Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.


Energy Partition in the Cutting System 87
leads to an increase in the temperature of the chip so that its plastic deformation
increases (curve 1 in Fig. 2.6).
• The work done in the plastic deformation of the chip decreases when the deformation
velocity increases according to Eq. (2.33). It is represented by curve 2 in Fig. 2.6.
• The elastic zone at the tool–chip contact formed at a certain cutting speed leads
to the reduction in the plastic deformation of the chip and thus lowers the CCR,
starting from this cutting speed. Then, the amount of plastic deformation due to the
formation of the elastic zone increases and stabilizes at a certain level as reflected
by curve 3 in Fig. 2.6.
Summing up the influence of these factors caused by and dependent on the cutting speed,
one can obtain the resultant curve 4 (Fig. 2.6), which resembles the known curve of the
influence of the cutting speed upon CCR obtained experimentally [12]. The analysis
presented, however, allows us to understand the relative impact of different factors
correlated with the cutting speed on the plastic deformation of the chip and thus to
understand the physics of the phenomenon. The influence of many important external
parameters such as the cutting fluid, pre-heating, cryogenic cooling, MQL technique,
and many others can be evaluated in terms of their influence on the efficiency of the chip
formation process.
2.4.4 Generalization
Other parameters that have a strong influence on CCR are the cutting feed (f ), tool
cutting edge angle (κ
r
), cutting edge inclination angle (λ
s
) and tool rake angle (γ
n
). As
known [7], the cutting feed (f ), tool cutting edge angle (κ
r
) and cutting edge inclination
angle (λ
s
) affect CCR through the uncut chip thickness (t
1
) which, in turn, may have a
different influence at different cutting speeds (ν). This probably was the root cause for
many inaccurate conclusions drawn from experimental results in the past. To resolve the
problem, the power of the similarity theory in metal cutting should be utilized [2].
The Péclet criterion. The metal cutting system includes moving heat sources, i.e. the
tool moves relative to the workpiece and the chip moves relative to the tool. As a result,
similarity numbers used in thermodynamics to deal with moving heat sources [23–25]
should be utilized for thermodynamic analyses of metal cutting. Unfortunately, this is
not the case in traditional studies on thermal aspects of metal cutting including tribo-
logical interfaces where traditional steady-state thermodynamic analysis of heat transfer
commonly used today as, for example, in [20,26,27].
The Péclet criterion, often referred to as the Péclet number, is widely used in the thermal
analysis of technical systems subjected to moving heat sources [23–25]. As pointed out
by Astakhov, this criterion should be used in metal cutting [2]. The Péclet criterion
is a dimensionless number expressing the ratio of advection to thermal diffusion. It is
expressed by
Pe =
UL
w
w
, (2.34)

88 Tribology of Metal Cutting
where U is the velocity scale, L is the horizontal length scale and w
w
is the thermal
diffusivity.
Molecular diffusion of heat is negligible when Pe > 10, i.e. a heat source moves faster
than the velocity of heat expansion.
In metal cutting, the Péclet criterion is represented in terms of machining process
parameters as follows [2,28]
Pe =
νt
1
w
w
, (2.35)
where ν is the velocity of a moving heat source (the cutting speed) (m/s) and w
w
is the
thermal diffusivity of the work material (m
2
/s),
w
w
=
k
w
(c
p
ρ)
w
, (2.36)
where k
w
is the thermoconductivity of work material
(
J/
(
m ·s ·
◦
C
))
and (c
p
ρ)
w
is the
volume specific heat of work material
J/
m
3
·
◦
C
.
The Péclet number is a similarity number, which characterizes the relative influence of
the cutting regime
(
νt
1
)
with respect to the thermal properties of the workpiece material
(
w
w
)
.IfPe > 10, the heat source (the cutting tool) moves over the workpiece faster
than the velocity of thermal wave propagation in the work material and so, that the
relative influence of the thermal energy generated in cutting, on the plastic deformation
of the work material is only due to the residual heat from the previous tool position [8].
If 2 <Pe<10, the thermal energy makes its strong contribution to the process of plastic
deformation during the cutting and thus to the tribological conditions at tribological
interfaces. Calculations of Pe for different cutting conditions can be found in [2].
In metal cutting tests, a simplified form of the Péclet criterion (νt
1
) can be used for a
given work material.
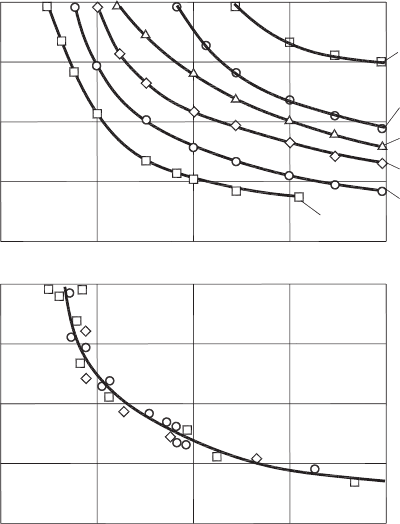
Experimental results. Figure 2.7(a) shows the influence of cutting speed on CCR for
different feeds. Figure 2.7(b) shows what happens if the Péclet criterion is used as
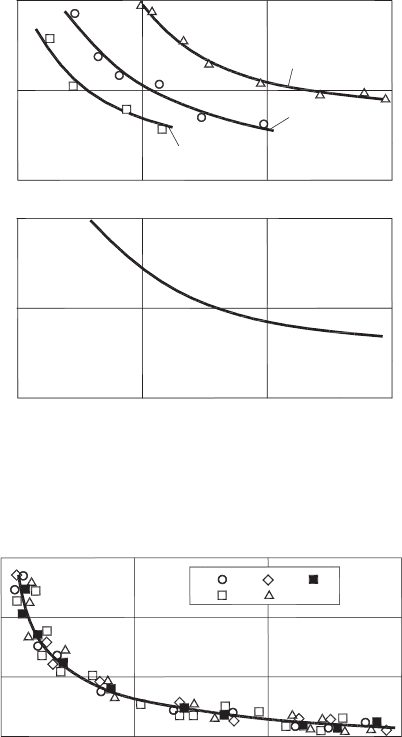
the independent variable. Figure 2.8 presents another example of the experimental data
obtained in the machining of tool steel H13. Such a representation allows the reduction
in the number of cutting tests needed to study the amount of plastic deformation in the
metal cutting process. Moreover, it helps in revealing the mutual influence of the cut-
ting regime, tool geometry and physical properties of the work material on this plastic
deformation. For example, it is clearly shown that the amount of plastic deformation in
cutting a work material having low thermoconductivity is greater, compared to that in
cutting a work material having higher thermoconductivity, if the other cutting param-
eters remain the same. It can be stated that the experimental results obtained, for the
first time, reveal the correlation of the thermoconductivity of the work material and the
amount of plastic deformation in its machining. In other words, the results obtained
quantify one of the most important qualitative characteristics of the work material,
Energy Partition in the Cutting System 89
Pe
0 70 140 280
1.8
2.0
2.2
2.4
2.0
1.8
1.00 3.02.0
2.4
2.2
n (m/s)
0.125 mm/rev
0.200 mm/rev
0.280 mm/rev
0.390 mm/rev
0.500 mm/rev
0.75 mm/rev
(a)
(b)
z
z
Fig. 2.7. The chip compression ratio vs. cutting speed for different feeds (a) and generalized
correlation between CCR and Pe criterion (b). Work material – steel AISI 1030, tool material –
carbide P20, rake angle γ
n
= 10
◦
, cutting edge angle κ
1
= 60
◦
, depth of cut d
w
= 2 mm (after
Astakhov [28]).
i.e. “machinability.” Using the work of plastic deformation which is the sole property
of the work material involved in the cutting process, one can determine machinabilities
of various work materials quantitatively.
Analyzing the results discussed, one may argue that the influence of tool geometry is
not accounted for. To address this concern, the following should be explained. The tool
rake angle is the only tool geometry parameter that might affect the work of plastic
deformation. The influence of the tool rake angle on CCR is shown in Fig. 2.9. As
shown, CCR does not depend on the tool rake angle.
Based upon the results obtained, the following generalizations can be made:
• Plastic deformation is a nuisance for the metal cutting process and thus it should be
reduced in order to increase the efficiency of the process. The rule of thumb here
is: less the plastic deformation, better the cutting process.
• The final shear strain used to assess plastic deformation in metal cutting is not a
relevant characteristic because it does not correlate with the known properties of
90 Tribology of Metal Cutting
z
z
0
2.0
3.0
70 140
0
2.0
3.0
21
n(m/s)
f = 0.1 mm/rev
0.2 mm/rev
0.3 mm/rev
(b)
(a)
Pe
Fig. 2.8. CCR vs. Pe criterion. Work material – tool steel H13, tool material – carbide M10, rake
angle γ
n
=−10
◦
, cutting edge angle κ
r
= 60
◦
, depth of cut d
w
= 2 mm (after Astakhov [28]).
70 140 210
Pe
1.2
2.0
2.8
+20°+10° 0°
−10°
−20°
g :
z
Fig. 2.9. CCR vs. Pe criterion for different rake angles. Work material – steel AISI 1045, tool
material – carbide P20, cutting edge angle κ
r
= 60
◦
, depth of cut d
w
= 2 mm (after Astakhov [28]).
the work material. CCR represents the true strain in plastic deformation and can
be used to calculate the elementary work spent over plastic deformation of a unit
volume of the work material. Knowing the elementary work, the total work done by
the external force applied to the tool can then be calculated. As a result, CCR can
be used as the prime parameter for the optimization of the metal cutting process.
Considered together with the work of plastic deformation, CCR reveals the energy
spent in cutting. Moreover, CCR is a post-process parameter and thus there are a
number of simple, though forgotten, ways to measure this parameter accurately in
metal cutting.
Energy Partition in the Cutting System 91
• The cutting speed influences the energy spent on the deformation of the chip through
the temperature, dimensions of the deformation zone adjacent to the cutting edge and
the velocity of deformation. For the first time, the relative impact of each of these
parameters on the chip compression ratio is revealed, and thus the experimental
dependence of CCR on the cutting speed is explained.
• To avoid the typical misrepresentation of the experimental data on CCR, it is pro-
posed to determine this parameter as a function of the Péclet criterion. Such a
representation allows accounting for the combined influence of the cutting regime
and physical properties of the work material.
2.5 Practical Analysis of the Physical Efficiency of the Cutting System
A series of turning tests were carried out to reveal the influence of various parameters of
the cutting system on its efficiency. General purpose cutting inserts made of P20 carbide,
having the shape SNMM 150612 SN-HT were selected for the test. A special tool holder
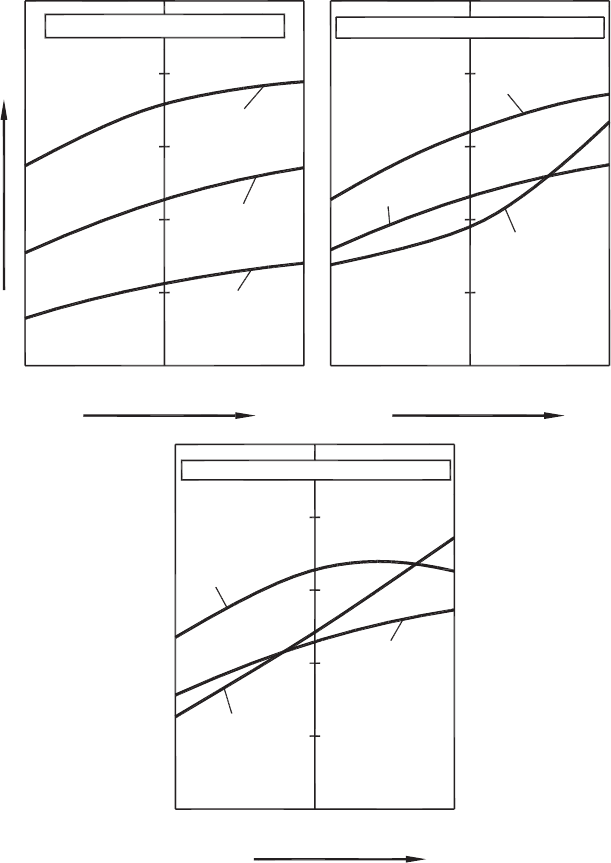
was designed and made to provide these inserts with various rake angles. Figure 2.10
shows the influence of rake angle. As shown, the efficiency of the cutting system increases
with the rake angle, this result was anticipated because it follows the usual machining
practice. More pronounced effect of the rake angle is observed when the depth of cut,
cutting speed and feed are increased. This influence is greater for difficult-to-machine
materials (as an example, the results for steel AISI 52100 are presented).
Figure 2.11 shows the influence of depth of cut. As shown, the depth of cut may affect
the efficiency of the cutting system in considerably different ways depending upon the
particular combination of the cutting parameters and properties of the work material.
The results obtained are in contradiction to the common belief that the cutting process
becomes “better” as the depth of cut increases.
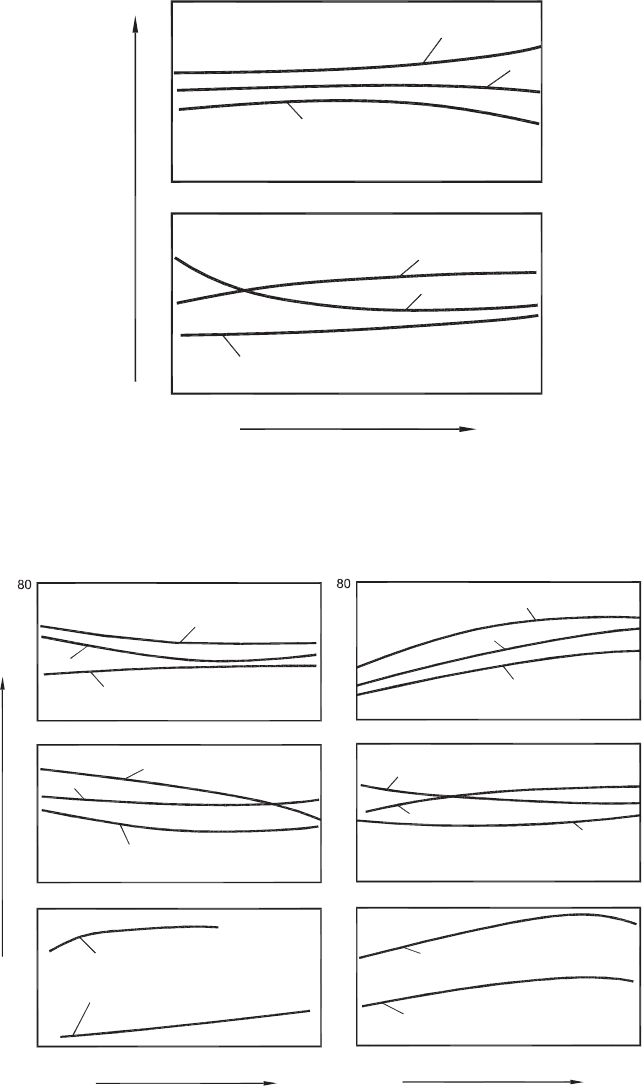
Figure 2.12(a) shows the influence of cutting speed on the efficiency of the cutting system.
As shown, although this influence depends on many cutting parameters, the influence of
work material is of prime importance. This is natural because a great part of the energy
“wasted” in the cutting process is spent on the plastic deformation of the chip and the
workpiece surface. Therefore, machining of more brittle work materials is more efficient
than that of the ductile ones. Although this fact is well known in machining practice,
the existing metal cutting theory, operating with shear strength and flow-shear stress,
cannot explain it. However, when one accepts the approach discussed, this problem
disappears (as well as many other problems in understanding and implementation of the
metal cutting theory). Although the influence of cutting speed according to Fig. 2.12(a)
seems to be at odds with the existing perception of machining, it is correct because
increasing the cutting speed causes higher heat generation on the tool–chip and tool–
workpiece interfaces. Moreover, because CCR decreases with the cutting speed (Fig. 2.9),
the relative tool–chip velocity increases even further causing the intensification of heat
generation at the tool–chip interface and thus additional energy losses.
The cutting feed has a marked effect on the system efficiency (Fig. 2.12(b)) for difficult-
to-machine and brittle materials, while the influence of cutting speed and depth of cut
92 Tribology of Metal Cutting
Efficiency, η
cs
(%)
30
40
50
60
Steel 52100, n = 0.5 m/s, d
w
= 1 mm
−10 0 +10
Rake angle, g(°)
f = 0.17 mm/rev
f = 0.11 mm/rev
f = 0.07 mm/rev
Steel 52100, f = 0.11 mm/rev, d
w
= 1 mm
Steel 52100, n
= 0.5 m/s, f = 0.11 mm/rev
30
40
50
60
n = 0.3 m/s
n = 0.5 m/s
n = 0.6 m/s
d
w
= 1.0 mm
Rake angle, g(°)
0−10 +10
−10 0
Rake angle, g(°)
+10
60
50
40
30
d
w
= 1.5 mm
d
w
= 0.5 mm
Fig. 2.10. Influence of rake angle on the efficiency of the cutting system. Work material – steel
AISI 52100 (after Astakhov [3]).
1
0.5
20
1
3
2
20
80
0.5
AISI 1045
1.5
1.5
AISI 52100
n= 0.5 m/s, s= 0.11 mm/rev
2
80
3
n =1.2 m/s, s=0.11 mm/rev
Depth of cut, d
w
(mm)
1 − g = −10°
2 − g = 0°
3 − g = +10°
Efficiency of the cutting system, η
cs
(%)
Fig. 2.11. Influence of depth of cut on the efficiency of the cutting system for different work
materials (after Astakhov [3]).
5
0
Steel AISI1035,
n
=1.5m/s, d
w
=1 mm
20
1
80
Gray cast iron,
n
=3m/s, d
w
=1 mm
20
0.8
AISI 1045
1.5
3
2
20
80
0.3 0.6
AISI 52100
2
1
f=0.11 mm/rev, d
w
=1 mm
3
f=0.11 mm/rev, d
w
=1 mm
1
−
g =
−
10
°
2
−
g = 0
°
3
−
g =
+
10
°
Efficiency of the cutting system,h
cs
(%)
h
Cutting speed, n (m/s)
0.170.07
Cutting feed, f (mm/rev)
Steel AISI1035,
n
=1.5m/s, d
w
=1 mm
0.07
20
0.17
Gray cast iron,
n
=3m/s, d
w
=1 mm
g = 0
°
80
1
−
g =
−
10
°
2
−
g = 0
°
3
−
g =
+
10
°
AISI 52100
AISI 1045
20
3
1
f=0.11 mm/rev, d
w
=1 mm
2
0.07
80
20
0.17
1
2
n
=0.5m/s, d
w
=1 mm
3
(a)
(b)
g = 0
°
Fig. 2.12. Dependence of the efficiency of the cutting system on: (a) cutting speed and (b) cutting
feed (after Astakhov [3]).
94 Tribology of Metal Cutting
are more noticeable for easy-to-machine materials. These results also reflect the well-
known practical finding that one should use as high feed as allowed by the strength of
the tool, quality of machining and other constraints in order to increase the efficiency of
the cutting system.
It follows from the data presented in Figs. 2.10–2.12 that the efficiency of the cutting
system depends to a large extent on the properties of the work material. For a wide range
of commonly machined steels, this efficiency is in the range of 25–60%. It means that
40–75% of the energy consumed by the cutting system is simply wasted. Most of this
wasted energy is spent at the tool–chip and tool–workpiece interfaces. Naturally, this
energy lowers the tool life, affects the shape of the chip produced, and leads to the neces-
sity of using different cooling media that, in turn, lowers the efficiency of the machining
system as more energy is required for the cooling medium delivery and maintenance.
The results obtained are of enormous significance in metal cutting as they primarily
quantify the margin allowed for process improvements. Even in machinery, where the
waste of resources (energy) due to the ignorance of tribology hardly exceeds single digit,
this waste is estimated to be approximately one-third of the world’s energy consumption
[1]; so the study and optimization of tribological process are considered as having great
importance. Today, more money is spent for the research in tribology. The objective
of this research is understandably the minimization and elimination of losses resulting
from friction and wear at all levels of technology where rubbing of surfaces is involved.
As claimed [1], research in tribology leads to greater plant efficiency, better performance,
fewer breakdowns and significant savings.
In metal cutting, the situation is entirely different from that of the design of tribological
joints in modern machinery. In the latter, a designer is rather limited by the shape of
the contacting surfaces, materials used, working conditions set by the outside operating
requirements, use of cooling and lubricating media, etc. In metal cutting, practically any
parameters of the cutting system can be varied in a wide range. The modern machine
tools do not limit a process designer with the selection of cutting speeds, feeds and depth
of cut. The tool materials, geometry of cutting inserts and tool-holder nomenclature avail-
able at his disposal is very wide. The selection of cooling and lubrication media and their
application techniques are practically unlimited. Although the chemical composition of
the work material is normally given as set by the part designer, the properties of this
material can be altered in a wide range by heat treatment, forging and casting conditions.
The only problem in the selection of the optimal tribological cutting parameters is the
lack of knowledge on the metal cutting tribology. Therefore, the study and optimization
of the tribological conditions at these interfaces have a great potential in terms of reduc-
tion in the energy spent in cutting, increase in tool life, reduction and elimination of
coolants, etc.
2.6 Energy Balance of the Cutting System
To improve the analysis and optimization of the cutting system, one should first analyze
the energy flows in it, besides determining its efficiency. Because any alteration of the
system parameters leads to a change in the energy distribution within the cutting system.
Energy Partition in the Cutting System 95
Although the distribution obtained may not affect the physical efficiency of the cutting
system, it might change the outcomes of the cutting process. For example, the use of
coating applied on the tool contact surfaces may improve the tool life. At the same time, it
changes the distribution of thermal energy in the cutting system. Because many coating,
particularly multi-layered, have low thermal conductivity, and a greater portion of the
thermal energy generated in the cutting process goes into the workpiece creating higher
machining residual stresses compared to uncoated tools. This is a typical example of
the non-system consideration of the cutting process to improve a single outcome while
others may get much worse. Therefore, a special master program should be developed
not only to calculate the efficiency of the cutting system, but also to analyze the energy
flows in this system.
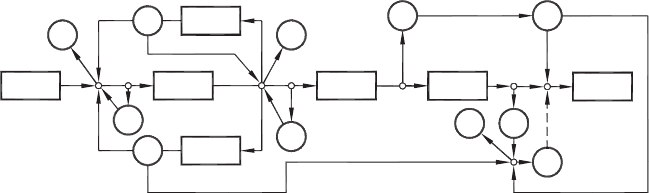
In the author’s opinion, such a program should use a flowchart of energy flows in the
cutting system similar to that shown in Fig. 2.13. Using this flowchart, the correlation
between these energy flows and the properties of the cutting system can be established
in order to evaluate the efficiency of this cutting system.
Energy losses due to friction and deformation of the cutting wedge (Q
1
) and the chip
(Q
6
) are unavoidable. As such, the energy loss in the cutting wedge can be thought of as
Q
1
= f
1
A
T
1
,E
T
p
,υ
T
p
,σ
T
p
, (2.37)
where f
1
is the known function explained in [29–32], A
T
1
is the potential energy of
the cutting wedge and E
T
p
,υ
T
p
and σ
T
p
are the in-process mechanical characteristics of
the cutting wedge material (tool material) (the modulus of elasticity, Poisson’s ratio,
strength). These energies depend on the original mechanical characteristics of the cutting
wedge material and the thermal energies accumulate in the cutting wedge
E
T
p
= f
2
E
T
,Q
tγ
,Q
tα
,Q
T
1
,Q
eT
(2.38)
υ
T
p
= f
3
υ
T
,Q
tγ
,Q
tα
,Q
T
1
,Q
eT
(2.39)
σ
T
p
= f
4
σ
T
,Q
tγ
,Q
tα
,Q
T
1
,Q
eT
, (2.40)
U
cs
U
T
Q
1
Q
eT
W
ta
Q
2
Q
3
W
tg
Q
6
Q
ec
U
c
U
w
Q
4
Q
w
Q
5
W
f
U
f
Q
ew
Fig. 2.13. Flowchart of energy flows in the cutting system.
96 Tribology of Metal Cutting
where f
2
,f
3
and f
4
are the functions described in [33], E
T
,υ
T
and σ
T
are the standard
mechanical characteristics of the cutting wedge material (tool material), Q
T
1
is a part
of Q
1
accumulated in the tool and Q
tγ
,Q
tα
and Q
1
are the thermal energies shown
schematically in Fig. 2.13.
Q
tγ
= f
5
(
Q
2
,k
T
,k
w
,V
T
,V
w
,l
c
,d
wc
)
(2.41)
Q
tα
= f
6
Q
3
,k
T
,k
c
,V
T
,V
c
,A
cf
(2.42)
Q
T
1
= f
7
(
Q
1
,k
T
)
(2.43)
Q
eT
= f
8
Q
tγ
,Q
tα
,Q
T
1
, (2.44)
where f
5
–f
8
are the functions described in [30,31,34–38], k
T
,k
w
and k
c
are the ther-
moconductivities of the tool material, workpiece material and material of the chip,
respectively, V
T
,V
w
and V
c
are the volumes of the tool, workpiece and chip, respectively,
l
c
and d
wc
are the tool–chip contact length and width, and A
cf
is the flank contact area.
The heat generated due to friction on the tool rake face is calculated as
Q
2
= f
9
W
tγ
(2.45)
and the heat generated due to friction on the tool flank surface is
Q
3
= f
10
(
W
tα
)
(2.46)
Functions f
9
and f
10
are described in [2,12,27,30,31].
The potential energy of the tool,
U
T
= U
cs
−Q
1
(2.47)
is spent on the friction work done on the rake and flank surfaces
W
tγ
= f
11
U
T
,υ
T
,l
c,
d
wc
(2.48)
W
tα
= f
12
U
T
,υ
T
,A
cf
(2.49)
and on the work done over the chip. The energy loss in chip deformation is cal-
culated as
Q
6
= f
13
U
c
T
,E
c
p
,υ
c
p
,σ
c
p
, (2.50)
where f
11
–f
13
are the functions described in [11,12,27,30], U
c
T
= U
T
− W
tγ
− W
tα
is
a part of W
T
which is spent on the work done over the chip, and E
c
p
,υ
c
p
and σ
c
p
are the