Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -191-
Заготовительные ручьи.
Основная операция ГОШ может быть
выполнена за один или несколько переходов. При каждом переходе
формообразование осуществляется специальной рабочей полостью штампа –
ручьем
. Переходы и ручьи делятся на две группы: заготовительные и
штамповочные. Схема технологического процесса получения сложной
заготовки в нескольких ручьях представлена на рис. 6.49
.
Заготовительные ручьи предназначены для фасонирования в штампах.
Фасонирование
– перераспределение металла заготовки с целью придания ей
формы, обеспечивающей последующую штамповку с малым отходом металла.
К заготовительным ручьям относятся протяжной, подкатной, пережим-
ной и гибочный, а также площадка для осадки.
Протяжной ручей
предназначен для увеличения длины отдельных
участков заготовки за счет уменьшения площади их поперечного сечения,
выполняемого воздействием частых слабых ударов с кантованием заготовки.
Подкатной ручей
служит для местного увеличения сечения заготовки
(набора металла) за счет уменьшения сечения рядом лежащих участков, т. е.
для распределения объема металла вдоль оси заготовки в соответствии с
распределением его в поковке. Переход осуществляется за несколько ударов
с кантованием.
Пережимной ручей
предназначен для уменьшения вертикального раз-
мера заготовки в местах, требующих уширения. Выполняется за 1–3 удара.
Гибочный ручей
применяют только при штамповке поковок, имеющих
изогнутую ось. Служит для придания заготовке формы поковки в плоскости
разъема. Из гибочного ручья в следующий ручей заготовку передают с
поворотом на 90°.
При штамповке поковок, имеющих в плане форму окружности или
близкую к ней, часто применяют осадку исходной заготовки до требуемых
размеров по высоте и диамет
ру. Для этого на плоскости штампа предусмат-
ривают площадку для осадки.
Штамповочные ручьи
предназначены для получения готовой поков-
ки. К штамповочным ручьям относятся черновой (предварительный) и чисто-
вой (окончательный).
Черновой ручей
предназначен для максимального приближения формы
заготовки к форме поковки сложной конфигурации. Глубина ручья несколько
больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заго-
товка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны
увеличиваются. В открытых штампах черновой ручей не имеет облойной ка-
навки. Применяется для снижения износа чистового ручья, но может
отсутствовать.
Чистовой ручей
служит для получения готовой поковки, имеет раз-
меры горячей поковки, т. е. больше, чем у холодной поковки, на величину
усадки. В открытых штампах по периметру ручья предусмотрена облойная
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -192-
канавка для приема избыточного металла. Чистовой ручей расположен в
центре штампа, так как в нем возникают наибольшие усилия при штамповке.
Горизонтально-ковочная машина (
ГКМ
)
представляет собой механи-
ческий кривошипный штамповочный пресс, имеющий разъемную матрицу,
одна часть которой является подвижной – зажимной.
Кроме главного деформирующего ползуна имеется ползун, движение
которого перпендикулярно движению главного.
Горизонтально-ковочные машины выбираются по номинальному уси-
лию, которое составляет 1–31,5 МН.
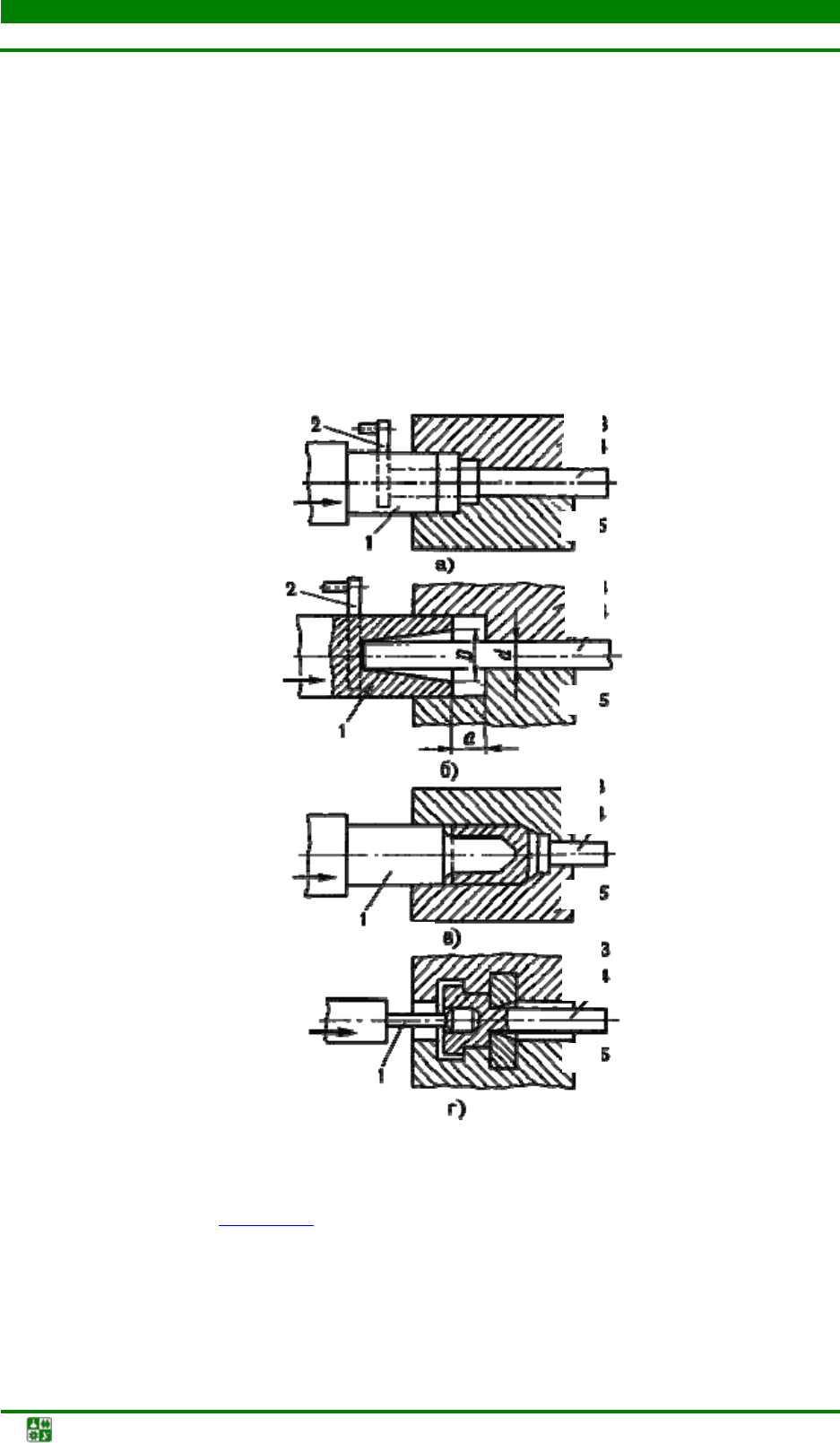
Рис. 6.50. Схемы операций при штамповке на горизонтально-ковочной машине:
а, б – высадка; в – прошивка; г – пробивка
Штамп ГКМ (рис. 6.50
) состоит из трех частей: неподвижной матрицы
3
, подвижной матрицы
5
и пуансона
1
, размыкающихся в двух взаимно пер-
пендикулярных плоскостях. Пруток
4
с нагретым участком на его конце
закладывают в неподвижную матрицу. Положение конца прутка определя-
ется упором
2
. При включении машины подвижная матрица
5
прижимает
5
5
5
5
4
4
3
4
4
3
4
3
4
2
2
1
1
1
1
а
б
в
г
3

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -193-
пруток к неподвижной матрице, упор автоматически отходит в сторону, и
только после этого пуансон
1
соприкасается с выступающей частью прутка и
деформирует ее. Металл при этом заполняет формующую полость, распо-
ложенную впереди зажимной части. Формующая полость может находиться
либо в матрице, либо в пуансоне, либо совместно в матрице и пуансоне.
По окончании деформирования пуансон движется в обратном
направлении, выходя из полости матрицы. Матрицы разжимаются,
деформированную заготовку вынимают, или она выпадает из них.
Штамповка выполняется за несколько переходов в отдельных ручьях,
оси которых расположены одна над другой. Каждый переход осущ
ествляется
за один рабочий ход ползуна.
Основные операции при штамповке на ГКМ – высадка, прошивка,
пробивка. За один переход можно высадить выступающий из зажимной
части матрицы конец прутка только в том случ
ае, если его длина не превы-
шает трех диаметров. При большей длине возможен изгиб заготовки,
поэтому предварительно необходимо произвести набор металла в полости
пуансона, которой придают коническую форму.
В качестве исходной заготовки используют пруток круглого или
квадратного сечения, трубный прокат. Штампуют следующие поковки:
стержни с утолщениями и глухими отверстиями, кольца, трубчатые детали со
сквозными и глухими отверстиями.
Достоинством ГКМ являют
ся малые напуски на поковки и штамповоч-
ные уклоны или их отсутствие (так как штамп состоит из трех частей). К
недостаткам ГКМ следует отнести их малую универсальность и высокую
стоимость.
Ротационные способы изготовления поковок.
В основе этих спосо-
бов лежит процесс ротационного обжатия при вращении инструмента или
заготовки. При обкатывании инструментом заготовки очаг деформации
имеет локальный характер и постоянно перемещается по заготовке, вследст-
вие чего усилие, действующее на инструмент, меньше, чем при штамповке.
Это позволяет изготовлять поковки большой массы (заготовка вагонных
осей) с большой точностью, так как упругие деформации при мень
ших
усилиях меньше.
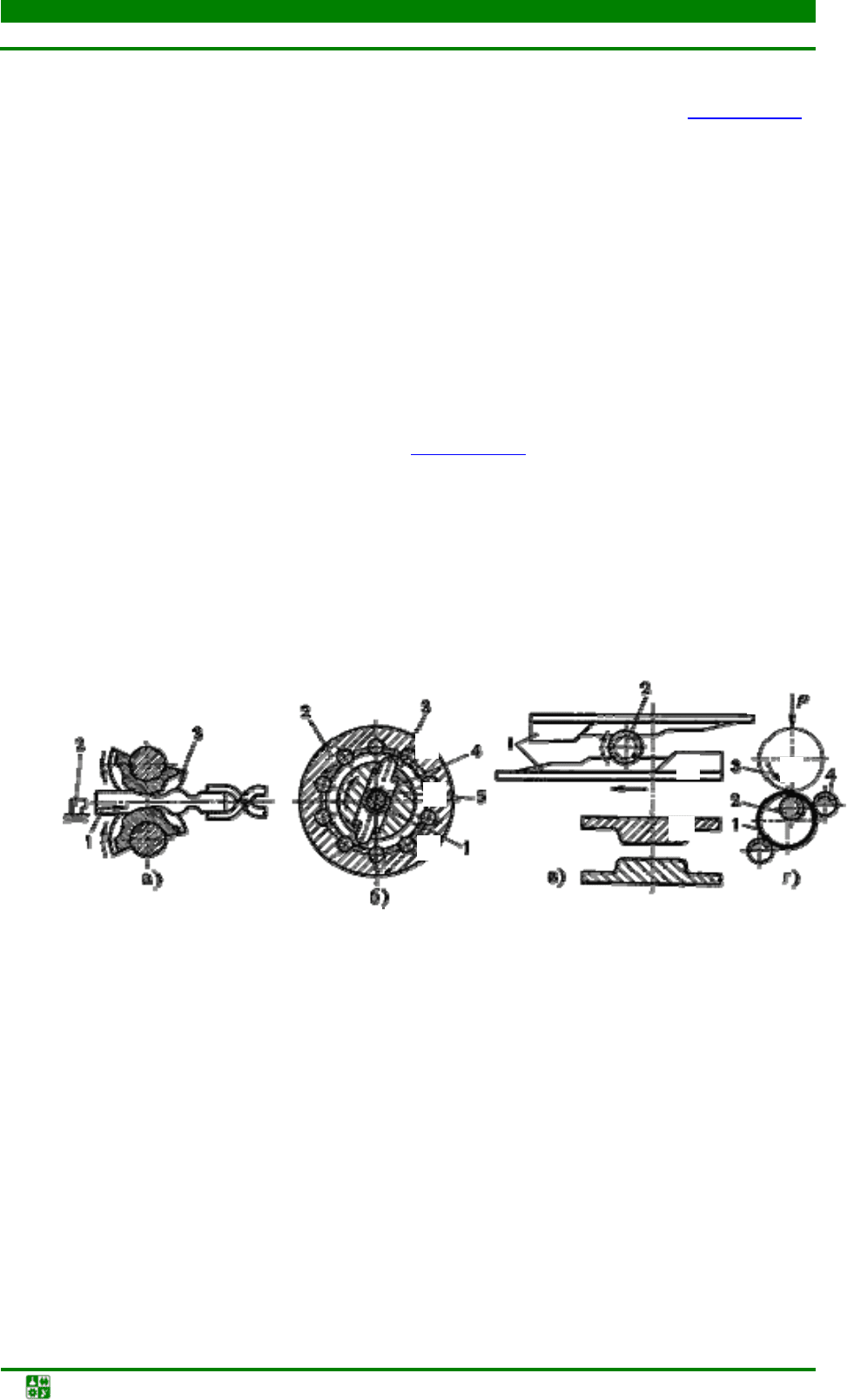
Штамповка на ковочных вальцах
напоминает продольную прокатку.
На двух валках закрепляют секторные штампы, имеющие соответствующие
ручьи (рис. 6.51,
а
). Нагретую заготовку
1
подают до упора
2
, когда сектор-
ные штампы
3
расходятся. При повороте валков происходит захват заготовки
и обжатие ее по форме полости; одновременно с обжатием заготовка
выталкивается в сторону подачи.
На вальцах изготовляют поковки типа звеньев цепей, рычагов, гаечных
ключей и т. п., а также осуществляют фасонирование заготовок. Исходное
сечение заготовки принимают равным максимальному сечению поковки, так
как при вальцовке происходит главным образом протяжка.
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -194-
Штамповка на ротационно-ковочных машинах
подобна операции про-
тяжки и заключается в местном обжатии заготовки по периметру (рис. 6.51,
б
).
Заготовку
1
в виде прутка или трубы помещают в отверстие между бойками
5
машины, находящимися в шпинделе
4.
Бойки могут свободно скользить в
радиально расположенных пазах шпинделя. При вращении шпинделя ролики
3
, помещенные в обойме
2
, толкают бойки
5
, которые наносят удары по
заготовке. В исходное положение бойки возвращаются под действием
центробежных сил. В машинах этого типа получают поковки, имеющие
форму тел вращения.
Существуют машины, у которых вместо шпинделя с бойками вращает-
ся обойма с роликами; в этом случае для возвратного движения ползунов
служат пружины. В таких машинах получают поковки квадратного,
прямоугольного и други
х сечений.
Поперечно-клиновой прокаткой
(рис. 6.51,
в
) получают заготовки валов
и осей с резкими ступенчатыми переходами диаметром от 12 до 120 мм.
Деформирование может осуществляться инструментом в виде двух валков,
валка и сегмента или двух плоских плит.
Плоскоклиновой инструмент наиболее прост и обеспечивает получение
валов сложной конфигурации с высокой точностью. Заготовка
2
из круглого
прокатанного прутка после нагрева автоматически перемещается в рабочую
зону клиньев
1
в их исходном положении.
а б в г
Рис. 6.51. Схемы действия ковочных вальцов (
а), ротационно-ковочной машины (б),
станов поперечно-клиновой прокатки (в), раскатки (г)
Клиновой инструмент, закрепленный в подвижной салазке стана,
совершает прямолинейное движение. Заготовка прокатывается между двумя
клиновыми плитами.
6
6
.
.
6
6
.
.
2
2
.
.
2
2
.
.
К
К
о
о
н
н
с
с
т
т
р
р
у
у
и
и
р
р
о
о
в
в
а
а
н
н
и
и
е
е
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
,
,
п
п
о
о
л
л
у
у
ч
ч
а
а
е
е
м
м
ы
ы
х
х
о
о
б
б
ъ
ъ
е
е
м
м
н
н
о
о
й
й
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
к
к
о
о
й
й
Исходной информацией для конструирования поковки являются эскиз
проектируемой детали с указанием на нем основных размеров и марки
материала, программа выпуска детали, условия эксплуатации изделия,
основные сведения о технологии обработки поковки после штамповки.
1
1
1
1
2
2
2
2
4
4
3
3
3
5
Р
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -195-
В начале проектирования определяют способ штамповки, который
может влиять на конфигурацию, размеры и точность поковки. Способ
обработки давлением выбирают исходя из конструктивно-технологических
признаков детали, технико-экономических показателей различных способов
объемной штамповки, программы выпуска изделия.
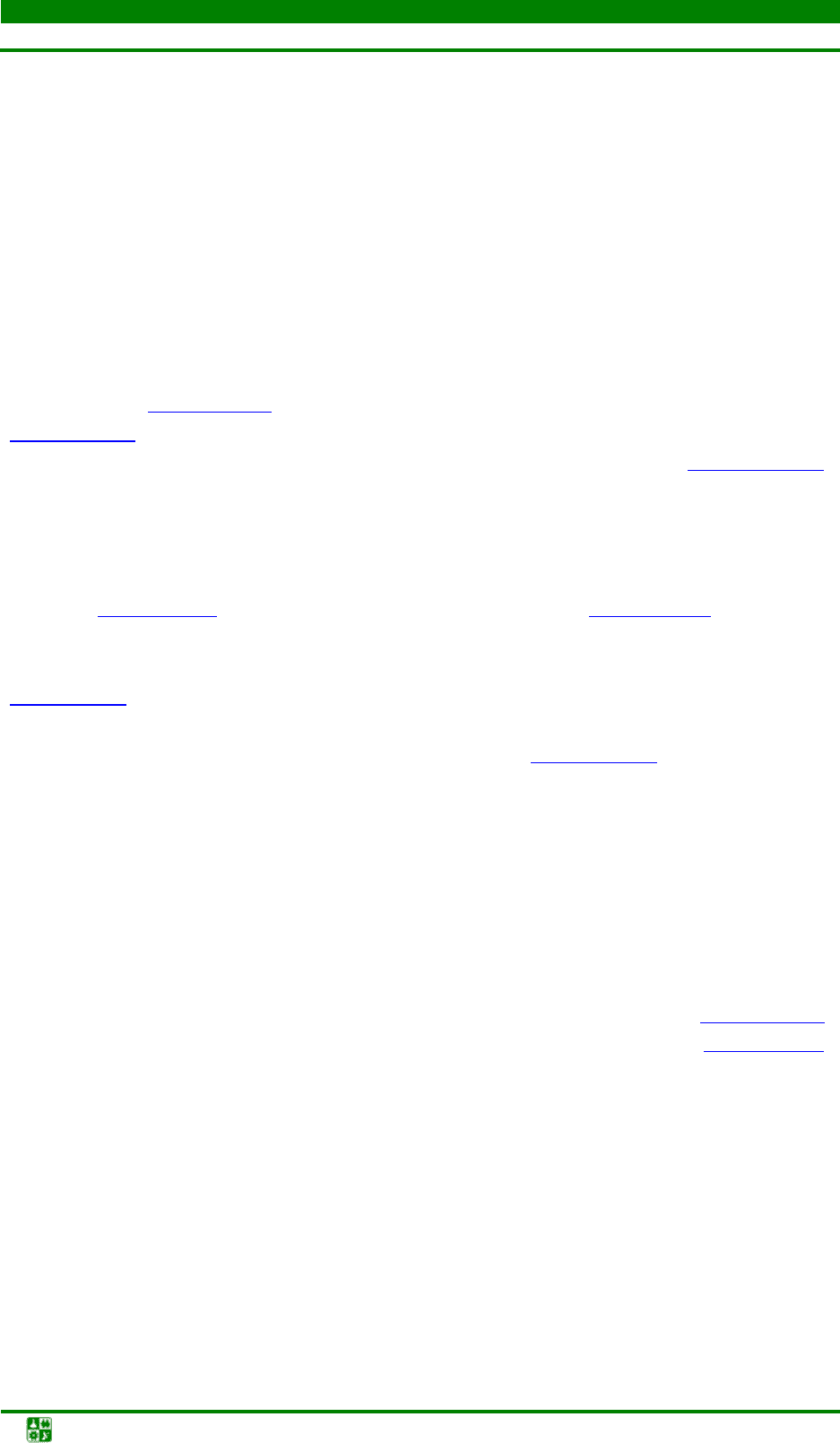
Затем определяют положение поверхности разъема штампа. При этом
предусматривают возможность свободного извлечения поковки из полости
штампа. Для этого площадь поперечного сечен
ия выше и ниже поверхности
разъема штампа должна уменьшаться по мере удаления за счет конструк-
тивных особенностей изделия и конструктивных уклонов. Например, для
шара поверхность разъема может проходить через диаметральное сечение
фигуры
1
−
1 (рис. 6.52, а). Смещение поверхности разъема в положение 2−2
(рис. 6.52,
б) приводит к напускам и искажению формы поковки. Для куба
возможны три положения поверхности разъема штампов (рис. 6.52,
в):
плоскости
1 и 2 требуют напусков от штамповочных уклонов по четырем
боковым поверхностям; плоскость
3 создает в каждой части штампа
естественные откосы, т. е. конструктивные уклоны по двум плоскостям.
Для коротких цилиндров целесообразно применять разъем по плос-
кости
2 (рис. 6.52, г), для длинных − по плоскости 3 (рис. 6.52, д). При изго-
товлении поковок, имеющих форму усеченного конуса, используют вариант
1 для изделия небольшой высоты, а для поковок большой высоты − вариант 2
(рис. 6.52,
е).
При изготовлении зубчатых колес предпочтительно расположение
поверхности разъема по схеме, показанной на рис. 6.52,
г, так как макро-
структура поковки получается одинаковой у всех зубьев, что обеспечивает
высокую и равномерную прочность.
В целях облегчения заполнения металлом полости штампа желательно
выбрать полость разъема таким образом, чтобы полости штампа имели
наименьшую глубину. При этом в процессе штамповки возможен сдвиг
одной половины штампа относительно другой. Чтобы такой сдвиг можно
было легко контролиров
ать, плоскость разъема должна пересекать
вертикальную поверхность поковки. Поэтому при изготовлении поковки в
открытом штампе следует применять разъем по плоскости
2 (рис. 6.52, г).
Желательно, чтобы поверхность разъема штампа была плоской (рис. 6.52,
а):
это обеспечивает относительно простое изготовление штампов.
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -196-
Рис. 6.52. Возможные положения поверхностей разъема штампов
для простых геометрических фигур
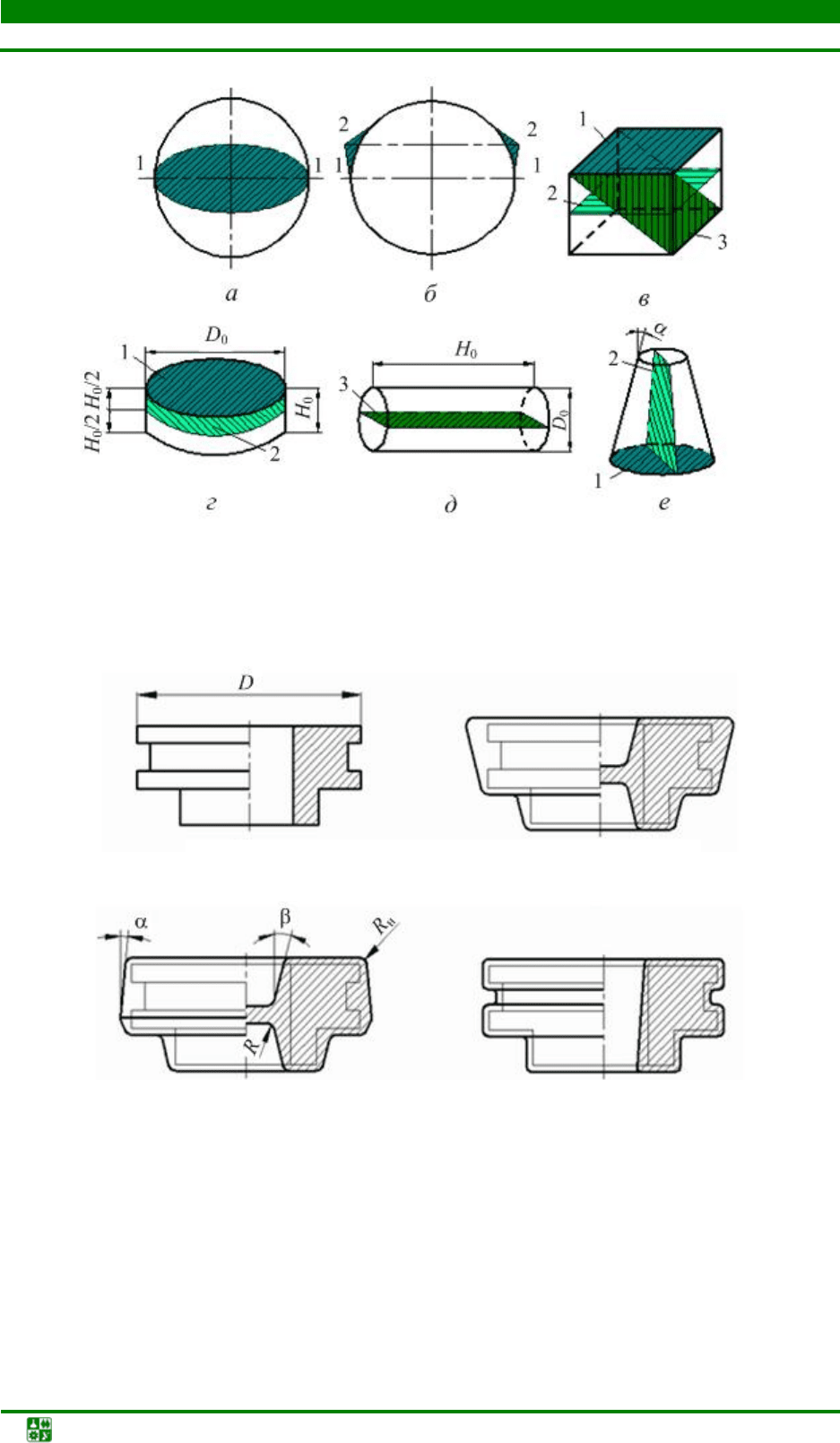
Рис. 6.53. Примеры составления чертежа поковки: а − деталь; б − поковка
при штамповке в открытом штампе;
в − то же, в закрытом штампе с одной
плоскостью разъема; г − то же, в закрытом штампе с двумя плоскостями разъема
Затем рассчитывают массу поковки, увеличивая массу проектируемой
детали примерно на 30 %, и устанавливают степень сложности поковки,
а б
в г

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -197-
группу стали, а также напуски и припуски на механическую обработку
поверхности изделия.
Напуски назначают на полости, впадины, выемки, которые нельзя
получить штамповкой. К напускам относят штамповочные уклоны, радиусы
закругления и перемычки отверстий (рис. 6.53
).
Припуски на механическую обработку назначают в зависимости от ис-
ходного индекса (массы, группы стали, степени сложности, класса точности),
линейных размеров и шероховатости поверхности поковки.
Допуски и допускаемые отклонения линейных размеров назначают в
зависимости от исходного индекса и размеров заготовки.
Далее на поверхности поковок, параллельные движению инструмента,
назначают штамповочные уклоны, которые необходимы для облегчения
заполнения полости штамп
а и извлечения поковки. Внутренние уклоны β
больше наружных α (рис. 6.53,
б), значения которых зависят от формы и раз-
меров полости штампов, глубины их полости, деформируемости материала
поковки, способа штамповки, наличия выталкивателей в штампах.
Радиусы закруглений назначают для уменьшения концентрации напря-
жений в углах ручьев штампа и улучшения заполнения штампа. Внутренние
радиусы закругления
R примерно в 3 раза больше наружных R
н
(рис. 6.53, б).
При наличии в детали полости проектируют наметку отверстия. В этом
случае, когда обработку давлением заготовок выполняют в штампах с одной
плоскостью разъема, нельзя получить сквозное отверстие, поэтому необхо-
димо предусмотреть в поковке наметку с тонкой перемычкой (пленкой).
Толщина перемычки должна быть более 4 мм, так как при меньшем значении
резко возрастают удельные силы, формирующие наметку. Обычно толщину
пленки под прошив
ку принимают равной
S = 0,1d
отв
, где d
отв
− диаметр полу-
чаемого отверстия. При изготовлении тонких заготовок в наиболее тяжелых
условиях работают выступы штампов, поэтому при
d
отв
<
30 мм наметку, как
правило, не делают.
При штамповке поковок, имеющих в плане форму окружности, часто
применяют осадку исходной заготовки до требуемого размера по высоте и
диаметру. Для этой цели на плоскости штампа предусматривают площадку
для осадки. В качестве примера в табл. 6.1
перечислены последовательность
операций, оборудование и инструменты, применяемые при горячей объемной
штамповке заготовки конического зубчатого колеса. Анализ эскизов поковок,
полученных ковкой и объемной штамповкой (табл. 6.1
), позволяет
установить, что при одинаковых размерах исходной заготовки (профиля)
деформация в штампах обеспечивает получение заготовок с меньшими
допусками на размеры и припусками на механическую обработку.
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -198-
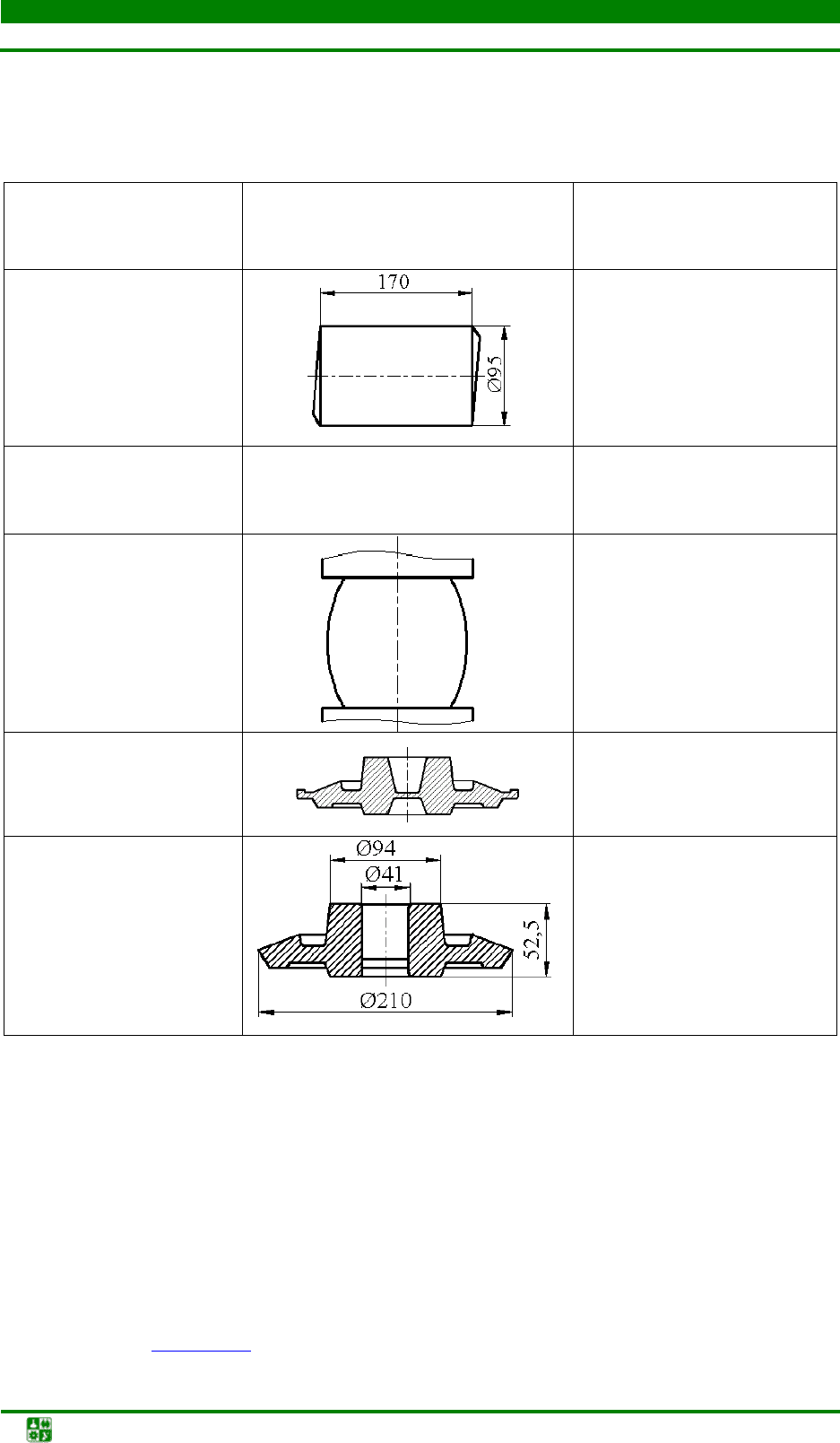
Таблица 6.1
Последовательность изготовления поковки объемной штамповкой
Наименование
операций и
переходов
Эскизы переходов
Оборудование,
инструмент
Отрезка заготовки Ножницы, ножи
Нагрев заготовки
−
Индукционное
нагре-вательное
устройство
Осадка в
заготовитель-ном
ручье штампа
Молот; площадка
для осадки
молотового штампа
Штамповка в
штампо-вочном
ручье
Молот; открытый
штамп
Обрезка облоя,
пробив-ка
отверстия
Механический
пресс;
штамп, совмещенный
для обрезки облоя и
пробивки отверстия
Рассмотренные правила и последовательность конструирования
поковок, получаемых в открытых штампах с одной плоскостью разъема, в
основном справедливы при изготовлении изделий другими способами
штамповки. Вместе с тем каждый из способов имеет свои особенности.
Например, при штамповке в закрытых штампах и штампах для выдавливания
полость разъема обычно выбирают по наибольшей торцевой поверхности
изделия. Штамповочные уклоны, как правило, назнач
ают несколько меньше,
чем при штамповке в открытых штампах.
Штампы с разъемными матрицами могут иметь две и более плоскости
разъема (см. рис. 6.47
). Поэтому поковки, получаемые с помощью такого

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -199-
инструмента, в большинстве своем характеризуются меньшим объемом
напусков и возможностью изготовления поковок со сквозными отверстиями.
Кроме того, наличие двух плоскостей разъема не требует на поковках
напусков там, где они необходимы в штампах с одной плоскостью разъема.
Штамповочные уклоны назначают значительно меньшего размера, или их
можно совсем не предусматривать.
Поковки, изготавливаемые холодной объемной шта
мповкой, имеют
меньшие уклоны и радиусы закругления, чем при горячей объемной
штамповке. Обычно под холодной штамповкой понимают обработку
давлением без предварительного нагрева заготовки. Отсутствие окалины
(толстой оксидной пленки) обеспечивает высокую точность формы, размеров
и низкую шероховатость поверхностей заготовок. Это уменьшает объем
механической обработки резанием при изготовлении деталей.
6
6
.
.
6
6
.
.
2
2
.
.
3
3
.
.
О
О
б
б
е
е
с
с
п
п
е
е
ч
ч
е
е
н
н
и
и
е
е
т
т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
н
н
о
о
с
с
т
т
и
и
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
а
а
н
н
н
н
о
о
й
й
з
з
а
а
г
г
о
о
т
т
о
о
в
в
к
к
и
и
Рациональной формой детали обычно считают такую, при которой все
элементы конструкции имеют простую геометрическую форму и плавно
сопряжены друг с другом. Размеры конструктивных элементов должны
соответствовать возможностям конкретного технологического процесса.
Рациональную форму штампуемой заготовки выбирают с учетом следующих
основных положений:
•
площадь поперечного сечения по длине изделия не должна изме-
няться более чем в 3 раза;
•
нежелательно, чтобы заготовка имела переменную по длине толщину
ребер;
•
выступы и ребра не должны располагаться близко друг к другу, так
как затрудняется течение металла в выступы и снижается стойкость
штампов;
•
при штамповке (высадке) утолщений на концах стержней диаметр
высаженной части не должен быть больше четырех диаметров исходной
заготовки, а высота высаженного утолщения должна превышать 0,05–0,125
диаметра утолщения;
•
толщину тонкой стенки поковки, расположенной в плоскости разъе-
ма штампа, не следует проектировать менее 1,5 мм, так как в противном
случае происходит ее быстрое остывание, ведущее к снижению стойкости
штампа.
При изготовлении в открытых штампах поковок сложной пространст-
венной формы расходуется много металла в результате его отхода в облой.
Кроме того, штамповка сло
жных поковок отличается относительно низкой
производительностью, так как требуется применение многоручьевых штам-
пов. Конструкцию детали можно считать технологически рациональной, если
она соответствует конструкции стандартизированного или унифицирован-
ного изделия, изготовление которого уже освоено. Более рациональной

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -200-
можно сделать конструкцию заготовки, если взамен цельноштампованной
детали сложной формы использовать сварную конструкцию, состоящую из
элементов, штамповка которых с последующей сваркой является более
эффективной.
Основными показателями высокой технологичности проектируемой
детали являются:
•
минимальный расход металла при штамповке, т. е. высокий коэффи-
циент выхода годного (КВГ);
•
отсутствие или небольшой объем последующей обработки поковки
резанием, т. е. высокий коэффициент весовой точности (КВТ);
•
минимальное количество технологических операций обработки дав-
лением и низкая их себестоимость;
•
высокая производительность на всех этапах производства;
•
минимальное количество технологических операций обработки дав-
лением, резанием и их низкая себестоимость;
•
высокая стойкость штампов.
При конструировании детали следует проверить возможность измене-
ния ее формы с целью повышения технологичности поковки. Для этого
необходимо рассмотреть целесообразность получения заготовки в закрытом
штампе вместо открытого. Суммарной оценкой технологичности конструк-
ции обычно является себестоимость детали, которая в значительной степени
зависит от программы выпуска изделий.
6
6
.
.
7
7
.
.
Х
Х
о
о
л
л
о
о
д
д
н
н
а
а
я
я
л
л
и
и
с
с
т
т
о
о
в
в
а
а
я
я
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
к
к
а
а
6
6
.
.
7
7
.
.
1
1
.
.
О
О
б
б
щ
щ
а
а
я
я
х
х
а
а
р
р
а
а
к
к
т
т
е
е
р
р
и
и
с
с
т
т
и
и
к
к
а
а
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
о
о
в
в
п
п
о
о
л
л
у
у
ч
ч
е
е
н
н
и
и
я
я
и
и
з
з
д
д
е
е
л
л
и
и
й
й
и
и
з
з
л
л
и
и
с
с
т
т
о
о
в
в
ы
ы
х
х
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
Листовой штамповкой изготавливают самые разнообразные плоские и
пространственные изделия массой от долей граммов (например, секундная
стрелка наручных часов) до десятков килограммов с размерами, составляю-
щими несколько квадратных метров (корпус автомобиля, самолета и т. д.).
Преимуществом листовой штамповки является возможность получения
изделий минимальной массы при заданных значениях прочности и жесткости
(относительной толщины), что позволяет до минимума со
кратить отделочные
операции. В качестве заготовки при листовой штамповке используют полу-
ченные прокаткой лист, полосу или ленту. Толщина листа при холодной
штамповке составляет обычно не более 10 мм и только в редких случаях дос-
тигает 20 мм. Изделия из заготовок толщиной более 20 мм штампуют с на-
гревом (горячая ли
стовая штамповка), что позволяет значительно уменьшить
силы деформирования по сравнению с силами при холодной штамповке.
Материал, используемый для штамповки, должен не только отвечать
требованиям эксплуатации, но и обладать высокой штампуемостью, т. е.
способностью листовой заготовки деформироваться при формоизменяющих