Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -181-
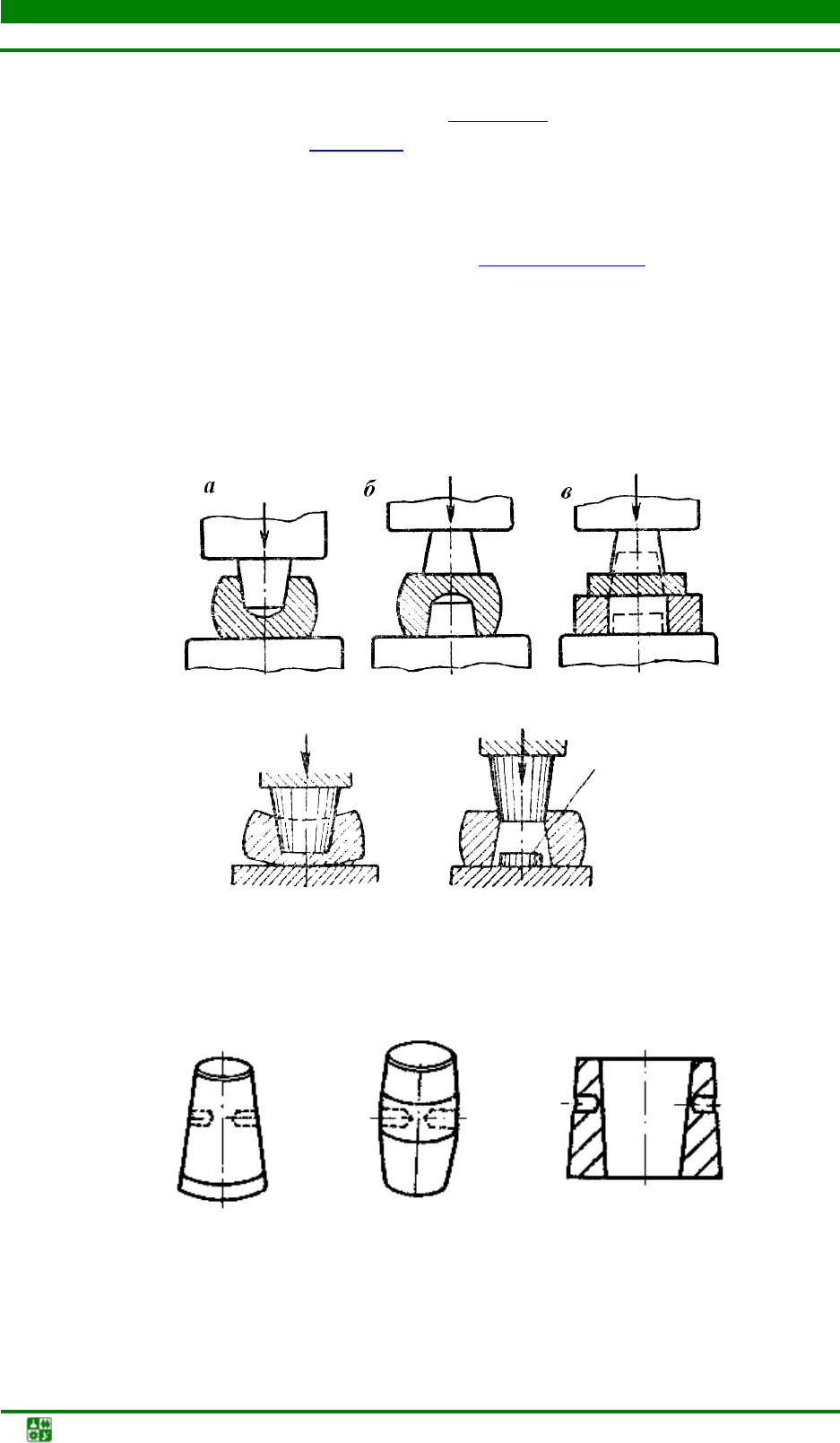
Прошивка – это операция получения сквозных и глухих отверстий в
заготовке за счет вытеснения металла (рис. 6.37
). Инструментом для про-
шивни являются прошивни (рис. 6.38
) – сплошные и пустотелые; последними
прошивают отверстия большого диаметра (400–900 мм). Диаметр прошивня
выбирают равным 1/2–1/3 наружного диаметра заготовки, при большом
диаметре прошивня значительно искажается форма прошиваемой заготовки.
Прошивку пустотелым прошивнем (рис. 6.37, а, б
) применяют для
получения отверстий диаметром больше 400 мм, при этом металл течет во
внутрь полого прошивня. При внедрении прошивня на глубину 3/4–4/5 от
высоты заготовки ее переворачивают и, ударяя широким торцом прошивня,
получают сквозное отверстие. Вместе с прошивнем из отверстия извлекают
отходы (выдру). Эту операцию применяют также для удаления некачествен-
ной сердцевины слитка.
Рис. 6.37. Прошивка отверстий в поковках:
а
−
в – полым прошивнем; г, д – сплошным прошивнем
а б в
Рис. 6.38. Прошивни: а, б – сплошные; в – полый
а
б
в
Выдра
д
г
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -182-
Прошивка тонких заготовок (рис. 6.37, в) осуществляется с помощью
подкладного кольца (установленного на нижнем бойке), в которое удаляется
выдра после удара по заготовке прошивнем.
При прошивке сплошным прошивнем высоких поковок (рис. 6.37, г
)
осаженную заготовку устанавливают на нижнем бойке, а на нее по центру
сверху − прошивень (рис. 6.38, а
), торцом меньшего диаметра вниз. Слегка
вдавливают прошивень в металл заготовки, а затем ударяют. При этом
металл вначале выдавливается из-под прошивня в стороны (рис. 6.37, г
) −
получают глухое отверстие 3/4 высоты заготовки. Затем заготовку
поворачивают на 180° и ставят на нижний боек отверстием вниз, производят
сквозную прошивку с обратной стороны (рис. 6.37, д
). Полученная выдра по
объему составляет лишь 1/4 объема прошиваемого отверстия.
Для уменьшения трения между прошивнем и заготовкой получаемое
углубление припыливают порошком молотого угля или графита.
Использование полого прошивня по сравнению со сплошным снижает
усилие прошивки.
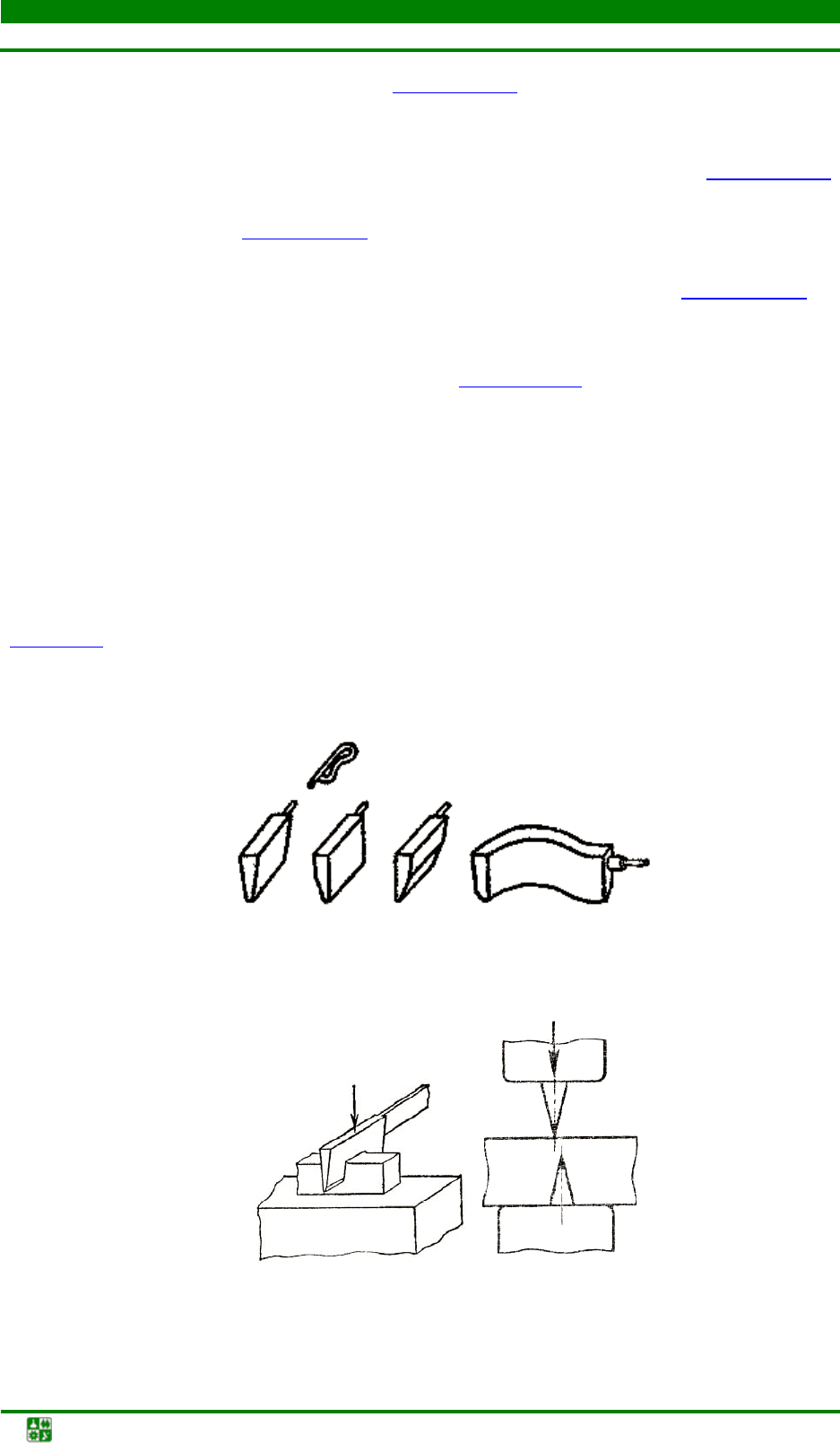
Отрубка – полное отделение части заготовки по незамкнутому контуру
путем внедрения в заготовку деформирующего инструмента – топора
(рис. 6.39
). Отрубку металла производят в горячем состоянии и применяют
для отделения заготовок под ковку от прутков, для удаления прибыльной и
данной части слитков и т. д.
а б в г
Рис. 6.39. Топоры для отрубки: а – двусторонний; б – односторонний левый;
в – односторонний правый; г – фасонный
Рис. 6.40. Отрубка с поворотом заготовки
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -183-
Рис. 6.41. Скручивание
а б
Рис. 6.42. Схема осадки: а – исходная заготовка; б – поковка после осадки
Рис. 6.43. Высадка
Применяют топоры двусторонние (рис. 6.39, а
) и односторонние
(рис. 6.39, б, в
) – правые и левые. Последние обеспечивают меньший отход
металла и меньшие припуски на механическую обработку. Вырубку дефек-
тов с поверхности поковок выполняют фасонным топором (рис. 6.39, г
).
При отрубке нагретую заготовку (рис. 6.40
) располагают на середине
нижнего бойка и измерительным инструментом или шаблоном намечают
место установки топора. Топор верхним бойком внедряется на глубину,
составляющую примерно 3/4 высоты заготовки. Затем заготовку поворачи-
вают на 180° (рис. 6.40
) и производят окончательное отделение части заго-
товки. Второй вариант отрубки выполняют без поворота заготовки: после
τ τ
ττ
D
H
1
H
D
т
D
ср
D
в
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -184-
удаления топора из надрубленного места заготовки под перемычку уклады-
вают квадрат и верхним бойком производят разделение материала.
Скручивание (закручивание)
применяется для формирования колен
поковки вала. Одно колено зажимают бойками молота, а на другое надевают
вилку и медленно ее поворачивают (рис. 6.41
).
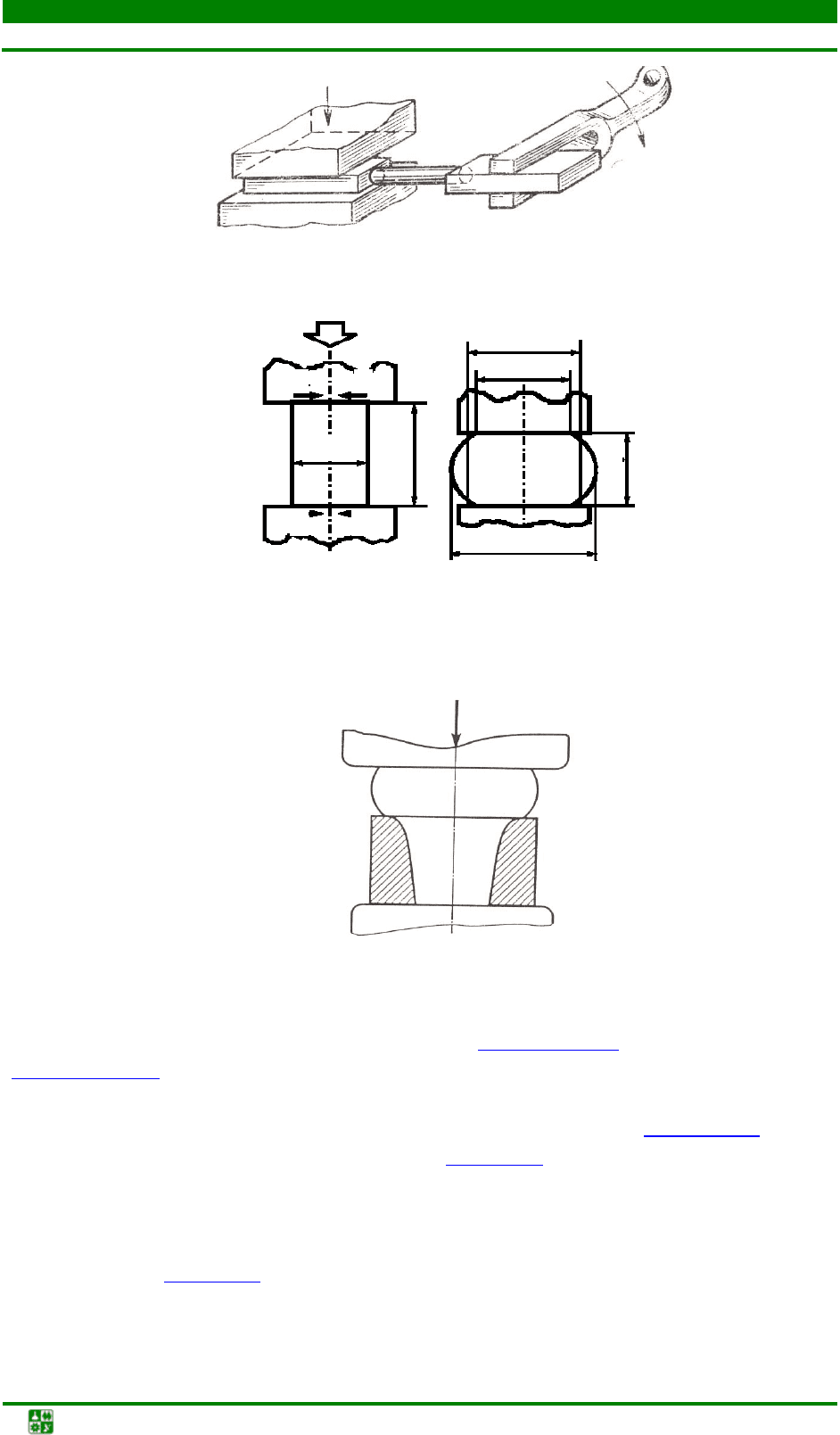
Осадка
– операция уменьшения высоты заготовки при увеличении
площади ее поперечного сечения (рис. 6.42
).
Осадку применяют:
для получения поковок с большими поперечными размерами при
относительно малой высоте (зубчатые колеса, диски и т. п.);
как предварительную операцию перед прошивкой при изготовлении
пустотелых поковок (колец, барабанов);
как предварительную операцию для уничтожения литой дендритной
структуры слитка и улучшения механических свойств изделия.
Схема осадки под молотом цилиндрической заготовки (рис. 6.42) име
ет
диаметр D и высоту Н. В результате действия сил трения τ на контактных
поверхностях бойка и заготовки не только изменяются размеры заготовки, но
и искажается ее форма: вместо цилиндра получается выпуклое (бочко-
образное) тело с диаметром торцов D
т
и диаметром выпученной части D
в
. В
технологических расчетах обычно учитывают средний диаметр поковки
исходя из условия постоянства объема:
1
ср
H
H
DD = .
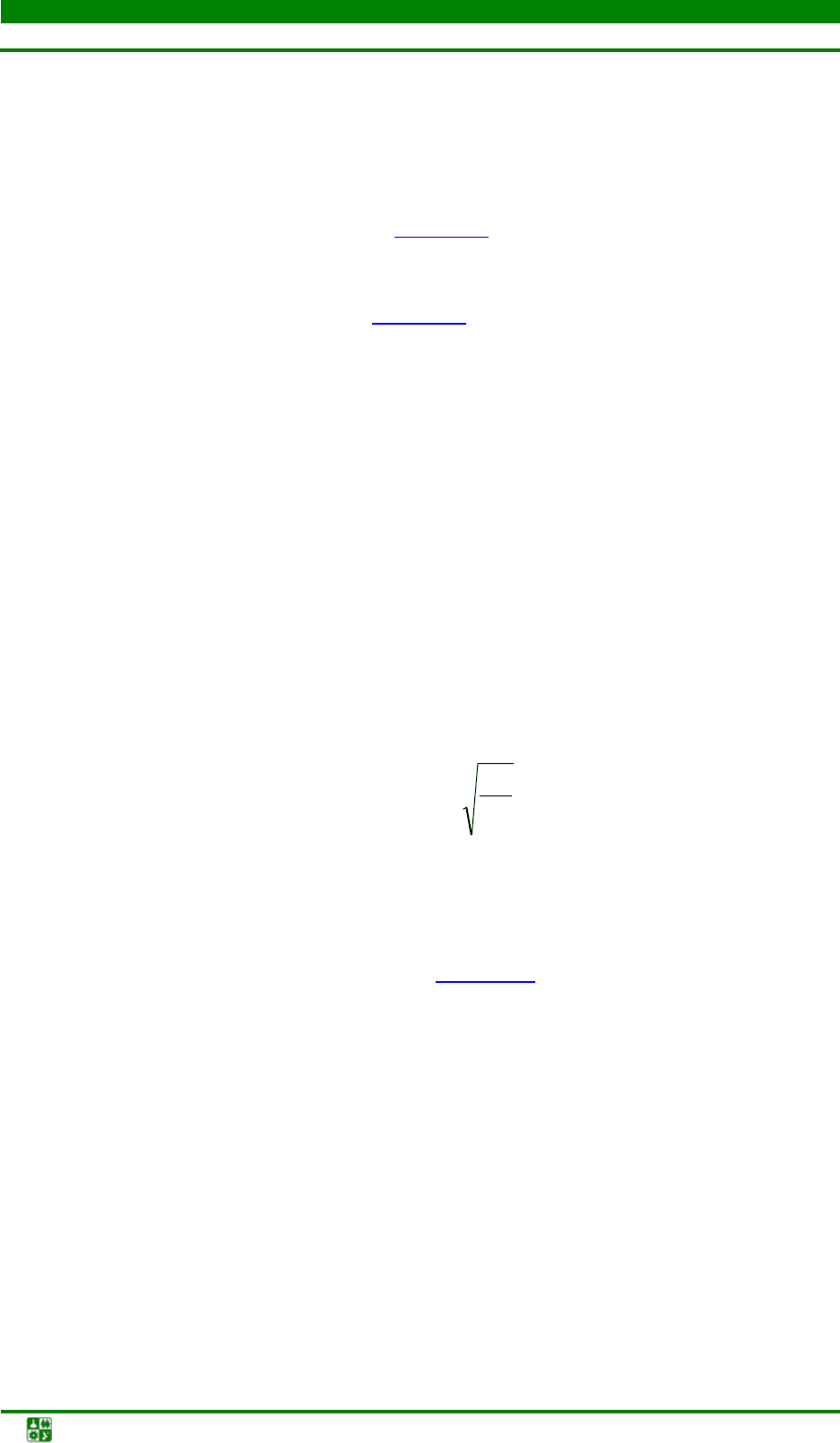
Высадка представляет собой осадку на части высоты заготовки. В
зависимости от конфигурации поковки утолщение может располагаться как
на конце, так и в средней части заготовки. Чаще всего при ковке на молоте
утолщенной является концевая часть (рис. 6.43
). В этом случае заготовку
устанавливают на подкладное кольцо, диаметр отверстия которого несколько
больше диаметра заготовки. Высадка производится ударами верхнего бойка
до получения требуемых размеров фланца.
При нагреве средней по высоте части заготовки до более высоких
температур получают осадку в этой зоне.
6
6
.
.
6
6
.
.
1
1
.
.
2
2
.
.
О
О
б
б
о
о
р
р
у
у
д
д
о
о
в
в
а
а
н
н
и
и
е
е
д
д
л
л
я
я
к
к
о
о
в
в
к
к
и
и
Деформирование металла на молотах происходит в условиях дина-
мического характера приложения нагрузки (ударом). Падающие части
молота в момент соприкосновения с поковкой (начало деформации) имеют
максимальную скорость. В момент окончания деформации скорость падаю-
щих частей молотов равна нулю. Кинетическая энергия удара, Дж, для

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -185-
молотов с неподвижным шаботом (крупная отливка из стали, к которой
крепится нижний боек) составляет
2
2
mV
E =
,
где m – масса падающих частей молота; V – скорость падающих частей
в момент начала удара.
Основная часть кинетической энергии удара расходуется на дефор-
мацию металла, т. е. используется полезно. Остальная часть энергии теряется
на упругие деформации частей молота, на сотрясение шабота и фундамента,
на трение при движении падающих частей и т. д. Следоват
ельно, КПД удара
представляет собой отношение полезно используемой энергии А ко всей
кинетической энергии удара Е:
),1(КПД
2
ш
ш
k
mm
m
E
A
−
+
==
где m
ш
– масса шабота; k – коэффициент восстановления,
характеризующий степень упругости тела (в зависимости от марки стали k =
0,3–0,7).
Чем больше отношение
m
m
ш
, тем больше КПД удара. У ковочных
молотов
m
m
ш
= 10–15, при этом КПД ≈ 0,7.
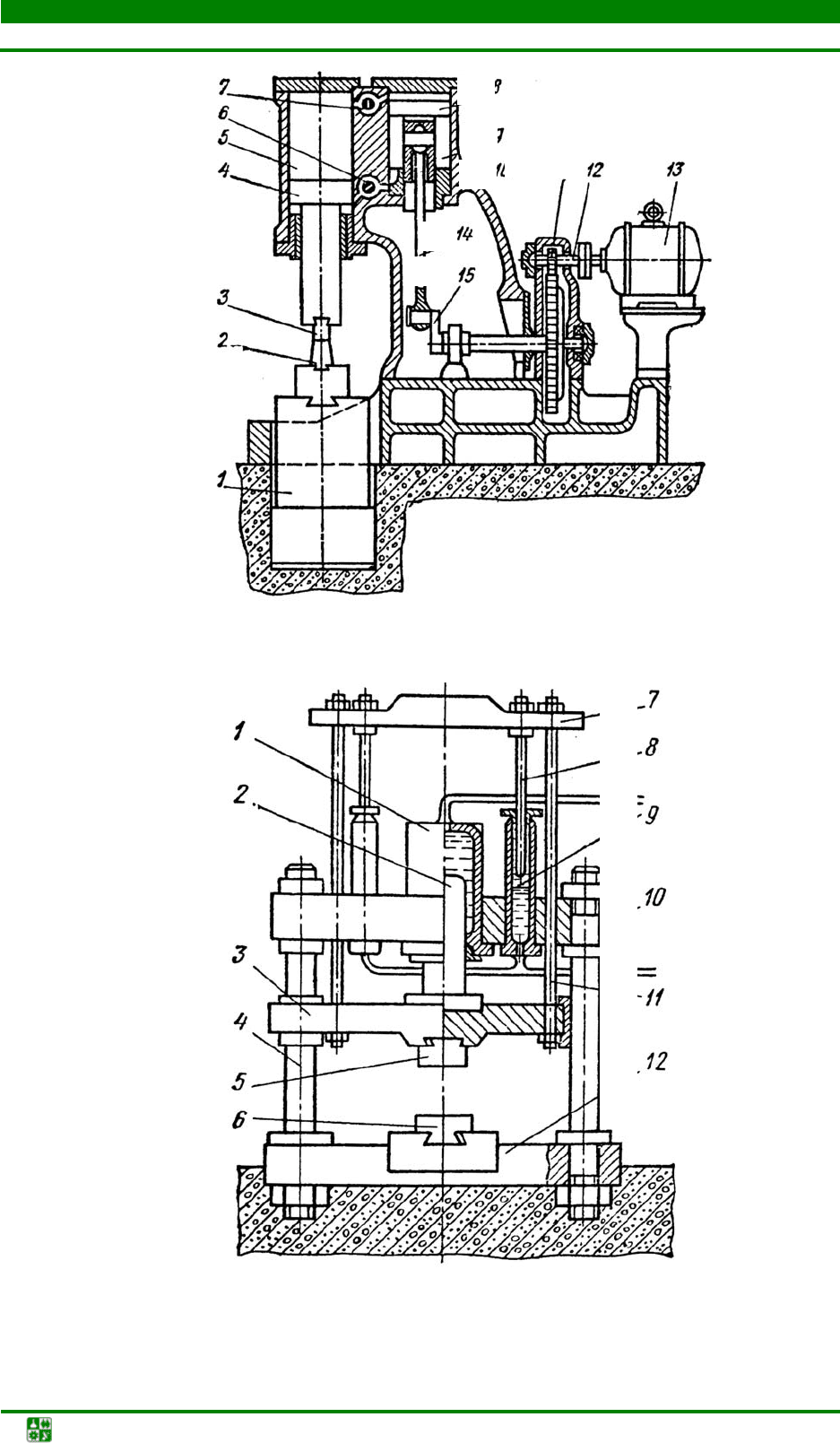
Пневматический молот. Наиболее распространенная конструкция
такого молота представлена на рис. 6.44
. В литой станине 10 расположены
два цилиндра – компрессорный
9 и рабочий 5, полости которых сообщаются
через золотники
7 и 6. Поршень 8 компрессорного цилиндра перемещается
шатуном
14 от кривошипа 15, вращаемого электродвигателем 13 через
шестерни
11 и 12 (редуктор).
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -186-
Рис. 6.44. Пневматический молот для ковки
Рис. 6.45. Гидравлический ковочный пресс
8
9
10
11
12 13
14
15
7
6
5
4
3
2
1
1
2
3
4
5
6
7
8
9
10
11
12

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -187-
При перемещении поршня в компрессорном цилиндре воздух
поочередно сжимается в его верхней и нижней полостях. Воздух, сжатый до
0,2–0,3 МН/м
2
, при нажатии на педаль или рукоятку, открывающую
золотники
7 или 6, поступает через них в рабочий цилиндр 5 и воздействует
на поршень
4 рабочего цилиндра. Поршень 4, выполненный цельно с
массивным штоком, является одновременно бабой молота, к которой крепят
верхний боек
3. В результате падающие части 3 и 4 периодически
перемещаются вниз-вверх и наносят удары по заготовке, уложенной на
нижний боек
2, который неподвижно закреплен на массивном шаботе 1.
Пневматические молоты применяют для ковки мелких поковок (примерно до
20 кг) и изготовляют с массой падающих частей 50–1000 кг.
Гидравлические прессы
− машины статического действия: продолжи-
тельность деформации может составлять от единиц до десятков секунд. В
гидравлическом прессе усилие создается с помощью жидкости (водной
эмульсии или минерального масла) высокого давления (20–30 МН/м
2
),
подаваемой в рабочий цилиндр
1 (рис. 6.45).
Жидкость давит на плунжер
2, который передает усилие перемещаю-
щейся по колоннам
4 подвижной поперечине 3. Верхний боек 5 крепят к
подвижной поперечине, нижний боек
6 устанавливают на нижней непод-
вижной поперечине
12. Верхняя неподвижная поперечина 10, в которой
находится рабочий цилиндр
1, и нижняя поперечина 12 жестко соединены
четырьмя колоннами
4. При опускании поперечины 3 жидкость из возврат-
ных цилиндров
9 вытесняется плунжерами 8, связанными верхней попере-
чиной
7 и тягами 11 с поперечиной 3. Для подъема последней в исходное
положение после рабочего хода жидкость под давлением подается в возврат-
ные цилиндры
9 и из рабочего цилиндра вытесняется плунжером 2 в сливной
резервуар.
6
6
.
.
6
6
.
.
2
2
.
.
Г
Г
о
о
р
р
я
я
ч
ч
а
а
я
я
о
о
б
б
ъ
ъ
е
е
м
м
н
н
а
а
я
я
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
к
к
а
а
Объемной штамповкой
называют процесс получения поковок, при
котором формообразующую полость штампа, называемую
ручьем
, принуди-
тельно заполняют металлом исходной заготовки и перераспределяют его в
соответствии с заданной чертежом конфигурацией.
Применение объемной штамповки оправдано при серийном и массовом
производстве, поскольку обусловливает значительное повышение производи-
тельности труда, снижение отходов металла, обеспечивает высокую точность
формы изделия и качество поверхности. Штамповкой можно получать очень
сложные по форме изделия, которые невозможно получить приемами
свободной ковки.
Объемну
ю штамповку осуществляют при разных температурах исходной
заготовки и, в соответствии с температурой, делят на холодную и горячую.
Наиболее широкое распространение получила горячая объемная штамповка
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -188-
(ГОШ), которую ведут в интервале температур, обеспечивающих снятие
упрочнения.
6
6
.
.
6
6
.
.
2
2
.
.
1
1
.
.
Р
Р
а
а
з
з
н
н
о
о
в
в
и
и
д
д
н
н
о
о
с
с
т
т
и
и
о
о
б
б
ъ
ъ
е
е
м
м
н
н
о
о
й
й
ш
ш
т
т
а
а
м
м
п
п
о
о
в
в
к
к
и
и
При объемной штамповке формоизменение заготовки происходит в
полости специального инструмента (штампа). Деформация может осущест-
вляться в горячем или холодном состоянии. Объемной штамповкой получа-
ют поковки разнообразной формы массой от нескольких граммов до 400 кг.
Объемная штамповка по сравнению с ковкой имеет следующие
преимущества: возможность изготовления поковок более сложной формы с
высоким качеством поверхности; уменьшен
ие допусков на размеры и
снижение припусков на механическую обработку в 2−3 раза; повышение
производительности труда.
К недостаткам объемной штамповки относятся: ограничение по массе
получаемых поковок; дополнительный отход металла в облой при штамповке
в открытых штампах, достигающий от 10 до 30 % от массы поковки; более
высокие силы деформирования; бóльшая сложность и стоимость шта
мпов,
чем универсального инструмента для ковки.
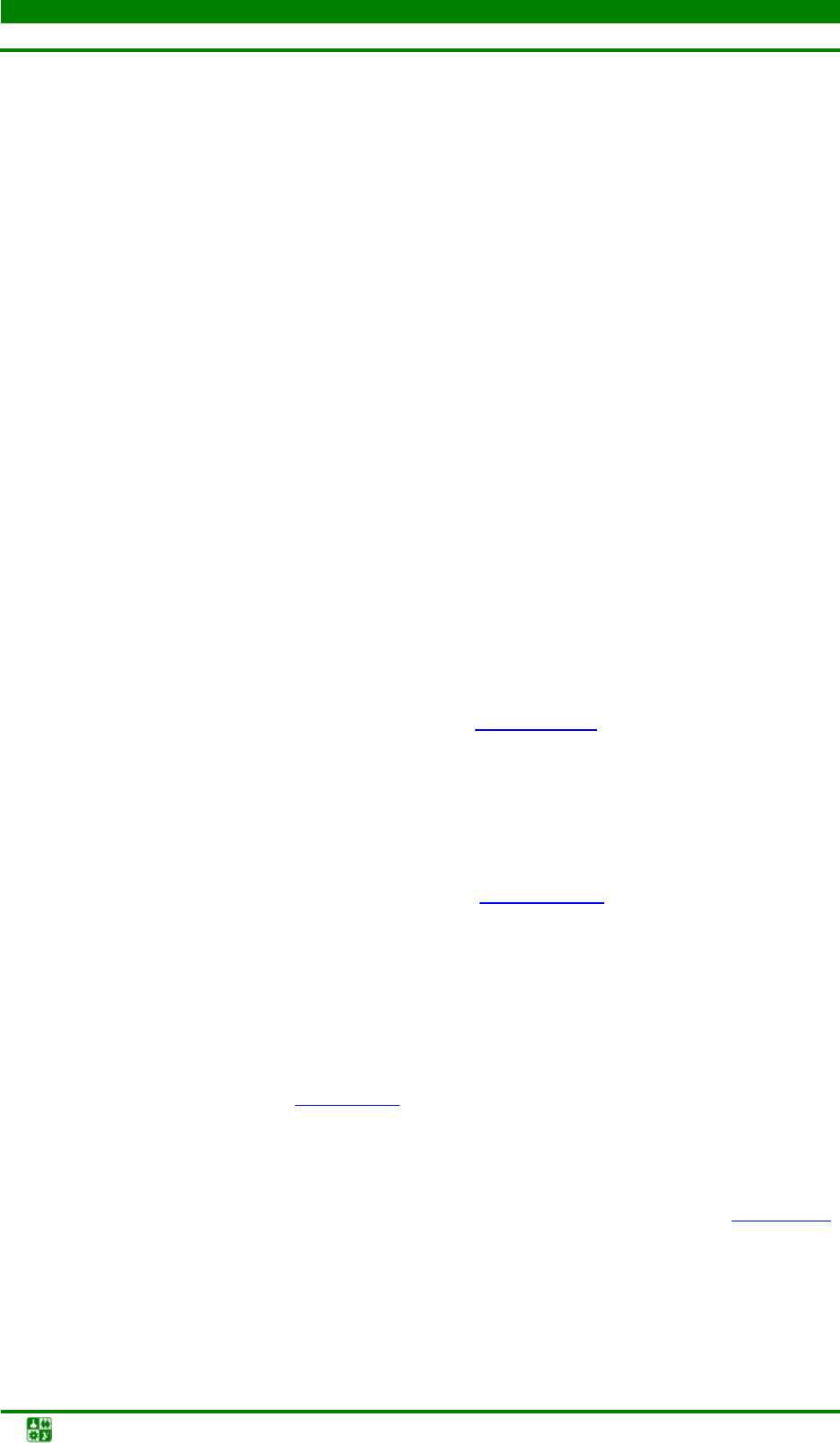
В зависимости от типа штампа различают штамповку в открытых,
закрытых штампах и в штампах для выдавливания.
Штамповка в открытых штампах (рис. 6.46, а) характеризуется тем,
что зазор между частями штампа является переменным и уменьшается в
процессе деформирования заготовки. В зазор вытекает излишек металла,
который образует
облой, необходимый для обеспечения полного заполнения
ручья штампа.
Штамповка в закрытых штампах (рис. 6.46, б) отличается тем, что
небольшой зазор между частями штампа обеспечивает их взаимную подвиж-
ность и в процессе деформирования заготовки остается постоянным. Отсут-
ствие облоев в закрытых штампах сокращает расход металла и увеличивает
коэффициент выхода годного (КВГ). Штампы с одной плоскостью разъема
применяют для изготовления сравнительно простых изделий, в основном тел
вращения. Для изготовления ф
асонных заготовок применяют штампы с
разъемными матрицами (рис. 6.47
). При этом требуется использование
точных заготовок из калиброванных профилей или предварительно
обработанных механической обработкой резанием.
Деформация заготовок в штампах для выдавливания (рис. 6.48)
отличается тем, что расход металла на изготовление поковок снижается до
30 % по сравнению с расходом при штамповке в открытых штампах. Изделия
получаются точные, максимально приближающиеся по форме и размерам к
деталям. Поковки имеют высокое качество поверхности, так как процесс
осуществляется в основном в холодном состоянии. Однако в этом случае
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -189-
требуется тщательная подготовка исходных заготовок (профилей) под
штамповку, высокая точность изготовления и наладки штампов,
использование специальных смазок.
а б
Рис. 6.46. Штампы: а − открытый; б − закрытый;
1 − облойная канавка; 2 − полость штампа
Рис. 6.47. Схема изготовления поковок в закрытых штампах с разъемной матрицей:
а − с вертикальной плоскостью разъема; б − с двумя плоскостями разъема;
1 − пуансон; 2 − матрица; 3 – поковка
Рис. 6.48. Схемы штамповки в штампах для прямого (
а) и обратного (б)
выдавливания:
1 − пуансон; 2 − матрица; 3 − поковка; 4 − выталкиватель
1
2
2
а
б
а
б
1
2
2
1
1
3
3
Р
Р
Р
Р
1
2
3
4
4
3
2
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.6. Методы получения поковок деталей машин
Технология конструкционных материалов. Учебное пособие -190-
Заготовки для объемной штамповки. В подавляющем большинстве
случаев в качестве заготовок для объемной штамповки являются профили
круглого, квадратного и прямоугольного поперечного сечения, а также
периодический прокат.
Профили из сплавов с пониженной пластичностью целесообразно
деформировать в закрытых штампах и в штампах для выдавливания. В этом
случае схема неравномерного всестороннего сжатия способствует повыше-
нию пластичности заготовок. Изделия из сплав
ов, у которых пластичность
понижается при высоких скоростях деформирования (титановые, магниевые
сплавы, а также высоколегированные стали), штампуют на гидравлических и
кривошипных прессах. При этом для уменьшения остывания заготовки
штампы подогревают до температуры 200−400 °С.
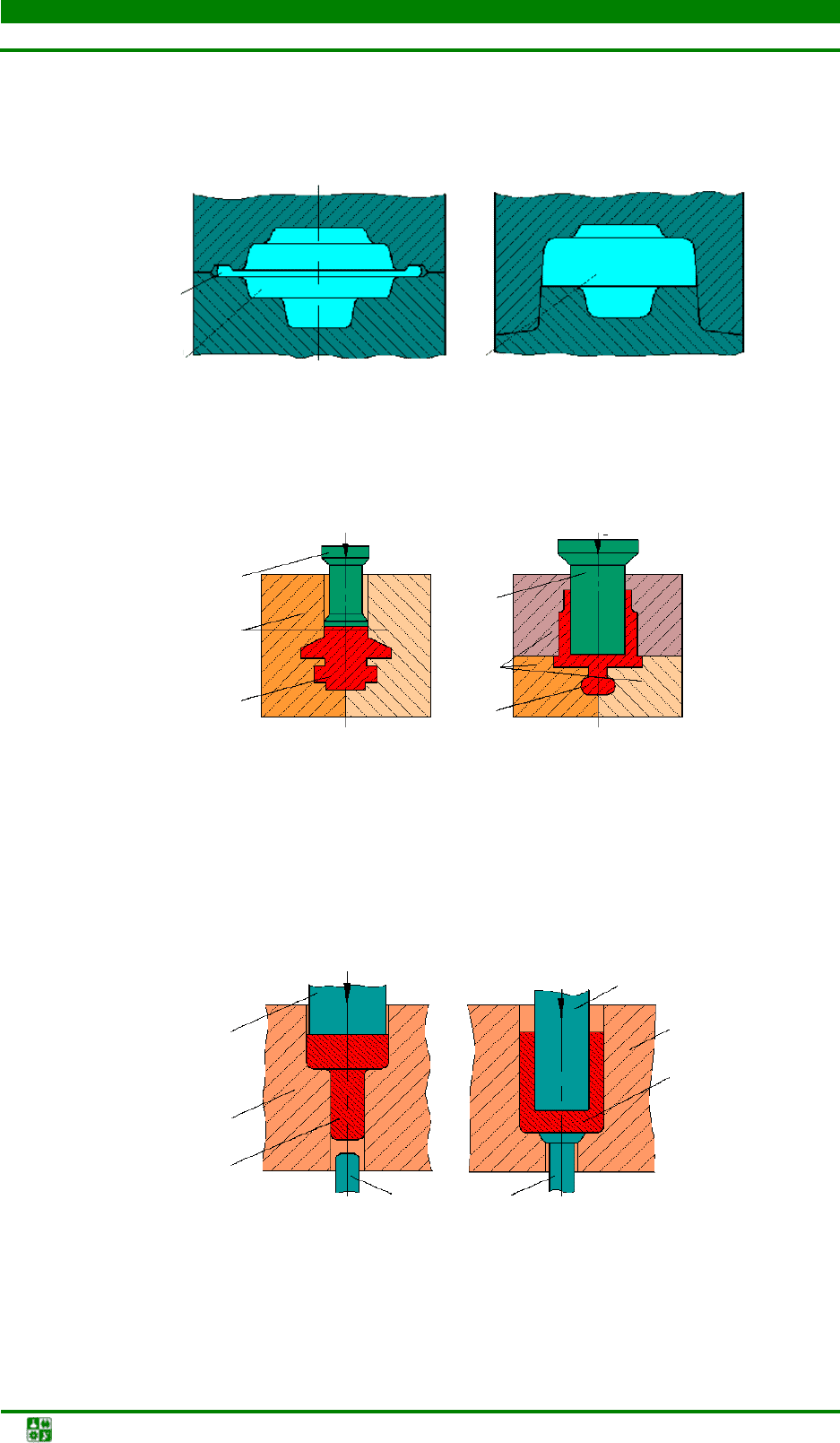
Рис. 6.49. Стадии получения сложной поковки в нескольких ручьях: 1 – черновой
ручей; 2 – подкатной ручей; 3 – протяжной ручей; 4 – чистовой ручей; 5 – гибочный ручей
Фасонные заготовки чаще всего получают в заготовительных ручьях
штампов. В зависимости от характера производства этот способ может осу-
ществляться или в одном многоручьевом штампе (рис. 6.49
), или в несколь-
ких одноручьевых, установленных на отдельных штамповочных машинах.
Подкатка
3
4
2
1
Исходная
заготовка
Протяжка
Гибка
Предварительная
штамповка
Профиль подкатного ручья
Окончательная штамповка
65
Поковка
250
40
5