Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -241-
стадии процесса создаются условия для образования металлических связей
между соединяемыми поверхностями. Низкое давление способствует
удалению (испарению) поверхностных пленок, а высокая температура
нагревания и давление приводят к уменьшению неровностей поверхностей и
сближению их до нужного расстояния (4
·
10
−8
см).
Рис. 7.27. Схема диффузионной сварки
Последующая выдержка вызывает диффузию атомов материалов сва-
риваемых заготовок и образование промежуточных слоев, увеличивающих
прочность соединения. Время диффузионной сварки зависит от химического
состава соединяемых заготовок, степени их очистки, температуры нагрева и
составляет 10–30 мин.
Достоинством этого способа является возможность соединения загото-
вок из разнообразных материалов. Диффузионную сварку применяют в эл
ек-
тротехнической, радиотехнической и других отраслях промышленности.
7
7
.
.
3
3
.
.
3
3
.
.
С
С
в
в
а
а
р
р
к
к
а
а
т
т
р
р
е
е
н
н
и
и
е
е
м
м
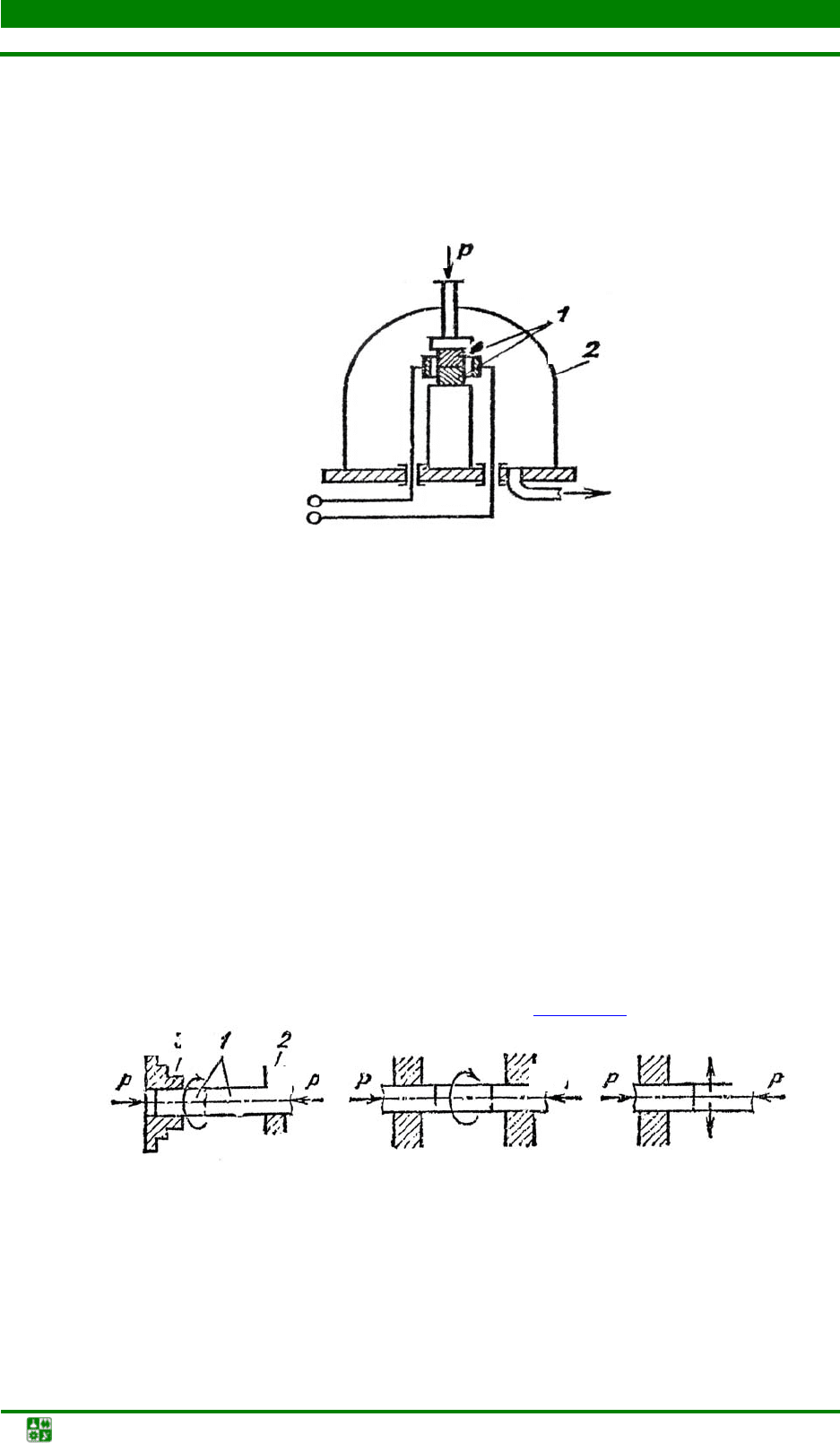
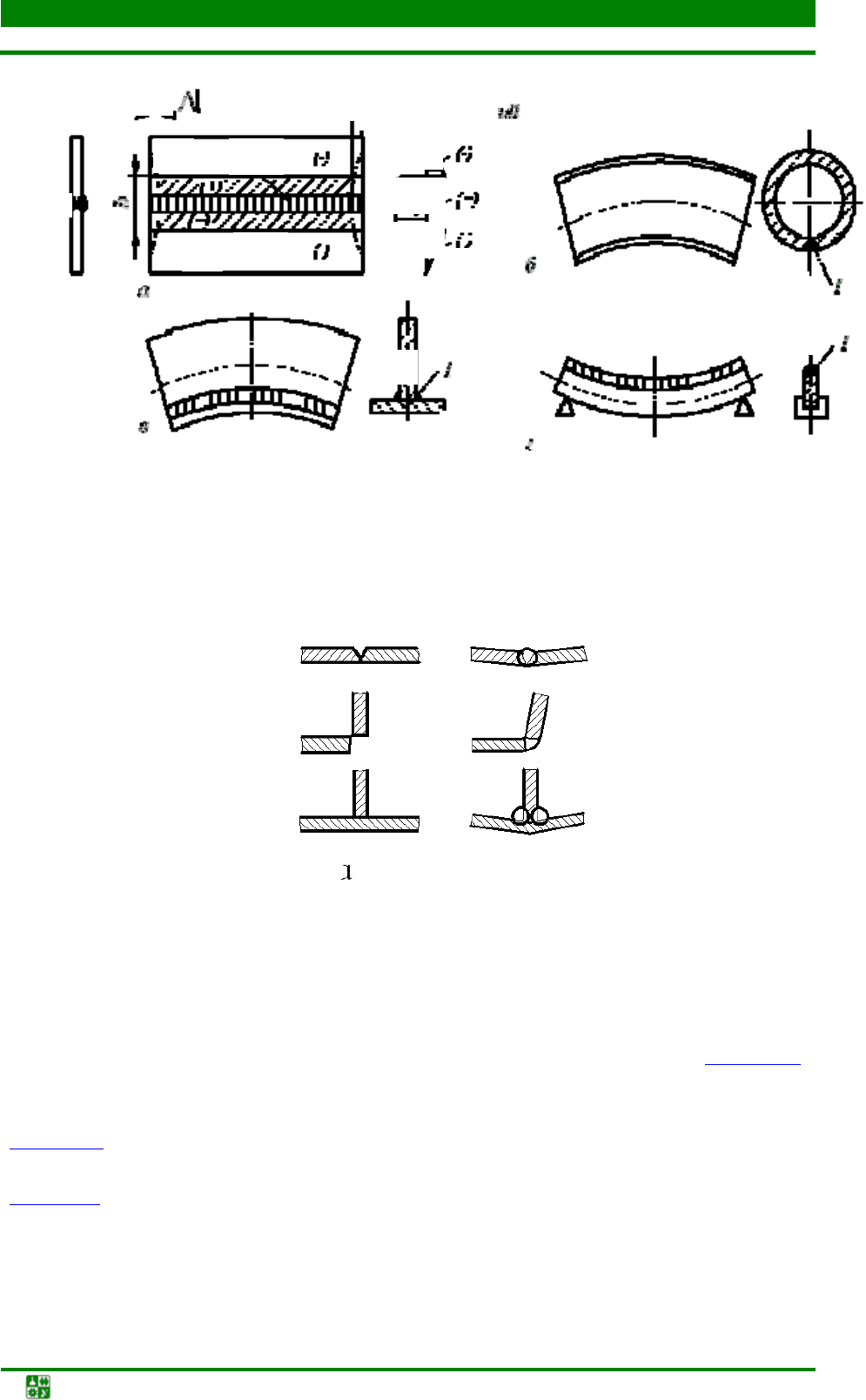
Сварка трением образует соединение в результате пластического
деформирования заготовок, предварительно нагретых в месте контакта
теплотой, выделившейся в результате их трения (рис. 7.28
).
а б в
Рис. 7.28. Схемы сварки трением
Основным отличием сварки трением от других видов сварки давлением
с подогревом является способ нагревания свариваемых поверхностей.
1
2
Р
Р
Р Р
Р Р Р
3 1
2
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -242-
Свариваемые заготовки 1 (рис. 7.28, а) устанавливают соосно в зажимах
машины, один из которых
2 неподвижен, а второй 3 может совершать
вращательные и поступательные (вдоль оси заготовок) движения. Заготовки
сжимаются силой
Р, и включается механизм вращения. На соединяемых
поверхностях возникают силы трения, и работа на преодоление этих сил
превращается в теплоту, выделяющуюся на поверхность трения. При
достижении температуры поверхностей 980–1300 °С вращение заготовок
прекращают и их дополнительно сдавливают (проковка).
7
7
.
.
3
3
.
.
4
4
.
.
О
О
б
б
щ
щ
и
и
е
е
п
п
р
р
и
и
н
н
ц
ц
и
и
п
п
ы
ы
к
к
о
о
н
н
с
с
т
т
р
р
у
у
и
и
р
р
о
о
в
в
а
а
н
н
и
и
я
я
с
с
в
в
а
а
р
р
н
н
ы
ы
х
х
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
Проектирование изделий выполняют с учетом обеспечения эксплуата-
ционных характеристик сварных конструкций и их технологичности. На
стадии проектирования изделия необходимо определить принципиальную
возможность получения сварной заготовки. Затем устанавливают последова-
тельность сборочно-сварных операций и оценивают ожидаемые сварочные
деформации (коробление), точность размеров и конфигурацию сварного
изделия после механической обработки.
Рациональный вид сварки выбирают с учетом ко
нструкторско-техноло-
гических признаков изделия, технико-экономических показателей процесса
сварки и программы выпуска сварных конструкций. Одновременно с выбо-
ром вида сварки обычно назначают тип сварного соединения.
После этого разделяют заготовки на свариваемые элементы. Место
деления изделия выбирают с учетом двух обстоятельств: во-первых, в резуль-
тате деления должны образовываться элементы (исходные загот
овки), кото-
рые могут быть получены из профилей или технологичных отливок и поко-
вок; во-вторых, зона сварки должна быть удобной для осуществления
выбранного способа сварки, доступной для сварочного инструмента и
присадочного материала.
В случае если исходная заготовка − профиль, проектирование свари-
ваемых элементов сводится к выбору его оптим
альных размеров и определе-
нию разделки кромок в соответствии с выбранным типом сварного шва. При
необходимости на исходных заготовках предусматривают сборочные и фик-
сирующие элементы, а также припуски на механическую обработку после
сварки. Ввиду значительного влияния формы сварного соединения и режи-
мов сварки на прочность изделия конструирование заготовки должно вестись
одновременно с проработкой технологии ее изг
отовления.
7
7
.
.
3
3
.
.
5
5
.
.
Н
Н
а
а
п
п
р
р
я
я
ж
ж
е
е
н
н
и
и
я
я
и
и
д
д
е
е
ф
ф
о
о
р
р
м
м
а
а
ц
ц
и
и
и
и
п
п
р
р
и
и
с
с
в
в
а
а
р
р
к
к
е
е
В процессе изготовления сварных конструкций в них возникают напря-
жения и деформации. Сварочные напряжения, превышающие предел теку-
чести металла, вызывают пластическую деформацию конструкции, что
приводит к изменению размеров и формы изделия. Если сварочные напряже-
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -243-
ния превышают предел прочности, то происходит образование трещин в шве
или в зоне термического влияния (ЗТВ).
Сварочные напряжения и деформации возникают в результате
неравномерного нагревания заготовок при сварке, усадке и структурных
превращениях в металле в процессе охлаждения.
Рассмотрим несколько примеров.
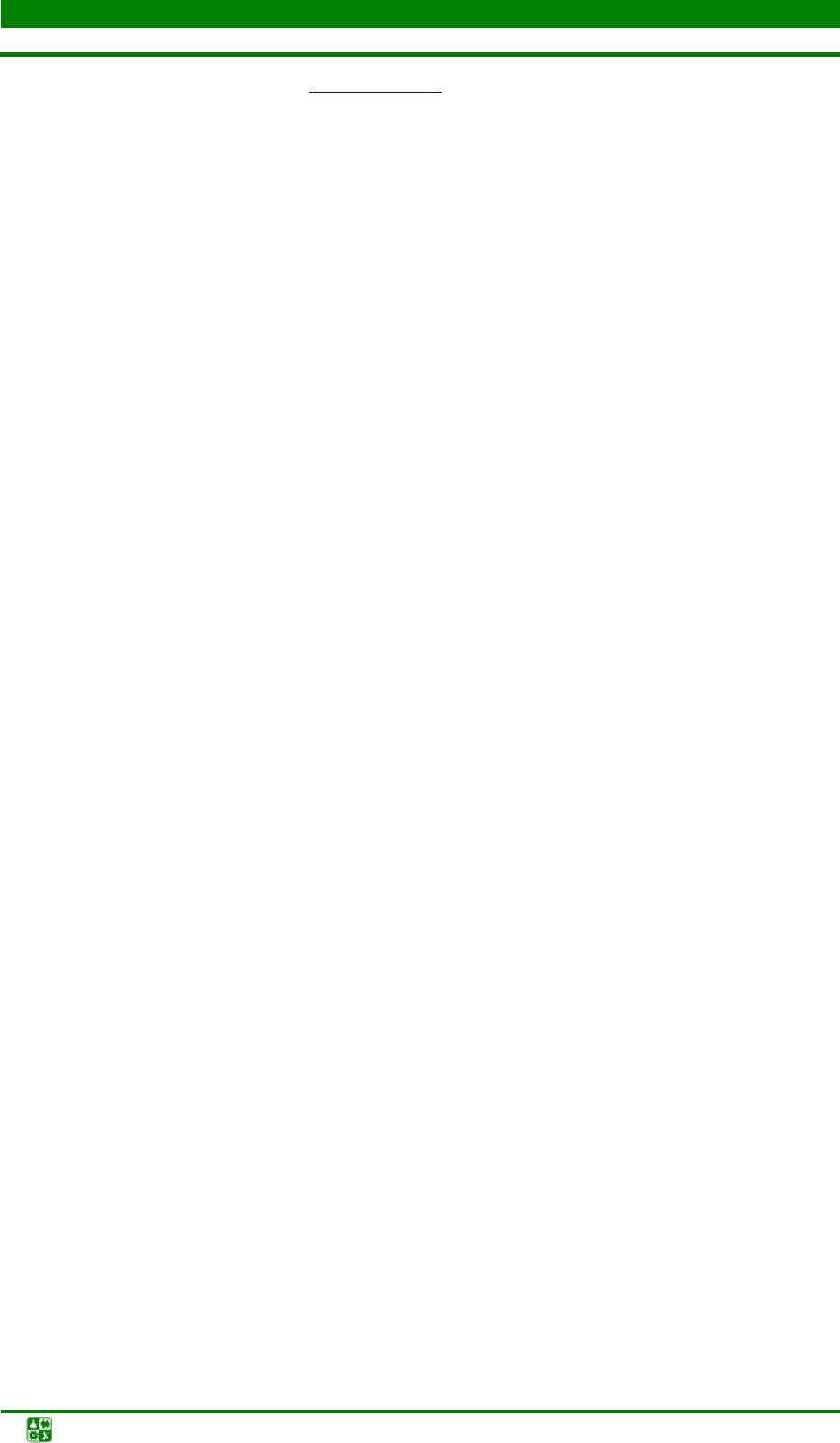
При местном нагреве стальной пластины, свободно лежащей на
сварочном столе, ее длина у
величивается на ΔL (рис. 7.29, а). Это увеличение
зависит от коэффициента линейного расширения материала заготовок, длины
нагретой зоны, а также от температуры нагрева. После охлаждения пластина
приобретает свои первоначальные размеры и в ней не будет ни внутренних
напряжений, ни остаточных деформаций.
Рис. 7.29. Местный нагрев незакрепленной (а) и закрепленной обоими концами (б)
пластин:
1 − кривая распределения температур; 2 − пластины; 3 − жесткое
крепление
При местном нагреве этой же пластины, жестко закрепленной с обоих
концов (рис. 7.29,
б), она не сможет свободно удлиняться, поэтому в ней
возникнут сжимающие внутренние напряжения. При температуре нагрева
выше 600 °С сжимающие напряжения превысят предел текучести металла
нагретого участка. Поэтому в этой зоне будет протекать пластическая
деформация сжатия и на длине
L' произойдет увеличение толщины.
При охлаждении пластина должна укоротиться, но этому будет препят-
ствовать жесткое закрепление, в результате чего в ней возникнут растягиваю-
щие напряжения.
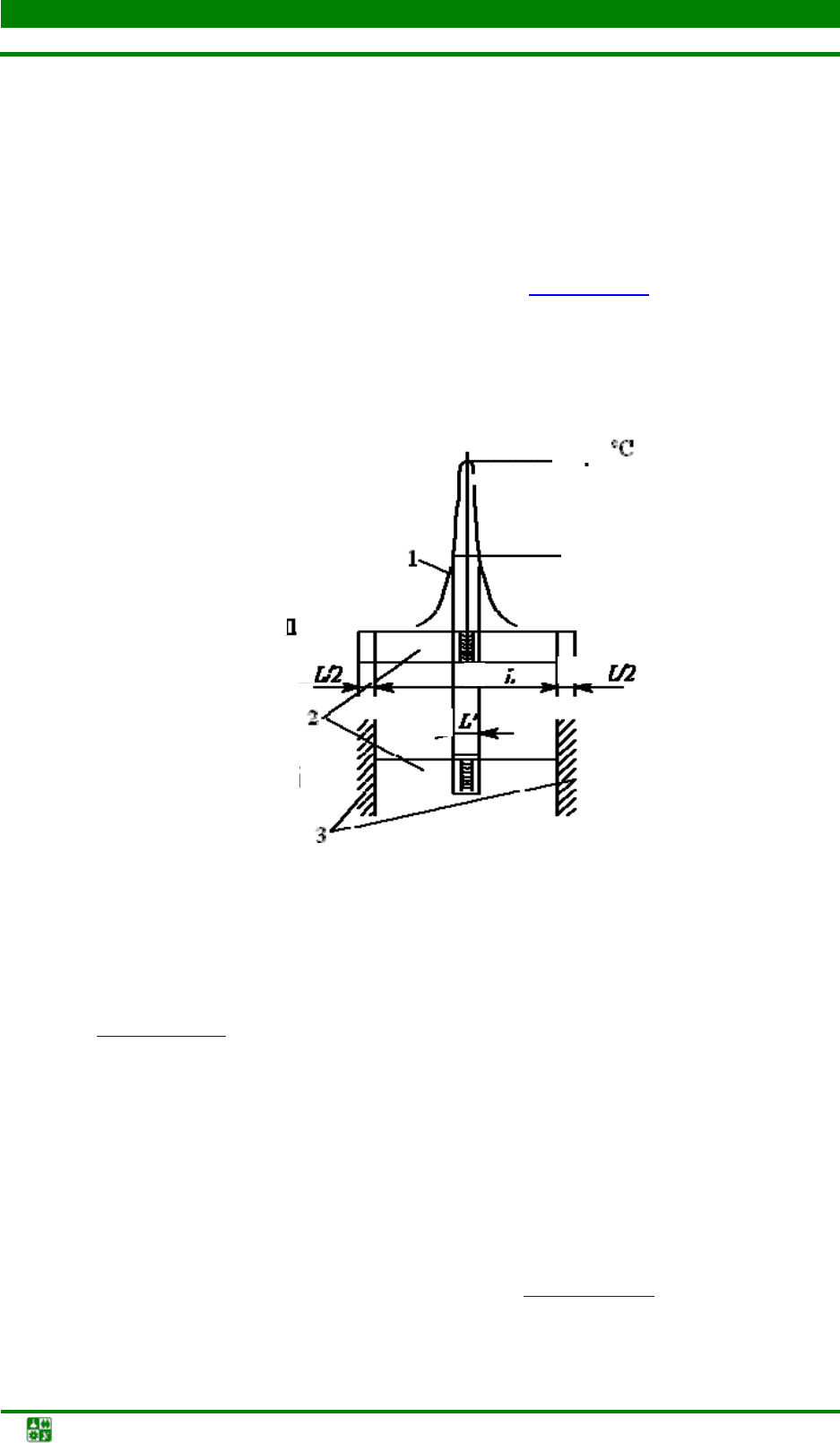
Аналогичным образом возникают внутренние напряжения и деформа-
ции при наплавке валика на кромку полосы (рис. 7.30,
а). Наплавленный
валик и нагретая часть полосы будут расширяться и растягивать холодную
часть заготовки, вызывая в ней деформации растяжения с изгибом. Валик и
а
б
1
ΔL/2
1300
900
500
100
ΔL/2
L
2
L′
3
Т
, °С
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -244-
нагретая часть образца сожмутся, поскольку тепловому расширению будут
препятствовать холодные части полосы. Эпюра распределения напряжений в
образце имеет вид, представленный на рис. 7.30,
б. В результате такого
распределения напряжений полоса изогнется выпуклостью вверх.
В процессе остывания наплавленный валик и нагретая часть полосы,
претерпев пластические деформации сжатия, будут укорачиваться. Под
действием усадочных сил полоса прогнется выпуклостью вниз (рис. 7.30,
в).
Этому процессу будут препятствовать слои холодного металла, поэтому в
нагретой части полосы возникнут растягивающие напряжения, а в холод-ной
− сжимающие (рис. 7.30,
г).
Рис. 7.30. Возникновение напряжений и деформаций при наплавке валика на
кромку полосы металла: а − деформация полосы в процессе наплавки валика на кромку; б
− эпюра распределения напряжений в полосе при наплавке; в − деформация полосы после
остывания;
г − эпюра распределения напряжений в полосе с наплавленной кромкой; σ
т
−
предел текучести материала полос
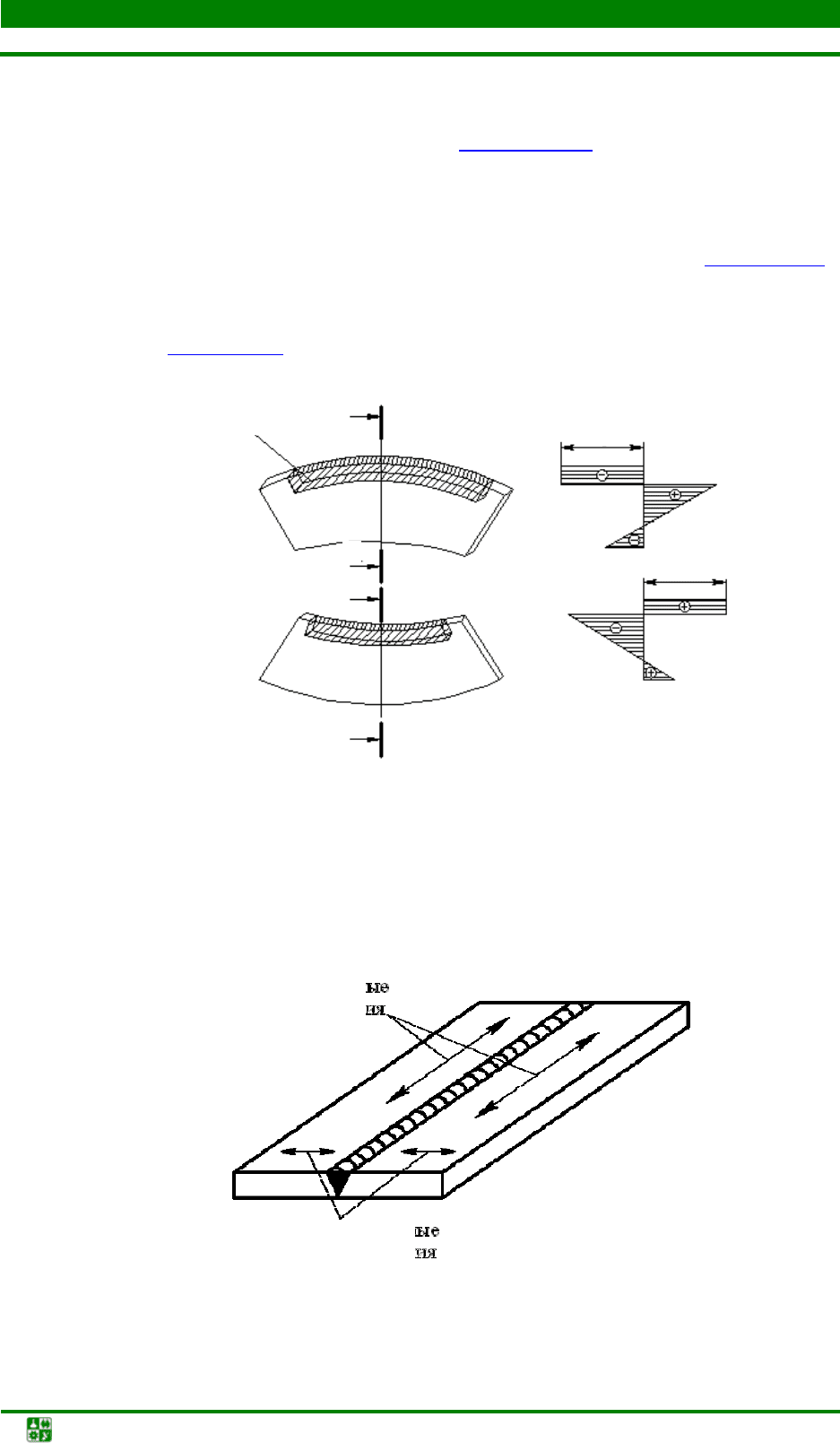
Рис. 7.31. Направления действия продольных и поперечных внутренних
напряжений
Нагретая зона
б
г
а
Эпюры напряжений
в
А
σ
т
А
Эпюры напряжений
Поперечные
напряжения
Продольные
напряжения
В
В
В−В
А−А
σ
т
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -245-
Рис. 7.32. Деформации сварных изделий от продольной усадки наплавленного
металла: а − при симметричном расположении швов; б, в − при несимметричном
расположении швов; г − при наплавке валика на кромку полосы; 1 − сварной шов; 2 − зона
нагрева; ΔL − величина деформации от продольной усадки; b − ширина зоны нагрева
Рис. 7.33. Деформация сварных изделий от поперечной усадки
наплавленного металла: а − до сварки; б − после сварки
При изготовлении изделий с использованием сварки плавлением соеди-
нения происходит продольная и поперечная усадка металла шва, поэтому
образуются продольные и поперечные внутренние напряжения (рис. 7.31
).
Эти напряжения вызывают деформацию сварных изделий. В результате про-
дольной усадки возникает коробление изделий в продольном направлении
(рис. 7.32
). Поперечная усадка, как правило, приводит к угловым деформа-
циям, т. е. к короблению в сторону большего объема расплавленного металла
(рис. 7.33
).
Эпюра
напряжения
ΔL
ΔL
1
а
в
г
б
1
(+)
(
−
)
(+)
(+)
(+)
1
2
а
б
b
1
1
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -246-
7
7
.
.
3
3
.
.
6
6
.
.
Д
Д
е
е
ф
ф
е
е
к
к
т
т
ы
ы
в
в
с
с
в
в
а
а
р
р
н
н
ы
ы
х
х
с
с
о
о
е
е
д
д
и
и
н
н
е
е
н
н
и
и
я
я
х
х
.
.
М
М
е
е
т
т
о
о
д
д
ы
ы
к
к
о
о
н
н
т
т
р
р
о
о
л
л
я
я
к
к
а
а
ч
ч
е
е
с
с
т
т
в
в
а
а
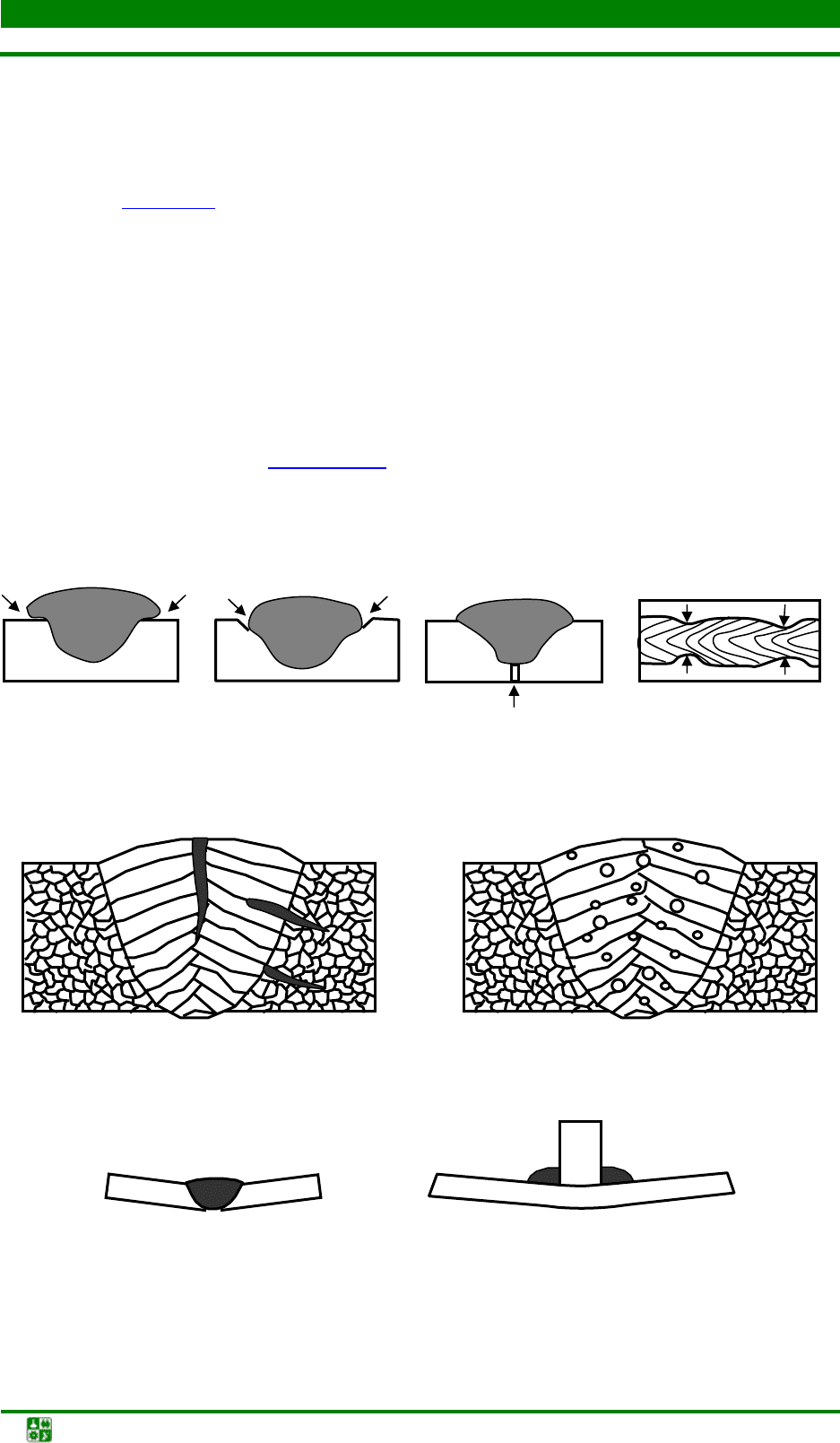
Дефекты сварных соединений при ручной электродуговой сварке
(РЭДС). К наиболее распространенным дефектам, возникающим при РЭДС,
относятся (рис. 7.34
):
наплыв (кромки не прогреты, много электродного металла);
подрез (кромки недогреты, мало электродного металла);
непровар (низкий сварочный ток, большая скорость сварки);
утяжки (неравномерный режим сварки.
Горячие трещины образуются в шве и в зоне термического влияния
(околошовной зоне) при температуре, близкой к температуре плавления.
Между зернами могут образоваться легкоплавкие прослойки (обычно
эвтектики с серой), по которым и происходит разрушение под действием
сварочных напряжений (рис. 7.35,
а).
М е т о д ы п р е д о т в р а щ е н и я: снижение количества примесей
(особенно серы) в металле шва, правильный выбор режима сварки и формы
шва.
Рис. 7.34. Наружные дефекты сварных соединений
а б
Рис. 7.35. Внутренние дефекты: а – трещины; б – поры
Рис. 7.36. Коробление при сварке
ПОДРЕ
Непровар
Наплыв
Утяжки

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -247-
Холодные трещины образуются в шве и в зоне термического влияния
при температуре, близкой к комнатной, в результате насыщения шва водоро-
дом (флокены), образования закалочных структур, роста зерна (рис. 7.35,
а).
М е т о д ы п р е д о т в р а щ е н и я: снижение количества углерода,
предварительный подогрев свариваемых деталей, защита шва от водорода.
Поры – это газовые включения в твердом металле шва (рис. 7.35, б).
Они образуются при низкой жидкотекучести металла шва, плохой газопрони-
цаемости шлаковой пленки, слишком высокой скорости охлаждения. Газы
попадают в жидкий металл либо из воздуха (при плохой защите сварочной
дуги), либо через сварочные материалы (плохо очищенные кромки заготовки,
влажные электроды). Попав в металл, газы растворяются в нем при высокой
температуре и потом при охлаждении выделяют
ся из-за снижения раствори-
мости.
М е т о д ы п р е д о т в р а щ е н и я: надежная защита дуги, зачистка
кромок, подготовка сварочных материалов, правильный выбор технологии и
режима сварки.
Если дефекты все же получены, их необходимо вырезать и это мес
то
заварить снова.
Коробление – изменение геометрических размеров и формы сварного
соединения под действием сварочных напряжений (рис. 7.36
).
М е т о д ы п р е д о т в р а щ е н и я: правильный выбор схемы сборки
изделия, порядка наложения швов и режима сварки.
Потеря специальных свойств, т. е. тех свойств, которые определяют
эксплуатационную надежность данной сварной конструкции. Например, по-
теря коррозионной стойкости, теплостойкости, жаропрочности и других свойств.
М е т о д п р е д о т в р а щ е н и я: правильный выбор сварочных
материалов, способа и режима сварки.
Контроль качества РЭДС.
Ручная сварка удобна при выполнении
коротких и криволинейных швов в любых пространственных положениях, а
также для получения швов в труднодоступных местах. Она пока незаменима
при монтажных работах и сборке конструкций сложной формы.
Качество сварных соединений обеспечивают предварительным контро-
лем заготовок, текущим контролем за процессом сварки и приемочным
контролем сварных соединений. В зависимост
и от нарушения целостности
соединения при контроле различают разрушающие и неразрушающие мето-
ды контроля.
Разрушающие испытания проводят обычно на образцах-свидетелях,
моделях и реже на самих изделиях. Образцы-свидетели изготавливают из
того же материала и по той же технологии, что и сварные соединения
изделий. Механические испытания соединений и металла шва проводят на
растяжение, изгиб, сплющивание и т. п. По характеру нагрузки различают
статические, динамические и усталостные испытания. Методы разрушаю-
щего контроля, как правило, позволяют получить численные данные,
характеризующие механические свой
ства соединений.

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -248-
Неразрушающие испытания осуществляют обычно на самих изделиях,
при этом оценивают физические свойства, которые косвенно характеризуют
качество изделий. Методы неразрушающего контроля сварных соединений в
зависимости от характера физических полей или движущихся масс,
взаимодействующих с контролируемым объектом, подразделяют на пять ви-
дов: радиационный, акустический (ультразвуковой), магнитный, капилляр-
ный и течеискателем.
В настоящее время при контроле сварных соединений и изделий
применяют все о
писанные способы контроля. Однако ни один из них не
универсален, поэтому важен не только правильный выбор метода конт-роля,
но и их комбинирование, сочетание разрушающих и неразрушающих
испытаний.
Дефекты сварных соединений при контактной сварке
Непровар, или малый диаметр точечного соединения, наблюдается при
малой силе тока и недостаточном времени его протекания, завышенном дав-
лении или большом диаметре электродов, при плохой зачистке свариваемых
поверхностей.
Пережог, или выплеск расплавленного металла, возникает при недо-
статочном давлении и малом диаметре электродов, слишком высоком токе
или завышенном времени его включения, при плохой зачистке деталей или
электродов, при малом удалении электродов от кромок деталей, при перекосе
деталей относительно электродов.
Трещины и радиальные раковины обусловлены малым временем вклю-
чения тока, малым временем проковки и недостаточным давлением на
электродах.
Глубокие вмятины от электродов на поверхности деталей возникают
при завышении тока, времени его протекания и давления на электродах,
перекосе деталей и плохой подготовке электродов (контактная поверхность
не является плоской).
Контроль качества контактной сварки проводят внешним осмотром
и механическими испытаниями на прочность. Внешний осмотр позволяет
выявить правильность отпечатков точек, наличие прожогов, трещин и других
внешних дефектов.
Рис. 7.37. Схема испытания на срез
Р
Р
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -249-
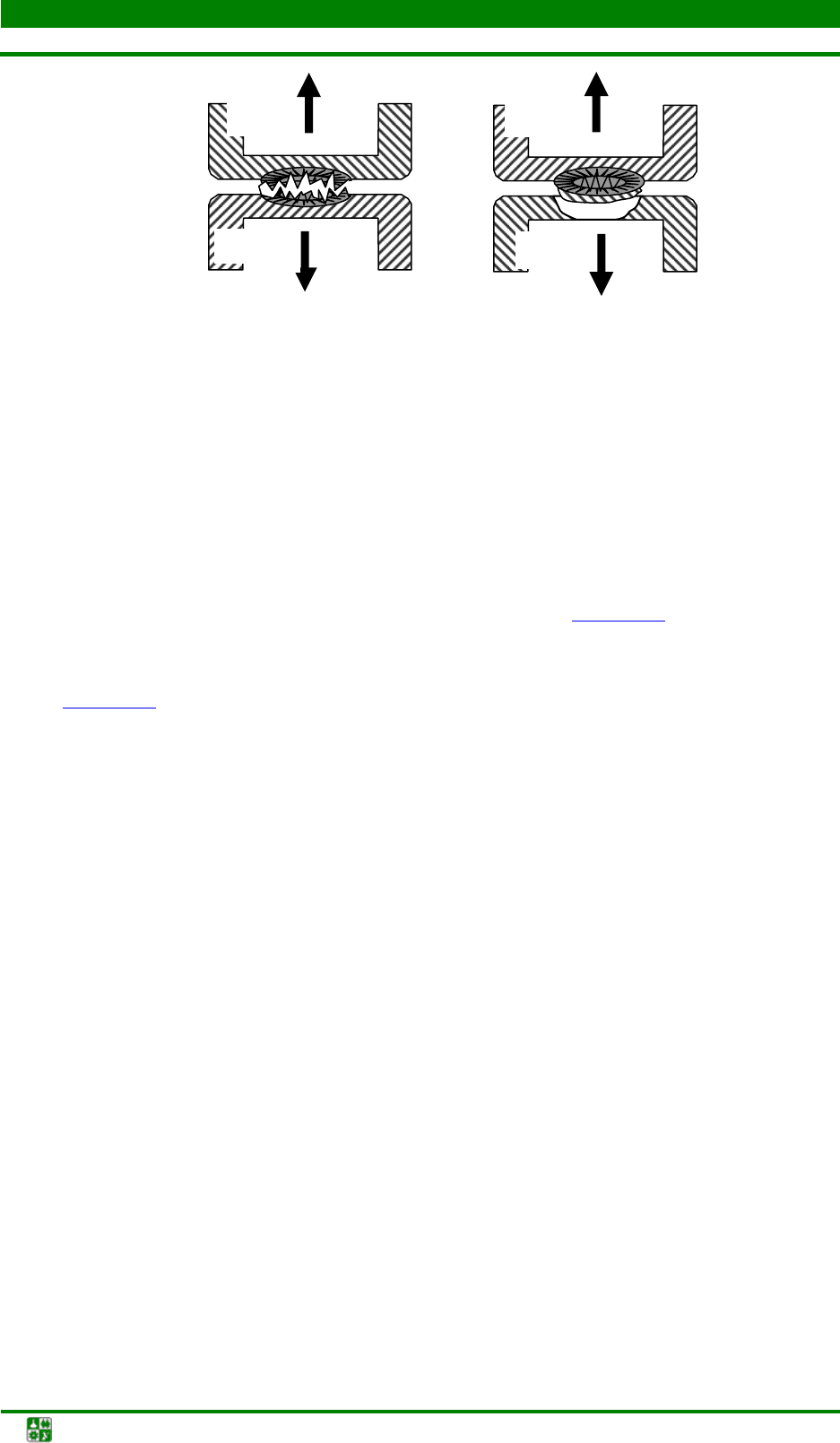
а б
Рис. 7.38. Разрушение при испытании на отрыв: а – разрушение по сварной точке
(сварка некачественная); б – разрушение по основному металлу (сварка
качественная)
При механических испытаниях устанавливают размер ядра точки,
сравнительную прочность сварной точки и основного металла, прочность
сварного соединения.
При испытании на срез определяют величину разрушающей нагрузки,
которая должна отвечать техническим требованиям (рис. 7.37
).
Сварку считают качественной, если
при испытаниях на отрыв разру-
шение происходит по основному металлу с образованием сквозного отвер-
стия (рис. 7.38
).
7
7
.
.
4
4
.
.
П
П
а
а
й
й
к
к
а
а
Пайка – процесс получения неразъемного соединения заготовок без их
расплавления путем смачивания поверхностей жидким припоем с последую-
щей его кристаллизацией. Расплавленный припой затекает в специально
создаваемые зазоры между деталями и диффундирует в металл этих деталей.
Таким образом протекает процесс взаимного растворения металла деталей и
припоя, в результате чего образуется сплав более прочный, чем припой.
Образование со
единения без расплавления основного металла обеспе-
чивает возможность распая соединения.
Качество паяных соединений (прочность, герметичность, надежность и
др.) зависит от правильного выбора основного металла, припоя, флюса,
способа нагрева, типа соединения.
Сплав цветных металлов сложного состава −
припой должен хорошо
растворять основной металл, обладать смачивающей способностью, быть
дешевым и недефицитным. Припои представляют собой. По температуре
плавления припои подразделяют на особолегкоплавкие (температура плав-
ления ниже 145 °С), легкоплавкие (145–450 °С), среднеплавкие (450–1100 °С)
и тугоплавкие (выше 1050 °С). К особолегкоплавким и легкоплавким при-
поям относятся оловянно-свинцовые, на основе висмута, индия, олова, цинка,
свинца. К среднеплавки
м и тугоплавким относятся припои медные, медно-
Р
Р
Р
Р

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.4. Пайка
Технология конструкционных материалов. Учебное пособие -250-
цинковые, медно-никелевые, с благородными металлами (серебром, золотом,
платиной). Припои изготавливают в виде прутков, листов, проволок, полос,
спиралей, дисков, колец, зерен, которые укладывают в место соединения.
При пайке применяются флюсы для защиты места спая от окисления
при нагреве сборочной единицы, обеспечения лучшей смачиваемости места
спая расплавленным металлом и растворения металлических окислов.
Температ
ура плавления флюса должна быть ниже температуры плавления
припоя. Флюсы могут быть твердые, пастообразные и жидкие. Для пайки
наиболее применимы флюсы: бура, плавиковый шпат, борная кислота,
канифоль, хлористый цинк, фтористый калий.
Пайку точных соединений производят без флюсов в защитной атмо-
сфере или в вакууме.
В зависимости от способа нагрева различают пайку газовую, погруже-
нием (в мет
аллическую или соляную ванну), электрическую (дуговая,
индукционная, контактная), ультразвуковую.
В единичном и мелкосерийном производстве применяют пайку с мест-
ным нагревом посредством паяльника или газовой горелки.
В крупносерийном и массовом производстве применяют нагрев в ван-
нах и газовых печах, электронагрев, импульсные паяльники, индукционный
нагрев, нагрев токами высокой частот
ы.
Перспективным направлением развития технологии пайки металличес-
ких и неметаллических материалов является использование ультразвука.
Генератор ультразвуковой частоты и паяльник с ультразвуковым магнито-
стрикционным вибратором применяются для безфлюсовой пайки на воздухе
и пайке алюминия. Оксидная пленка разрушается за счет колебаний ультра-
звуковой частоты.
Процесс пайки включает: подготовку сопрягаемых поверхностей дета-
лей под пайку, сборку, нанесение фл
юса и припоя, нагрев места спая,
промывку и зачистку шва.
Детали для пайки тщательно подготавливаются: их зачищают,
промывают, обезжиривают.
Зазор между сопрягаемыми поверхностями обеспечивает диффузион-
ный обмен припоя с металлом детали и прочность соединения. Зазор должен
быть одинаков по всему сечению.
Припой должен быть зафиксирован относительно места спая. Припой
закладывают в месте спая в виде фольговых прок
ладок, проволочных
контуров, лент, дроби, паст вместе с флюсом или наносят в расплавленном
виде, при автоматизированной пайке – в виде пасты с помощью шприц-
установок.
При возможности предусматриваются средства механизации –
полуавтоматы и автоматы для газовой, электрической пайки.
Паяные соединения контролируют по параметрам режимов пайки,
внешни
м осмотром, проверкой на прочность или герметичность, методами
дефекто- и рентгеноскопии.