Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -131-
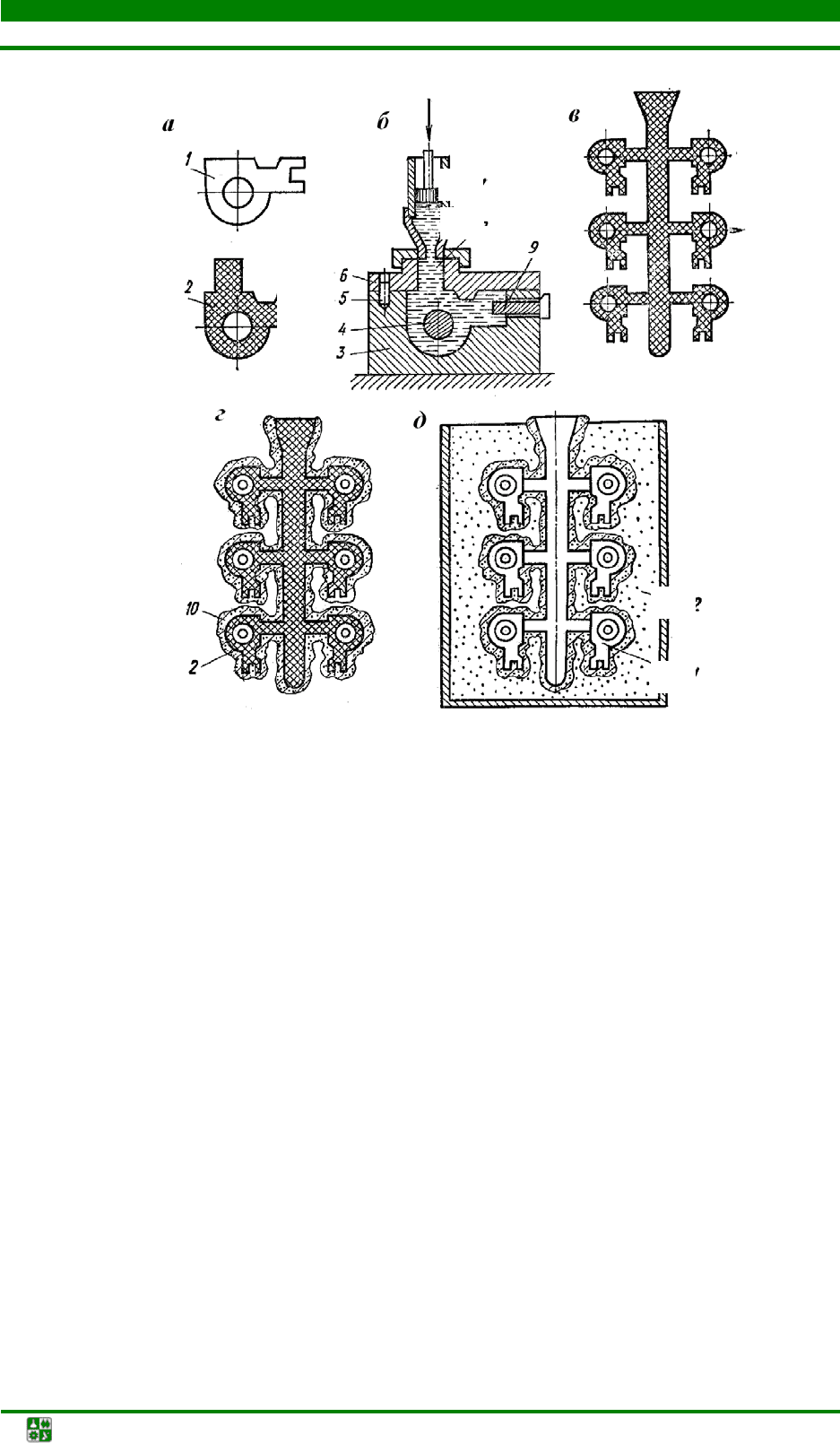
Рис. 5.18. Схема литья по выплавляемым моделям: а – конфигурация детали и
модели; 1 − деталь; 2
−
модель; б – изготовление модели в пресс-форме; в – сборка
моделей в блок; г – образование оболочки на моделях; д – подготовка формы к заливке; 3,
6 − нижняя, верхняя матрицы; 4, 9 − металлические стержни; 5 − направляющий штырь; 7
– поршень; 8 – модельная масса; 10 – оболочка; 11 – полость формы; 12 – накопитель
Заливку форм по выплавляемым моделям производят сразу же после
прокалки в нагретом состоянии. После затвердевания залитого металла и его
охлаждения, отливки удаляют из форм механическими, а затем химическими
методами, обрубают и, как правило, подвергают термической обработке.
В промышленности нашли применение следующие разновидности
способов получения точных отливок:
литье по выжигаемым моделям: модель не выплавляют из формы, а
выжигают. Модель изготовляют из пенополистирола и заформовывают. Не
извлекая модель, форму заливают жидким мет
аллом. Модель при
соприкосновении с жидким металлом испаряется, и металл занимает
пространство, где была модель;
литье по растворяемым моделям: модель изготовляют из соли (NаNO
3
,
KNO
3
и др.). После изготовления формы при помощи этой модели ее
растворяют и таким способом удаляют из формы;
литье по замороженным моделям: модель изготовляют из водных
растворов солей. Жидкий раствор заливают в штамп и замораживают. По
а
б
в
г
д
1
2
7
8
9
10
2
12
11
6
5
4
3
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -132-
замороженной модели изготовляют форму. Модель из формы удаляют
нагреванием.
5
5
.
.
3
3
.
.
5
5
.
.
2
2
.
.
Л
Л
и
и
т
т
ь
ь
е
е
в
в
о
о
б
б
о
о
л
л
о
о
ч
ч
к
к
о
о
в
в
ы
ы
е
е
ф
ф
о
о
р
р
м
м
ы
ы
Оболочковые формы изготовляют из формовочной смеси, которая
состоит из кварцевого песка и термореактивной смолы (6–7 %) в виде
порошка. Связующие материалы обладают способностью оплавляться при
нагревании до 100 °C. Когда температура нагрева переходит за 160 °С, смола
необратимо затвердевает.
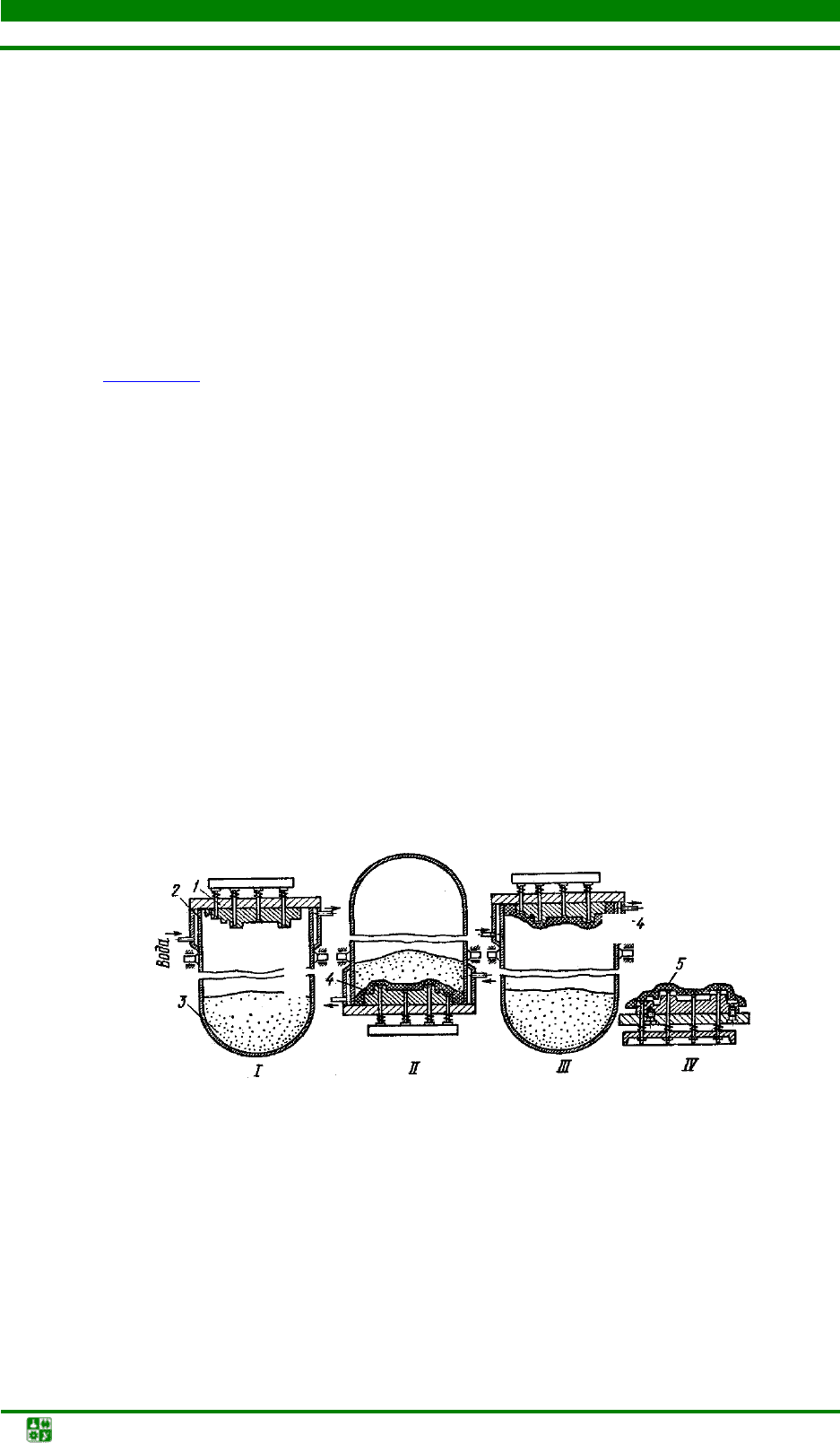
На рис. 5.19
показана схема процесса получения оболочковой формы.
На бункере 2 (I) с формовочной смесью закрепляют нагретую до 200–250 °С
металлическую модельную плиту 1. После этого бункер с плитой опрокиды-
вают на 180°, формовочная смесь 3 покрывает горячую модельную плиту (II)
и начинает образовываться корочка из песка и смолы, перешедшей в жидкое
состояние в пограничном с модельной плитой слое. Далее производится
обратный поворот бункера на 180 °С (III) для удаления с не
го модельной
плиты, на которой уже успела образоваться оболочковая полуформа 4.
Оболочку помещают в электрическую печь и нагревают до 300–350 °С в
течение одной минуты, термореактивная смола переходит в твердое необ-
ратимое состояние. С плиты удаляют готовую оболочковую полуформу 5
(IV). Две половинки оболочек соединяют скобами или склеив
ают.
Полученную оболочковую форму заливают в вертикальном или
горизонтальном положении через литниковую систему. Оболочковая форма
из песчано-смоляной смеси после заливки металла легко разрушается,
освобождая отливки.
Рис. 5.19. Последовательность изготовления оболочковых форм
Для крупных отливок, ввиду опасности прорыва металла во время за-
ливки, оболочковые формы помещают в опоку и засыпают чугунной дробью.
I II
III
3
2
1
4
5
4
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -133-
5
5
.
.
3
3
.
.
5
5
.
.
3
3
.
.
Л
Л
и
и
т
т
ь
ь
е
е
в
в
к
к
о
о
к
к
и
и
л
л
ь
ь
Изготовление отливок в металлических формах осуществляется
различными способами. Наибольшее распространение получили литье в
кокиль, под давлением, выжиманием и центробежное.
Литье в кокиль − процесс получения фасонных отливок в формах,
изготовляемых из чугуна, стали или других сплавов. Метод литья в кокиль
имеет ряд преимуществ перед литьем в песчаные формы: металлическая
форма выдерживает большое количество заливок (от нескольких сотен до
десятков тысяч) в за
висимости от сплава, заливаемого в форму.
Отливки, полученные в кокиле, имеют бóльшую точность размеров и
лучшую чистоту поверхности, чем при литье в песчаные формы, и требуют
меньшего припуска на механическую обработку. Структура металла получа-
ется более мелкозернистой, вследствие чего повышаются его механические
свойств
а; кроме того, устраняется необходимость в формовочной смеси,
улучшаются технико-экономические показатели производства и санитарно-
гигиенические условия труда.
Литье в кокиль имеет и недостатки. К ним относятся: большая
стоимость изготовления формы; повышенная теплопроводность формы, что
может привести к пониженной заполняемости форм металлом вследствие
быстрой потери жидкотекучести; частое получение повышенного отбела у
чугунных отливок, что затрудняет их механическую обработку.
Фасонные отливки при литье в кокиль изготовляют из стали, чугун
а,
медных, алюминиевых, магниевых и других сплавов.
Конструкции кокилей чрезвычайно разнообразны. Кокиль для простых
отливок изготовляют из двух частей, соответствующих верхней и нижней
опокам при литье в песчаные формы. Для сложных отливок форму изго-
товляют из нескольких разъемных частей, каждая из которых образует ч
асть
отливки. Поверхность разъема форм определяется конструкцией отливки.
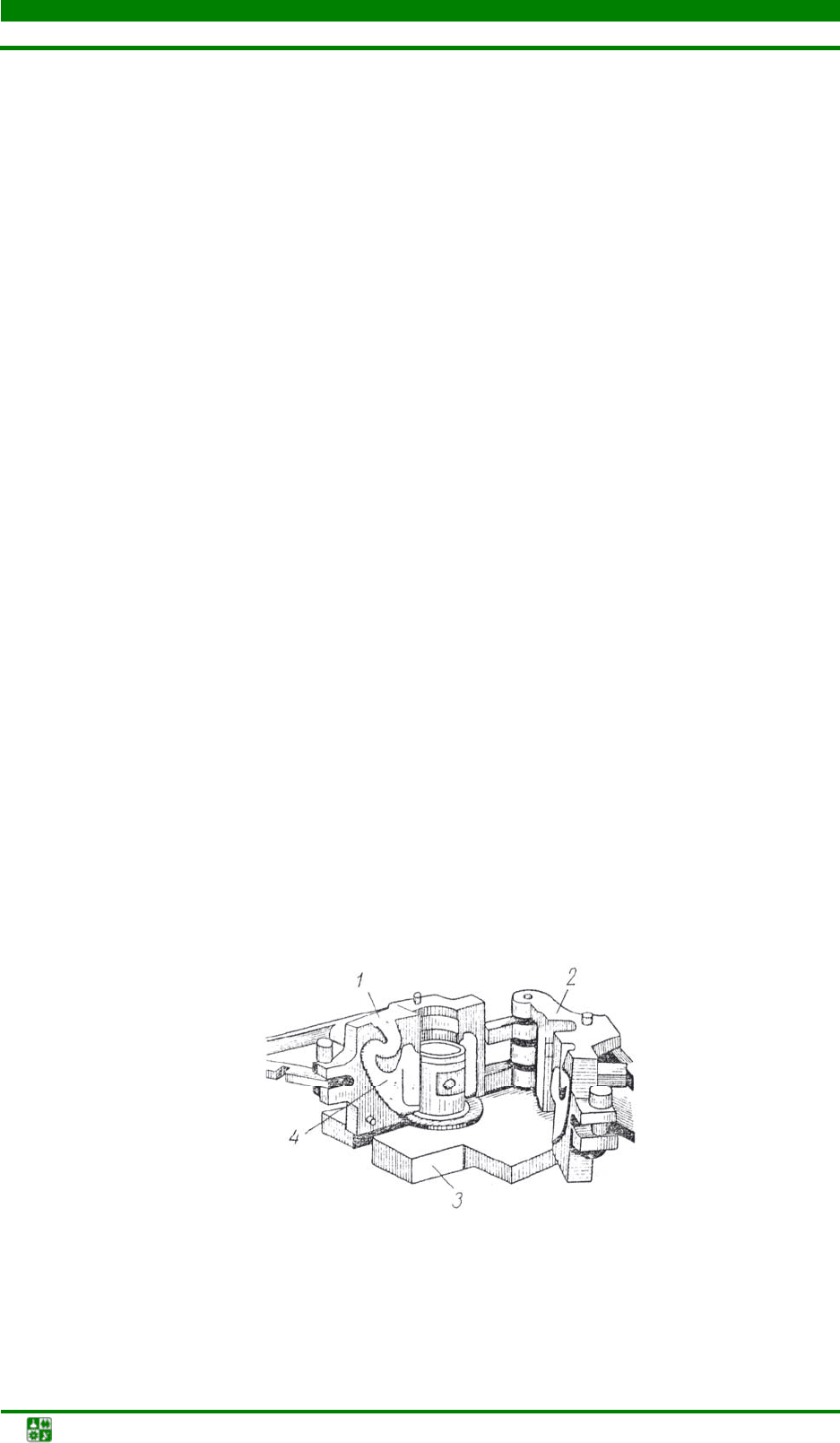
Рис. 5.20. Форма для изготовления алюминиевого поршня
Для получения внутренней полости отливки применяют песчаные и
металлические стержни. Для отливок из легкоплавких сплавов преиму-
2
1
4
3

ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -134-
щественно применяют металлические стержни, а для чугунных и стальных
отливок – песчаные.
Алюминиевые поршни отливают с металлическим стержнем. Корпус
кокиля состоит из трех частей − 1−3 на рис. 5.20
. Литниковая система 4
расположена в плоскости разъема. Внутреннюю полость отливки образует
металлический стержень. Для обеспечения возможности выемки
металлического стержня из отливки его делают разъемным (из нескольких
частей). После заливки и затвердевания сплава сначала вынимают центровую
конусообразную часть 1, а затем боковые части 2 и 3.
5
5
.
.
3
3
.
.
5
5
.
.
4
4
.
.
Л
Л
и
и
т
т
ь
ь
е
е
п
п
о
о
д
д
д
д
а
а
в
в
л
л
е
е
н
н
и
и
е
е
м
м
Литье под давлением − способ получения фасонных отливок в метал-
лических формах, которые принудительно заполняют металлом под давле-
нием. Этот способ применяют в массовом производстве для тонкостенных
отливок из сплавов цветных металлов. При данном способе обеспечивается
большая точность размеров отливок, и они в подавляющем большинстве
случаев не требуют дальнейшей механической обработки.
При литье под давлением металлические формы имеют более сложную
конфигурацию, их изготовляют более точно и тщат
ельно, чем при кокильном
литье. Формы при литье под давлением делают стальными со стальными же
стержнями. Применение песчаных стержней в данном случае исключено, так
как струя металла под давлением может разрушить песчаный стержень. Для
создания давления при заполнении формы металлом применяют специаль-
ные весьма сложные машины.
Существу
ют четыре основных типа машин для литья под давлением:
поршневого действия с горячей камерой сжатия и с холодной камерой
сжатия, компрессорного действия с неподвижной и подвижной камерой
сжатия.
Машины поршневого действия с горячей камерой сжатия
(рис. 5.21, а) применяют для сплавов, имеющих температуру плавления до
450 °С (оловянных, цинковых, свинцовых). Эти машины подразделяют по
конструкции на ручные, полуавтоматы и автоматы, но принцип их действия
один и тот же.
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -135-
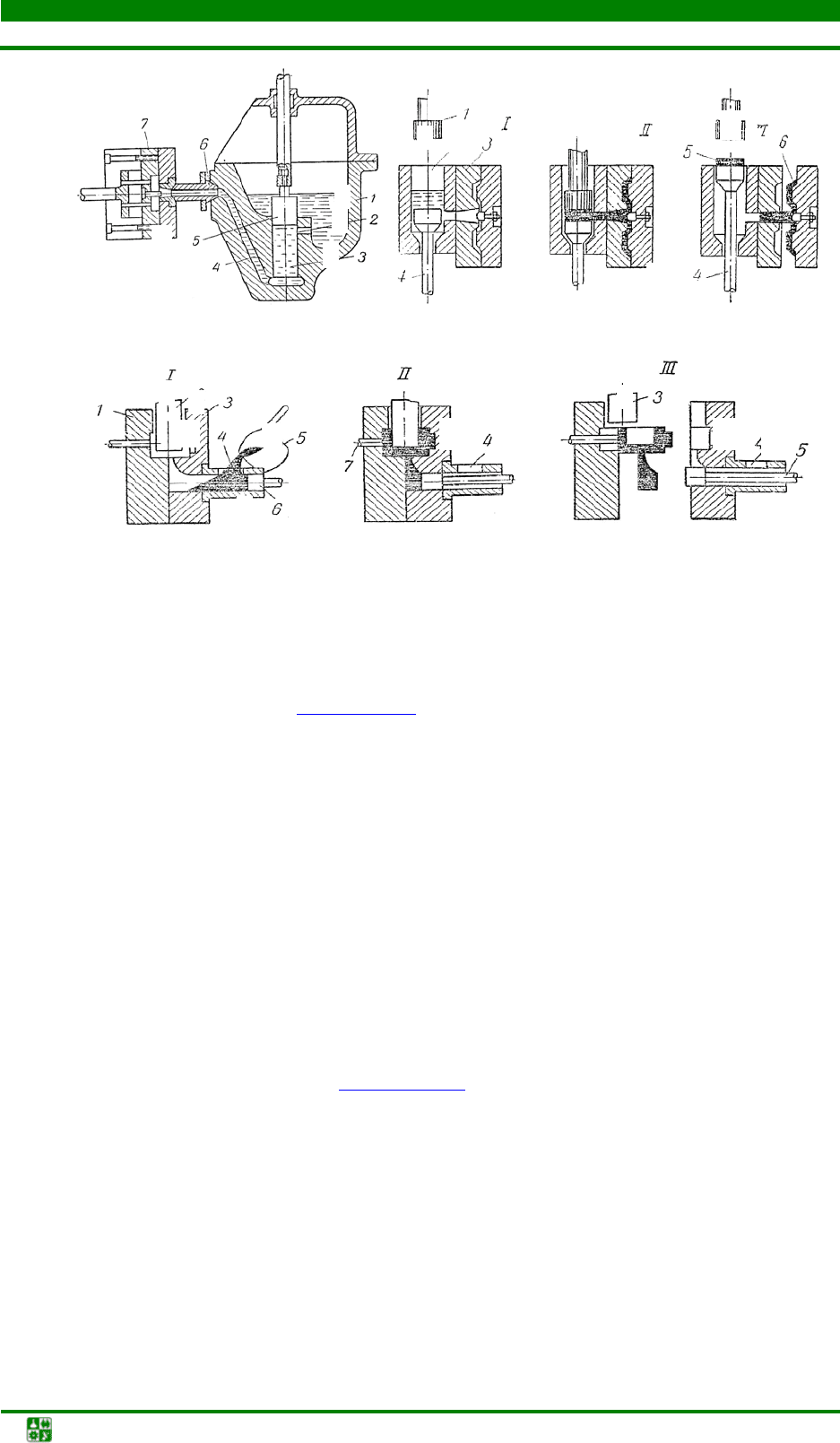
Рис. 5.21. Машины для литья под давлением поршневого действия: а − с горячей
камерой сжатия; б – с холодной камерой сжатия; в – с горизонтальной камерой сжатия
В чугунную ванну 1 (рис. 5.2
1, а) заливают жидкий металл, для поддер-
жания постоянной температуры металла ванну подогревают. Жидкий металл
через отверстия 2 заполняет полость цилиндра 3 и подводящий канал 4.
Перед заливкой металла форму 7 закрывают, и конец мундштука 6 прижима-
ется к ее ходовому каналу. В следующий момент автоматически включается
пневматический цилиндр, поршень 5 скользит по цилиндру и вытесня
ет
расплавленный металл в форму 7.
После затвердевания залитого металла поршень поднимается и форма
раскрывается, освобождая отливку. Затем форму обдувают, и рабочий цикл
машины повторяется вновь.
Машины поршневого действия с холодной камерой сжатия
широко
используются для литья из тугоплавких цветных сплавов. Принцип устрой-
ства таких машин показан на рис. 5.21, б
. Металл заливают дозировочным
ковшом в цилиндр 2 (I). Нижний поршень 4 при этом перекрывает входное
отверстие формы во избежание преждевременного попадания в нее металла.
Затем прессующий поршень 1 совершает свой рабочий ход вниз (II). Нижний
поршень 4 при этом опускается, опираясь заплечиками на соответствующие
выступы камеры, а металл запрессовывается в форму 3. В следующий
момент поршень 1 отходи
т в верхнее положение (III). Остаток затвердевшего
металла 5 ходом нижнего поршня 4 отрезается от литника и удаляется из
цилиндра. Форму открывают и отливки 6 удаляют.
в
I
II
III
I
II III
б
а
4
4
4 4
4
4
5
5
5
5
6
6
6
7
7
1
1
1
2
2
2
3
3
3
3
7
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -136-
Наиболее широко применяют машины такого типа с горизонтальной
камерой сжатия (рис. 5.21, в
). Металл заливают через отверстие 4 ковшом 5
(I), поршнем 6 под давлением сплав заполняет пресс-форму, состоящую из
подвижной 1 и неподвижной 3 (II) частей. В центре пресс-формы расположен
стержень 2. После затвердевания сплава в пресс-форме отливку извлекают
выталкивателем 7 (III).
5
5
.
.
3
3
.
.
5
5
.
.
5
5
.
.
Ц
Ц
е
е
н
н
т
т
р
р
о
о
б
б
е
е
ж
ж
н
н
о
о
е
е
л
л
и
и
т
т
ь
ь
е
е
Центробежное литье − способ получения отливок, при котором
залитый в форму металл подвергается действию центробежных сил. Развитие
центробежных сил в металле достигается заливкой металла во вращающуюся
форму или приведением формы во вращение непосредственно после
заполнения ее металлом.
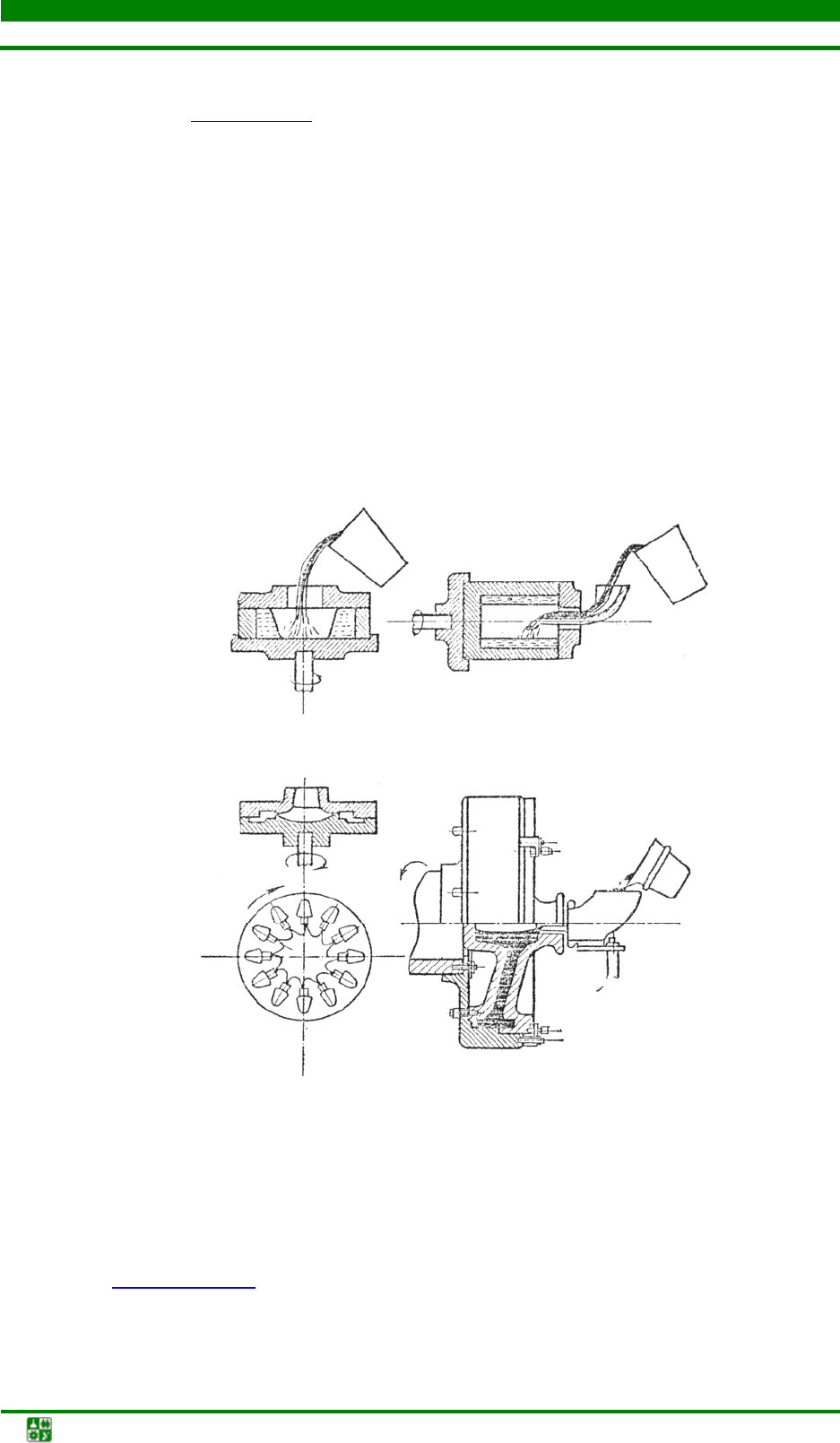
Рис. 5.22. Формы для центробежного литья
Форма приводится во вращение на специальных машинах для
центробежного литья, которые изготовляют с различной осью вращения:
вертикальной, горизонтальной и наклонной.
На рис. 5.22, а
изображена схема получения отливки в форме,
вращающейся вокруг вертикальной оси. Залитый металл отбрасывается
центробежной силой к периферийной части формы и в таком положении
а
б
в
г
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -137-
затвердевает. При этом внутренняя поверхность отливки получается без
стержня. После затвердевания металла вращение формы прекращается и
готовую заготовку извлекают из формы.
При вертикальной оси вращения формы свободная поверхность
отливки получается параболической, разностенность отливки по высоте
оказывается тем больше, чем меньше скорость вращения отливки. На этих
машинах отливают детали, имеющие небольшую высоту (короткие втулки,
кольца, венцы червячных зубчатых колес и т. д.).
На рис. 5.22, б
представлена схема получения отливки при вращении
вокруг горизонтальной оси. В результате отливки получаются со стенками
равномерной толщины как по длине, так и в поперечном сечении. Поэтому
на указанных машинах отливают короткие и длинные изделия (втулки, трубы
и т. д.).
На рис. 5.22, в
показан процесс заливки фасонных деталей в металли-
ческие формы на машинах с вертикальной осью вращения. Металл заливают
через общий стояк, отливки расположены вне оси вращения формы. Этим
способом отливают изделия любой конфигурации, небольших габаритов
(детали насосов, компрессоров, пароводопроводную арматуру и т. д.),
причем полые отливки образуют песчаными стержнями.
На рис. 5.22, г
приведена схема центробежной машины с горизонталь-
ной осью вращения для отливки фасонных деталей. Формы при получении
отливок по любой из схем могут быть металлическими и с песчаными
футеровками (сырыми, сухими или сборными из стержней).
5
5
.
.
3
3
.
.
5
5
.
.
6
6
.
.
Л
Л
и
и
т
т
ь
ь
е
е
в
в
ы
ы
ж
ж
и
и
м
м
а
а
н
н
и
и
е
е
м
м
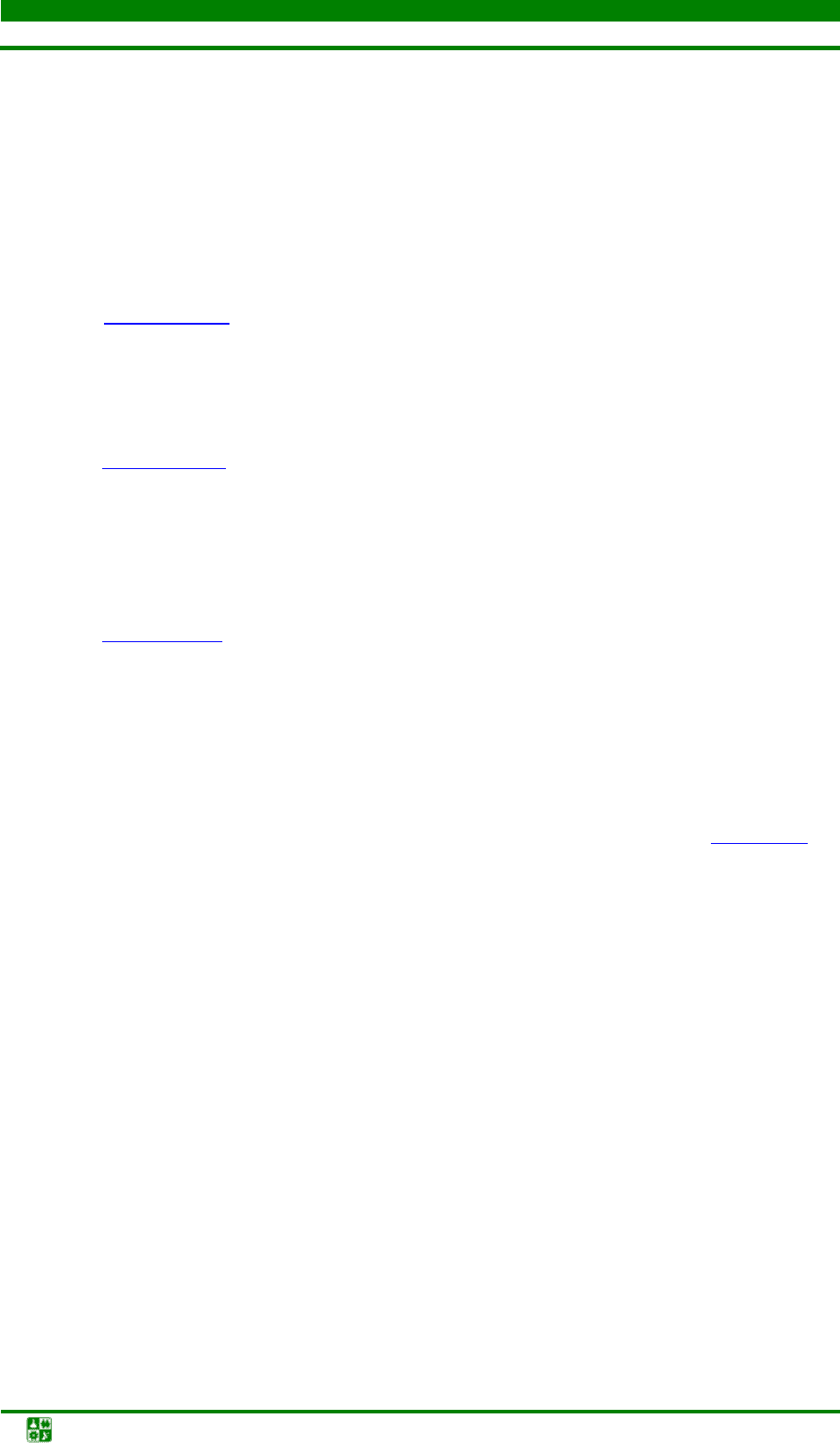
Схема установки для литья выжиманием представлена на рис. 5.23
. В
металлоприемник 1 заливают расплавленный металл. Подвижная матрица 2
перемещается в сторону неподвижной матрицы 3 с постоянной угловой
скоростью.
При сближении матриц металл выжимается из металлоприемника и
заполняет полость формы 4 между матрицами. Этим способом можно
получать отливки с песчаными стержнями и крупногабаритные
тонкостенные отливки.
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.3. Способы изготовления отливок
Технология конструкционных материалов. Учебное пособие -138-
Рис. 5.23. Схема установки для литья выжиманием: 1 – металлоприемник;
2 – подвижная матрица; 3 – неподвижная матрица; 4 – форма
5
5
.
.
4
4
.
.
О
О
с
с
о
о
б
б
е
е
н
н
н
н
о
о
с
с
т
т
и
и
и
и
з
з
г
г
о
о
т
т
о
о
в
в
л
л
е
е
н
н
и
и
я
я
о
о
т
т
л
л
и
и
в
в
о
о
к
к
и
и
з
з
р
р
а
а
з
з
л
л
и
и
ч
ч
н
н
ы
ы
х
х
с
с
п
п
л
л
а
а
в
в
о
о
в
в
Отливки из серого чугуна в основном изготовляют в песчаных формах,
без применения прибылей.
При изготовлении отливок из серого чугуна в кокилях, в связи с повы-
шенной скоростью охлаждения при затвердевании, начинает выделяться
цементит – появление отбеливания. Для предупреждения отбела на рабочую
поверхность кокиля наносят малотеплопроводные покрытия. Кокили перед
работой нагревают, а чугун подвергают модифицированию. Для устранени
я
отбела отливки подвергают отжигу.
Отливки типа тел вращения (трубы, гильзы, втулки) получают
центробежным литьем.
Отливки из высокопрочного чугуна преимущественно изготовляют в
песчаных формах, в оболочковых формах, литьем в кокиль, центробежным
литьем. Достаточно высокая усадка чугуна вызывает необходимость
создания условий направленного затвердевания отливок для предупреждения
образования усадочных дефектов в массивных частя
х отливки путем
установки прибылей и использования холодильников.
Расплавленный чугун в полость формы подводят через сужающуюся
литниковую систему и, как правило, через прибыль.
3
4
2
2
1

ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.4. Особенности изготовления отливок из различных сплавов
Технология конструкционных материалов. Учебное пособие -139-
Особенностью получения отливок из ковкого чугуна является то, что
исходный материал – белый чугун − имеет пониженную жидкотекучесть и
это требует повышенной температуры заливки при изготовлении
тонкостенных отливок. Для сокращения продолжительности отжига чугун
модифицируют алюминием, бором, висмутом. Отливки изготавливают в
песчаных формах, а также в оболочковых формах и кокилях.
Литейные стали имеют пониженную жидкотек
учесть, высокую усадку
(до 2,5 %), склонны к образованию трещин.
Стальные отливки изготовляют в песчаных и оболочковых формах,
литьем по выплавляемым моделям, центробежным литьем.
Для предупреждения усадочных раковин и пористости в отливках на
массивные части устанавливают прибыли, а в тепловых узлах используют
наружные или внутренние холодильники. Для предупреждения трещин
формы изготавливают из податливых формовочных смесей, в отливках
предусматривают технологи
ческие ребра.
Подачу расплавленного металла для мелких и средних отливок выпол-
няют по разъему или сверху, а для массивных – сифоном. В связи с низкой
жидкотекучестью площадь сечения питателей в 1,5–2 раза больше, чем при
литье чугуна.
Для получения высоких механических свойств стальные отливки
подвергают отжигу, нормализации и другим видам те
рмической обработки.
Сплавы системы алюминий − кремний (силумины) имеют высокую
жидкотекучесть, малую усадку (0,8–1 %), не склонны к образованию горячих
и холодных трещин, потому что по химическому составу близки к эвтекти-
ческим сплавам (интервал кристаллизации составляет 10–30 ºС). Остальные
алюминиевые сплавы имеют низкую жидкотекучесть, повышенную усадку,
склонны к образованию трещин.
Отливки из алюминиевых сплавов изготовляют литьем в кокиль, под
давлением и в песчаные фо
рмы. При литье в кокиль используют кокили с
вертикальным разъемом. Для получения плотных отливок устанавливаются
массивные прибыли. Металл подводят через расширяющиеся литниковые
системы с нижним подводом металла к тонким сечениям отливки. Все
элементы литниковой системы размещают в пло
скости разъема кокиля.
Медные сплавы склонны к образованию трещин. Отливки изготавли-
ваются литьем в песчаные и оболочковые формы, литьем в кокиль, под
давлением и центробежным литьем.
Для предупреждения образования усадочных раковин и пористости в
массивных узлах отливок устанавливают прибыли. Для предупреждения
появления трещин в отливках используют форму с высокой податливостью.
Для плавного поступления мет
алла применяют расширяющиеся литни-
ковые системы с верхним, нижним и боковым подводом. Для отделения
оксидных пленок в литниковой системе устанавливают фильтры из стекло-
ткани.
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.4. Особенности изготовления отливок из различных сплавов
Технология конструкционных материалов. Учебное пособие -140-
Титановые сплавы имеют высокую химическую активность в расплав-
ленном состоянии. Они активно взаимодействуют с кислородом, азотом,
водородом и углеродом. Плавку этих сплавов ведут в вакууме или в среде
защитных газов.
Основной способ производства титановых отливок – литье в графито-
вые формы, в оболочковые формы из нейтральных оксидов магния,
циркония. При изготовлении сложных тонкостенных отливок применяют
формы, полученные по выплавляемым модел
ям.
5
5
.
.
5
5
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
н
н
о
о
с
с
т
т
ь
ь
к
к
о
о
н
н
с
с
т
т
р
р
у
у
к
к
ц
ц
и
и
й
й
л
л
и
и
т
т
ы
ы
х
х
ф
ф
о
о
р
р
м
м
Конструкция литой детали должна обеспечивать высокий уровень
механических и эксплуатационных характеристик при заданной массе,
конфигурации, точности размеров и шероховатости поверхности.
При проектировании отливки должны учитываться литейные свойства
сплавов, а также технологии изготовления модельного комплекта, литейной
формы, стержней, очистка и обрубка отливок, их дальнейшая обработка.
Необходимо стремиться к уменьшению массы и упрощению конфигурации.
5
5
.
.
5
5
.
.
1
1
.
.
О
О
с
с
н
н
о
о
в
в
ы
ы
к
к
о
о
н
н
с
с
т
т
р
р
у
у
и
и
р
р
о
о
в
в
а
а
н
н
и
и
я
я
л
л
и
и
т
т
ы
ы
х
х
з
з
а
а
г
г
о
о
т
т
о
о
в
в
о
о
к
к
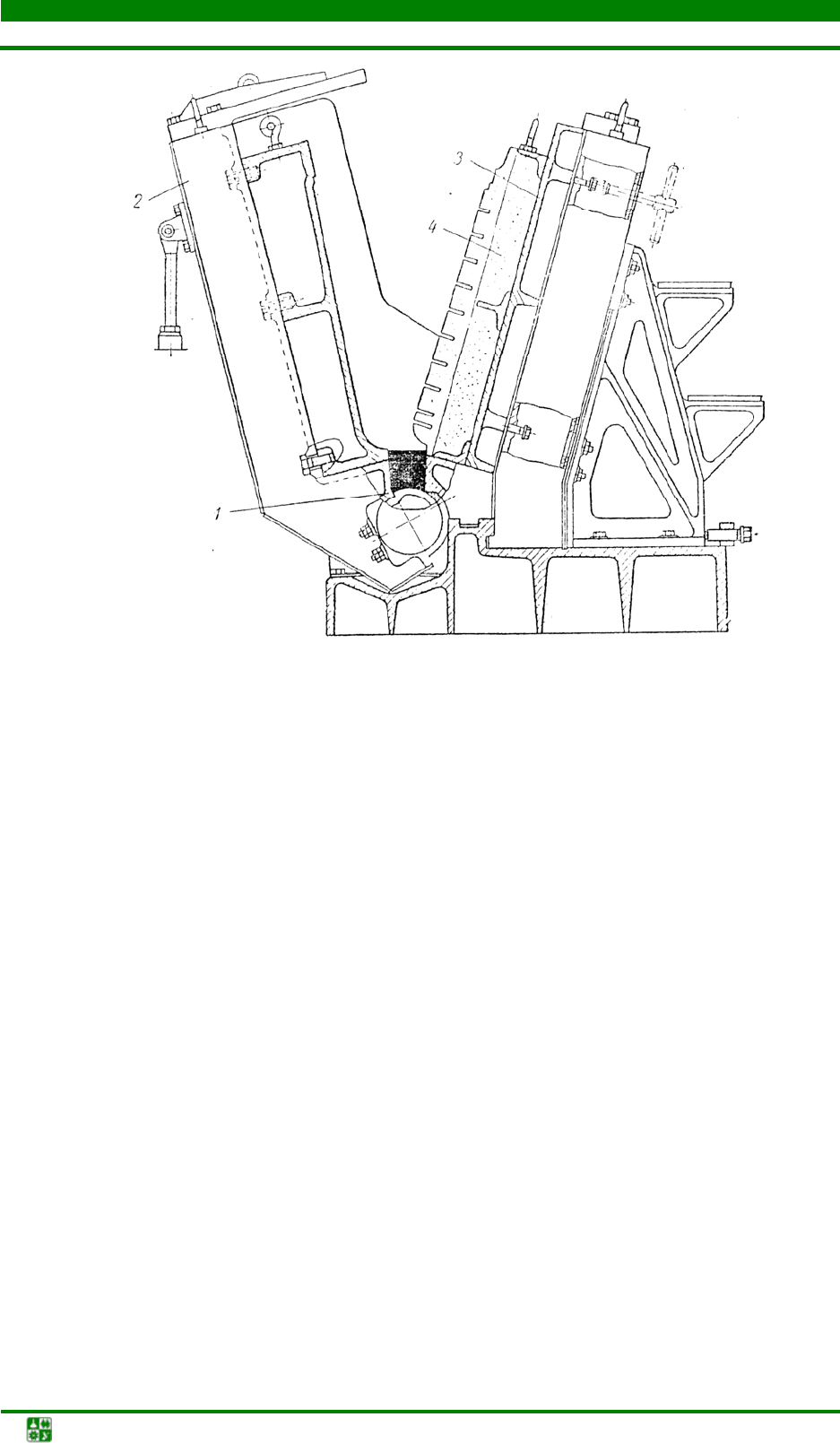
Минимальную толщину необрабатываемых стенок отливки опреде-
ляют по диаграмме (рис. 5.24
) в зависимости от габаритного размера.
Рис. 5.24. Диаграммы для определения минимальной толщины стенок отливок из
различных сплавов: 1 – сталь; 2 – серый чугун; 3 – бронза; 4 – алюминиевые сплавы