Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.4. Основные типы нагревательных устройств
Технология конструкционных материалов. Учебное пособие -161-
Поэтому заготовки из легированных сталей и заготовки диаметром свыше
150 мм нагревают постепенно (методически), в два этапа: медленный нагрев
и выдержка при температуре 700–800 °С, а затем нагрев до необходимой
температуры с максимально возможной скоростью.
Окисление металлов. При нагревании стали выше 700 °С происходит
интенсивное окисление поверхностного слоя с образованием окалины,
состоящей из оксидов железа Fe
2
O
3
, Fe
3
O
4
, FeO. С повышением температуры
до 1330–1350 °С окалина плавится и железо горит с образованием снопа
ярко-голубых искр. Потери металла на окалину (угар) при однократном
нагреве в пламенной печи составляют 1,5–2,5 %, при электронагреве – 0,4–
0,7 %. Наряду с безвозвратными потерями металла, образование окалины в
1,5–2 раза повышает интенсивность изнашивания деформирующего
инструмента, так как ее твердость выше твердости деформируемого мет
алла.
При высоких температурах наряду с окислением железа происходит
обезуглероживание поверхностного слоя стали вследствие выгорания
углерода. Толщина обезуглероженного слоя составляет обычно 0,2–0,5 мм,
достигая иногда 1,5–2,0 мм.
Для уменьшения окисления металла применяют электронагрев, а также
нагрев заготовок в защитной атмосфере.
При высоких температурах нагрева, как было сказано выше,
интенсивно растет зерно (перегрев). Перегретая сталь характеризуется более
низкими механическими сво
йствами: уменьшение относительного удлинения
и ударной вязкости составляет около 25 %. Структуру перегретой стали в
большинстве случаев можно исправить отжигом.
При нагреве стали до температуры, близкой к температуре плавления,
происходит интенсивная диффузия в нее кислорода, образование оксидов по
границам зерен и расплавление легкоплавких межзеренных прослоек, что
приводит к появлению трещин и потере пластичности. Такое явлени
е
называется пережогом. Оно не устраняется термической обработкой, и
пережженный металл приходится отправлять на переплавку.
6
6
.
.
5
5
.
.
М
М
е
е
т
т
о
о
д
д
ы
ы
п
п
о
о
л
л
у
у
ч
ч
е
е
н
н
и
и
я
я
м
м
а
а
ш
ш
и
и
н
н
о
о
с
с
т
т
р
р
о
о
и
и
т
т
е
е
л
л
ь
ь
н
н
ы
ы
х
х
п
п
р
р
о
о
ф
ф
и
и
л
л
е
е
й
й
6
6
.
.
5
5
.
.
1
1
.
.
П
П
р
р
о
о
к
к
а
а
т
т
н
н
о
о
е
е
п
п
р
р
о
о
и
и
з
з
в
в
о
о
д
д
с
с
т
т
в
в
о
о
6
6
.
.
5
5
.
.
1
1
.
.
1
1
.
.
С
С
у
у
щ
щ
н
н
о
о
с
с
т
т
ь
ь
п
п
р
р
о
о
ц
ц
е
е
с
с
с
с
а
а
п
п
р
р
о
о
к
к
а
а
т
т
к
к
и
и
Прокатка
–
это наиболее распространенный способ обработки металлов
пластическим деформированием. Прокатке подвергают до 90 % всей выплав-
ляемой стали и большую часть цветных металлов.
Прокатка – вид обработки давлением, при котором заготовка обжима-
ется двумя вращающимися валками прокатного стана. При прокатке увели-
чиваются длина и ширина заготовки и уменьшается ее толщина. Относи-
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -162-
тельное уменьшение толщины заготовки в процессе прокатки ε = 1 – h
1
/h
0
(где h
0
и h
1
− толщина металла до и после прокатки) называется относи-
тельным обжатием или степенью деформации (в процентах). Максимальное
значение относительного обжатия составляет 0,2–0,5. Уширение заготовки в
процессе прокатки – 5–10 % за обжатие.
Отношение длины заготовки после прокатки l
1
к исходной l
0
, равное,
если пренебречь уширением, отношению площадей поперечного сечения
первоначального F
0
к полученному F
1
, называется коэффициентом вытяжки μ:
μ = l
1
/ l
0
= F
0
/F
1
.
Это одна из характеристик процесса прокатки. Значение μ за один
проход заготовки составляет обычно 1,1–1,6, а иногда достигает 2–2,5.
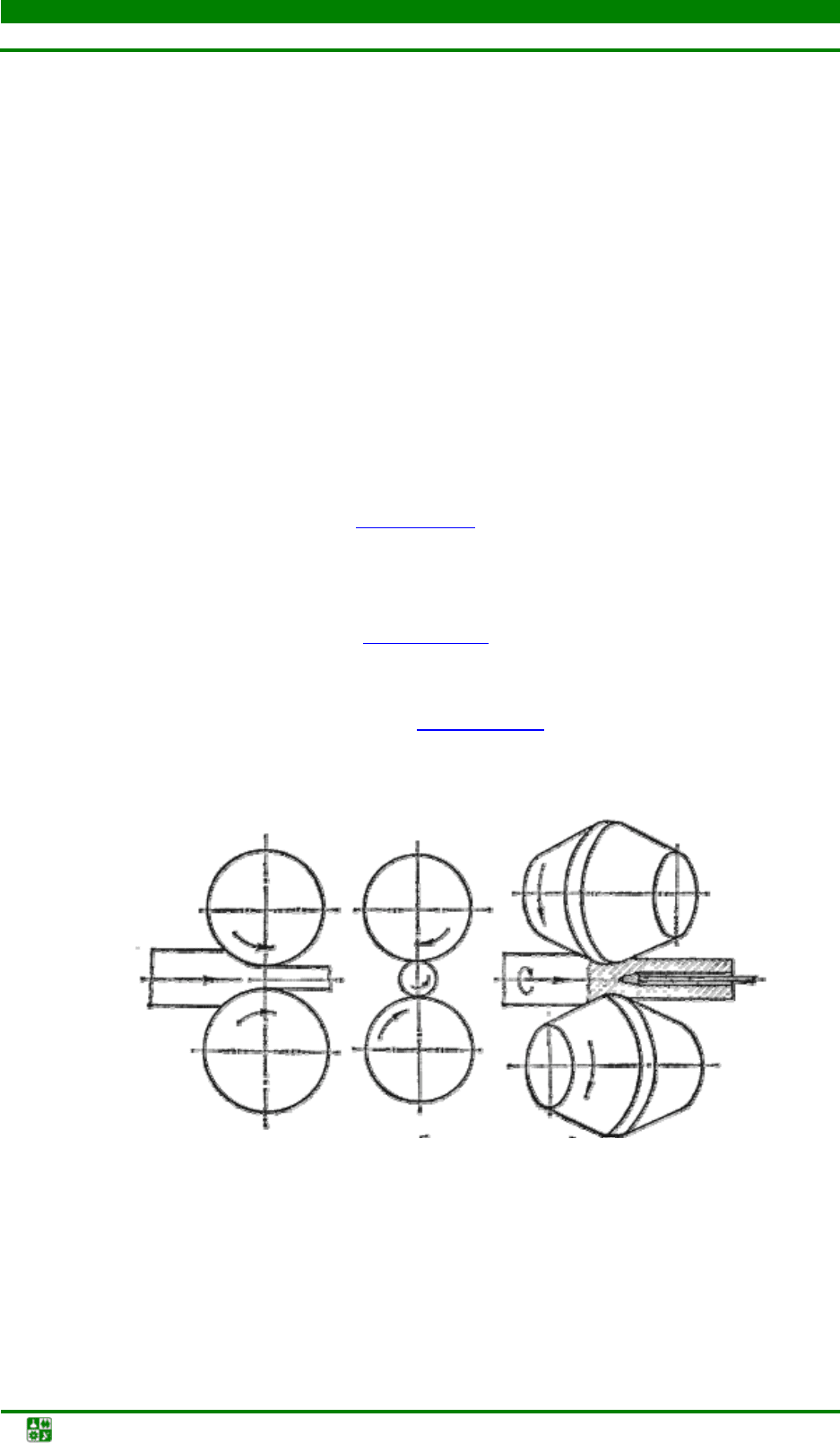
Различают три основных вида прокатки: продольную, поперечную и
поперечно-винтовую.
При продольной прокатке (рис. 6.15, а
) заготовка перемещается перпен-
дикулярно к осям валков, которые вращаются в противоположных направле-
ниях. До 90 % всего проката изготовляют продольной прокаткой (листы,
полосы, прутки).
При поперечной прокатке (рис. 6.15, б
) валки с параллельными осями
вращаются в одном направлении и вращают заготовку, которая деформи-
руется, перемещаясь вдоль оси валков.
Поперечно-винтовая прокатка (рис. 6.15, в
) осуществляется валками,
вращающимися в одном направлении и расположенными под углом один к
другому. Такое расположение валков обеспечивает возникновение осевого
усилия, перемещающего заготовку.
а б в
Рис. 6.15. Основные виды прокатки
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -163-
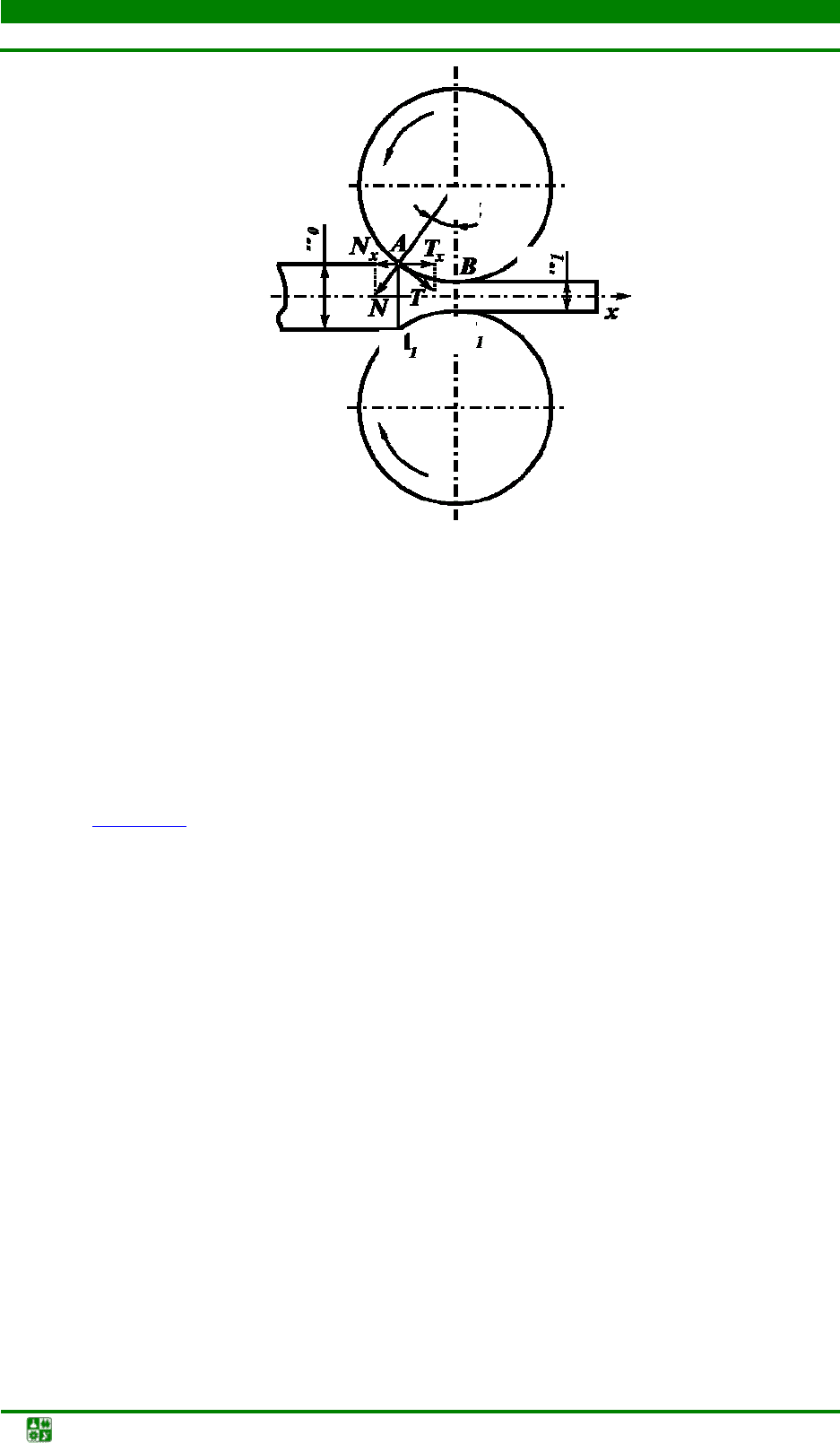
Рис. 6.16. Определение угла захвата заготовки прокатными валками
Поперечная и поперечно-винтовая прокатки применяются при изготов-
лении изделий с переменным по длине сечением. Принцип поперечно-
винтовой прокатки используется также при прошивке трубных заготовок.
В процессе прокатки металл непрерывно втягивается в зазор между
валками под действием сил трения
Т
между металлом и валками. При этом
сила трения должна иметь определенную величину, потому что при
продольн
ой прокатке на заготовку со стороны валков действуют нормальные
силы
N
(рис. 6.16
).
Деформация металла при прокате происходит на небольшом участке
АВВ
1
А
1
, который называется зоной деформации. По мере вращения валков и
перемещения заготовки вперед она передвигается по прокатываемому
металлу. Дуга АВ называется дугой захвата, а центральный угол α,
отвечающий этой дуге, – углом захвата.
Спроектировав силу трения Т и нормальную силу N на горизонтальную
ось х, можно записать условие захвата металла валками как
Т
х
> N
х
.
При этом условии результирующая сила будет направлена в сторону
движения металла.
Условие захвата металла можно выразить и как
Т
cos
α > sin
α.
Выразив силу трения
T
через нормальную силу
N
и коэффициент
трения
f
как
T
=
fN
и подставив это выражение в условие захвата, получим
f
cos
α > sin
α или
f
> tg
α.
h
0
α
А
1
В
1
h
1
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -164-
Таким образом, для захвата металла валками необходимо, чтобы
коэффициент трения между валками и заготовкой был больше тангенса угла
захвата. Коэффициент трения можно увеличить применением насечки на
валках.
При прокатке стали α = 20–25
°
, при горячей прокатке листов и полос из
цветных металлов α = 12–15
°
, при холодной прокатке листов α = 2–10
°
.
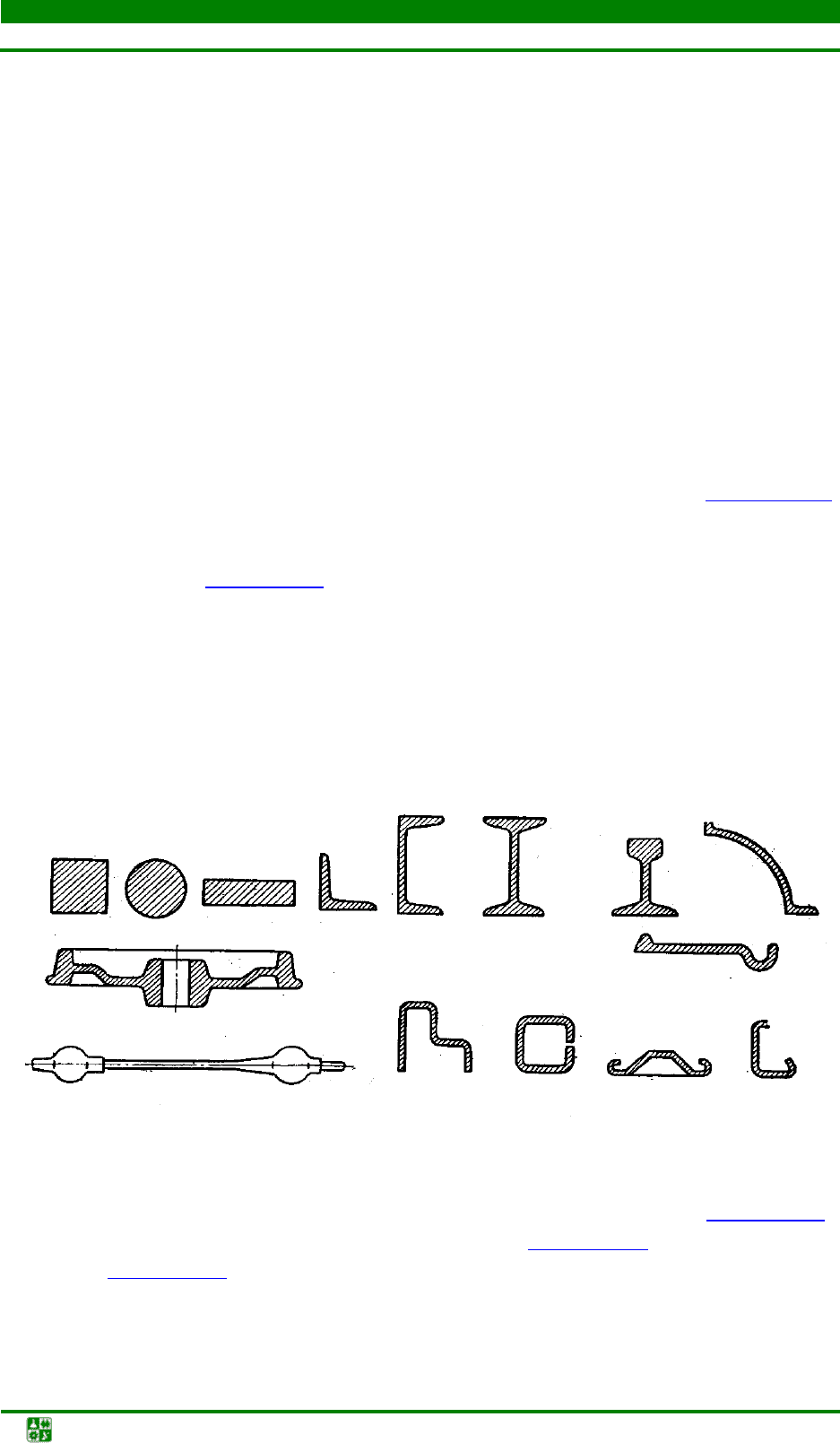
Сортамент проката определяется совокупностью профилей и разме-
ров прокатного металла. Профилем прокатного изделия называется форма
его поперечного сечения.
По сортаменту продукцию прокатного производства можно разделить
на следующие группы: сортовой прокат, листовой прокат, трубный прокат,
специальный и периодический прокат.
Сортовая сталь делится на профили общего назначения – круглая, по-
лосовая, квадратная, угловая, швеллеры, двутавровые блоки и др. (ри
с. 6.17, а)
и профили специального назначения – рельсы и профили для автотракторо-
строения, судостроения, транспортного машиностроения и других отраслей
промышленности (рис. 6.17, б
).
Листовую сталь делят на тонколистовую (толщиной не более 4 мм) и
толстолистовую. Некоторые сорта листовой стали предназначены для
определенных отраслей промышленности, среди них выделяют сталь
котельную, автотракторную, электротехническую и др.
Трубы разделяют на две группы: бесшовные (диаметром 30−650 мм) и
сварные (диаметром 5−2500 мм). Кроме того, выпускают трубы фасонные и
переменного сечения.
Рис. 6.17. Основные профили проката
К специальным видам проката относятся вагонные колеса (рис. 6.17, в
),
зубчатые колеса, шары, периодический прокат (рис. 6.17, г
), а также гнутый
профиль (рис. 6.17, д
).
Заготовками для сортового проката являются блюмы (сечением от 150
×
150 до 450
×
450 мм), а для листового проката – слябы (толстые плиты
толщиной до 350 мм).
в
б
г д
а
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -165-
6
6
.
.
5
5
.
.
1
1
.
.
2
2
.
.
П
П
р
р
о
о
к
к
а
а
т
т
н
н
ы
ы
е
е
в
в
а
а
л
л
к
к
и
и
и
и
с
с
т
т
а
а
н
н
ы
ы
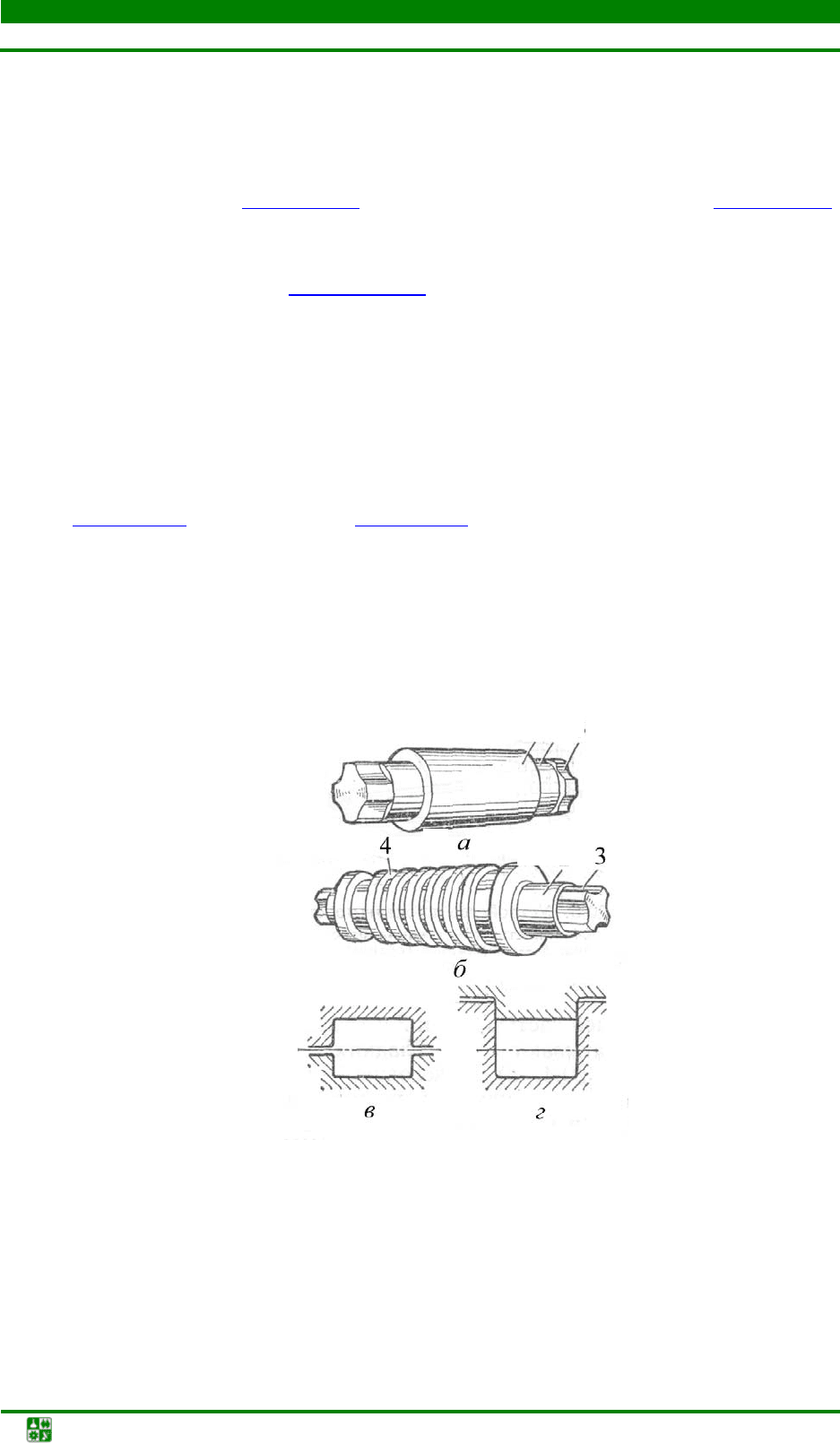
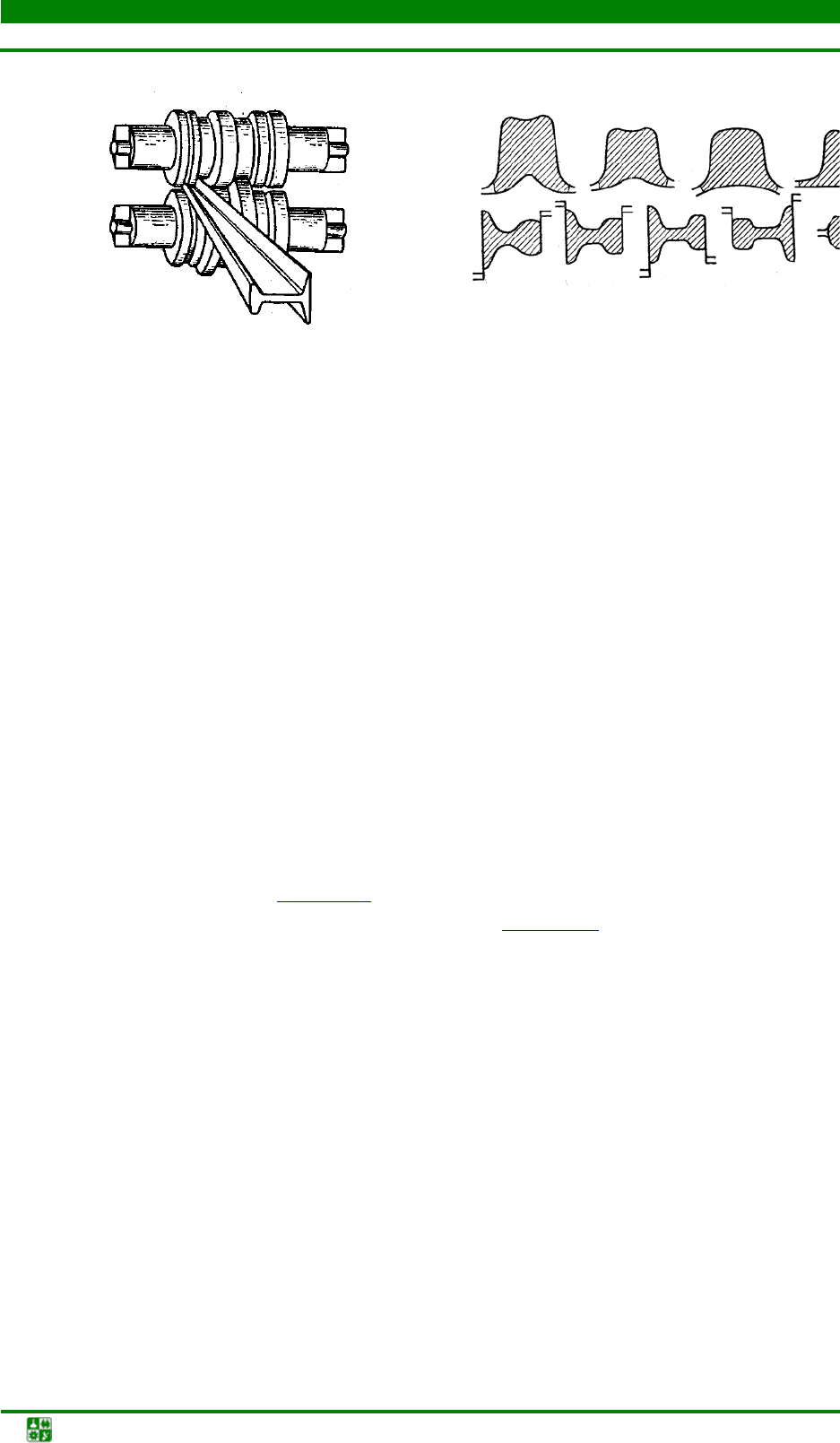
Прокатные валки – основной рабочий инструмент для прокатки. Они
могут быть гладкими (рис. 6.18, а
), калиброванными (ручьевыми) (рис. 6.18, б)
и специальными.
Валки состоят из рабочей части бочки 1, шеек 2, треф 3, калиброван-
ные валки имеют ручьи 4 (рис. 6.18, а, б
).
Шейки валков вращаются в подшипниках, а трефы предназначены для
соединения валков с рабочими валами прокатных станов (шпинделями).
Гладкие валки применяют при прокатке листов, полос и т. д. На кали-
брованных валках прокатывают сортовой прокат.
На рабочей поверхности калиброванных валков имеются канавки –
ручьи. Совокупность ручьев пары валков называется калибром. На каждой
паре валков размещается неско
лько калибров. Калибры могут быть откры-
тыми (рис. 6.18, в
) и закрытыми (рис. 6.18, г).
Калибровка валков – это разработка схемы прокатки и размещения
калибров, обеспечения получения заданного профиля проката при минималь-
ном числе проходов. Одна из основных задач калибровки – расчет режимов
обжатия при прокатке. По назначению калибры прокатных станов разделяют
на обжимные (или вытяжные), черновые (или подготовительные) и чистовые
(или отделочные).
Рис 6.18. Прокатный валок: а − гладкий; б − калиброванный;
в − открытый калибр; г − закрытый калибр
а
б
в
г
1 2 3
2 3
4
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -166-
а
б
Рис. 6.19. Прокатные валки и система калибров для получения рельсов
Обжимные калибры предназначены только для уменьшения сечения
прокатываемого металла. Чаще всего они имеют прямоугольную, квадрат-
ную, ромбическую и овальную формы.
В черновых калибрах уменьшается площадь, изменяется форма попе-
речного сечения прокатываемого металла с постепенным приближением к
готовому изделию.
Чистовые калибры отличаются от прокатываемого профиля тем, что в них
учтены коэффициент линейного расшир
ения и допуски на размеры профиля.
Для прокатки одного и того же профиля, исходя из технико-экономи-
ческих показателей, можно применить различные схемы калибровки. Напри-
мер, при прокатке квадратного или круглого профиля наиболее часто исполь-
зуют системы калибров: ромб – квадрат, овал – квадрат или овал – круг. При
передаче заготовки из ручья в ручей для улучшения обжатия ее ка
нтуют на 90°.
Устройство прокатного стана. Прокатный стан состоит из одной или
нескольких рабочих клетей и привода, включающего электродвигатель и
передаточный механизм (рис. 6.20
).
Рабочая клеть 1 состоит из станины 4 (рис. 6.20
) и валков 3, установ-
ленных в подшипниках 2. Движение от электродвигателя 12 к валкам переда-
ется через муфту 11, редуктор 10, муфту 9, шестерную клеть 8 и шпиндели 6
и 7, которые соединены с валками трефовыми муфтами 5.
Классификация прокатных станов.
Прокатные станы классифици-
руют по трем признакам: назначению, числу и взаимному расположению
клетей.
По назначению прокатные станы делят на станы для прокатки
полупродукта (блюминги, слябинги и заготовочные станы) и станы для
прокатки готовых изделий (сортовые, листопрокатные, рельсобалочные,
трубопрокатные, для специального проката).

ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -167-
Рис. 6.20. Схема прокатного стана, расположение валков и рабочих клетей
а б в г
Рис. 6.21. Классификация прокатных станов по числу валков
Рис. 6.22. Схема универсального прокатного стана
По числу и размещению валков в клетях станы бывают: с горизон-
тальными валками; универсальные с горизонтальными и вертикальными
валками; с косо расположенными валками. Станы с горизонтальными
валками по числу их в рабочей клети подразделяют на двух-, трех- и много-
валковые (рис. 6.21
). Двухвалковые станы могут быть нереверсивные и ре-
версивные. На трехвалковых станах (рис. 6.21, б
) заготовка в одну сторону
идет между нижним и средним, а в обратном направлении – между средним
и верхним валками. Двух- и трехвалковые станы применяют при производ-
стве всех видов сортового проката и листов.
Многовалковые станы (рис. 6.21, г
) имеют два рабочих валка малого
диаметра, а остальные валки большего диаметра являются опорными. Они
предотвращают прогиб тонких рабочих валков, благодаря чему повышается
точность изделий. Такие станы применяют для горячей и холодной прокатки
тонких листов и полос.
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -168-
Универсальные станы (рис. 6.22) используют при прокате слябов,
толстых листов и широкополочных двутавровых балок.
В зависимости от числа и взаимного расположения клетей прокатные
станы могут быть одноклетьевыми и многоклетьевыми с линейным и после-
довательным расположением клетей.
6
6
.
.
5
5
.
.
1
1
.
.
3
3
.
.
П
П
р
р
о
о
и
и
з
з
в
в
о
о
д
д
с
с
т
т
в
в
о
о
о
о
с
с
н
н
о
о
в
в
н
н
ы
ы
х
х
в
в
и
и
д
д
о
о
в
в
п
п
р
р
о
о
к
к
а
а
т
т
а
а
Блюмы (заготовки квадратного сечения) и слябы (заготовки прямо-
угольного сечения) катают из слитков, размеры и форма которых зависят от
марки сплава, вида полуфабриката и схемы прокатки. Полупродукт для
получения сортового проката (блюмы) получают на крупных обжимных
двухвалковых станах – блюмингах. Заготовки для листового проката (слябы)
получают на крупном обжимном универсальном стане – слябинге.
При холодной пр
окатке тонколистовой стали, для снятия наклепа при-
меняют промежуточный отжиг. Листы, предназначенные для холодной листо-
вой штамповки, после отжига дополнительно прокатывают с обжатием 0,5–3 %.
Прокатка бесшовных труб. Заготовками для бесшовных труб явля-
ются слитки и катаные заготовки круглого сечения диаметром 120–320 мм.
Производство бесшовных труб состоит из следующих операций: прошивка
отверстия в заготовке и получение толстостенной гильзы; прокат трубы из
гильзы; обкатка для улучшения наружной и внутренней поверхности трубы.
Толстостенную гильзу из заготовки получают поперечно-винтовой
прокаткой с бочкообразными (рис. 6.15, в
) валками, оси которых располо-
жены под углом 4–14° одна к другой. Рабочие валки вращаются в одном
направлении, при этом заготовка получает винтообразное движение. После
прошивки и нагрева труба поступает в автоматические или пилигримовые
(периодические) раскатные станы.
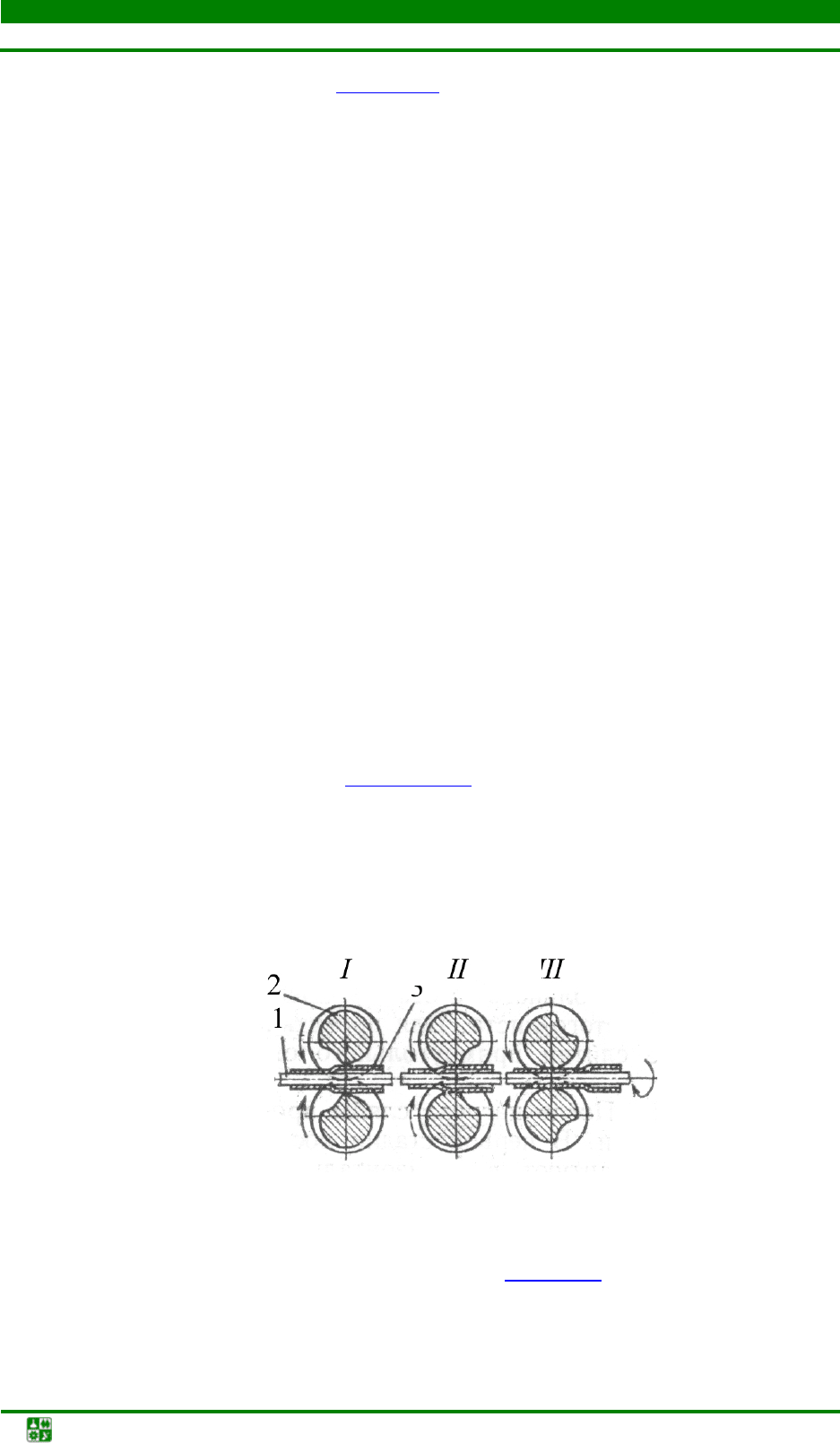
Рис. 6.23. Прокатка бесшовных труб
Рабочие валки 2 пилигримового стана (рис. 6.23
) имеют калибр пере-
менного сечения и вращаются в разные стороны с одинаковой скоростью. На
части окружности валков размеры калибра в свету постепенно уменьшаются
1
2 3
I
II
III
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -169-
и достигают на калибрующем участке размера, соответствующего наруж-
ному диаметру готовой трубы 3, на остальной части окружности размеры
калибра резко увеличиваются, образуя холостой участок. При вращении
валков профиль их калибра непрерывно меняется. Валки вращаются в разные
стороны с одинаковой скоростью в направлении, обратном направлению
подачи гильзы, одетой на оправку 1. Гильза с оправкой двигается на вели-
чину подачи в зазор между валками в момен
т, когда их ручьи образуют
холостой калибр (I), размеры которого больше наружного диаметра гильзы.
При последующем вращении валков сечение калибра уменьшается, а
обжатие валками стенок трубы возрастает (II), при этом гильза вместе с
оправкой перемещается в направлении, обратном подаче.
Окончательное выравнивание неровностей поверхности т
рубы
производится калибрующей частью ручья (III). После полного оборота
валков возвращается холостой калибр и в валки подается следующий участок
гильзы, при этом она поворачивается на 90° вокруг продольной оси. Общее
количество подач при прокатке − 140–180.
Производство сварных труб. Сварные трубы, диаметр которых
достигает 2500 мм, значительно дешевле бесшовных, но не менее прочны.
Заготовкой сварных труб служит лента или листы шириной, равной длине
окружности трубы.
Технологический процесс изготовления сварных труб состоит из
следующих операций: формовка плоской заготовки в трубу; сварка трубы;
отделка и правка.
Формовку труб малого диаметра производят в ручьях валков непрерыв-
ного стана, а диаметром более 300 мм – на прессах или листогибочных
валковых станах. После формовки применяют сварку следующих видов:
непрерывную печную встык, контакт
ную электрическую, электродуговую
под слоем флюса и др.
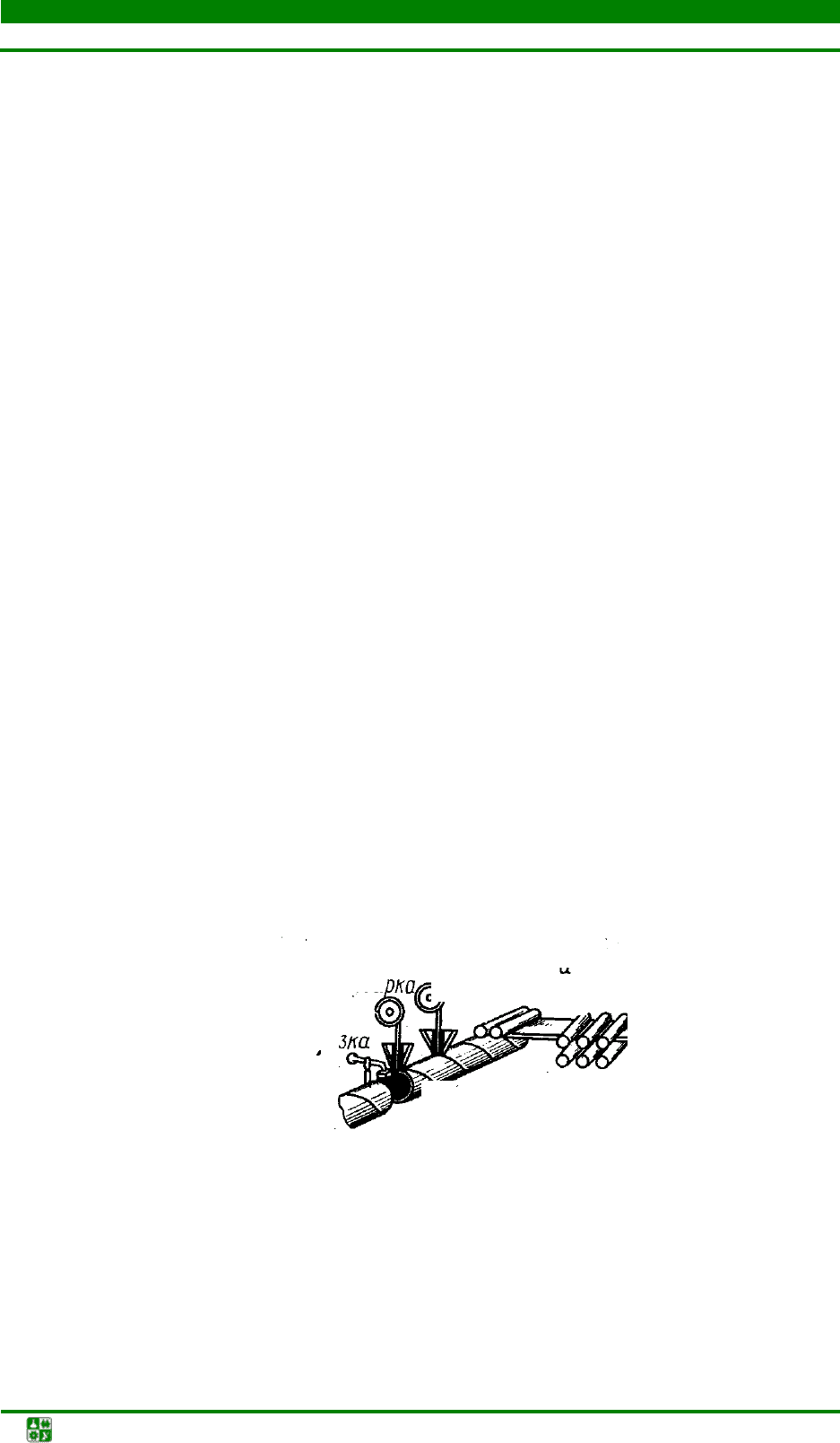
Рис. 6.24. Схема получения труб электродуговой сваркой под флюсом
Непрерывная печная сварка – высокопроизводительный способ по-
лучения дешевых труб диаметром 10–114 мм с толщиной стенки 1,8–5 мм
(в основном водогазопроводных). Поступающая в рулоне полоса разматы-
вается, правится, обрезается, сваривается электросваркой с задним кон-
цом предыдущего рулона и поступает в нагревательную туннельную
Отрезка
Сварка
Формовка
трубы
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.5. Методы получения машиностроительных профилей
Технология конструкционных материалов. Учебное пособие -170-
печь, где нагревается до 1300–1350 °С. Потом заготовка последовательно
проходит через 6–12 клетей непрерывного стана, где происходит фор-
мовка и сварка прижатых в калибре одна к другой встык кромок трубы.
Выходящая из стана труба разрезается пилой на куски 4–12 м и калибру-
ется на калибровочном стане.
Электродуговой сваркой под слоем флюса изготовляют трубы диа-
метром 400–1800 мм с толщиной стенок 6–15 мм с прямым и спиральным
швом (рис. 6.24
).
6
6
.
.
5
5
.
.
1
1
.
.
4
4
.
.
П
П
р
р
о
о
и
и
з
з
в
в
о
о
д
д
с
с
т
т
в
в
о
о
с
с
п
п
е
е
ц
ц
и
и
а
а
л
л
ь
ь
н
н
ы
ы
х
х
в
в
и
и
д
д
о
о
в
в
п
п
р
р
о
о
к
к
а
а
т
т
а
а
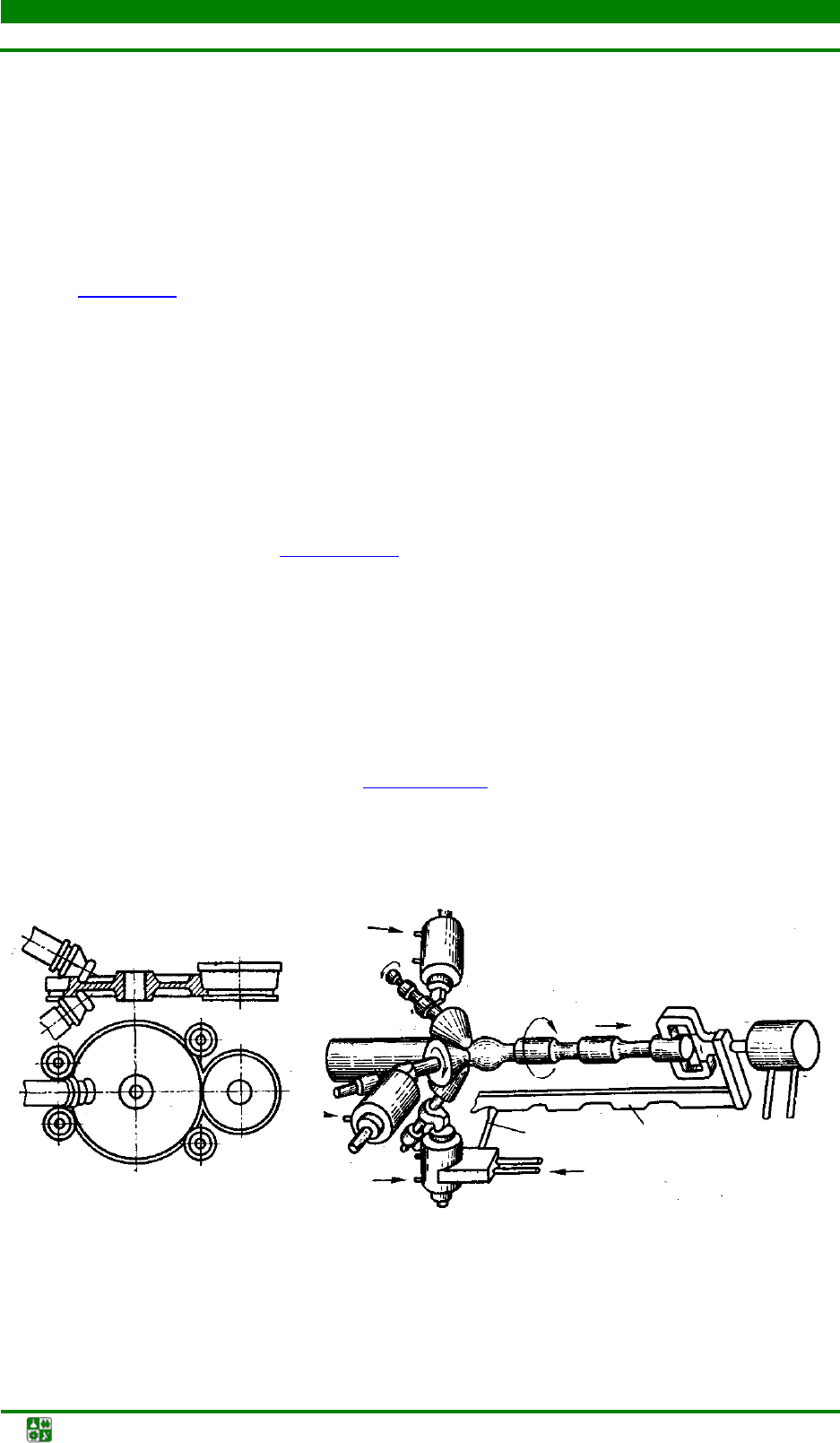
Прокатка деталей типа колес, бандажей и колец. Заготовкой для
изготовления таких деталей служат слитки или круглый прокат. Технологи-
ческий процесс их изготовления может включать операции ковки и прокатки.
Например, на прессе производят осадку и прошивку заготовки, а формовку
ступицы, диска и контура обода железнодорожных колес – на специальном
колеснопрокатном стане (рис. 6.25, а
).
Прокатка периодических профилей и деталей
как один из самых
экономичных методов формообразования заготовок деталей имеет особое
значение. Периодические профили используют как заготовки для после-
дующей штамповки или механической обработки, что обеспечивает экономию
20–30 % металла по сравнению со штамповкой из обычного проката.
Периодические профили изготовляют преимущественно поперечной и
поперечно-винтовой прокаткой. Поперечная прокатка осуществляется на
двух- или трехвалковых станах (рис. 6.25, б
). Поперечно-винтовая прокатка
деталей с винтовой поверхностью (червяков, ходовых винтов, червячных
фрез и т. д.) в 30–80 раз производительнее, чем нарезание резьбы на токарно-
винторезном станке, и обеспечивает экономию 10–30 % металла.
Рис. 6.25. Схемы получения некоторых специальных видов проката
На машиностроительных предприятиях для получения заготовок типа
ступенчатых валиков, втулок, осей, пальцев с малыми припусками все
а
б
Щуп
Копир
Масло