Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -221-
Дроссель предназначен для получения падающей внешней характе-
ристики. По сравнению с генераторами выпрямители имеют ряд преиму-
ществ: они обеспечивают высокую стабильность горения дуги (особенно на
малых токах), имеют более высокие динамические характеристики
(благодаря меньшей электромагнитной индукции), более высокий КПД,
меньшие потери при холостом ходе и более высокие пределы регулирования
сварочного тока, просты и надежны в эксплуат
ации (вследствие отсутствия
вращающихся частей), при работе не создают шума.
7
7
.
.
2
2
.
.
3
3
.
.
Э
Э
л
л
е
е
к
к
т
т
р
р
о
о
д
д
ы
ы
д
д
л
л
я
я
р
р
у
у
ч
ч
н
н
о
о
й
й
э
э
л
л
е
е
к
к
т
т
р
р
о
о
д
д
у
у
г
г
о
о
в
в
о
о
й
й
с
с
в
в
а
а
р
р
к
к
и
и
Плавящийся
электрод представляет собой металлический стержень с
нанесенным на его поверхность слоем специального покрытия (обмазки).
Длина металлического стального стержня в зависимости от его
диаметра может составлять 250–450 мм.
Свойства электрода определяются химическим составом электродного
стержня и покрытия. Химический состав электродной стальной проволоки,
из которой изготовляют электродные стержни, выбирают в соответствии с
химическим составом и свойствами металл
а свариваемого изделия по ГОСТ
2246–70.
В зависимости от химического состава проволоку разделяют на низко-
углеродистую, легированную и высоколегированную. Всего в ГОСТ включе-
но 77 марок проволоки диаметром 0,3–12 мм. Обозначение марок электрод-
ной проволоки состоит из букв и цифр, например Св-08 или Св-30ХГСА.
Первые две буквы «Св» указывают на назначение проволоки – сварочная, а
следующие за буквами две цифр
ы и буквы с цифрами аналогичны
обозначениям, принятым для машиностроительных сталей.
По толщине покрытия электроды бывают с тонкими и толстыми
покрытиями. Тонкие покрытия для ручной электродуговой сварки (РЭДС)
являются стабилизирующими, они состоят из мела и жидкого стекла.
Находящийся в составе мела кальций выделяется в плазме дуги и ионизирует
ее, тем самым способствует устойчивости горения дуги.
Средние и толстые покрытия обеспечи
вают устойчивость горения дуги,
а также защиту и легирование металла. В их состав входят следующие
компоненты:
стабилизирующие ионизируют газовый промежуток между электрода-
ми и повышают устойчивость горения дуги;
шлакообразующие образуют шлак, который защищает металл от досту-
па воздуха и удаляют примеси из жидкого металла;
газообразующие при горении образуют газ, который защищает дугу и
расплавленный металл от доступа воздуха;
раскисляющие связывают кислород и удаляют его из сварного шва;
легирующие переходят в металл шва и обеспечивают требуемый его
состав;
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -222-
связующие скрепляют все компоненты покрытия на поверхности
электрода.
Состав электродного покрытия устанавливают в соответствии с хими-
ческим составом металлов электродного стержня и изделия. Электроды для
сварки углеродистых и легированных конструкционных сталей классифици-
руют по механическим характеристикам. Эта группа содержит 15 типов
электродов – с Э38 по Э150. Здесь буква «Э» – электрод для дуговой сварки,
а следующ
ая за буквой цифра показывает минимально гарантируемый
предел прочности металла шва (10
−1
МПа). К одному типу электрода могут
быть отнесены одна или несколько марок электродов.
Электроды для сварки легированных теплоустойчивых сталей
классифицируют по механическим характеристикам металла шва и сварного
соединения, а также по химическому составу металла шва.
Требования, предъявляемые к электродам для сварки высоколегиро-
ванных сталей с особыми свойствами, учитывают: свойства наплавленного
металла, химический состав, механические сво
йства, структуру и стойкость
против межкристаллитной коррозии.
7
7
.
.
2
2
.
.
4
4
.
.
А
А
в
в
т
т
о
о
м
м
а
а
т
т
и
и
ч
ч
е
е
с
с
к
к
а
а
я
я
д
д
у
у
г
г
о
о
в
в
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
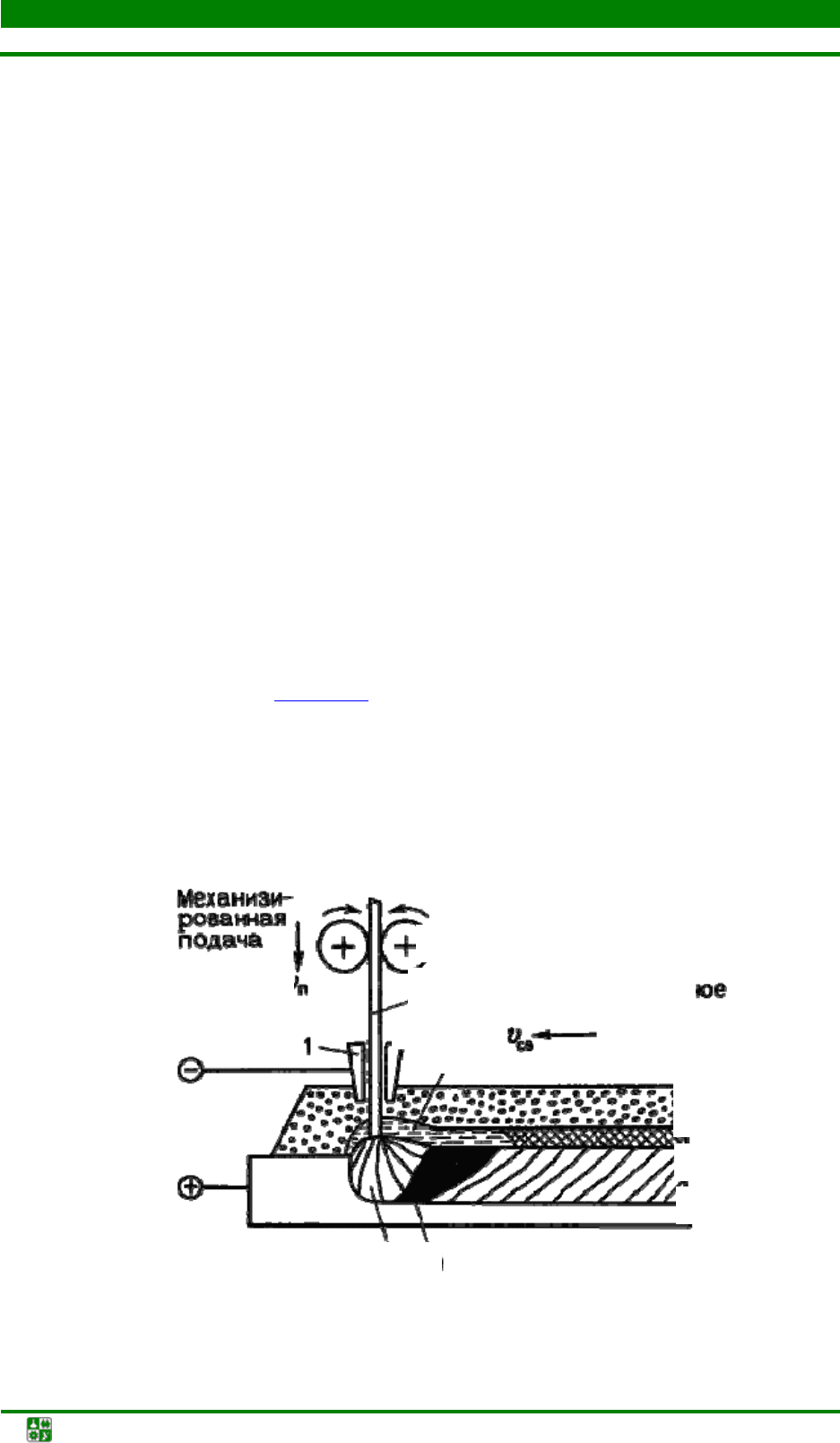
Сварка под флюсом.
Схема автоматической дуговой сварки под
флюсом представлена на рис. 7.11
.
Для сварки под слоем флюса используют непокрытую электродную
проволоку и флюс для защиты дуги и сварочной ванны от воздуха.
Рис. 7.11. Схема автоматической дуговой сварки под флюсом
V
n
V
св
1
2
3
4
5
6
7
8
9
10
Механизированная
подача
Механизированное
перемещение

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -223-
Подача и перемещение электродной проволоки механизированы. Авто-
матизированы процессы зажигания дуги и заварки кратера в конце шва. Дуга
10
горит между проволокой
3
и основным металлом
8
. Столб дуги и металли-
ческая ванна жидкого металла
9
со всех сторон плотно закрыты слоем флюса
5
толщиной 30–50 мм. Часть флюса плавится, и образуется жидкий шлак
4
,
защищающий жидкий металл от воздуха. Качество защиты лучше, чем при
ручной дуговой сварке. По мере поступательного движения электрода метал-
лическая и шлаковая ванны затвердевают с образованием сварного шва
7
,
покрытого твердой шлаковой коркой
6
. Проволоку подают в дугу с помощью
механизма подачи
2
. Ток к электроду подводят через токопровод
1
.
Для сварки под флюсом характерно глубокое проплавление основного
металла. Преимущества автоматической сварки под флюсом по сравнению с
ручной: повышение производительности процесса сварки в 5–20 раз,
повышение качества сварных соединений и уменьшение себестоимости 1 м
сварного шва.
Флюсы.
Применяемые флюсы различают по назначению.
Флюсы для сварки низкоуглеродистых и низколегированных сталей
предназначены для раскисления шва и легирования его марганцем и крем-
нием. Для этого применяют высококремнистые марганцевые флюсы, которые
получают путем сплавления марганцевой руды, кремнезема и плавикового
шпата в электропечах.
Флюсы для сварки легированных и высоколегированных сталей долж-
ны обеспечивать минимальное окисление легирующих элементов в шве. Для
этого применяют керамические низко
кремнистые, бескремнистые и фторид-
ные флюсы, которые изготавливают из порошкообразных компонентов
путем их замеса на жидком стекле, гранулирования и последующего прока-
ливания. Основу керамических флюсов составляют мрамор, плавиковый
шпат и хлориды щелочно-земельных металлов.
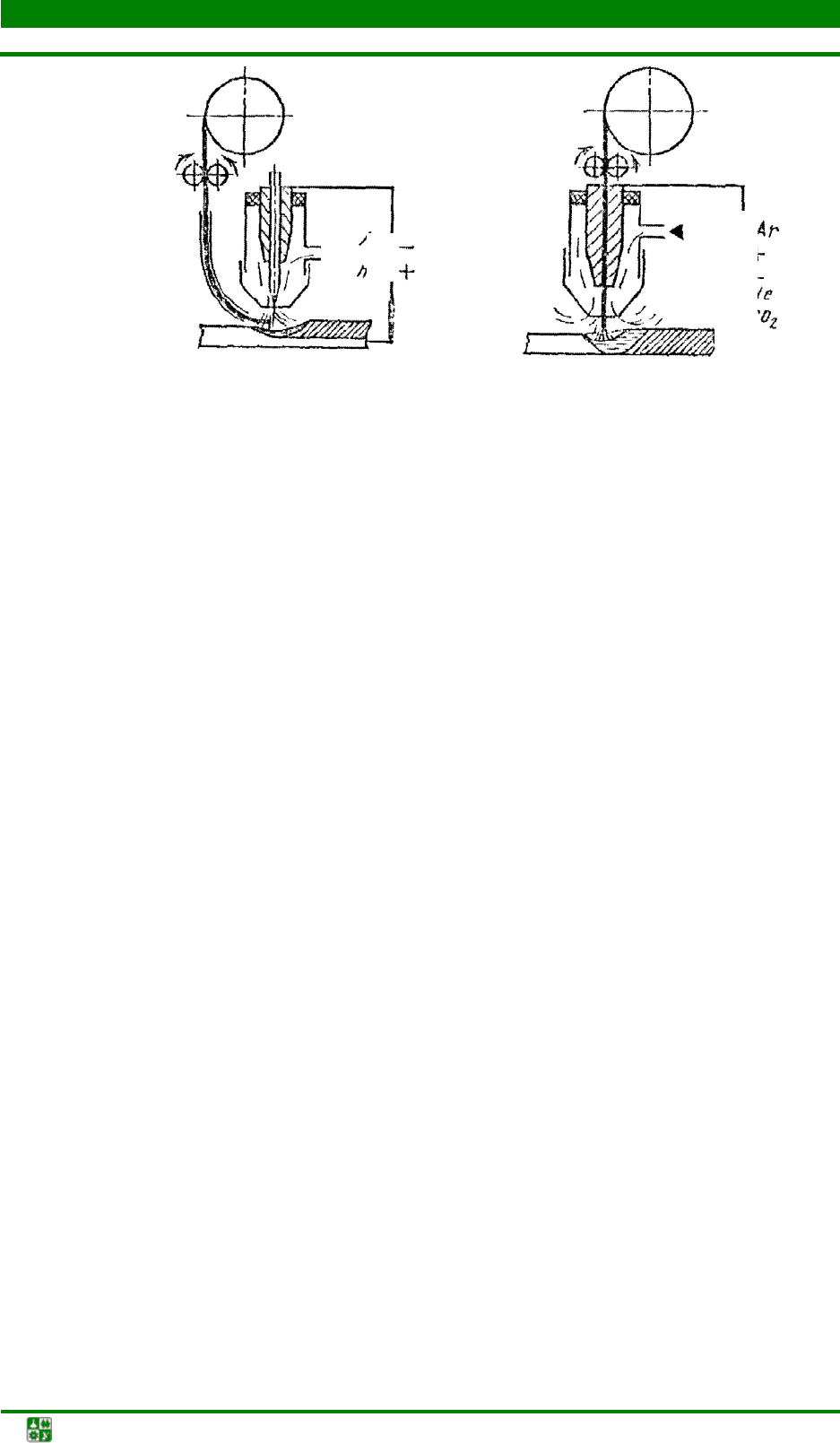
Электродуговая сварка в защитных газах.
При такой сварке
электрод, зона дуги и сварочная ванна защищены струей защитного газа:
инертного (аргон, гелий) или активного (углекислый газ, азот, водород).
Сварку в инертных газах можно выполнять неплавящимся и плавящим-
ся электродами (рис. 7.12
). В качестве неплавящегося электрода применяется
пруток вольфрама, а в качестве плавящегося – проволока из основного
металла или близкого ему по химическому составу.
Область применения аргонодуговой сварки охватывает широкий круг
материалов и изделий: узлы летательных аппаратов, элементы атомных
установок, корпуса и трубопроводы химических аппаратов. Аргонодуговую
сварку применяют для легированных и высоколегированных сталей, цветных
(алюминий, магний, медь) и тугоплавких (титан, ниобий, ванадий, цирконий)
мет
аллов и их сплавов.
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -224-
а б
Рис. 7.12. Схема сварки в защитных газах: а – неплавящимся электродом;
б – плавящимся электродом
Электродуговая сварка в углекислом газе выполняется только плавя-
щимся электродом. Защита сварочной ванны осуществляется углекислым
газом. Углекислый газ химически активен по отношению к жидкому
металлу. При нагреве он диссоциирует на оксид углерода и кислород,
который окисляет железо и легирующие элементы. Окисляющее действие
кислорода нейтрализуется введением в проволоку дополнительного
количества раскислителей. Для св
арки углеродистых и низколегированных
сталей применяют сварочную проволоку с повышенным содержанием
кремния и марганца. Хорошее качество сварного шва получается при
использовании специальной порошковой проволоки.
Обычно свариваются конструкции из углеродистых и низколегиро-
ванных сталей (газо- и нефтепроводы, корпуса судов и т. п.). При сварке
меди, алюминия, титана и редких металлов невозможно связать свободн
ый
кислород введением раскислителей.
Преимуществами данного способа являются низкая стоимость углекис-
лого газа и высокая производительность. Основной недостаток – разбрызги-
вание металла (на зачистку расходуется 30–40 % времени сварки).
7
7
.
.
2
2
.
.
5
5
.
.
П
П
л
л
а
а
з
з
м
м
е
е
н
н
н
н
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
Плазменная струя, применяемая для сварки, представляет собой
направленный поток частиц ионизированного газа, имеющего температуру
10
000–20
000 °С. Плазму получают в плазменных горелках, пропуская газ через
столб сжатой дуги. В качестве плазмообразующих газов применяют азот,
аргон, водород, гелий, воздух и их смеси.
Применяют два основных плазменных источника нагрева: плазменную
струю, выделенную из столба косвенной дуги, и плазменную дугу, в которой
дуга прямого действия совмещена с плазменной струей.
−
+
Ar
+
−
He
CO
2
Ar
He
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -225-
Плазменная струя
представляет собой независимый источник теплоты,
позволяющий в широких пределах изменять степень нагрева и глубину
проплавления поверхности заготовок. Тепловая мощность плазменной струи
ограничена, и ее применяют для сварки и резки тонких металлических листов
и неэлектропроводящих материалов, для напыления тугоплавких материалов.
Плазменная дуга
обладает большой тепловой мощностью, имеет более
широкое применение: для сварки высоколегированной стали, сплавов титана,
никеля, молибдена, вольфрама. Плазменную дугу применяют для резки мате-
риалов (меди, алюминия), наплавки тугоплавких материалов на поверхность.
Плазменной дугой можно сваривать металл толщиной до 10 мм без
разделки кромок и применения присадочного материала. Так как плазменная
дуга обладает высокой ст
абильностью, то обеспечивается повышенное
качество сварных швов. Это позволяет выполнять микроплазменную сварку
металла толщиной 0,025–0,8 мм.
Недостаток плазменной сварки – недолговечность горелок.
7
7
.
.
2
2
.
.
6
6
.
.
Э
Э
л
л
е
е
к
к
т
т
р
р
о
о
ш
ш
л
л
а
а
к
к
о
о
в
в
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
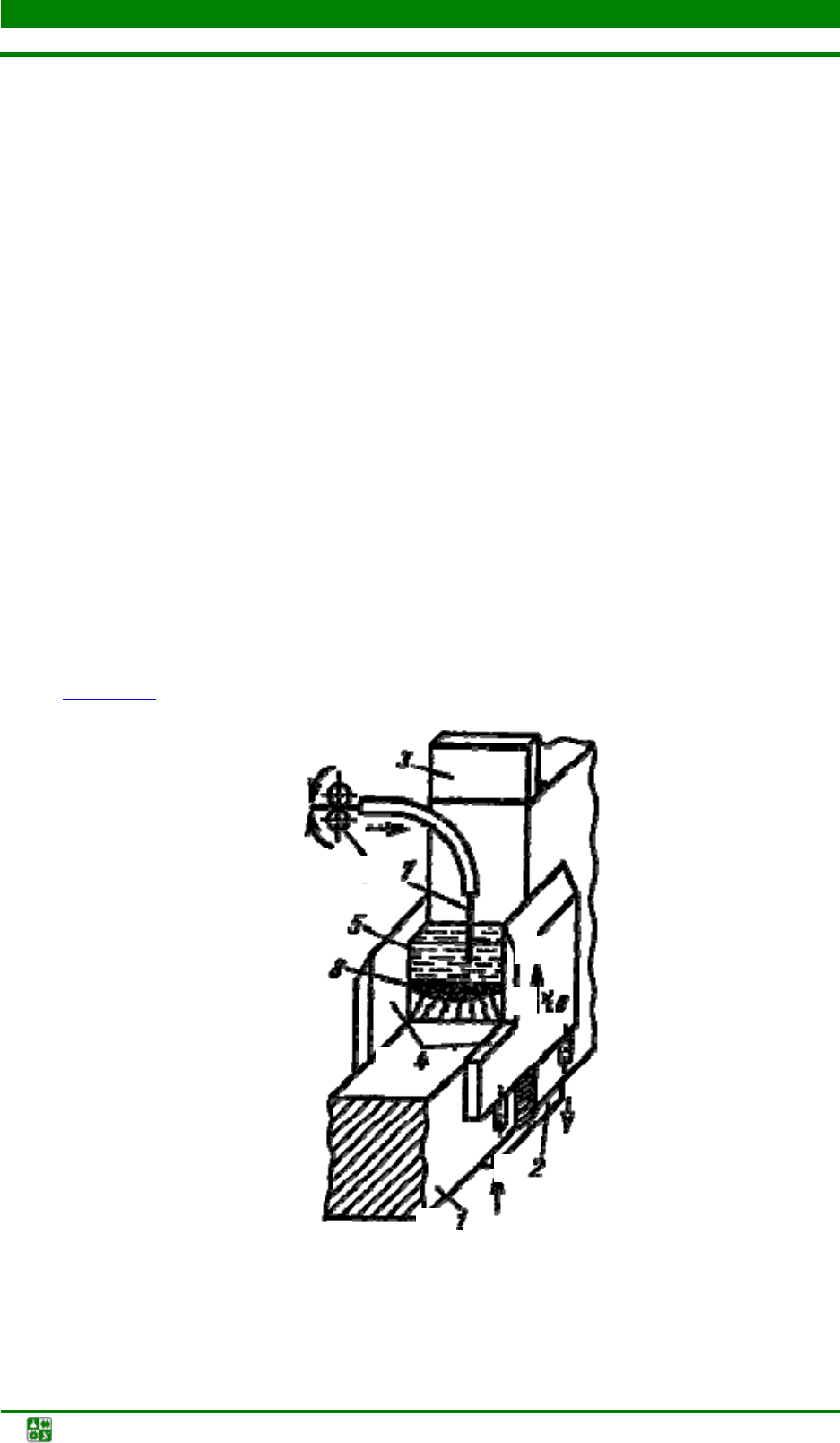
Сущность процесса заключается в том, что тепловую энергию,
необходимую для расплавления основного и присадочного металла, дает
теплота, выделяемая в объеме шлаковой ванны при прохождении через нее
тока (рис. 7.13
).
Рис. 7.13. Схема электрошлаковой сварки
Свариваемые заготовки
1
устанавливают в вертикальном положении. В
замкнутое пространство между водоохлаждаемыми медными ползунами
4
и
1
2
8
4
5
6
7
3

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -226-
вертикально установленными кромками изделий засыпают флюс и подают
электродную проволоку
7
при помощи специального механизма подачи
6
.
В начале процесса возбуждают дугу, флюс плавится и образуется
электропроводный шлак
5
. Шлак шунтирует дугу, она гаснет, выходная цепь
источника питания замыкается через шлак. Ток, проходя через шлак,
разогревает его, это приводит к расплавлению кромок основного металла и
электрода. Расплав стекает вниз и образует сварочную ванну
8
, выжимая
шлак вверх, и затвердевает.
В начальном и конечном участках шва образуются дефекты: в начале
шва – непровар кромок, в конце шва – усадочная раковина и неметалли-
ческие включения. Поэтому сварку начинают и заканчивают на специальных
планках
2
и
3
, которые затем удаляют газовой резкой.
Преимущества способа: возможна сварка металла любой толщины
(начиная с 16 мм). Заготовки толщиной до 150 мм можно сваривать одним
электродом, совершающим поперечное колебание в плоскости стыка. При
толщине заготовки более 150 мм используют несколько проволок. Есть опыт
сварки металла толщиной до 2 м.
Недостаток способа – образование крупного зерна в шве и окол
ошовной
зоне вследствие замедленного нагрева и охлаждения. Необходимо проведение
термической обработки: нормализации или отжига для измельчения зерна.
Электрошлаковую сварку широко применяют в тяжелом машинострое-
нии для изготовления ковано-сварных и литосварных конструкций: это
станины и детали мощных прессов и станков, коленчатые валы судовых
дизелей, роторы и валы гидротурбин, котлы высокого давления и т. п.
7
7
.
.
2
2
.
.
7
7
.
.
Л
Л
у
у
ч
ч
е
е
в
в
ы
ы
е
е
с
с
п
п
о
о
с
с
о
о
б
б
ы
ы
с
с
в
в
а
а
р
р
к
к
и
и
Электронно-лучевая сварка.
Сущность процесса состоит в том, что
свариваемые детали, собранные без зазора, помещают в вакуумную камеру и
подают на них электронный луч – пучок электронов, движущихся с боль-шой
скоростью. При соударении с изделием электроны тормозятся, их кине-
тическая энергия переходит в тепловую энергию и расплавляет металл. Тем-
пература в месте соударения достигает 5000–6000 °С. Перемещ
ая электрон-
ный луч вдоль стыка, получают сварной шов.
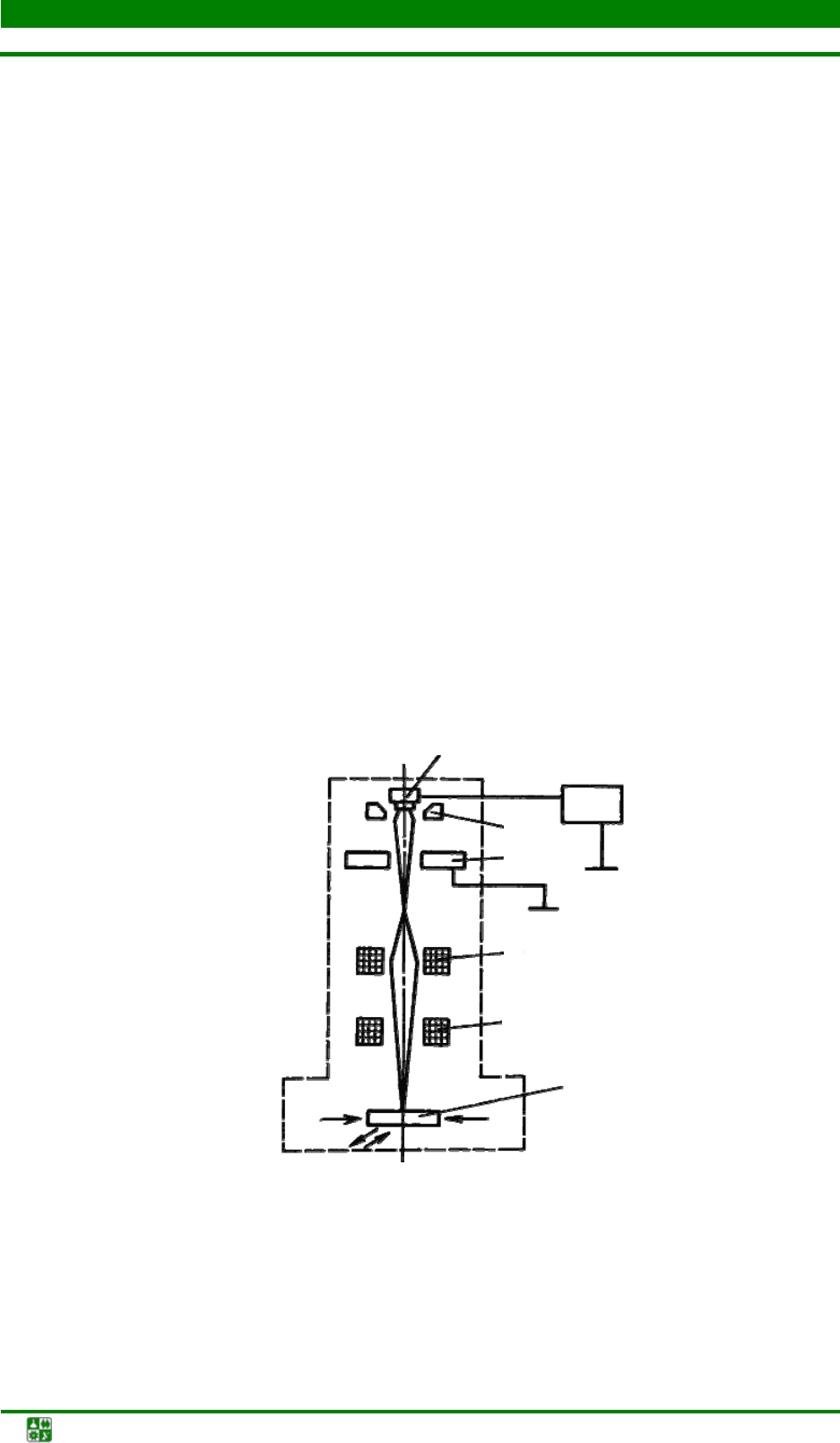
Схема установки для электронно-лучевой сварки представлена на
рис. 7.14
. Электроны, испускаемые катодом
1
электронной пушки, формиру-
ются в пучок электродом
2
, расположенным непосредственно за катодом,
ускоряются под действием разности потенциалов между катодом и анодом
3
,
составляющей 20–150 кВ и выше, затем с помощью линз
4
фокусируются в
виде луча и направляются специальной отклоняющей магнитной системой
5
на обрабатываемое изделие
6
. На формирующий электрод
2
подается отри-
цательный или нулевой по отношению к катоду потенциал. Фокусировкой
достигается высокая удельная мощность луча. Ток электронного луча
невелик – от нескольких миллиампер до единиц ампер.
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -227-
Процессу электронно-лучевой сварки присущи две характерные
особенности:
•
сварка протекает в вакууме, что обеспечивает получение зеркально
чистой поверхности и дегазацию расплавленного металла;
•
интенсивность нагрева очень велика, что обеспечивает быстрое
плавление и затвердевание металла. Шов получается мелкозернистый с
высокими механическими свойствами, с минимальной шириной, что
позволяет сваривать сплавы, чувствительные к нагреву.
Электронно-лучевой сваркой изготовляют детали из тугоплавких,
химически активных металлов и их сплавов (вольфрамовых, танталовых,
молибденовых, ниобиевых, циркониевых), а также алюминиевых и титано-
вых сплавов и высоколегированных сталей. Металлы и сплавы мо
жно сва-
ривать в однородных и разнородных сочетаниях, со значительной разностью
толщин, температур плавления. Минимальная толщина свариваемых
заготовок составляет 0,02 мм, максимальная – до 100 мм.
Лазерная сварка
– способ сварки плавлением, при котором металл
нагревают излучением лазера.
Лазерный луч представляет собой вынужденное монохроматическое
излучение, длина волны которого зависит от природы рабочего тела лазера-
излучателя. Оно возникает в результате вынужденных скачкообразных пере-
ходов возбужденных атомов рабочих тел на более низкие энергетические
уровни.
Рис. 7.14. Схема установки для электронно-лучевой сварки
Основными параметрами режимов лазерной обработки являются
мощность излучения, диаметр пятна фокусировки, скорость перемещения
обрабатываемого материала относительно луча.
6
5
1
4
3
2
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -228-
Преимуществом лазерной сварки является быстрый точечный нагрев
металла до его температуры плавления. Интенсивный сосредоточенный
нагрев обусловливает и чрезвычайно большую скорость охлаждения после
прекращения воздействия луча. Это позволяет свести к минимуму ширину
околошовной зоны, сварочные напряжения и деформации.
Механизмы процессов при лазерной и электронно-лучевой сварке
схожи, но при лазерной сварке не обязательно вакуумировать изделие.
Лазером сваривают преимуществ
енно металлы толщиной до 1 мм, так
как коэффициент полезного действия преобразования энергии в лазерное
излучение довольно низкий.
7
7
.
.
2
2
.
.
8
8
.
.
Г
Г
а
а
з
з
о
о
в
в
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
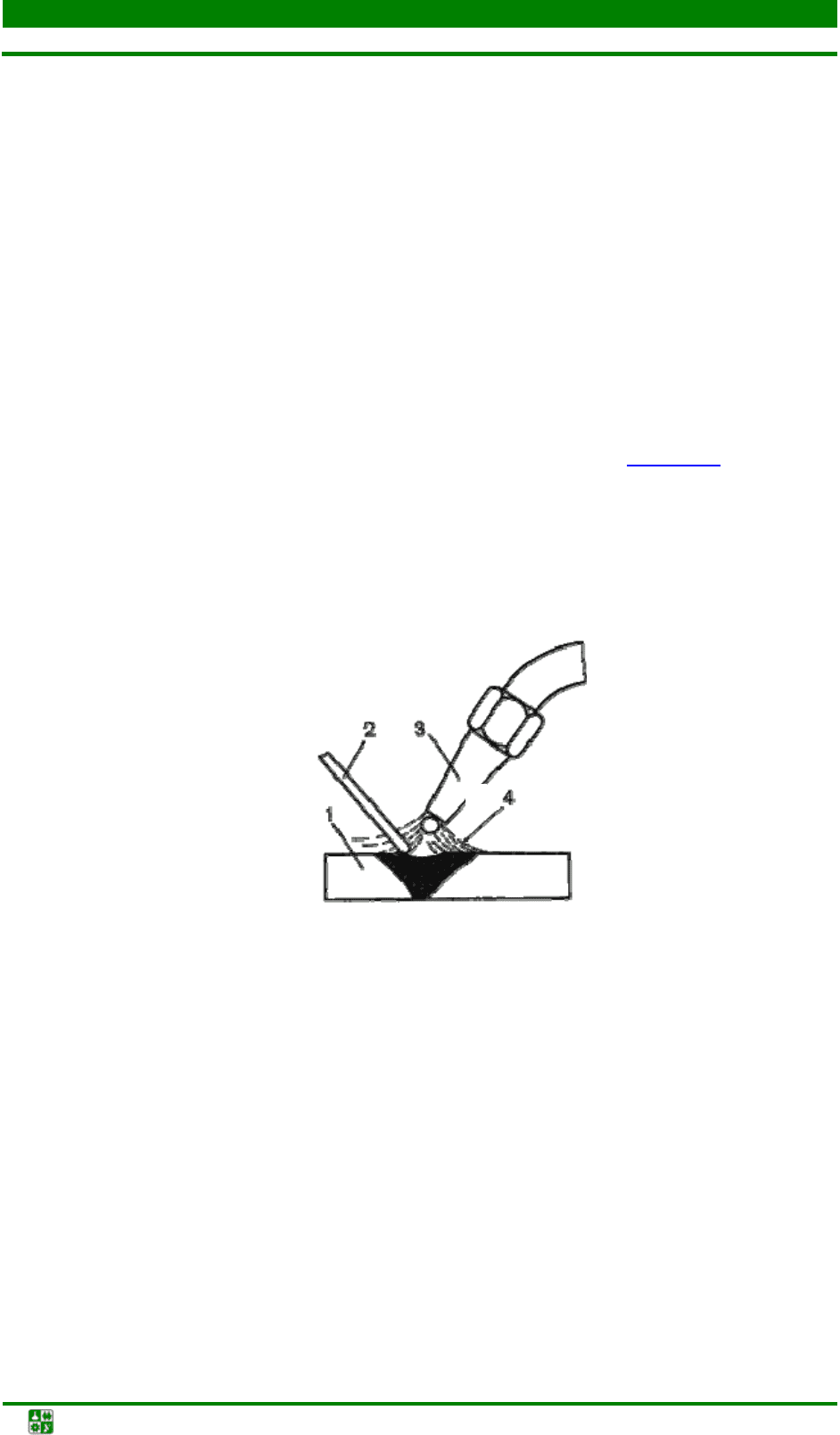
При газовой сварке, схема которой представлена на рис. 7.15
, заготовки
1
и присадочный материал
2
в виде прутка или проволоки расплавляют
высокотемпературным пламенем
4
газовой горелки
3
.
Газовое пламя получают при сгорании горючего газа в атмосфере
технически чистого кислорода. Мощность пламени регулируют сменой
наконечников горелки.
Рис. 7.15. Схема газовой сварки
Нагрев заготовки осуществляется более плавно, чем при дуговой свар-
ке, поэтому газовую сварку применяют для сварки: металла малой толщины
(0,2–5 мм); легкоплавких цветных металлов и сплавов; металлов и сплавов,
требующих постепенного нагрева и охлаждения (инструментальные стали,
латуни); для подварки дефектов в чугунных и бронзовых отливках. При
увеличении толщины металла снижается производительность и увеличива-
ется дефо
рмация.
7
7
.
.
2
2
.
.
8
8
.
.
1
1
.
.
Г
Г
а
а
з
з
ы
ы
,
,
п
п
р
р
и
и
м
м
е
е
н
н
я
я
е
е
м
м
ы
ы
е
е
п
п
р
р
и
и
с
с
в
в
а
а
р
р
к
к
е
е
В качестве горючих газов могут быть использованы ацетилен С
2
Н
2
,
водород Н
2
, природный газ (содержащий примерно 94 % СН
4
,) нефтегаз,
пары бензина и керосина. В сварочном производстве обычно применяют
2
3
4
1
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -229-
ацетилен: при горении в технически чистом кислороде он дает наиболее
высокую температуру пламени (3150 °С) и выделяет наибольшее количество
тепла (11470 ккал/м
3
). Ацетилен легче воздуха и кислорода. При содержании
в воздухе 2,8–80 % С
2
Н
2
образуется взрывчатая смесь. Воспламеняется аце-
тилен при 420 °С, становится взрывоопасным при сжатии свыше 0,18 МПа, а
также при длительном соприкосновении с медью и серебром.
Ацетилен получают из карбида кальция при взаимодействии послед-
него с водой. Реакция протекает с выделением значительного количества
тепла:
СаС
2
+ 2Н
2
О = С
2
Н
2
+ Са(ОН)
2
Ацетилен для сварки поступает из генератора, в котором его получают,
или из металлических баллонов. В баллонах ацетилен находится в смеси с
ацетоном под давлением 1,5−1,6 МПа. Для безопасности баллон с ацетиле-
ном заполняют древесным углем, создающим систему капиллярных сосудов.
Технический кислород (98,5–99,5 %) поступает к сварочным постам по
трубопроводам под давлением 0,5−1,6 МПа или из баллонов под давлением
до 15 МПа. Для понижения давления кислорода на выходе из баллона и
поддержания давления постоянным при работе применяют газовые
редукторы: они снижают давление с 15 до 0,1 МПа. Ацетиленовые редукторы
снижают давление с 1,6 до 0,02 МПа.
Из редукторов баллонов кислород и горючий газ раздельно поступают
в сварочную горелку, которая предназначена для правильного смешения
кислорода с горючим газом, подачи горючей смеси к месту сварки и создания
концентрированного пламени требуемой мощности.
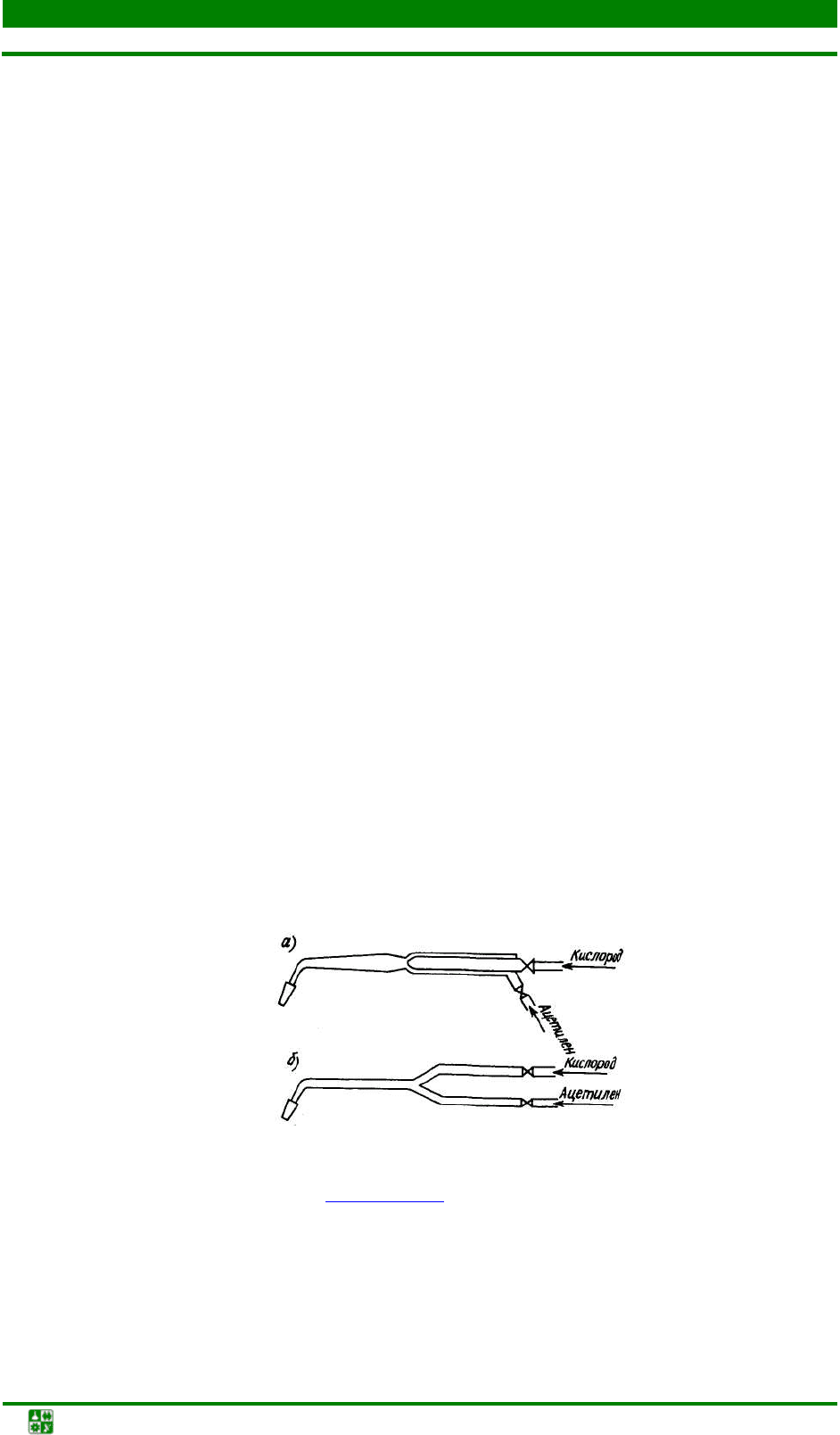
Горелки по принципу действия разделяют на инжекторные (всасыва-
ющие) низкого давления газа и безынжекторные среднего и высокого
давления. Различают одно- и многопламенные горелки.
Рис. 7.16. Схемы газовых горелок: а – инжекторной; б – безынжекторной
Кислород к инжектору (рис. 7.16, а) поступает через вентиль по шлангу
под рабочим давлением 0,1–0,5 МПа. Вытекая с большой скоростью из
инжектора в смесительную камеру, струя кислорода создает разрежение,
обеспечивающее подсос ацетилена. Ацетилен под низким давлением (0,001–
0,05 МПа) поступает по шлангу, а затем через корпус горелки – в
смесительную камеру, где смешивается с кислородом. Полученная горючая
а
б

ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -230-
смесь поступает в мундштук. По выходе из него смесь сгорает, образуя
сварочное пламя.
Безынжекторная горелка (рис. 7.16, б) работает при давлении ацетилена
более 0,05 МПа и кислорода до 0,5 МПа.
При зажигании горелки сначала на четверть оборота открывают вен-
тиль кислорода, затем открывают вентиль ацетилена и поджигают выходя-
щую из наконечника газовую смесь.
7
7
.
.
2
2
.
.
8
8
.
.
2
2
.
.
С
С
в
в
а
а
р
р
о
о
ч
ч
н
н
о
о
е
е
а
а
ц
ц
е
е
т
т
и
и
л
л
е
е
н
н
о
о
-
-
к
к
и
и
с
с
л
л
о
о
р
р
о
о
д
д
н
н
о
о
е
е
п
п
л
л
а
а
м
м
я
я
Строение, температура и влияние сварочного пламени на расплавлен-
ный металл зависят от соотношения кислорода и ацетилена в горючей смеси.
Горение ацетилена может быть представлено следующей реакцией,
протекающей в две стадии:
С
2
Н
2
+ 2,5О
2
= 2СО
2
+ Н
2
О
пар
В первой стадии в горелку подают один объем ацетилена и один объем
кислорода (С
2
Н
2
+ О
2
= 2СО + Н
2
).
Во второй стадии за счет кислорода окружающего воздуха протекает
реакция
2СО + Н
2
+ 1,5О
2
= 2СО
2
+ Н
2
О
В зависимости от соотношения кислорода и ацетилена в исходной
горючей смеси различают три вида кислородно-ацетиленового пламени:
• нейтральное, или нормальное восстановительное, пламя при соот-
ношении О
2
: С
2
Н
2
= 1
:
1,2. Таким пламенем сваривают большинство метал-
лов и сплавов;
• науглероживающее пламя при соотношении О
2
:
С
2
Н
<
1, т. е. при
избытке ацетилена. Ядро пламени при этом удлиняется по сравнению с
ядром нормального пламени, пламя теряет резкие очертания. Такое пламя
применяют при сварке чугуна и наплавке быстрорежущих сталей и твердых
сплавов;
• окислительное пламя при соотношении О
2
:
С
2
Н
2
>
1,2, т. е. при из-
бытке кислорода. Пламя при этом приобретает голубоватый оттенок, разме-
ры ядра пламени уменьшаются. Такое пламя применяют при сварке латуней.