Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.5. Технологичность конструкций литых форм
Технология конструкционных материалов. Учебное пособие -141-
а
б
в
г
д
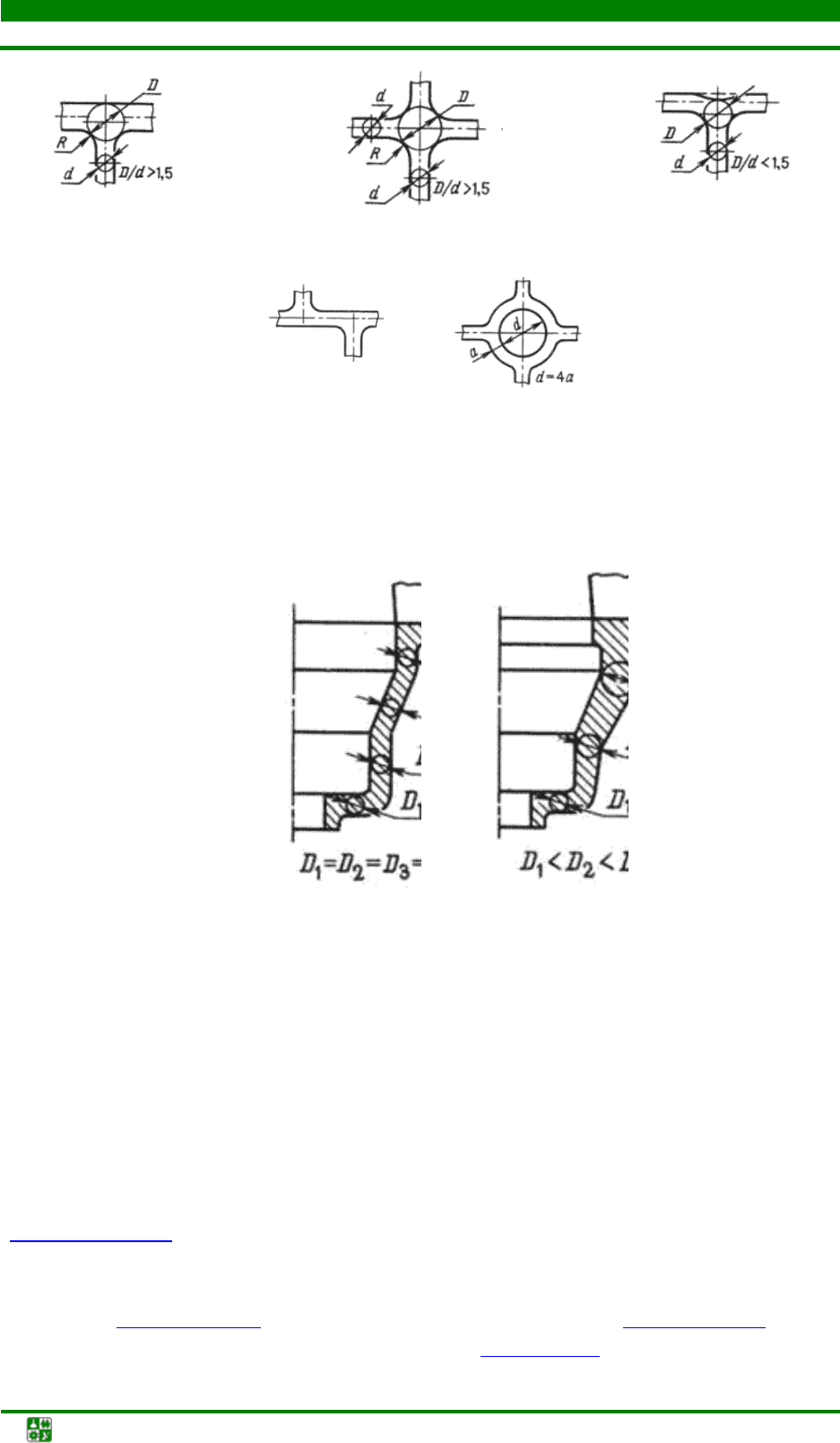
Рис. 5.25. Устранение местного скопления металла в стенках отливки:
а, б – диаметр вписанных окружностей; в – уменьшение радиуса галтели;
г – смещение одной стенки; д – проектирование отверстия
а
б
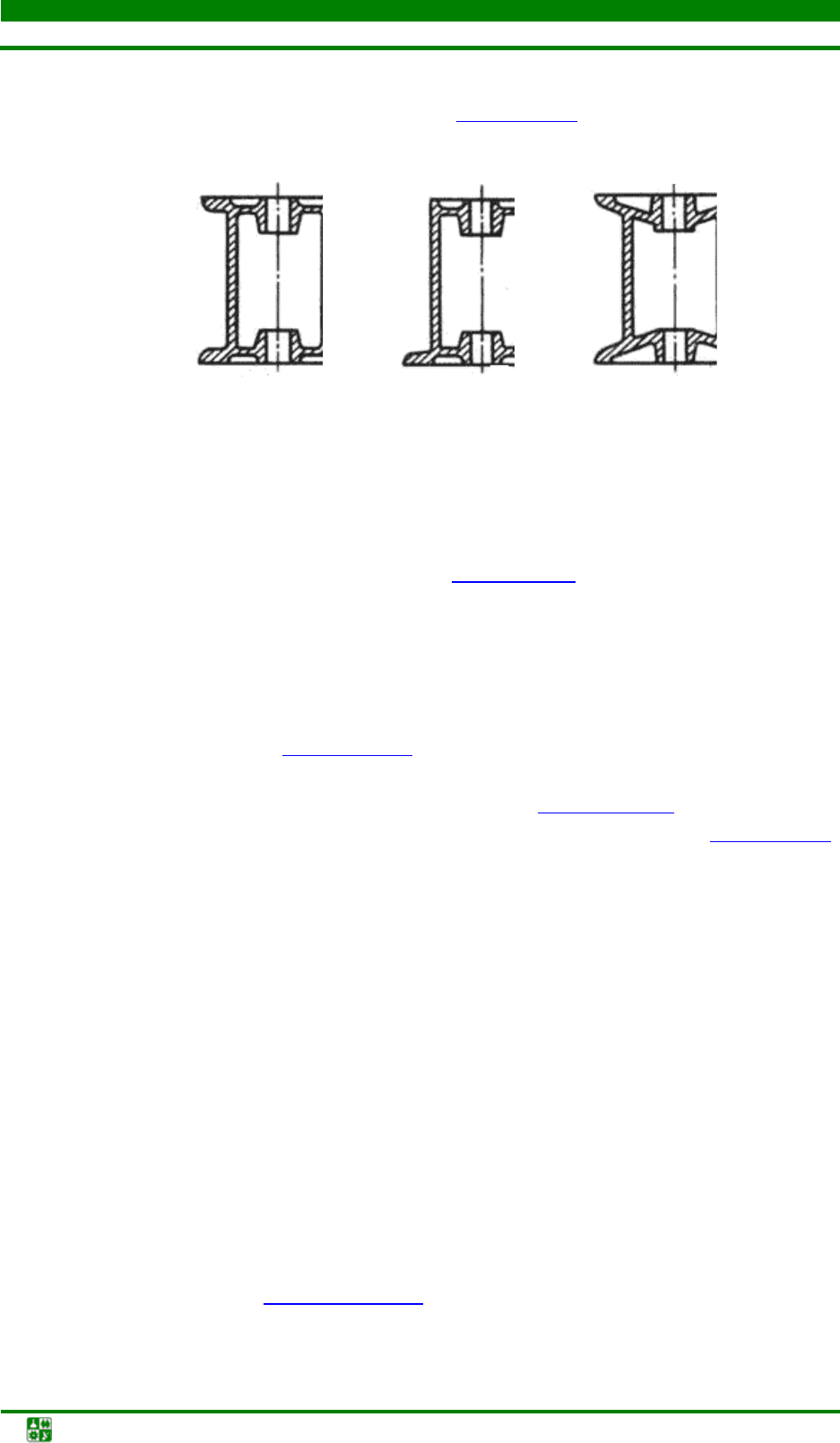
Рис. 5.26. Конструкции литых деталей, обеспечивающих одновременное (
а)
и направленное (б) затвердевание отливок
Толщина внутренних стенок и ребер принимается на 20 % меньше
толщины наружных стенок.
Получение отливок без усадочных дефектов достигается при равномер-
ной толщине стенок, т. е. если отсутствуют термические узлы – большое
скопление металла в отдельных местах. Равномерность толщины стенки и
скопление металла определяют диаметром вписанных окружностей
(рис. 5.25, а, б
). Желательно, чтобы соотношение диаметров вписанных
окружностей в близко расположенных сечениях не превышало 1,5. Это
достигается уменьшением радиуса галтели с помощью углублений в стенках
отливки (рис. 5.25, в
), смещением одной стенки (рис. 5.25, г), при
возможности предусматривается отверстие (рис. 5.25, д
).
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.5. Технологичность конструкций литых форм
Технология конструкционных материалов. Учебное пособие -142-
Отливки, затвердевающие одновременно, должны иметь равномерную
толщину стенок с плавными переходами (рис. 5.26, а
). Принцип применяется
для мелких и средних тонкостенных отливок из чугуна и других сплавов.
а
б
в
Рис. 5.27. Конструкции литых деталей, снижающие усадочные напряжения в
отливках:
а – корпусная деталь; б – конструкция, обеспечивающая свободную усадку;
в – перегородки конической формы
При направленном затвердевании (рис. 5.26, б
) верхние сечения отли-
вок питаются от прибылей и служат прибылью для нижних сечений. Прин-
цип направленного затвердевания применяется для деталей с повышенными
требованиями к герметичности отливок.
Для снижения литейных напряжений необходимо обеспечить свобод-
ную усадку элементов отливки.
Корпусная деталь (рис. 5.27, а
) имеет перегородки, которые затруд-
няют процесс усадки, в результате чего возникают значительные литейные
напряжения. Конструкция, представленная на рис. 5.2
7, б, обеспечивает
свободную усадку. Придание перегородкам конической формы (рис. 5.27, в
)
также снижает усадочные напряжения.
Коробление отливок, возникающее из-за недостаточной жесткости
конструкции, можно устранить путем установки ребер жесткости. Кромки
стенок большой протяженности усиливают буртиками.
5
5
.
.
5
5
.
.
2
2
.
.
К
К
о
о
н
н
ф
ф
и
и
г
г
у
у
р
р
а
а
ц
ц
и
и
я
я
о
о
т
т
л
л
и
и
в
в
о
о
к
к
,
,
п
п
о
о
л
л
у
у
ч
ч
а
а
е
е
м
м
ы
ы
х
х
л
л
и
и
т
т
ь
ь
е
е
м
м
в
в
п
п
е
е
с
с
ч
ч
а
а
н
н
ы
ы
е
е
ф
ф
о
о
р
р
м
м
ы
ы
Внешние контуры отливок должны представлять собой сочетание
простых геометрических тел с преобладанием плоских прямолинейных
поверхностей с плавными переходами. При этом стремятся к уменьшению
габаритных размеров и особенно высоты литой детали: это облегчает
изготовление модельного комплекта, а также процессы формовки, сборки
форм и очистки отливок. Отливка должна иметь один плоский разъем и
располаг
аться по возможности в одной полуформе.
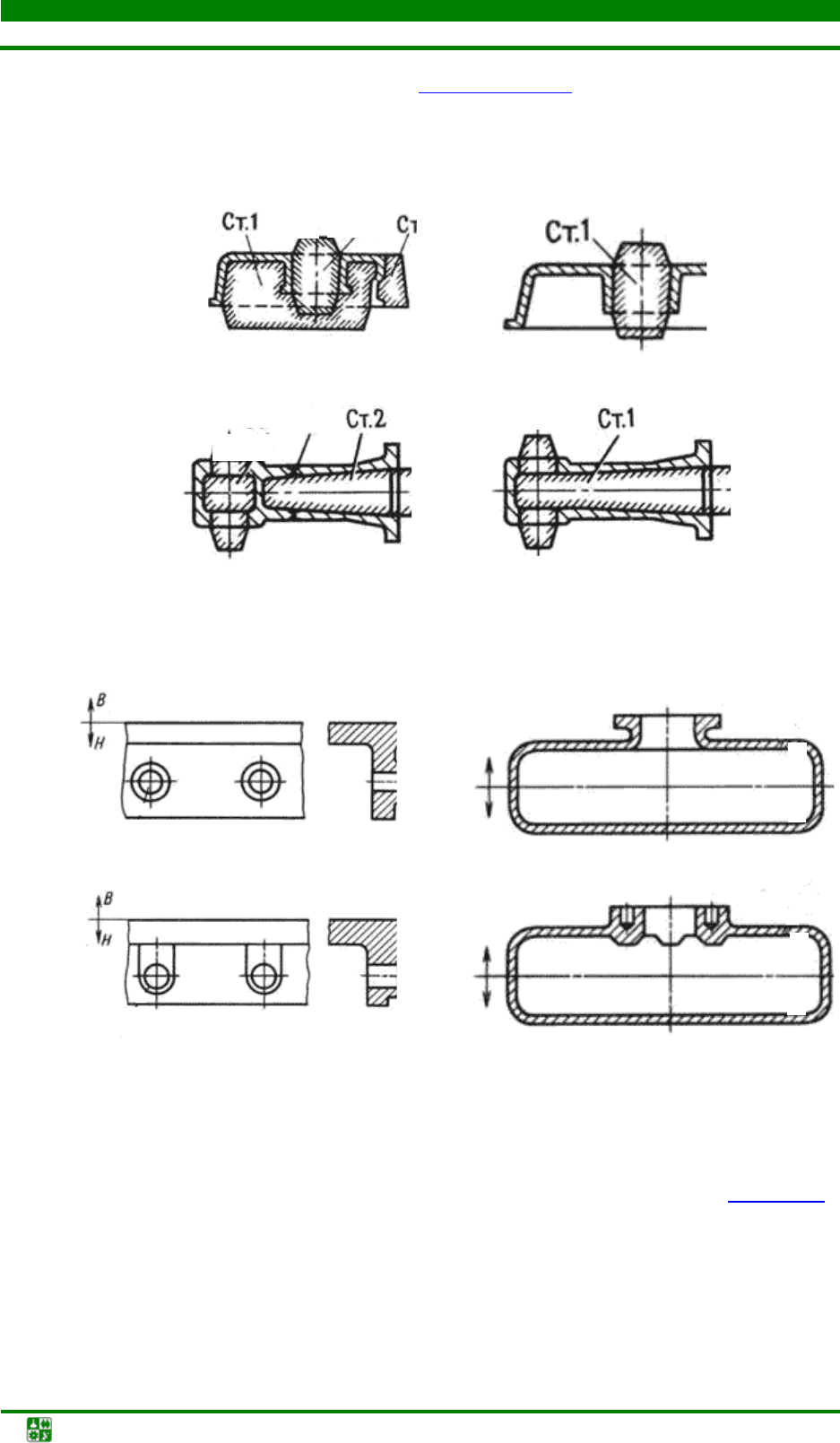
Контуры литых деталей должны обеспечивать формовку без дополни-
тельных стержней. На рис. 5.28, а, в
показаны конструкции деталей, при
изготовлении отливок которых требуются соответственно три и два стержня.
ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.5. Технологичность конструкций литых форм
Технология конструкционных материалов. Учебное пособие -143-
При изменении конструкции детали (рис. 5.28, б, г) требуется только один
стержень − процесс формовки упростился.
Необрабатываемые поверхности, перпендикулярные к плоскости
разъема, должны иметь конструктивные уклоны.
а
б
в
г
Рис. 5.28. Конструкции литых деталей: а, в – нетехнологичные; б, г –
технологичные
а
б
в
г
Рис. 5.29. Конструкции литой детали: а, б – нетехнологичные; в, г – технологичные
Бобышки, приливы и другие выступающие части необходимо констру-
ировать так, чтобы не затруднять извлечение модели из формы (рис. 5.29
).
При изготовлении нетехнологичных отливок требуется применение в моде-
лях отъемных частей или стержней, что усложняет процесс формовки.
В конструкции детали должно быть достаточное число окон для проч-
ного крепления стержней в форме, удаления газов из стержня и удобства
выбивки стержней из отливки.
Cт. 1
Cт. 2
Cт. 3 Cт. 1
Cт. 2
Cт. 1
Cт. 1
В
Н
В
В
В
Н
Н
Н

ГЛАВА 5. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
–
СПОСОБ ПЕРВИЧНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВОК
5.5. Технологичность конструкций литых форм
Технология конструкционных материалов. Учебное пособие -144-
В конструкции детали следует избегать пазов и узких полостей, при
выполнении которых возможно образование песчаных раковин из-за
разрушения стержней потоком расплавленного металла.
Минимальные диаметры отверстий в отливках выбираются в зависи-
мости от материала и толщины стенки.
5
5
.
.
5
5
.
.
3
3
.
.
В
В
ы
ы
б
б
о
о
р
р
с
с
п
п
о
о
с
с
о
о
б
б
а
а
л
л
и
и
т
т
ь
ь
я
я
При выборе способа литья для получения заготовки в первую очередь
должен быть рассмотрен вопрос экономии металла. Металлоемкость можно
снизить конструктивными и технологическими мероприятиями. Часто
закладывается неоправданно большой запас прочности деталей, работающих
при незначительных нагрузках. За счет изменения конструкции, образования
выемок, изменения толщины стенок, применения коробчатых или тавровых
сечений можно достичь значительной экономии мет
алла.
При выборе способа получения отливки необходимо оценить все
положительные и отрицательные стороны возможных технологических
процессов, провести сравнительный анализ.
При сравнении различных способов литья необходимо учитывать
различные факторы:
технологические свойства сплава − возможность для получения отли-
вок без дефектов литейного происхождения и для обеспечения равномерной
мелкозернистой структуры, высоких механических свой
ств. Литье в метал-
лические формы нежелательно применять при пониженной жидкотекучести
и высокой склонности к усадке (так как возможно образование трещин из-за
низкой податливости формы);
технологичность конструкции детали. Сложные по конфигурации
отливки получают литьем под давлением, по выплавляемым моделям, в
песчаных формах. Литьем в кокиль получают отливки с простой наружной
конфигурацией, центробежным лит
ьем – отливки типа тел вращения.
Наиболее тонкостенные отливки получают литьем по выплавляемым
моделям и литьем под давлением. Специальные способы литья применяют
для получения мелких и средних отливок, при литье в песчаные формы
габариты и масса отливок не ограничены.
Следует выбирать способ, обеспечивающий заданную точность размеров
и шероховатость поверхности. Высок
ое качество поверхности дает возмож-
ность сохранить при механической обработке литейную корку, имеющую
повышенную твердость и износостойкость, снизить себестоимость готовых
деталей за счет экономии металла.
Специальные способы литья целесообразно применять в крупносерий-
ном и массовом производствах. Необходимо учитывать возможности имею-
щегося оборудования, уровень литейной технологии и технологии механи-
ческой обработки. Наиболее точным показателем, определяющим эффекти
в-
ность применения того или иного способа, является себестоимость отливки.

Технология конструкционных материалов. Учебное пособие -145-
Г
Г
Л
Л
А
А
В
В
А
А
6
6
.
.
Т
Т
Е
Е
Х
Х
Н
Н
О
О
Л
Л
О
О
Г
Г
И
И
Я
Я
П
П
О
О
Л
Л
У
У
Ч
Ч
Е
Е
Н
Н
И
И
Я
Я
З
З
А
А
Г
Г
О
О
Т
Т
О
О
В
В
О
О
К
К
П
П
Л
Л
А
А
С
С
Т
Т
И
И
Ч
Ч
Е
Е
С
С
К
К
И
И
М
М
Д
Д
Е
Е
Ф
Ф
О
О
Р
Р
М
М
И
И
Р
Р
О
О
В
В
А
А
Н
Н
И
И
Е
Е
М
М
.
.
Ф
Ф
О
О
Р
Р
М
М
О
О
О
О
Б
Б
Р
Р
А
А
З
З
О
О
В
В
А
А
Н
Н
И
И
Е
Е
З
З
А
А
Г
Г
О
О
Т
Т
О
О
В
В
О
О
К
К
В
В
Т
Т
В
В
Е
Е
Р
Р
Д
Д
О
О
М
М
С
С
О
О
С
С
Т
Т
О
О
Я
Я
Н
Н
И
И
И
И
Формоизменение давлением основано на способности заготовок из ме-
таллов и других материалов изменять свою форму без разрушения под дейст-
вием внешних сил.
Обработка давлением обычно преследует две основные цели:
получение изделий сложной формы и улучшение кристаллической структуры
исходного литого металла с повышением его механических свойств.
Наряду с экономным расходованием металла и повышением его меха-
нических свойств в готовых изделиях обработка давлением обеспечивает
высокую производительность труда, по сравнению с другими методами
обработки, благодаря высоким скоростям обработки и одновременному
деформированию всего объема заготовки или значительной его части.
Способность металлов пластически деформироваться называется
пластичностью. При пластическом деформировании металла одновременно
с изменением формы меняется ряд его свойств.
6
6
.
.
1
1
.
.
В
В
и
и
д
д
ы
ы
о
о
б
б
р
р
а
а
б
б
о
о
т
т
к
к
и
и
м
м
е
е
т
т
а
а
л
л
л
л
о
о
в
в
д
д
а
а
в
в
л
л
е
е
н
н
и
и
е
е
м
м
Процессы обработки металлов давлением по назначению подразделяют
на два вида. К первому виду относят прокатку, прессование, волочение, кото-
рыми получают заготовки постоянного сечения по длине – машинострои-
тельные профили (прутки, проволока, трубы, ленты, листы и т. д.). Профили
применяют в строительных конструкциях и в качестве заготовок для
последующей обработки давлением или резанием.
Второй вид процессов обработки давлением, к которым относят ковку
и штамповку, применяют для придания заготовкам (поковкам) формы,
приближенной к форме готовой детали.
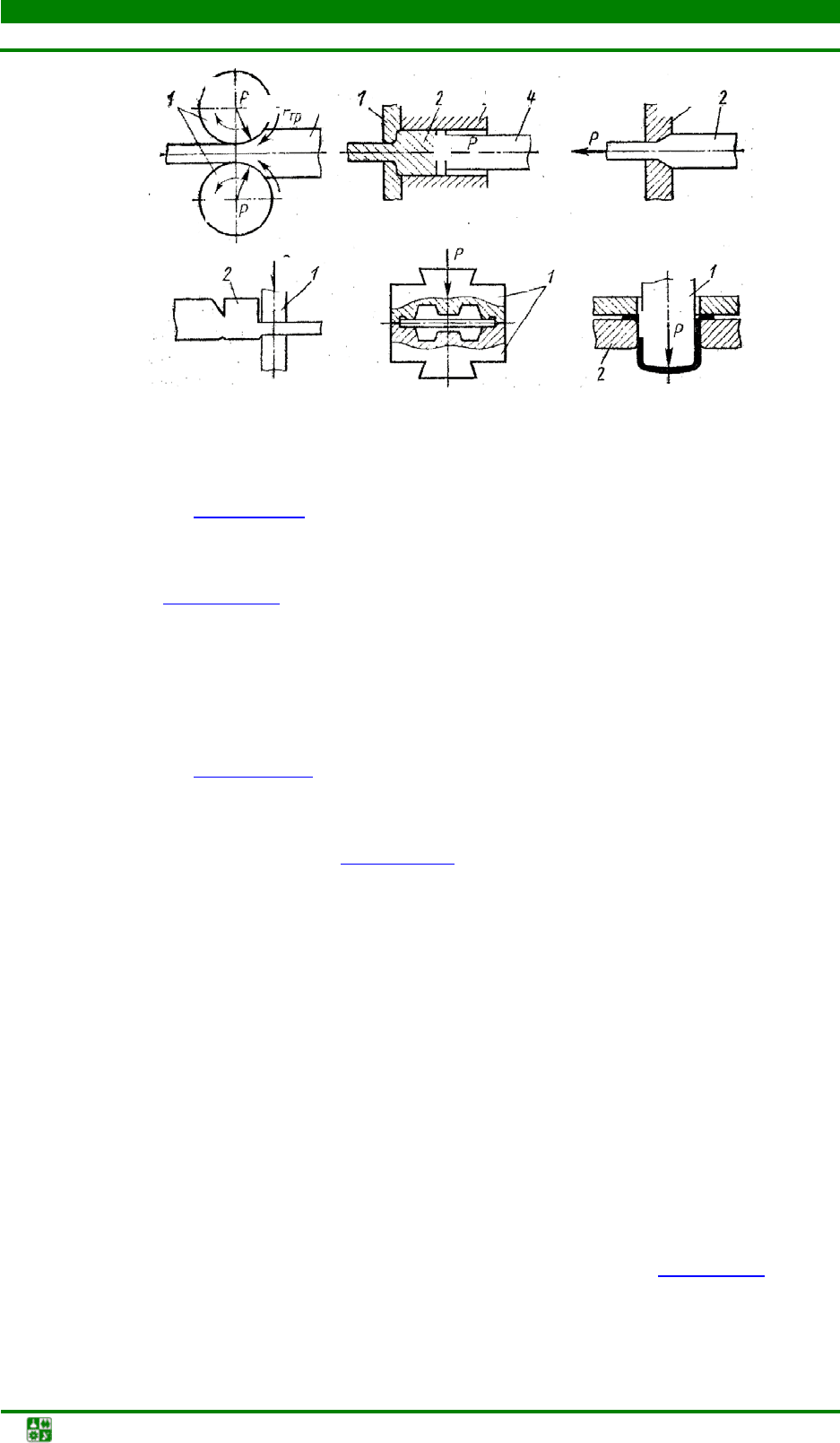
Прокатка (рис. 6.1, а
) заключается в обжатии заготовки 2 между вра-
щающими валками 1. Силами трения Р
тр
заготовка втягивается между валка-
ми, а силы Р, нормальные к поверхности валков, уменьшают поперечные
размеры заготовки.
Прессование (рис. 6.1, б
) заключается в продавливании заготовки 2,
находящейся в замкнутой форме 3, через отверстие матрицы 1. При этом
форма и размеры поперечного сечения выдавленной части заготовки соответ-
ствуют форме и размерам отверстия матрицы, а длина ее пропорциональна
отношению площадей поперечного сечения исходной заготовки и выдав-
ленной части и перемещению давящего инструмента 4.
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.1. Виды обработки металлов давлением
Технология конструкционных материалов. Учебное пособие -146-
Рис. 6.1. Схемы основных видов обработки металлов давлением
Волочение (рис. 6.1, в) заключается в протягивании заготовки 2 через
сужающуюся полость матрицы 1. Площадь поперечного сечения заготовки
уменьшается и получает форму поперечного сечения отверстия матрицы.
Ковкой (рис. 6.1, г
) изменяют форму и размеры заготовки 2 путем
последовательного воздействия универсальным инструментом 1 на отдель-
ные участки заготовки.
Штамповкой изменяют форму и размеры заготовки с помощью
специализированного инструмента – штампа (для каждой детали изготов-
ляют свой штамп). Различают объемную и листовую штамповку. При объем-
ной штамповке (рис. 6.1, д
) на заготовку, являющуюся обычно отрезком
прутка, воздействуют специализированным инструментом – штампом 1,
причем металл заполняет полость штампа, приобретая ее форму и размеры.
Листовой штамповкой (рис. 6.1, е
) получают плоские и пространст-
венные полые детали из заготовок, которыми являются лист, лента, полоса.
Обычно заготовка деформируется с помощью пуансона 1 и матрицы 2.
6
6
.
.
2
2
.
.
В
В
л
л
и
и
я
я
н
н
и
и
е
е
о
о
б
б
р
р
а
а
б
б
о
о
т
т
к
к
и
и
м
м
е
е
т
т
а
а
л
л
л
л
о
о
в
в
д
д
а
а
в
в
л
л
е
е
н
н
и
и
е
е
м
м
н
н
а
а
с
с
т
т
р
р
у
у
к
к
т
т
у
у
р
р
у
у
и
и
с
с
в
в
о
о
й
й
с
с
т
т
в
в
а
а
м
м
е
е
т
т
а
а
л
л
л
л
о
о
в
в
6
6
.
.
2
2
.
.
1
1
.
.
М
М
е
е
х
х
а
а
н
н
и
и
з
з
м
м
п
п
л
л
а
а
с
с
т
т
и
и
ч
ч
е
е
с
с
к
к
о
о
г
г
о
о
д
д
е
е
ф
ф
о
о
р
р
м
м
и
и
р
р
о
о
в
в
а
а
н
н
и
и
я
я
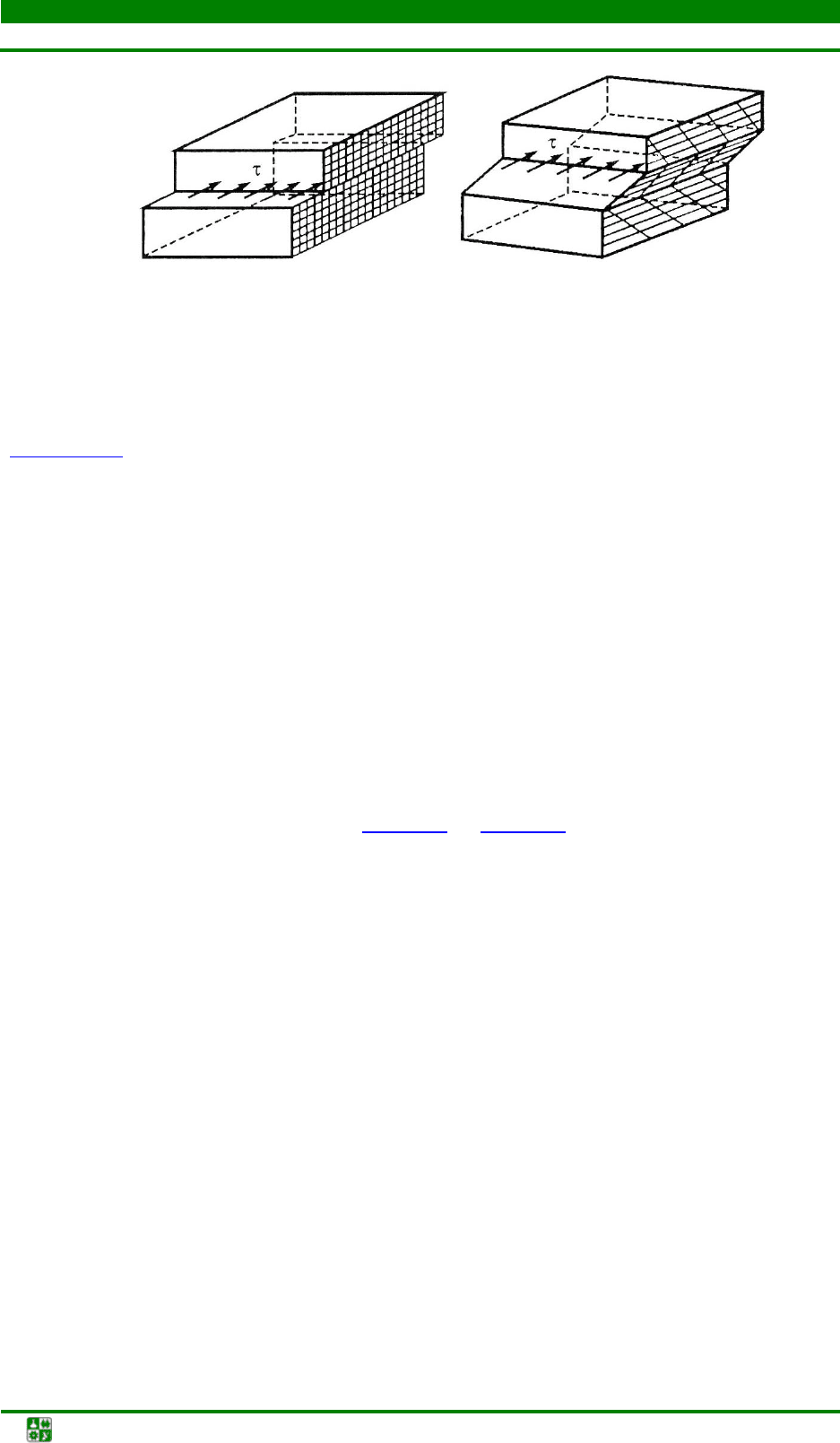
Пластическая деформация в кристалле осуществляется путем сдвига
одной части относительно другой. Сдвиг вызывают касательные напряжения,
когда их значение превышает критическое τ.
Имеется две разновидности сдвига: скольжение и двойникование. При
скольжении одна часть кристалла смещается параллельно другой части вдоль
плоскости, называемой плоскостью скольжения или сдвига (рис. 6.2, а
).
а
в
е
дг
1
б
1 1
1
11
2
2
2
2
2
3
4
Р
Р
Р
Р
Р
Р
Р
гр
Р
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.2. Влияние обработки металлов давлением
Технология конструкционных материалов. Учебное пособие -147-
Рис. 6.2. Схемы пластической деформации: а – скольжения; б – двойникования
Двойникование представляет собой перестройку части кристалла в но-
вое положение, зеркально симметричное к его недеформированной части
(рис. 6.2, б
). Плоскость зеркальной симметрии называют плоскостью двой-
никования. При двойниковании атомные плоскости кристалла сдвигаются
параллельно плоскости двойникования на разные расстояния. Часть
кристалла, в которой в результате двойникования произошла переориентация
кристаллической решетки, называется двойником деформации.
По сравнению со скольжением двойникование имеет второстепенное
значение. Роль двойникования возрастает, когда скольжение затруднено. В
металлах с ОЦК- и ГЦК-решетками двойникование наблюдается лишь пр
и
низких температурах или высоких скоростях деформирования. При
нормальных условиях в металлах с ГПУ-решеткой деформация развивается
как двойникованием, так и скольжением. Механизм двойникования сложен и
далее рассматриваться не будет.
Скольжение развивается по плоскостям и направлениям, на которых
плотность атомов максимальна (рис. 2.4
и рис. 2.5). Плоскость скольжения
вместе с направлением скольжения, принадлежащим этой плоскости,
образует сис-тему скольжения. Число систем скольжения неодинаково в
металлах с раз-ным типом решеток. У металлов с ГЦК-решеткой скольжение
идет по плос-костям {111} в направлениях [110]. В металлах с ОЦК-
решеткой скольжение развивается по плоскостям {110} в направлении [111].
У металлов с ГПУ-решеткой скольж
ение развивается по плоскостям
базиса. Эти металлы менее пластичны, чем металлы с ОЦК- и ГЦК-решет-
ками. Число систем скольжения может возрасти, если уменьшатся крити-
ческие напряжения сдвига в других плоскостях.
Элементарный акт сдвига – это смещение одной части кристалла отно-
сительно другой на одно межатомное расстояние. В идеальном кристалле в
скольжен
ии должны одновременно участвовать все атомы, находящиеся в
плоскости сдвига. Для такого синхронного «жесткого» сдвига требуется
критическое касательное напряжение, которое называют теоретической
прочностью кристалла. В реальных кристаллах для сдвига на одно меж-
атомное расстояние требуется напряжение в 1000 раз меньше теоретического
значения. Низкая прочность реальных кристаллов обусловлена их
структурным несовершенством.
а
б
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.2. Влияние обработки металлов давлением
Технология конструкционных материалов. Учебное пособие -148-
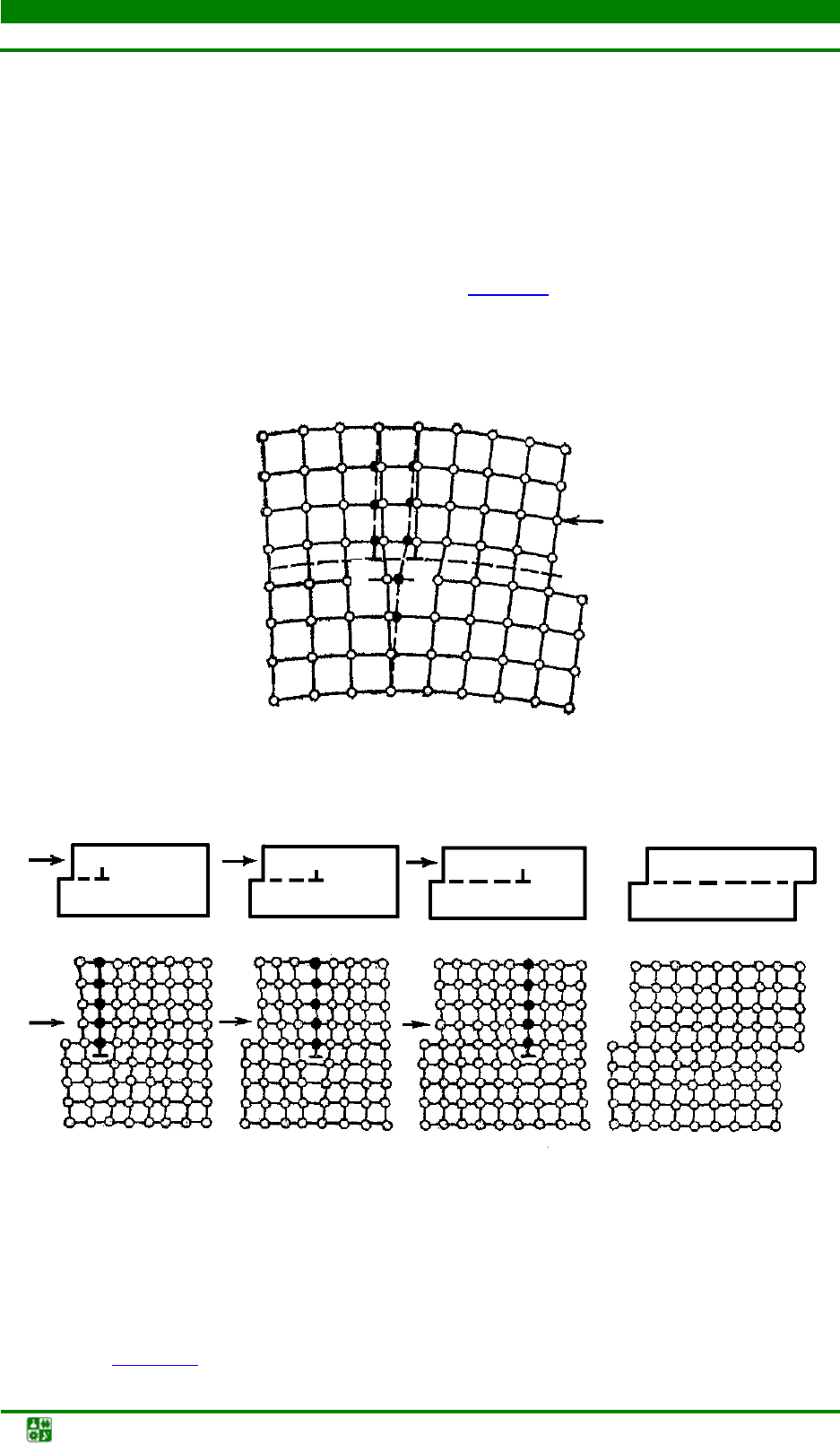
Пластическое деформирование в реальных кристаллах осуществляется
путем последовательного перемещения дислокаций. Дислокация легко
движется в той плоскости, в которой находится дислокационная линия ММ
(рис. 6.3) и ее вектор Бюргерса. Перемещение краевой дислокации при
сдвиге на одно межатомное расстояние представляет собой согласованную
перегруппировку атомов около дислокации и не сопровождается
диффузионным переносом массы.
Как видно из схемы, приведенной на рис. 6.3
, для перемещения краевой
дислокации справа налево из положения 1 в положение 2 требуется лишь
незначительное перемещение атомов (обозначенных черными кружками).
Рис. 6.3. Схема смещения атомов при перемещении краевой дислокации
на один параметр решетки
Рис. 6.4. Схема сдвига на один параметр решетки верхней части зерна относительно его
нижней части при движении дислокации через всю плоскость скольжения
При дальнейшем движении дислокация пройдет всю плоскость и вый-
дет на поверхность зерна (блока). При этом верхняя часть зерна окажется
сдвинутой по отношению к нижней его части на один межатомный период
решетки (рис. 6.4
). Так как в каждый момент смещается лишь небольшая
М
М
2
1
Р
Р
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.2. Влияние обработки металлов давлением
Технология конструкционных материалов. Учебное пособие -149-
группа атомов в области дислокации и на незначительные расстояния
(меньше межатомных), то пластическая деформация совершается при
небольшой величине касательных напряжений, что подтверждается
экспериментальными данными.
Рассмотренный дислокационный механизм схематически представляет
физическую сущность пластической деформации, происходящей путем
скольжения (сдвига) в единичной кристаллографической плоскости моно-
кристалла (одного зерна).
В процессе скольжения возникают новые дислокации, их плотность
повышает
ся.
6
6
.
.
2
2
.
.
2
2
.
.
О
О
с
с
о
о
б
б
е
е
н
н
н
н
о
о
с
с
т
т
и
и
д
д
е
е
ф
ф
о
о
р
р
м
м
и
и
р
р
о
о
в
в
а
а
н
н
и
и
я
я
м
м
о
о
н
н
о
о
-
-
и
и
п
п
о
о
л
л
и
и
к
к
р
р
и
и
с
с
т
т
а
а
л
л
л
л
о
о
в
в
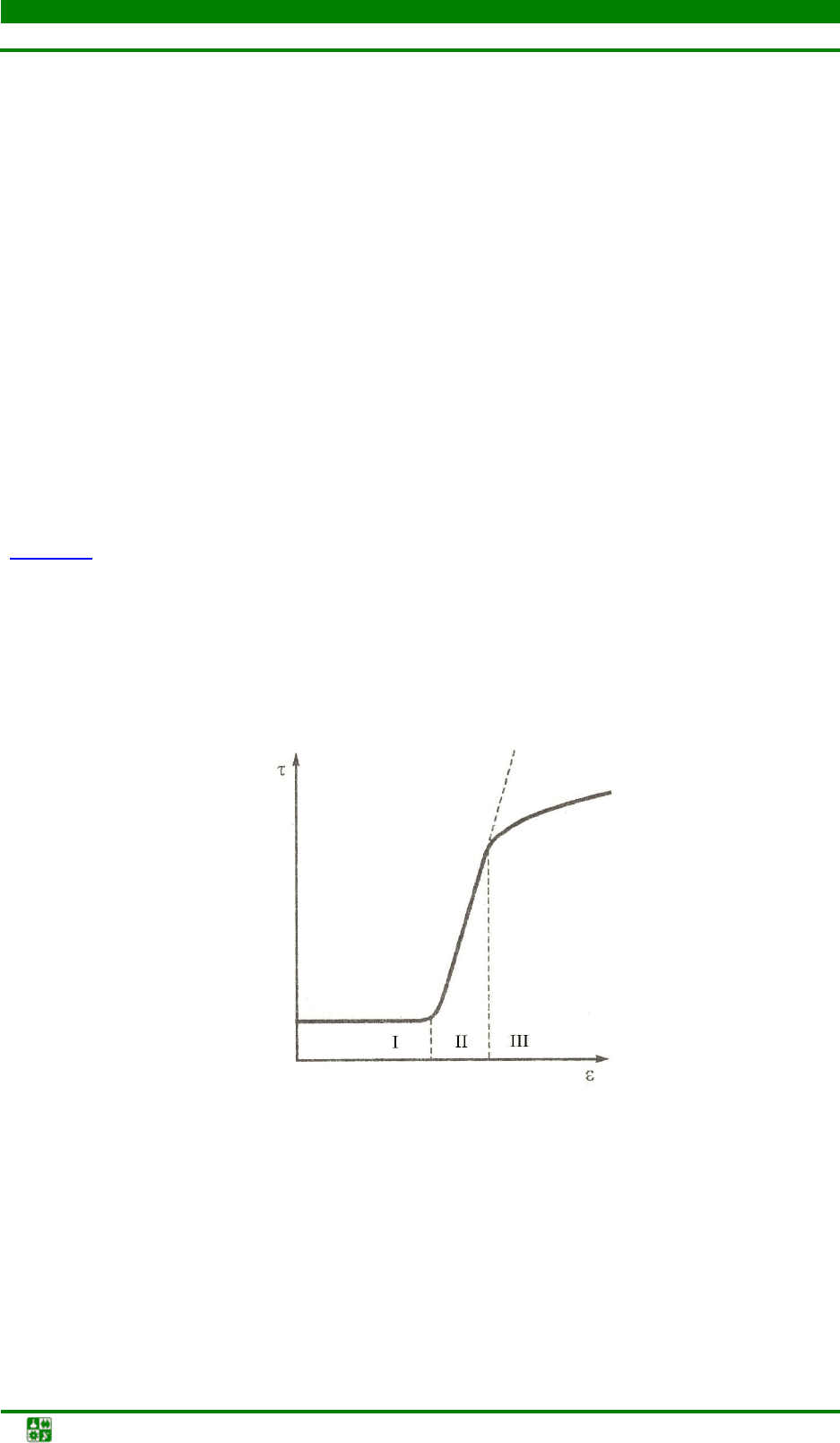
В начале деформирования монокристалла под действием касательного
напряжения τ он не упрочняется, а его деформация ε велика. Начальную
стадию − стадию I деформирования называют стадией легкого скольжения
(рис. 6.5
). При этом дислокации перемещаются в монокристалле, практичес-
ки не встречая препятствий.
С ростом деформации скольжение распространяется на другие системы
и возникает множественное скольжение. На стадии II дислокации
перемещаются в пересекающих плоскостях, возрастает сопротивление их
движению и образуется сложная дислокационная структура.
Рис. 6.5. Диаграмма деформирования монокристалла:
I – стадия легкого скольжения; II – стадия множественного скольжения;
III – стадия динамического разупрочнения
ГЛАВА 6. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
6.2. Влияние обработки металлов давлением
Технология конструкционных материалов. Учебное пособие -150-
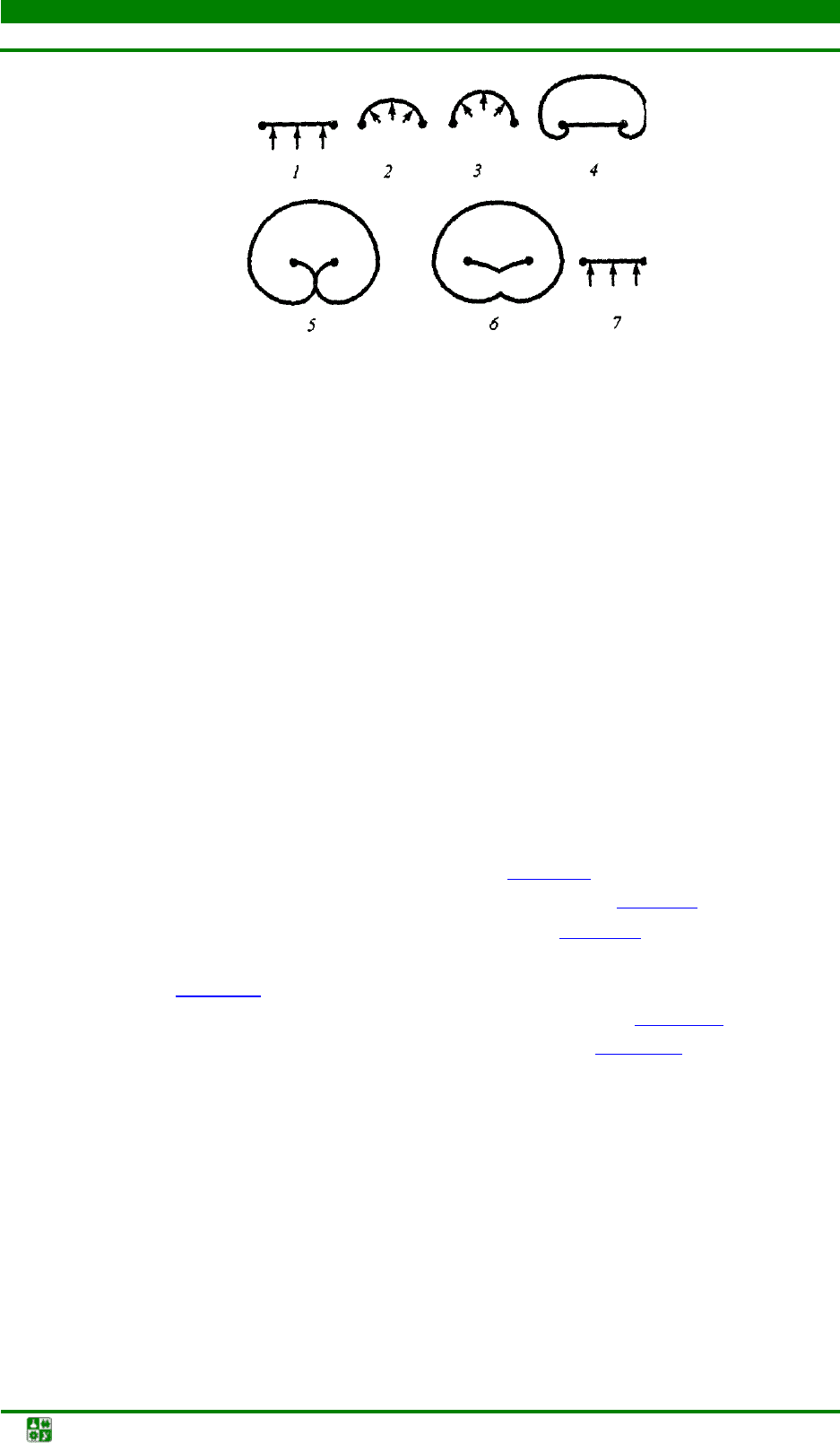
Рис. 6.6. Последовательность образования новой дислокации
при действии источника Франка
− Рида
Наконец, стадия III характеризуется более замедленным упрочнением
по сравнению со стадией II. Винтовые дислокации переходят в смежные
плоскости скольжения, и возникает поперечное скольжение, которое, по
своей сути, является процессом разупрочнения. Разупрочнение на стадии III
развивается по мере деформирования, и его называют динамическим
возвратом.
Скольжение дислокаций не связано с диффузией, так как происходит
без переноса массы. Этим объясняется сравни
тельная легкость их передви-
жения и при отрицательных температурах, когда скорость диффузии мала.
В основе упрочнения металла при деформировании лежит прежде всего
повышение плотности дислокаций. В процессе скольжения возникают новые
дислокации и их плотность повышается от 10
8
до 10
12
см
–2
(более высокую
плотность получить нельзя из-за появления трещин и разрушения металла).
Существует несколько механизмов образования новых дислокаций, среди
которых выделяют источник Франка – Рида (рис. 6.6
): под действием каса-
тельного напряжения закрепленная дислокация (см. 1 на рис. 6.6
) выгибается,
пока не примет форму полуокружности (см. 2
−
3 на рис. 6.6). С этого момента
изогнутая дислокация распространяется самопроизвольно в виде двух
спиралей (4 на рис. 6.6
). При встрече спиралей возникают расширяющаяся
дислокационная петля и отрезок дислокации (5, 6 на рис. 6.6
). Отрезок
распрямляется, занимает исходное положение (7 на рис. 6.6
), и генератор
дислокаций готов к повторению цикла.
Один источник Франка – Рида способен образовывать сотни новых
дислокаций.
Движению дислокаций мешают различные препятствия: границы зе-
рен, дефекты упаковки, межфазные поверхности, а также дислокации,
пересекающие плоскость скольжения. Через некоторые препятствия дислока-
ции проходят при более высоких напряжениях. Такими препятствиями
являются, например, пересекающиеся с плоскостью скольжения дислокации.
7
1 2
3
4
5
6