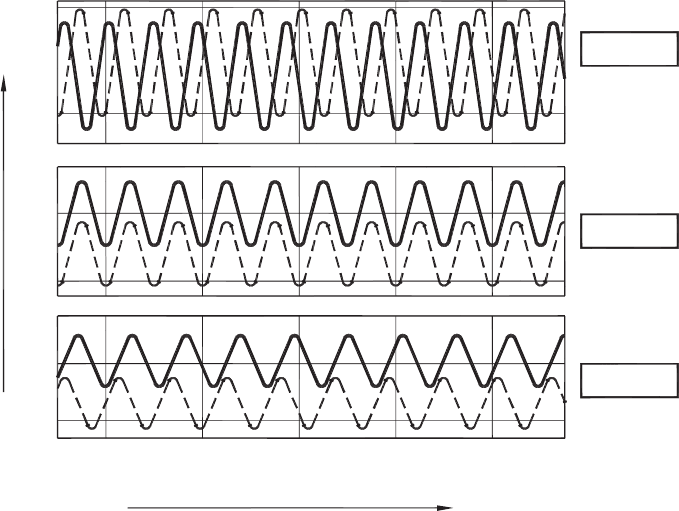
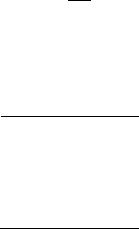
Fig. 2.17. Scatter for cutting inserts No. 1 and No. 2.
determined. Figure 2.18 shows that the experimental points fit this curve fairly good,
accounting for the accuracy with which the cutting force can be measured.
The experimental results show that the cutting force changes sinusoidally with the cutting
speed. If the tool geometry and location of the cutting tool with respect to the workpiece
surface are kept constant, the energy of failure (fracture) of the layer to be removed
remains constant too. Therefore, according to Eq. (2.66), the mechanical energy required
should be a function of the cutting speed. If the interaction of deformation and thermal
waves causes their reinforcement then the required mechanical energy decreases. On the
contrary, if this interaction results in destructive interference, the required mechanical
energy increases.
When the cutting feed is constant, the path difference of the coherent waves does not
change. According to Eq. (2.66), a change in the cutting speed results in the change
in the time interval between the two successive tool positions (between the neighboring
trajectories of the cutting tool), which is, according to Eq. (2.66), equivalent to a change in
the intensity of the heat source. Therefore, it becomes clear that the revealed dependence
of the interaction of the energy waves on the cutting speed is possible only if the frequency
of deformation and heat waves depends on this speed.
The phenomenon of interaction of the deformation and thermal longitudinal waves was
additionally examined using the following logic: the interaction of the waves takes place
108 Tribology of Metal Cutting
160
190
12345
220
250
8
Cutting speed, n (m/s)
Cutting force, P
z
(N)
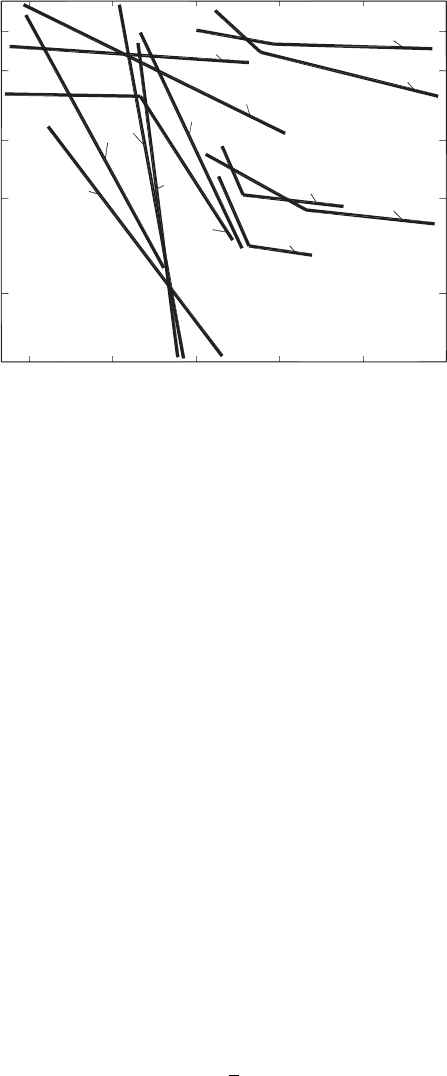
Fig. 2.18. Experimental results for cutting inserts No. 3 and No. 4.
due to the fact that these waves are coherent. Therefore, if the coherence of the waves
is disturbed, the interaction should not be observed. To verify this statement, the second
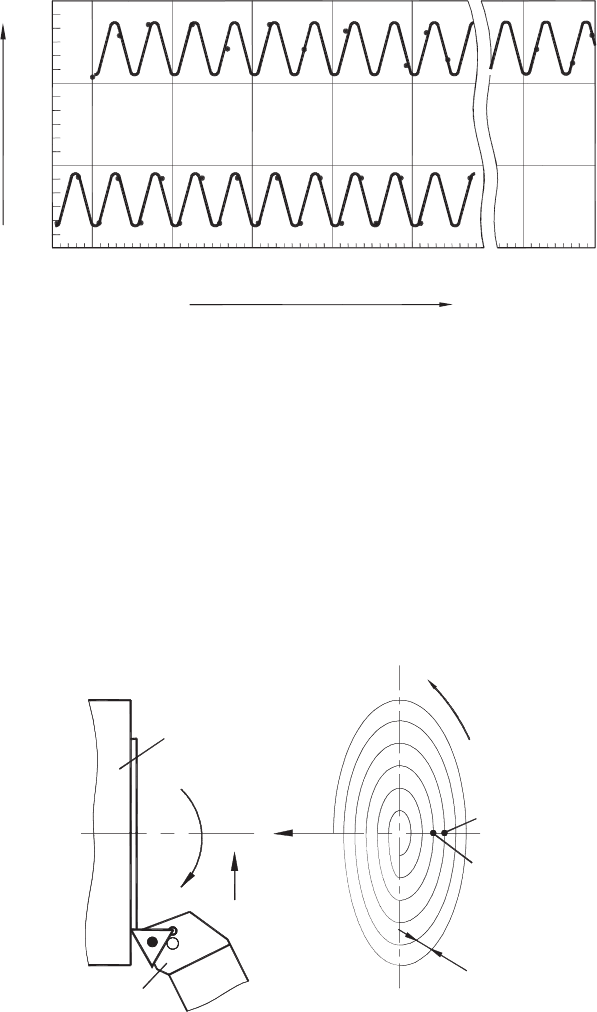
series of experiment was carried out using face cutting (Fig. 2.19a). Table 2.5 lists the
ranges of the cutting parameters used in the test. Other parameters of the cutting system
and the measuring rig were kept the same.
The experimental results obtained in this test show that no force variation has been
observed over a considerably wide range of cutting conditions. This result can be
explained as follows: in face cutting, the cutting speed is not constant but differs for
(a)
Workpiece
f
Tool
(b)
x
v
4
3
f
Fig. 2.19. (a) Face cutting and (b) the trajectory of the cutting tool (after Astakhov [8]).

Energy Partition in the Cutting System 109
Table 2.5. Ranges of values of cutting parameters for the end turning
tests.
Parameter Low value High value
Workpiece diameter (mm) 60.00 120.00
Cutting speed of the workpiece (o.d.)* (m/s) 0.15 4.00
Feed (mm/rev) 0.07 0.25
Depth of cut (mm) 0.10 3.00
*Outer diameter.
each successive point of the tool trajectory (Fig. 2.19b). Therefore, the thermal wave
generated on the neighboring trajectory of the cutting tool (Point 3) does not affect the
cutting force (energy consumption) on the current trajectory (Point 4), because this ther-
mal wave has been formed at different cutting speeds and, therefore, the deformation
and the thermal waves are not coherent. Hence, the results prove that, on the one hand,
the cutting speed affects the wavelength, while on the other hand, the interaction of the
energy waves is a real phenomenon of the cutting process.
The correlation of the wavelengths under different cutting speeds that result in the max-
imum reinforcement of the coherent waves can also be established using the following
considerations. It follows from Eqs. (2.69) and (2.70) that, if the cutting feed is kept
constant, the reinforcement (constructive interference) and destructive interference of
the total energy flux are possible only when the wavelength is a function of the cutting
speed, i.e. when l
0
= f(ν) is the case. If a certain ith crest of this function takes place
when f = kl
i
, then the next crest appears when the number of waves increases by 1, i.e.
when f = (k +1)l
i+1
. Consequently, if the cutting force varies according to a sinusoidal
function with the cutting speed,
l
i+1
=
l
i
1 + l
i
/f
(2.80)
Influence of cutting feed When the path difference (the cutting feed) remains constant,
a change in the cutting speed causes a periodic increase and decrease of the cutting force
due to the variation in the frequencies of the energy waves generated at different cutting
speeds (the velocity of deformation). If this happens due to the interference of the energy
waves discussed, a change in the cutting feed should also affect the cutting force because
the cutting feed defines the path difference.
However, force F
z
is affected not only by the wave-interaction force component F
s
(
f
)
but also by the force component F
0
(
f
)
, which depends on the uncut chip thickness
because the uncut chip thickness changes with the cutting feed [2]. Mathematically,
it can be represented by analogy with Eq. (2.75) as
F
z
= F
0
(
f
)
+F
s
(
f
)
= F
0
(
f
)
+F
a
sin
2π
l
f +f
ph
(2.81)
If the wavelength l
ν1
of the sine wave which approximates the variation in the cut-
ting force F
z
with the cutting speed ν and the frequency of the coherent waves l
1
are
110 Tribology of Metal Cutting
known for the cutting speed ν
1
accounting Eq. (2.80), then the wavelength l
k
for any
other cutting speed which differs from ν
1
by a number divisible by l
1
can be found as
follows:
l
k
=
fl
1
f +l
1
(
k − 1
)
, where k = 2, 3 ... n (2.82)
Points
(
l
i
,ν
i
)
calculated using Eq. (2.82) can be approximated by a line so that the
wavelength of the deformation wave corresponding to any cutting speed can be calculated
knowing ν
1
, l
ν1
and l
1
(providing that cutting feed f remains invariable) as
l =
1
1/l
1
+
(
ν −ν
1
)
/
(
fl
ν1
)
(2.83)
The third series of experiments was carried out using the same experimental conditions.
The workpiece diameter was 88 mm, the depth of cut d
w
= 0.1 mm. The cutting force
F
z
was measured as a function of the cutting feed f for different speeds of rotation of
the workpiece n. The experimental results for ν = 2.9, 2.3, 1.8, 1.4, 1.2 and 0.9 m/s are
shown in Table 2.6.
The graphical analysis of the experimental results shown in Table 2.6 showed that the
maximum and minimum of F
z
locate in the “f −F
z
” coordinate system on two inclined
parallel lines. Therefore, the mean of the sine wave (for the experimental conditions
Table 2.6. Experimental results (Series No. 3 of experiments).
f (mm/rev) ν = 2.9 m/s ν = 2.3 m/s ν = 1.8 m/s
F
z
(N) P
s
(N) F
z
(N) P
s
(N) F
z
(N) P
s
(N)
0.070 75 −2.84 56.2 −3.05 56.2 −0.01
0.074 84 3.91 60.0 −2.06 60.0 1.67
0.084 81 −4.70 71.2 2.29 65.6 2.11
0.097 94 1.00 76.9 −1.06 71.2 1.00
0.110 103 2.68 84.4 −2.53 75.0 −1.98
0.120 103 −2.94 93.7 −0.05 84.4 2.21
0.130 112 0.40 103.1 2.42 90.0 2.26
F
0
= 38.5 +562fF
0
= 11 +690fF
0
= 20 +518f
f (mm/rev) ν = 1.4 m/s ν = 1.2 m/s ν = 0.9 m/s
F
z
(N) P
s
(N) F
z
(N) P
s
(N) F
z
(N) P
s
(N)
0.070 0.070 −2.81 54.4 2.11 56.2 3.98
0.074 0.074 4.29 58.1 3.40 56.2 1.54
0.084 0.084 2.37 61.9 1.05 52.5 −8.32
0.097 0.097 −1.25 71.2 2.48 76.9 8.11
0.110 0.110 2.63 75.0 −1.74 80.6 3.92
0.120 0.120 −3.04 78.7 −4.07 88.1 5.30
0.130 0.130 4.41 93.7 4.82 96.6 6.69
F
0
= 10 +567fF
0
= 9.5 +611fF
0
= 9.5 +611f
Energy Partition in the Cutting System 111
considered) is a straight line F
0
(
f
)
= C
1
+C
2
f . Constants C
1
and C
2
were determined
using the experimental data and so the position of the sine wave means were determined
for each test (Table 2.6). Then, using Eq. (2.81), the sinusoidal component of F
z
was
calculated as
F
s
(
f
)
= F
z
(
f
)
−F
0
(
f
)
(2.84)
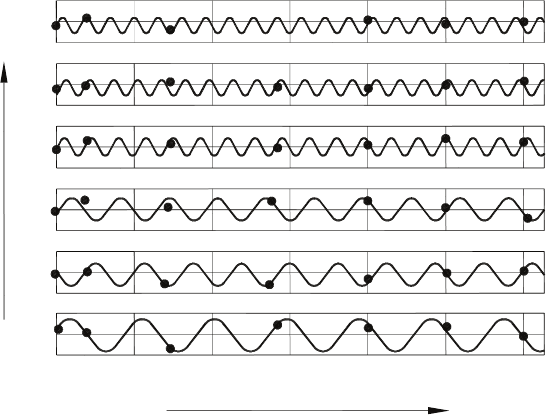
The experimental points for each cutting (deforming) speed were placed in the “f −F
z
”
coordinate system. Then a sine wave was found using a specially developed curve-fitting
program for the best approximation of the experimental points. Some results are shown
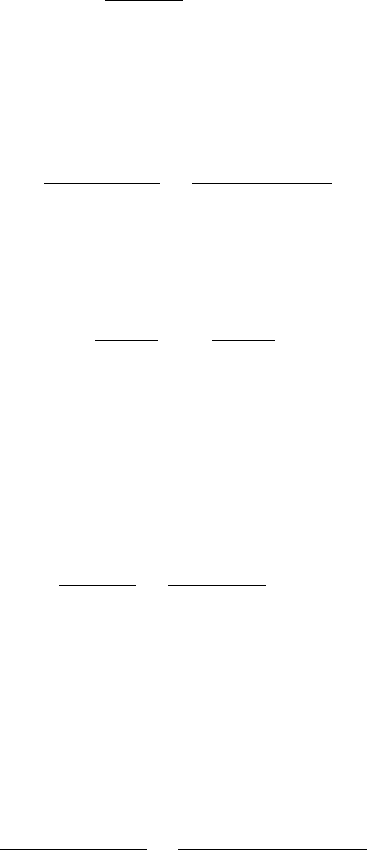
in Fig. 2.20. As such, for the cutting speeds in Table 2.6, the wavelengths of the energy
waves (deformation and thermal) were determined. The results are as follows: 6.3, 6.5,
7.0, 7.6 and 7.8 µm. To confirm the validity of Eq. (2.83), the initial cutting speed was
selected to be ν
1
= 0.9m/s and thus l
ν1
= 0.56 and l
ν
= 7.8 µm. Using Eq. (2.83), the
wavelengths for other cutting speed were calculated with the following results: 6.336,
6.723, 7.033, 7.348 and 7.780 µm. A fairly good agreement between the calculated and
the experimentally obtained results proves that in solids, energy expands into waves. The
wavelength of these waves depends on the velocity of deformation and can be determined
experimentally. Moreover, a comparison of these results with the frequency of chip
formation obtained for the same conditions (Fig. 1.43) shows that the chip formation
process generated these waves.
To prove that the parameters of the waves do not correlate with the rotational speed of
the workpiece or with other velocities of the moving parts of the machine tool, a special
−10
0.07 0.09 0.11
Feed, f (mm/rev)
10
10
−10
10
−10
10
−10
10
−10
−10
Force, Ps (N)
n=2.9m/s
n=2.3m/s
n=1.8m/s
n=1.4m/s
n=1.2m/s
n=0.9m/s
0.13
Fig. 2.20. Sine wave approximation of the experimental data in the coordinate system “f – F
z
”
(after Astakhov [8]).
112 Tribology of Metal Cutting
test was carried out. It was found from the previous experiments that parameters F
0
and
ν
ph
are very sensitive to even small changes in the cutting process [2]. On the contrary,
parameters F
a
and l
ν
depend only on the cutting regime. Accounting for these facts, the
methodology of the current experiment was developed as follows. A stepped workpiece
having shoulders of different diameters was first turned on at the smallest diameter using
a cutting speed of 2.4 m/s and the parameters F
a1
and l
ν1
were determined for this
case. Then, the next shoulder was turned keeping the same setup and cutting speed by
reducing the spindle rotational speed (n (rpm)). As such, the parameters F
a2
and l
ν2
were
calculated using, experimental results. Then, the third shoulder of greater diameter was
machined keeping the same conditions including the cutting speed (thus smaller rpm).
Again, the parameters F
a3
and and l
ν3
were determined. Because these parameters were
found the same for all the three runs, it was concluded that they depend only on the
cutting speed and do not correlate with testing particularities.
Proposed methodology of evaluation of cutting force measurements. In order to apply
the findings discussed in the practical determination of the cutting force, the following
steps are recommended:
Step 1: The first series of tests is to be conducted varying the cutting speed ν and
measuring the cutting force F
z
. As a result, a number of points
(
ν
i
,F
zi
)
are obtained.
Step 2: The experimental points are entered into a computer and are placed in the
coordinate system ν − F
z
. A curve-fitting program is used to approximate them with
a sine wave with reasonable accuracy. It is accomplished numerically and/or graphically.
Equation (2.75) describes this sine wave as
F
z
= F
z0
+F
za
sin
2π
l
v
ν +ν
ph
, (2.85)
where F
z0
is the mean of the sine wave
F
z0
=
F
z−max
+F
z−min
2
, (2.86)
where F
za
is its amplitude
F
za
=
F
z−max
−F
z−min
2
, (2.87)
where l
ν
and ν
ph
are its wavelength and initial phase, respectively.
Step 3: The second series of cutting tests is conducted. In this series, N points
(
N = 1 ...n
)
corresponding to different cutting speeds are used. In each point, a number
of tests using different cutting feeds are conducted measuring the cutting force F
z
.
Step 4: The experimental results of Step 3 are entered into the computer. Then, N
coordinate systems “f−F
z
” (one for each cutting speed used in the tests) are formed and
the experimental points corresponding to different cutting feeds are placed in each of
Energy Partition in the Cutting System 113
these systems. Using Eqs. (2.81) and (2.84), one can find the wavelength of the energy
waves for each of the cutting speed used in the tests.
Step 5: Using the experimental results of Step 4 for N = 1 and l
v
determined in Step 1,
and, using Eq. (2.83), the wavelengths of the energy waves for the cutting speed used at
Points 2 ... N are calculated.
Step 6: The wavelengths obtained at Steps 4 and 5 are compared. The parameters of
sine waves obtained in Step 4 are corrected in an iteration procedure until a fairly good
agreement of the wavelengths obtained in Steps 4 and 5 is achieved.
Importance of the interaction of deformation and thermal waves in metal cutting. The
high energy rate and cyclic nature of the chip formation process in metal cutting result
in the generation of deformation and thermal waves. Because these waves are generated
by the same source, namely, the chip formation process (cutting tool), they are coherent
and their interference takes place in the cutting process. This interference affects the
amount of external energy required since, according to the von Mises’ criterion of failure
with physical meaning given by Hencky, the critical value of the distortion energy (the
total strain energy per unit volume) is constant for a given workpiece material. The
revealed existence of interference explains the unexplained phenomena of the metal
cutting process:
• Great scatter in the reported data on cutting force. Even under similar cutting
conditions and with extraordinary care while performing the experiments, scatter in
cutting force measurements exceeds 50% (for example, [53]).
• Foundation of high-speed machining. When the cutting speed increases, the volume
of work material removed per unit time also increases so that the energy spent in
cutting should increase. Moreover, an increase in the cutting speed leads to the
corresponding increase in the strain rate in the chip formation zone. According to
Oxley [54], this rate is in the range from 10
3
to 10
5
s
−1
, or even higher in metal
cutting (discussed in Chapter 1). The available data on materials testing at high
strain rate (for example, [55]) show that the shear flow stress increases dramatically
for many common materials when the rate of strain exceeds 10
4
. Knowing these
facts, one might expect a significant increase in the cutting force when the cutting
speed increases. Particularly, the difference should be very significant at high cutting
speeds in the so-called high-speed machining. The practice, however, shows that
opposite is the case. Zorev [12] studied a number of work materials (from low- to
high-carbon steel, low and high alloyed steels) at low and high cutting speeds and
conclusively proved that the cutting force decreases (at different rates for different
work materials) with an increase in the cutting speed. Moreover, the results of
multiple studies on the cutting force in high-speed machining (for example, [15,16])
show a significant decrease (30–40%) in the cutting force at high cutting speed and
thus rates of strain. The results presented in this chapter resolve this contradiction.
When the cutting speed increases, the time interval between the two successive tool
positions (Points 1 and 2 in Fig. 2.15) decreases. As such, higher thermal energy
adds to the total energy needed for the fracture of the layer being removed. As a
result, the cutting force decreases. Poor reproducibility of the high-speed machining

114 Tribology of Metal Cutting
results and the inability to reproduce the results obtained by other researchers [56]
can easily be explained by the wave interference phenomena described.
• Inconsistency in tool life. The resource of the cutting tool is defined later in Chapter 4
as the amount of energy that can be transmitted through the cutting wedge (defined
as a part of the tool located between the rake and the flank contact areas) until it
fails [6]. Great inconsistency in tool life, known to the specialists in the field, can be
easily explained by the wave phenomena described because the energy transmitted
through the cutting wedge depends on the interaction of the deformation and thermal
waves in the machining zone.
The results obtained offer a novel approach in the selection of optimal cutting regime
in machining, particularly high-speed machining. This regime should be selected so that
the constructive interference of energy waves results in their maximum reinforcement
to reduce the energy needed to accomplish the process and to increase the tool life.
At higher strain rates and cutting speeds, the benefits of the proposed approach are more
significant.
2.7.2 Method 2: using the appropriate state of stress
As discussed above, the state of stress in the layer being removed is triaxial even in the
simplest method of machining – orthogonal cutting. As known [57], the state of stress in
the body, which undergoes plastic deformation, affects the fracture strain. For example, it
is known that hydrostatic compression increases the fracture strain and tension decreases
the fracture strain [58]. However, this general knowledge is not sufficient to control the
deformation process. Therefore, a certain generalized parameter characterizing the state
of stress should be selected to study the correlation between the state of stress and the
fracture strain.
One of the most versatile and physically sound criteria for the characterization of the
state of stress in plastic deformation of engineering materials is Π − a criterion defined
as [57]
Π =
3I
1
(
σ
)
2
I
2
1
(
σ
)
−3I
2
2
(
σ
)
, (2.88)
where I
1
(
σ
)
and I
2
(
σ
)
are the first and the second stress invariants that is expressed in
terms of the principal stresses σ
1
, σ
2
and σ
3
as
I
1
= σ
1
+σ
2
+σ
3
(2.89)
I
2
=−
(
σ
1
σ
2
+σ
2
σ
3
+σ
3
σ
1
)
(2.90)
Figure 2.21 shows the relationships between the strain at fracture and the state of stress
represented by Π factor. As shown, the strain at fracture and thus the energy needed
for the separation of the layer being removed significantly depend on the state of stress
for a wide variety of work materials. It is also shown in Fig. 2.21 that different work
Energy Partition in the Cutting System 115
Π
1
2
3
4
11
10
8
7
9
13
12
6
5
3.0
2.0
1.0
0.5
0.2
0.1
ε
f
−8 −8 0
4
8
Fig. 2.21. Effect of stress triaxiality represented by the Π criterion on the strain at fracture:
1 – niobioum, 2 – iron, 3 – tungsten, 4 – molybdenum, 5 – beryllium, 6 – magnesium, 7 – zinc,
8 – tin alloy, 9 – brass, 10 – brass alloy, 11 – strain-hardened and 12 – cast lead (afterAstakhov [2]).
materials have different sensitivity to the stress triaxiality. This fact is well known in
material testing [59,60].
The state of stress in the deformation zone depends primarily on the tool geometry so
that, by proper selection of the tool geometry according to the properties of the work
material, one can achieve significant reduction in the energy spent in machining. In this
respect, the importance and significance of the cutting tool geometry (Appendix A) can
be appreciated for the first time as having defined the physical sense as this geometry
forms this state of stress.
Since the tool forms a certain hydrostatic pressure in the layer being removed, it is of
interest to analyze its influence on the strain at fracture. It was mentioned in [2] that Lode
[61] investigated the validity of the yield criteria using some thin-walled tubes made
of steel, copper and nickel subjected to various combinations of uniaxial tension and
internal hydrostatic pressure. In doing this, he devised a sensitive method to determine
the effect of the intermediate principal stress on yielding. This may be explained as
follows.
Tresca [62] suggested that yielding occurs when the maximum value of the extreme shear
stress in the material, equal to half the difference between the algebraic maximum (σ
1
)
and minimum (σ
3
) principal stresses, i.e.
τ
max
= τ
1
=±
1
2
(
σ
1
−σ
3
)
(2.91)
116 Tribology of Metal Cutting
attains a critical value. As shown, the Tresca yield criterion requires the maximum and
minimum principal stresses to be known in advance. When applied for yielding in uniaxial
tension where σ
1
= σ
y
, which is the uniaxial yield stress of the material, σ
2
= σ
3
= 0,
the criterion gives
σ
1
−σ
3
= σ
y
(2.92)
which, if σ
1
≥ σ
2
≥ σ
3
, yields
(
σ
1
−σ
3
)
σ
y
= 1 (2.93)
The intermediate principal stress (σ
2
) can thus vary from its maximum value σ
2
= σ
1
to
its minimum value σ
2
= σ
3
without apparently affecting the yield criterion expressed by
Eq. (2.93). To characterize the influence of the intermediate principal stress (σ
2
) Lode
introduced the parameter
µ
L
=
2σ
2
−σ
3
−σ
1
σ
1
−σ
3
=
σ
2
−(σ
1
+σ
3
)/2
(σ
1
−σ
3
)/2
(2.94)
which is known as the Lode stress parameter [21].
Equation (2.94) can be rearranged so that
σ
2
=
σ
1
+σ
3
2
+µ
L
σ
1
−σ
3
2
(2.95)
The von Mises yield criterion in terms of the principal stresses (Eq. (2.12)) can be
written as
(
σ
1
−σ
2
)
2
+
(
σ
2
−σ
3
)
2
+
(
σ
3
−σ
1
)
2
= 2σ
2
y
(2.96)
and if σ
2
from Eq. (2.95) is substituted, after rearranging and simplifying, the von Mises
yield criterion becomes
(
σ
1
−σ
3
)
σ
y
=
2
3 + µ
2
L
1
/
2
(2.97)
When σ
2
= σ
3
, Eq. (2.94) shows that µ
L
=−1 and when σ
2
= σ
1
, µ
L
=+1. Because
σ
1
≥ σ
2
≥ σ
3
, it follows that −1 ≤ µ
L
≤+1. When µ
L
=−1, the principal stresses
are σ
1
,σ
2
= σ
3
which is the uniaxial tension
(
σ
1
−σ
3
)
with hydrostatic stress σ
3
. When
µ
L
=+1, the principal stresses are σ
1
= σ
2
,σ
3
, which is the uniaxial compression.
In addition to the stress parameter (µ
L
) defined by Eq. (2.94), Lode also introduced the
plastic strain parameter, υ
L
, defined as
υ
L
=
2dε
p
2
−dε
p
3
−dε
p
1
dε
p
3
−dε
p
1
=
dε
p
2
−1
2
dε
p
3
+dε
p
1
1
2
dε
p
3
−dε
p
1
, (2.98)