Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
Технология конструкционных материалов. Учебное пособие -211-
а б
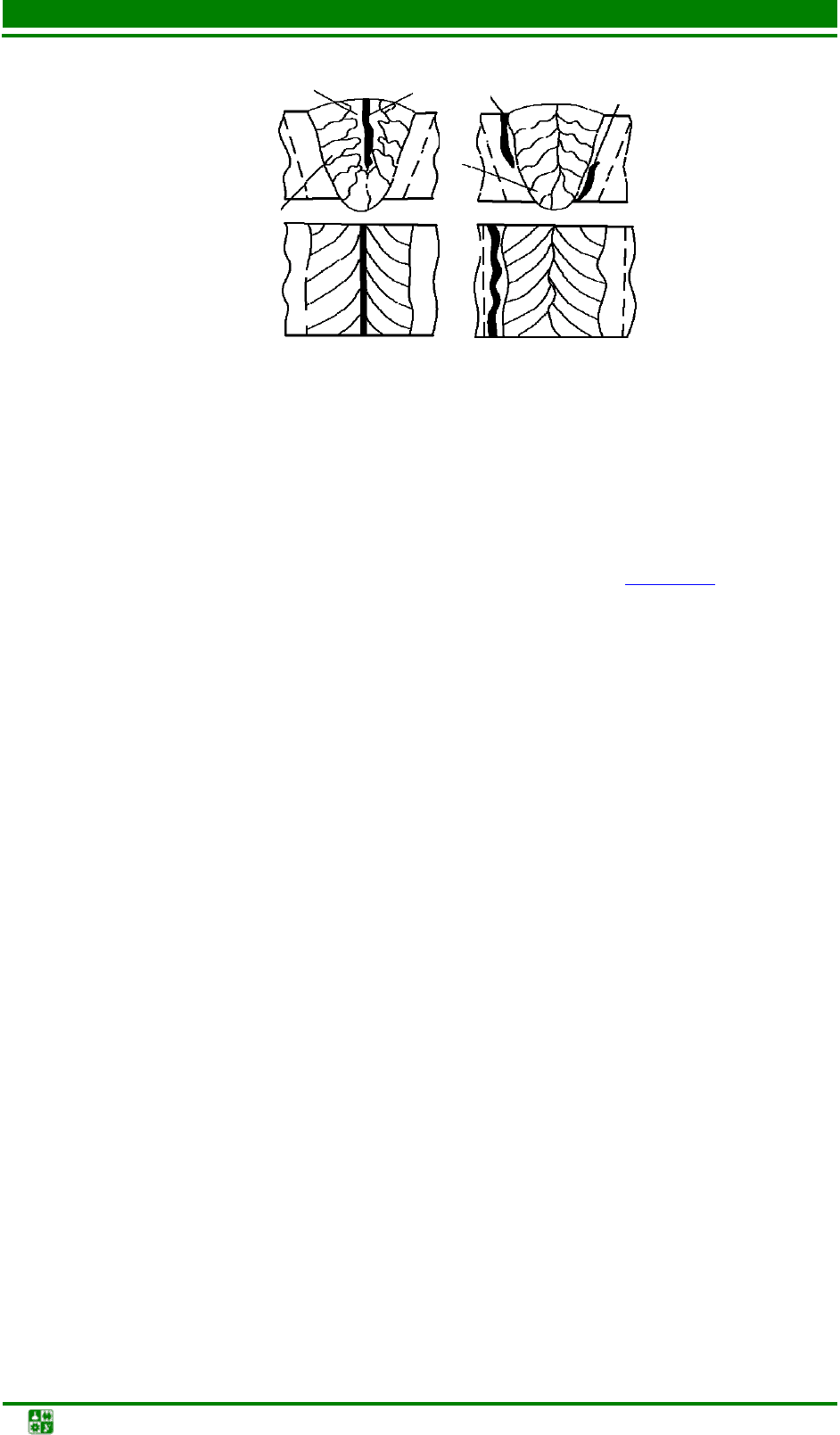
Рис. 7.2. Вид трещин сварных соединений: а − горячих; б − холодных;
1 − столбчатые кристаллы; 2 − расположение жидких прослоек
при завершении кристаллизации шва; 3 − трещины
Наиболее опасным проявлением пониженной свариваемости является
образование горячих и холодных трещин в шве и в ЗТВ (рис. 7. 2
). Причины
возникновения трещин − снижение пластичности и прочности как в процессе
кристаллизации шва, так и в послесварочный период вследствие полиморф-
ных превращений и насыщения газами, а также в результате развития свароч-
ных напряжений и деформаций.
7
7
.
.
1
1
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
о
о
с
с
о
о
б
б
е
е
н
н
н
н
о
о
с
с
т
т
и
и
п
п
о
о
л
л
у
у
ч
ч
е
е
н
н
и
и
я
я
с
с
в
в
а
а
р
р
н
н
ы
ы
х
х
с
с
о
о
е
е
д
д
и
и
н
н
е
е
н
н
и
и
й
й
и
и
з
з
о
о
с
с
н
н
о
о
в
в
н
н
ы
ы
х
х
к
к
о
о
н
н
с
с
т
т
р
р
у
у
к
к
ц
ц
и
и
о
о
н
н
н
н
ы
ы
х
х
м
м
а
а
т
т
е
е
р
р
и
и
а
а
л
л
о
о
в
в
Низкоуглеродистые (менее 0,3 % С) и некоторые низколегированные
стали обладают хорошей свариваемостью и соединяются большинством
видов сварки без особых трудностей.
Углеродистые и легированные стали с содержанием углерода 0,3 % и
более (cталь 45, 30ХГСА, 40ХНМА и др.), как правило, претерпевают
закалку в ЗТВ. Поэтому для сварных соединений этих сталей характерна
склонность к образованию в этой зоне холодных трещин, которые
появляются при насыщении мет
алла водородом.
Для обеспечения хорошей свариваемости этих сталей при дуговой
сварке рекомендуют предварительный, сопутствующий и последующий
прогрев заготовок до температур 100−300 °С, а также прокалку флюсов,
электродов и осушение защитных газов. Контактную сварку этих сталей
выполняют на режимах, обеспечивающих подогрев заготовок и замедленное
охлаждение после сварки.
Сварк
а высоколегированных коррозионно-стойких сталей на режимах,
обусловливающих продолжительное пребывание металла в области темпера-
тур от 500 до 800 °С, может привести к потере коррозионной стойкости
металлов шва и ЗТВ. При дуговой сварке для предупреждения межкристал-
1
2
3
3
3
1

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.1. Технологические особенности получения сварных соединений из основных конструкционных материалов
Технология конструкционных материалов. Учебное пособие -212-
литной коррозии соединений рекомендуется технологический процесс с ис-
пользованием минимально необходимой тепловой энергии, затрачиваемой на
образование единицы длины шва и с применением теплоотводящих подкла-
док, уменьшающих время пребывания металла при высоких температурах.
Сварка меди и ее сплавов. На свариваемость меди большое влияние
оказывают содержащиеся в ней вредные примеси, к которым относятся
кислород, водород, фосфор. Кислород, находящийся в меди в виде оксида,
является одной из причин образования горячих трещин в сварных швах.
В расплавленной меди водород имеет высокую растворимость, которая
резко снижается при кристаллизации. Водород, оставшийся в твердом металле,
вступает в реакци
ю с оксидом меди, в результате чего выделяются водяные
пары. Последние скапливаются под высоким давлением в микропустотах, что
приводит к так называемой
водородной хрупкости.
Поскольку медь обладает высокой теплопроводностью, дуговую сварку
выполняют с высокой погонной энергией и с предварительным подогревом.
Для предотвращения образования трещин сварку осуществляют в атмосфере
аргона, гелия, азота и их смесей либо под флюсом на основе буры. Медные
заготовки толщиной более 50 мм соединяют электрошлаковой сваркой.
Основной трудностью при сварке латуней является испарение цинка. В
результате снижаются прочность и коррози
онная стойкость швов. При
дуговой сварке в защитных газах преимущественно применяют неплавя-
щийся (вольфрамовый) электрод. Для сварки заготовок из бронзы применяют
ту же технологию, что и при сварке меди.
Латуни и бронзы имеют более высокое удельное электросопротивле-
ние, чем медь, поэтому они достаточно хорошо св
ариваются контактной
сваркой. Медные заготовки контактной сваркой не соединяются.
Сварка алюминия и его сплавов. Трудности сварки заготовок из этих
металлов обусловлены образованием на поверхности кромок прочной и туго-
плавкой пленки оксида алюминия, а также склонностью к образованию
газовой пористости и горячих трещин.
Термически упрочняемые сплавы системы Al−Cu−Mg (дуралюмины)
обладают плохой свариваемостью. При нагреве свыше 500 °С в этих сплавах
оплавляются границы зерен с образованием эвтектических включений, в
результате че
го происходит охрупчивание сварного соединения в ЗТВ и
снижение прочности по сравнению с основным материалом.
При изготовлении конструкций из алюминия и его сплавов наиболее
широко применяют дуговую сварку в атмосфере инертных газов. Заготовки
из этих металлов также соединяют электрошлаковой и контактной сваркой.
Чистый алюминий обладает хорошей свариваемостью в условиях холодной
сварки.
Сварка тугоплавких металлов и сплавов. Трудности при сварке
титана, циркония и молибдена связаны с тем, что они при нагреве интенсив-
но поглощают кислород, водород и азот. При этом даже незначительное
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.1. Технологические особенности получения сварных соединений из основных конструкционных материалов
Технология конструкционных материалов. Учебное пособие -213-
содержание этих газов приводит к резкому снижению пластических свойств
металлов.
Титан и его сплавы соединяют дуговой сваркой в атмосфере аргона
высшего сорта. Для сварки заготовок из этих сплавов также применяют
плазменную и электронно-лучевую сварки.
7
7
.
.
2
2
.
.
С
С
в
в
а
а
р
р
к
к
а
а
п
п
л
л
а
а
в
в
л
л
е
е
н
н
и
и
е
е
м
м
и
и
р
р
е
е
з
з
к
к
а
а
м
м
е
е
т
т
а
а
л
л
л
л
о
о
в
в
7
7
.
.
2
2
.
.
1
1
.
.
Э
Э
л
л
е
е
к
к
т
т
р
р
о
о
д
д
у
у
г
г
о
о
в
в
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
Электродуговая сварка – это сварка плавлением. Источником теплоты,
необходимой для расплавления кромок соединяемых изделий, является
электрическая дуга, которая горит между двумя электродами (одним из кото-
рых является заготовка).
Электрическая дуга является мощным стабильным электрическим раз-
рядом в ионизированной газовой среде. При низкой температуре газ не про-
водит электрический ток. Газ может проводить электрический ток лишь в
том случае, если его молекулы разделяются на положительные и отрица-
тельные частицы – ионы (ионизируются). Ионизация газа происходит при
высокой температуре под действием электрического поля.
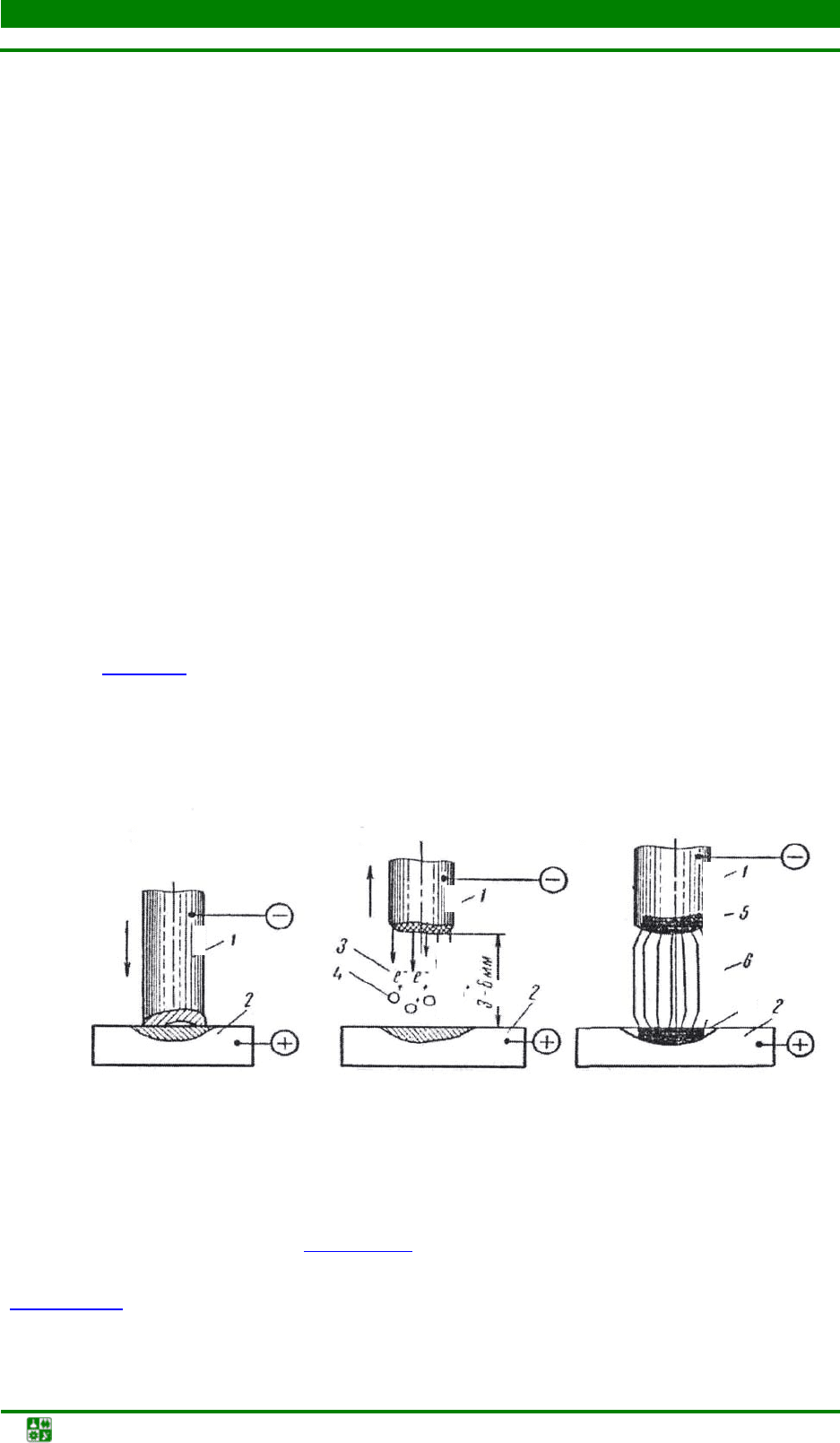
На рис. 7.3
схематически показан процесс зажигания дуги при сварке.
Он состоит из трех этапов:
•
короткое замыкание электрода (катода) на заготовку (анод);
•
отвод электрода на расстояние 3–6 мм;
•
возникновение устойчивого дугового разряда.
а б в
Рис. 7.3. Зажигание электрической дуги: а – короткое замыкание;
б, в – этапы формирования стабильной дуги
Короткое замыкание (рис. 7.3,
а) производится с целью разогрева элек-
трода и основного металла в зоне их контакта. После отвода электрода
(рис. 7.3,
б) с его разогретого торца под действием электрического поля
происходит эмиссия электронов.
1
1
2
3
4
3
5
6
7
2
2
3−6 мм
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -214-
Ионизация газа при соударениях его молекул с электронами, которые
вырываются с поверхности катода, возрастает с увеличением силы тока (так
как увеличивается кинетическая энергия электронов).
В результате ионизации электропроводность дугового промежутка
соответствует электропроводности металлов и обеспечивает поддержание
устойчивого разряда при прохождении тока. Процесс зажигания дуги закан-
чивается образованием стабильного электрического разряда (рис. 7.3,
в).
Основаниями столба дуги служат резко ограниченные области на поверх-
ности электродов – электродные пятна (катодное и анодное).
В дуге происходит взаимная бомбардировка катода положительными
ионами и анода электронами, в результате чего кинетическая энергия частиц
переходит в тепловую. Происходит нагрев, способствующий расплавлению
электрода и основного металла. При сварке заготовку принято называть
основным металлом.
Электрическая дуга является концентрированным источником тепла с
очень высокой температурой. Температура столба дуги достигает 6000 °С, а
температура анодного и катодного пятна на металле находится в пределах
2000–3000 °С.
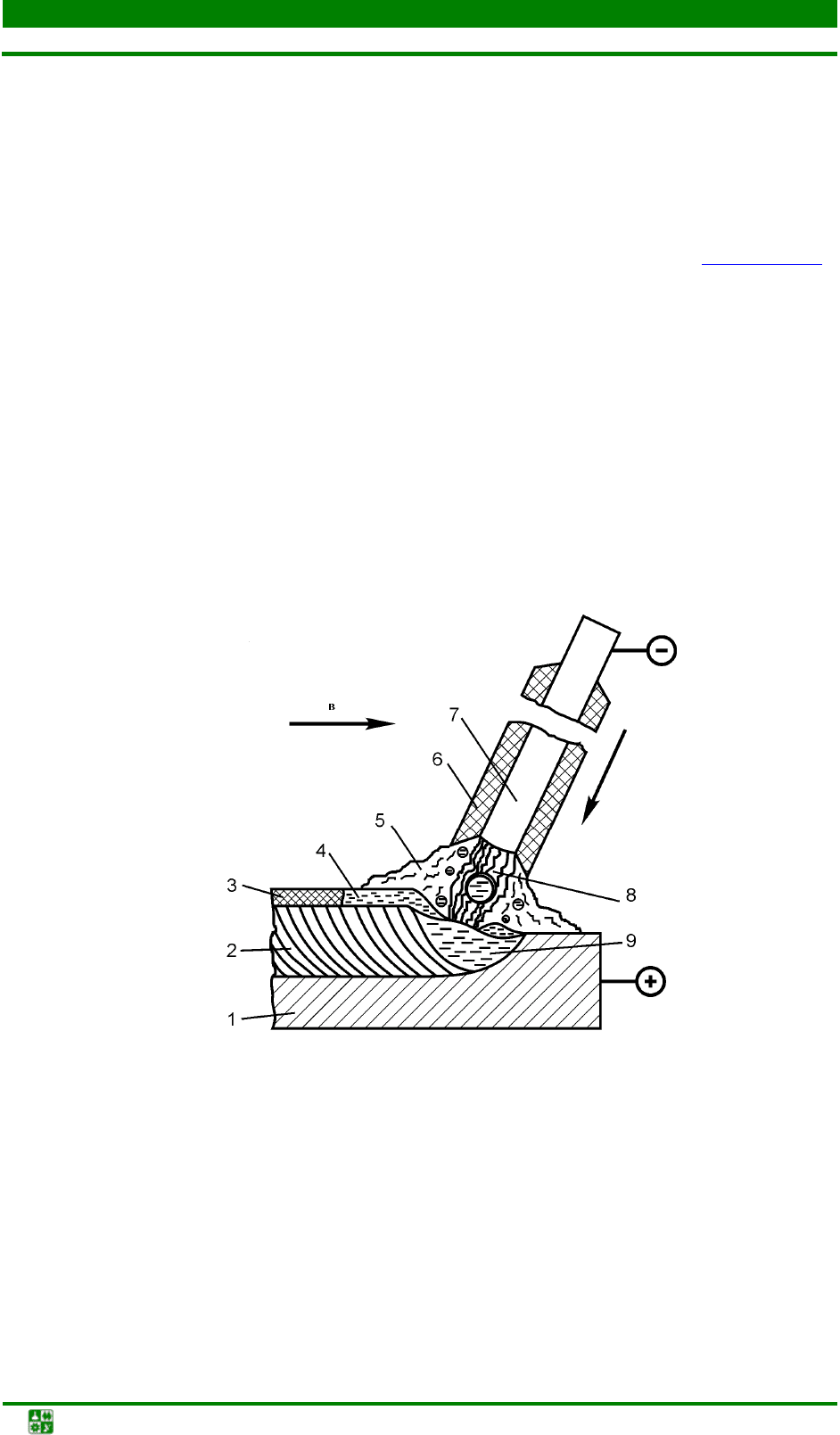
Рис. 7.4. Схема дуговой электросварки металлическим покрытым электродом:
1 – свариваемый металл; 2 – сварной шов (наплавленный металл); 3 – твердая шлаковая
корка; 4 – жидкая шлаковая ванна; 5 – газовая защитная атмосфера; 6 – покрытие
электрода; 7 – металлический стержень из сварочной проволоки; 8 – электрическая дуга;
9 – металлическая ванна
V
св
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -215-
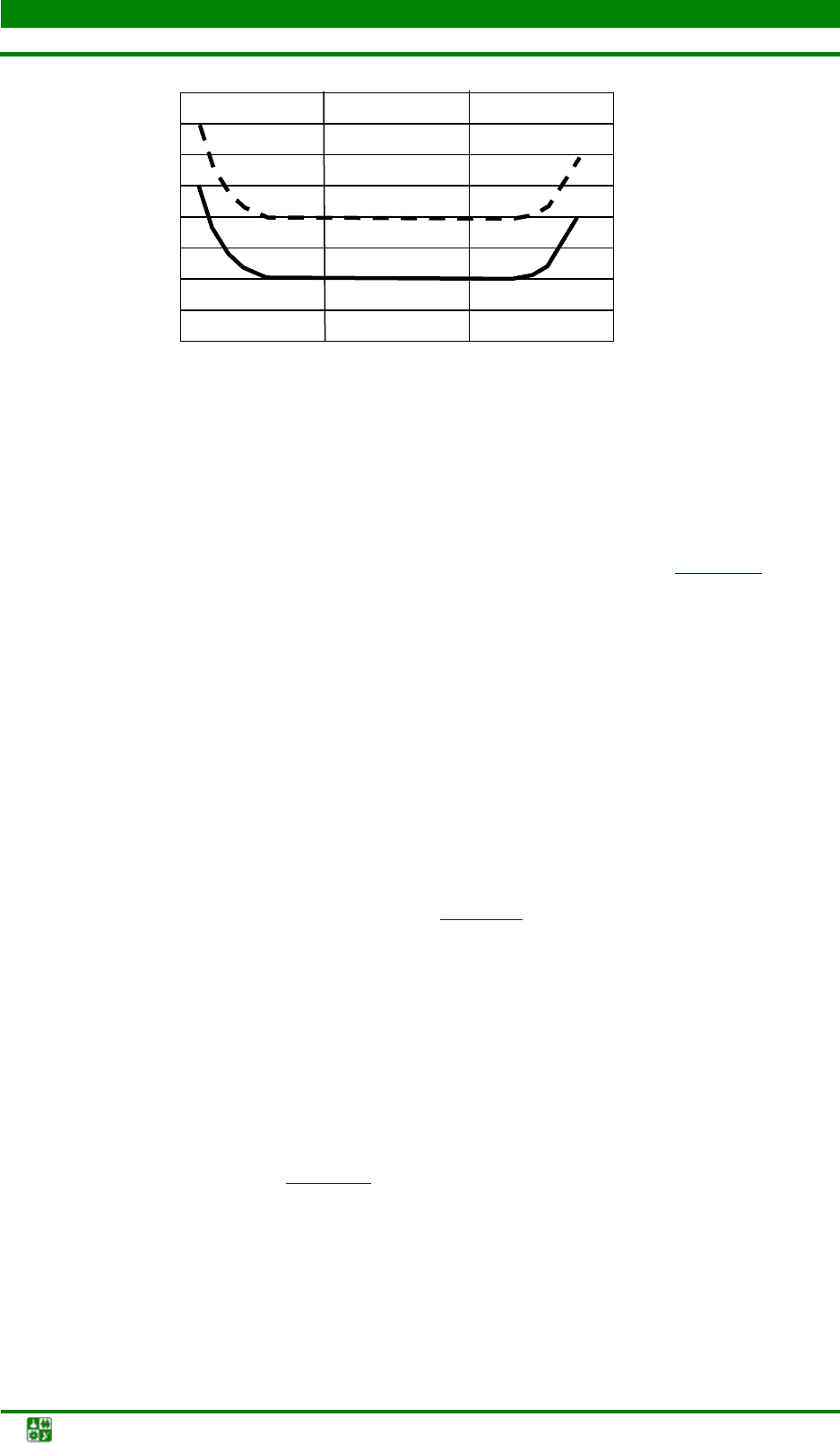
Рис. 7.5. Вольт-амперная характеристика сварочной дуги
в зависимости от ее длины
При ручной электродуговой сварке электрод после зажигания дуги
перемещают вдоль кромок свариваемых изделий вручную (рис. 7.4
). Дуга
горит между стержнем электрода
7 и металлом 1, расплавленный металл
стержня электрода каплями стекает в металлическую ванну
9. Вместе со
стержнем плавится покрытие электрода
6. Состав покрытия подбирается так,
чтобы вокруг дуги создавалась газовая среда
5 (защищает дугу от воздуха и
стабилизирует ее горение за счет ионизации) и образовывался жидкий шлак
4
(защищает металл от окисления и насыщения азотом). По мере перемеще-ния
дуги вдоль заготовок сварочная ванна затвердевает и образует сварной шов
2.
Шлак замедляет охлаждение металла, способствует уплотнению шва.
Застывший шлак образует твердую корку
3.
Электрические свойства дуги описываются вольт-амперной характе-
ристикой, представляющей собой зависимость между напряжением и током
дуги в состоянии устойчивого горения (рис. 7.5
). Характеристика состоит из
трех участков: I – падающая; II – жесткая; III – возрастающая. Широко при-
меняется дуга с жесткой и возрастающей характеристиками. Дуга с падаю-
щей характеристикой малоустойчива и имеет ограниченное применение.
Для дуги с жесткой характеристикой напряжение
U
д
= α + β
l
д
,
где α, β
−
опытные коэффициенты.
Из приведенной на рис. 7.5
зависимости следует, что для сохранения
напряжения дуги постоянным длина дуги не должна изменяться.
7
7
.
.
2
2
.
.
2
2
.
.
И
И
с
с
т
т
о
о
ч
ч
н
н
и
и
к
к
и
и
с
с
в
в
а
а
р
р
о
о
ч
ч
н
н
о
о
г
г
о
о
т
т
о
о
к
к
а
а
Источники сварочного тока должны обладать хорошими динамичес-
кими свойствами, т. е. мгновенно реагировать на изменения вольт-амперной
l
д
= 2 мм
Ток дуги, А
Напряжение дуги, В
I
II III
l
д
= 5 мм
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -216-
характеристики сварочной дуги, что отличает их от источников тока, питаю-
щих силовую и осветительную (бытовую) сети, которые должны обеспечи-
вать постоянное напряжение независимо от нагрузки (величины тока, иду-
щего потребителям). Их внешняя вольт-амперная характеристика близка к
прямой, параллельной абсциссе и называется
жесткой (линия А на рис. 7.6).
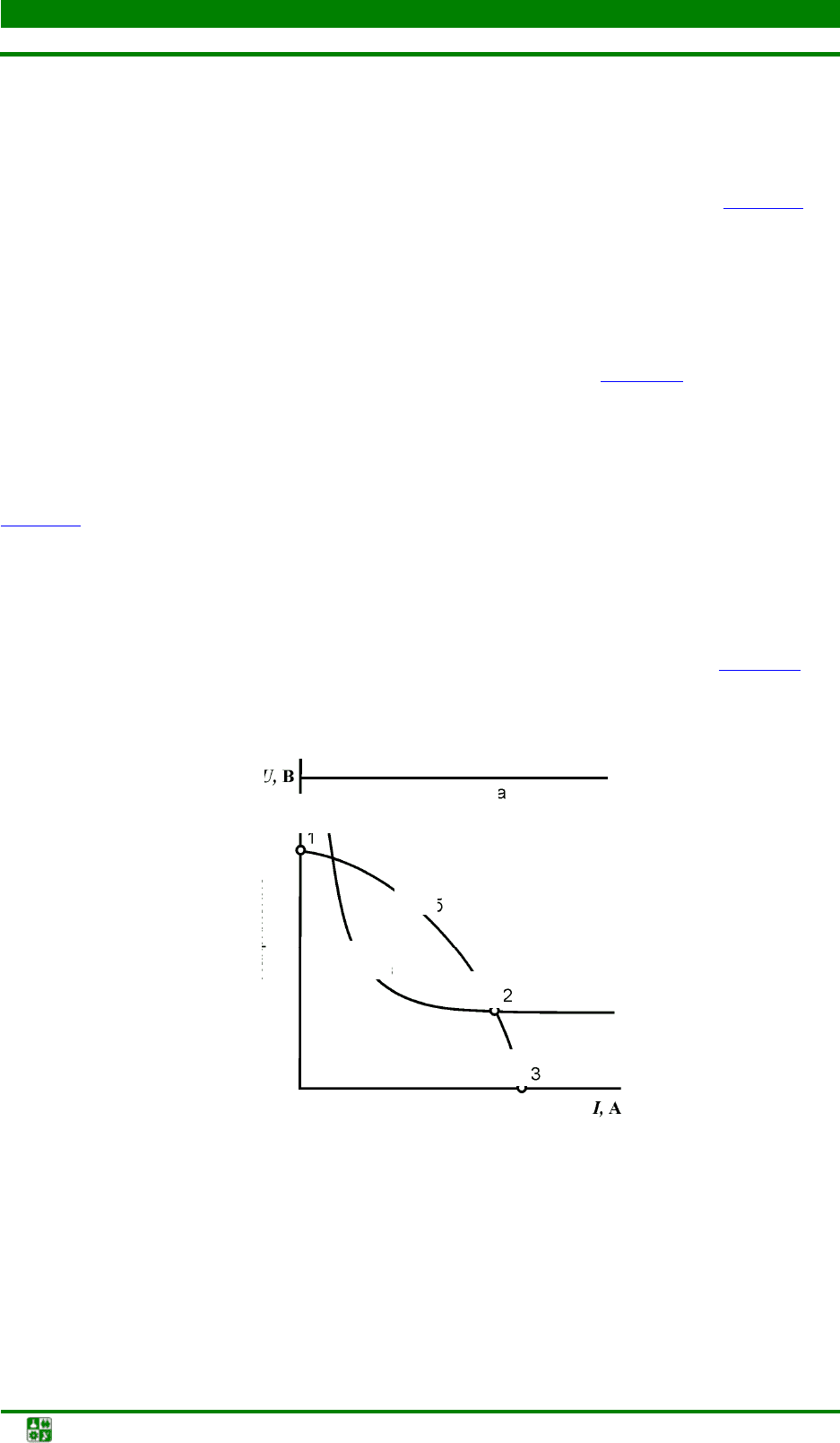
Внешней характеристикой источника тока называется зависимость
напряжения на его выходных клеммах от тока в сварочной цепи.
Обмотку сварочных генераторов и трансформаторов необходимо
предохранить от разрушения токами короткого замыкания при возбуждении
дуги. Поэтому внешняя вольт-амперная характеристика источников
сварочного тока должна быть падающей (кривая Б на рис. 7.6
). Напряжение
при их работе уменьшается с увеличением тока, а при токе короткого
замыкания оно падает до нуля.
Напряжение холостого хода обычно 60–80 В, что достаточно для зажи-
гания дуги и относительно безопасно для работы сварщика. Точка
1 на
рис. 7
.6соответствует режиму холостого хода в работе источника тока, т. е. в
период, когда дуга не горит и сварочная цепь разомкнута. Точка
3
соответствует режиму короткого замыкания при зажигании дуги, когда
напряжение стремится к нулю, а ток повышается. Величина тока ограничена,
чтобы не допустить перегрева токопроводящих проводов и источников тока.
Режим устойчивого горения дуги определяется точкой
2 на рис. 7.6при
пересечении вольт-амперных характеристик дуги (кривая В) и источника
сварочного тока (кривая Б).
Рис. 7.6. Внешние характеристики источников питания
и электростатическая характеристика дуги
Для питания сварочной дуги применяют источники переменного тока
(сварочные трансформаторы) и источники постоянного тока (сварочные гене-
раторы, выпрямители). Источники переменного тока более распространены.
А
Б
В
I, А
U, B
Сила тока
Напряжение
1
2
3
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -217-
Сварочные трансформаторы проще и надежнее в эксплуатации, долговечнее,
у них выше КПД.
Однако устойчивость дуги при использовании постоянного тока значи-
тельно выше, чем при применении переменного тока. При питании перемен-
ным током нормальной частоты (50 Гц) происходит синусоидальное измене-
ние напряжения и тока; ток в секунду 100 раз меняет свое направление, дуга
периодически гасн
ет и зажигается, а при наличии недостаточной ионизации
между электродами может прерваться.
При постоянном токе повышается устойчивость горения дуги, улучша-
ются условия сварки в различных пространственных положениях, появляется
возможность вести сварку на прямой и обратной полярностях. Последнее,
вследствие более высокой температуры на аноде, позволяет проводить свар-
ку электродами с тугоплавкими покрытиями и флюсами. Выбор источника
питания дуги определяется конкре
тными условиями производства.
В современной сварочной технике применяют разные системы свароч-
ных трансформаторов.
Трансформатор с отдельной дроссельной катушкой. Падающая
вольт-амперная характеристика этого трансформатора (рис. 7.7,
б, кривая 1)
обеспечивается последовательным включением индуктивного сопротивления
дросселя.
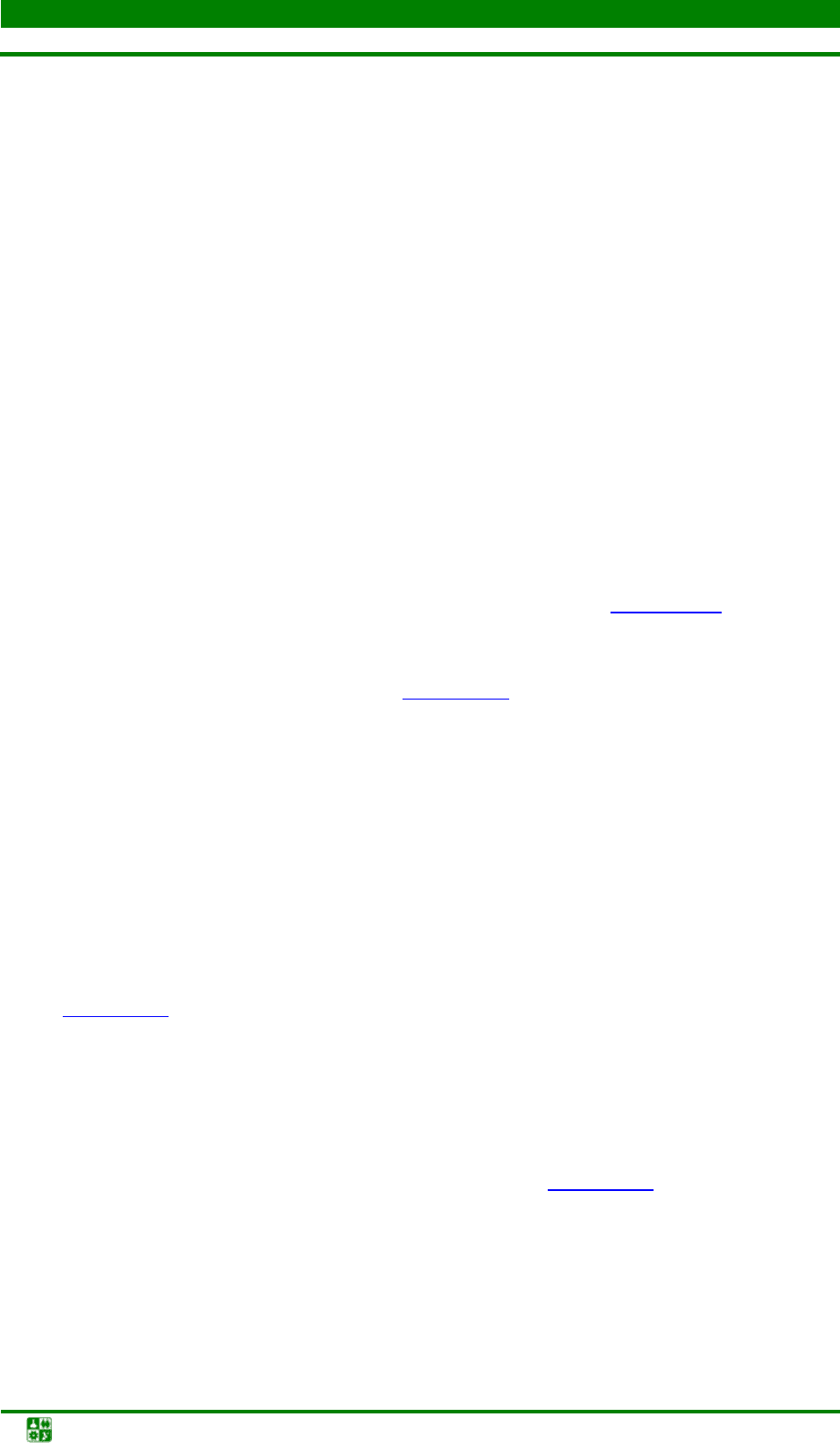
Понижающий трансформатор (рис. 7.7, а
) состоит из магнитопровода 3
(сердечника), первичной 1 и вторичной 2 обмоток. Он снижает напряжение
сети 220 или 380 В до напряжения холостого хода 60–80 В. Дроссель
5 пред-
назначен для получения падающей внешней характеристики и регулирова-
ния величины сварочного тока. При прохождении переменного тока через
обмотку дросселя
5, установленную на магнитопроводе 4 и представляющую
собой катушку с большим индуктивным сопротивлением, в ней возбуждается
ЭДС самоиндукции, направленная противоположно основному напряжению.
Причем чем выше величина сварочного тока, тем больше падает напряжение
на дросселе и уменьшается величина напряжения на дуге. Этим обеспечи-
вают получение падающей внешней характеристики сварочного трансформа-
тора (рис. 7.7,
б).
Регулирование сварочного тока производится изменением воздушного
зазора δ в дроссельной катушке с помощью рукоятки
6. Увеличение зазора
приводит к увеличению сварочного тока
I
св2
и уменьшению кривизны пада-
ющей вольт-амперной характеристики источника питания сварочной дуги.
Уменьшение зазора соответствует уменьшению сварочного тока
I
св1
и увели-
чению кривизны вольт-амперной характеристики (рис. 7.7,
б).
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -218-
а б
Рис. 7.7. Сварочный трансформатор с отдельной дроссельной катушкой:
а – схема; б – внешние характеристики трансформатора (1) и сварочной дуги (2)
Устойчивость горения дуги достигается сдвигом во времени между
нулевыми значениями напряжения и тока на обмотке дросселя. Плавное
регулирование величины сварочного тока обеспечивают изменением воздуш-
ного зазора рукояткой
6 в сердечнике дросселя. С увеличением зазора индук-
тивное сопротивление дросселя уменьшается, а сварочный ток увеличивается
от
I
св1
до I
св2
, при уменьшении зазора – наоборот (рис. 7.7, б).
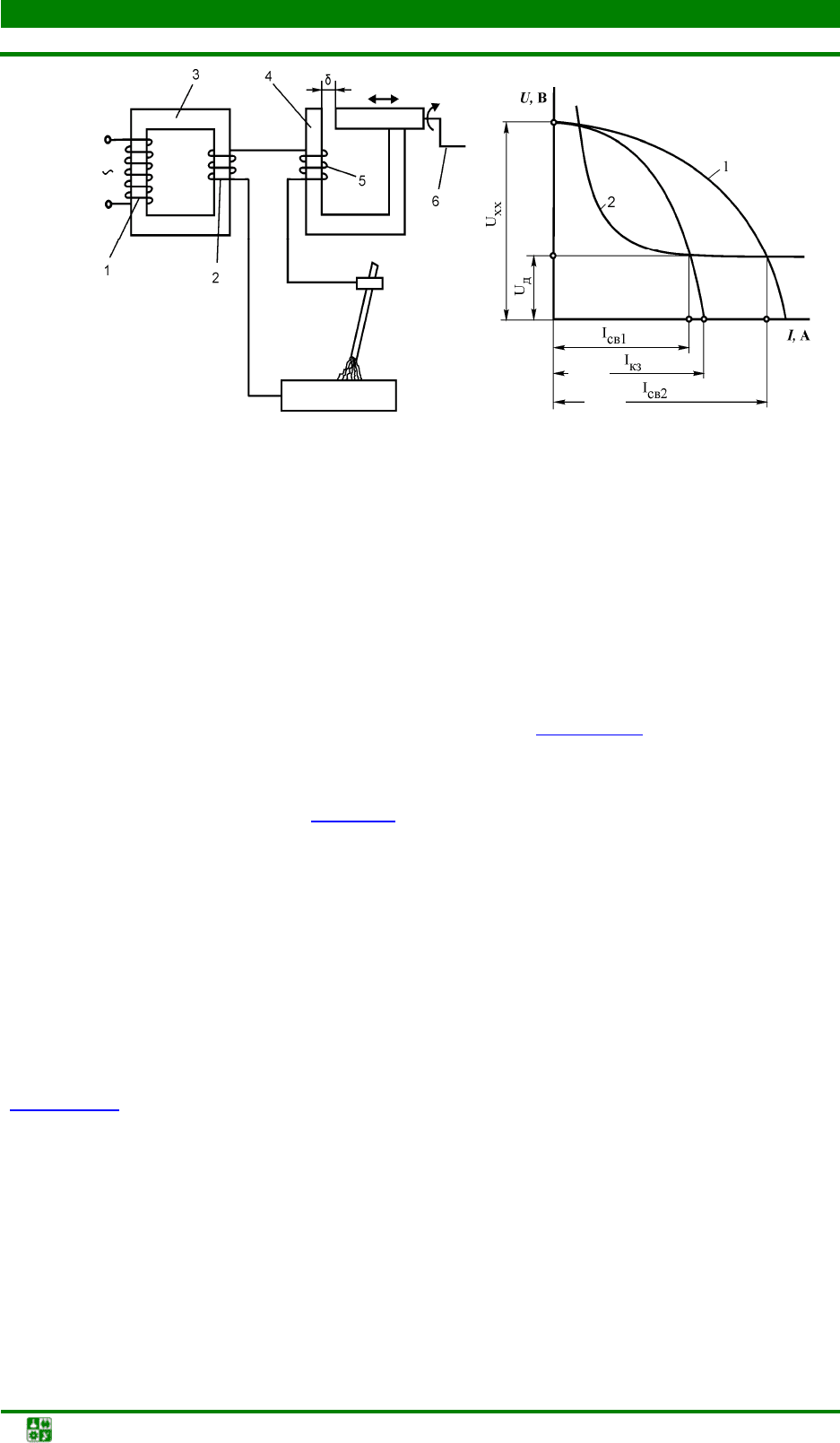
Трансформатор с увеличенным магнитным рассеянием и подвиж-
ной вторичной обмоткой
(рис. 7.8). При работе трансформатора основной
магнитный поток Ф
0
, создаваемый первичной 1 и вторичной 2 обмотками,
замыкается через магнитопровод
3. Часть магнитного потока ответвляется и
замыкается вокруг обмоток через воздушное пространство, образуя потоки
рассеяния Ф
S1
и Ф
S2
, которые индуктируют в обмотках ЭДС, противополож-
ную основному напряжению. С увеличением сварочного тока увеличиваются
потоки рассеяния и, следовательно, возрастает индуктивное сопротивление
вторичной обмотки, что создает падающую внешнюю характеристику.
Для обеспечения плавного регулирования сварочного тока изменяют
расстояние между обмотками трансформатора. При сближении обмоток
(рис. 7.8,
б) частично уничтожаются противоположно направленные потоки
рассеяния Ф
S1
и Ф
S2
, что уменьшает индуктивное сопротивление вторичной
обмотки и увеличивает сварной ток. Минимальный сварочный ток
соответствует наибольшему расстоянию между обмотками и максимальному
потоку рассеяния.
I, A
U, B
I
св1
I
св2
I
КЗ
U
x.x
U
д
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -219-
Рис. 7.8. Трансформатор с увеличенным магнитным рассеянием
и подвижной вторичной обмоткой
Сварочные генераторы являются электрическими машинами посто-
янного тока и в зависимости от конструктивных особенностей могут иметь
падающие, жесткие, пологопадающие и комбинированные внешние характе-
ристики. Наиболее распространены генераторы с падающими внешними
характеристиками, работающие по одной из следующих трех схем:
с независимым возбуждением и размагничивающей последовательной
обмоткой;
с намагничивающей параллельной и размагничивающей последова-
тельной обмотками возбуждения;
с расщепленными пол
осами.
По технологическим, энергетическим и весовым показателям перечис-
ленные генераторы примерно одинаковы.
Рассмотрим схему и принцип работы генератора с независимым воз-
буждением и последовательной размагничивающей обмоткой (рис. 7.9
). В
генераторе имеются две обмотки возбуждения – независимая, создающая
намагничивающий поток Ф
н
и последовательная размагничивающая, создаю-
щая размагничивающий поток Ф
р
. ЭДС генератора индуктируется магнит-
ным потоком Ф
н
.
При нагрузке (сварке) сварочный ток проходит через размагничиваю-
щую обмотку, включенную так, что ее магнитный поток Ф
р
направлен
против магнитного потока Ф
н
обмотки независимого возбуждения. С увели-
чением тока в сварочной цепи возрастает размагничивающее действие
последовательной обмотки Ф
р
и напряжение генератора становится меньше,
так как ЭДС, индуктируемая в обмотке якоря генератора, зависит от общего
магнитного потока Ф
0
генератора (Ф
0
=
Ф
н
–
Ф
р
). Этим и обеспечивается
падающая внешняя характеристика генератора.
Ф
0
Ф
0
Ф
S1
Ф
S2
3
2
1
Ф
S1
L
Ф
S2
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -220-
Рис. 7.9. Схема сварочного генератора с независимым возбуждением
и последовательной размагничивающей обмоткой
Плавное регулирование тока осуществляется реостатом R в цепи
намагничивающей обмотки (рис. 7.9
).
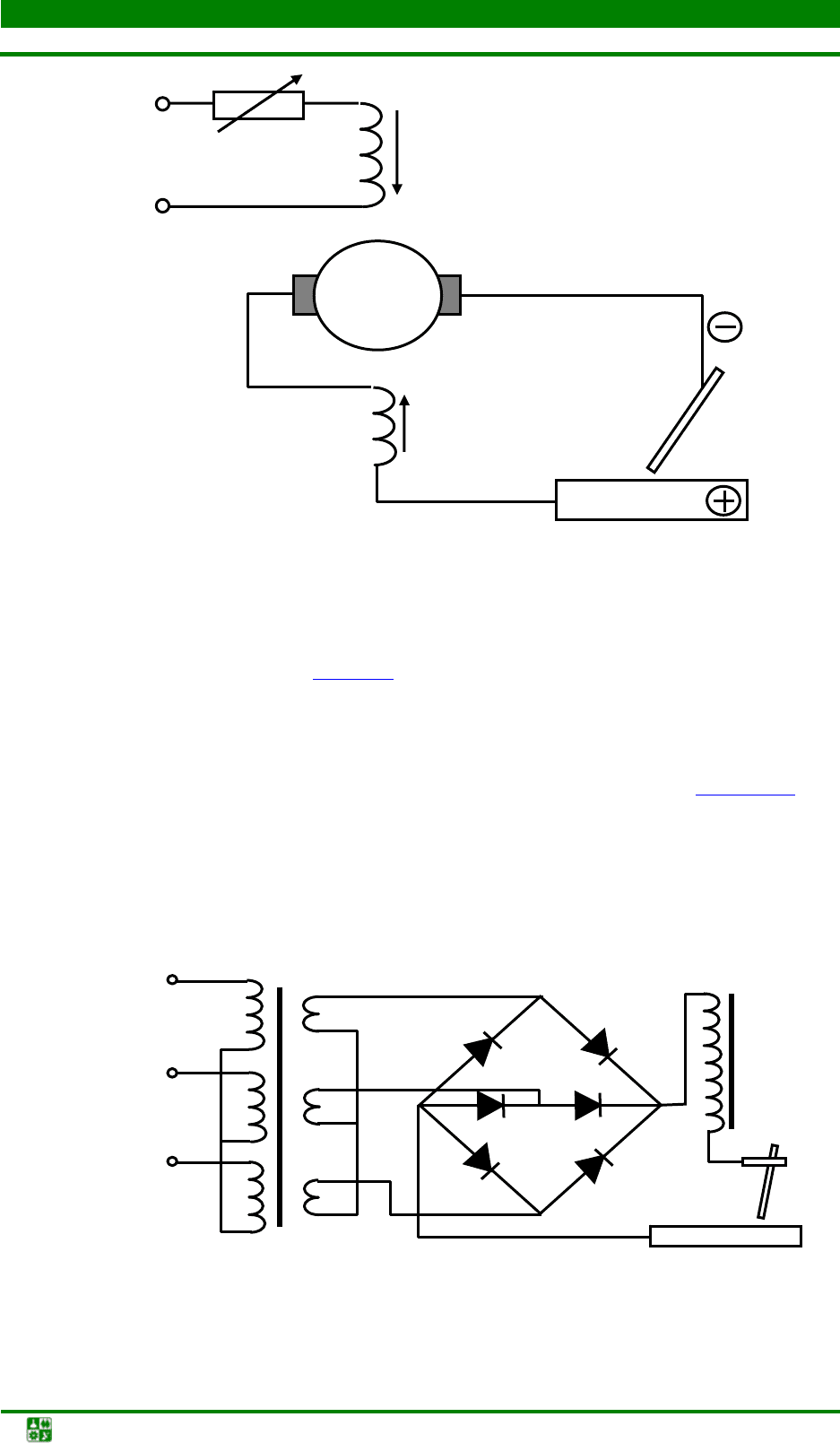
Сварочные выпрямители – устройства, преобразующие с помощью
полупроводниковых элементов (вентилей) переменный ток в постоянный.
Они предназначены для питания сварочной дуги и состоят (рис. 7.10
) из
трехфазного понижающего трансформатора
1, блока селеновых или кремние-
вых выпрямителей
2 и дросселя 3. Выпрямители соединены в трехфазную
мостовую схему выпрямления, обеспечивающую постоянство выпрямлен-
ного напряжения.
Рис. 7.10. Схема трехфазного выпрямителя
R
Ф
р
Ф
н
1
23