Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -231-
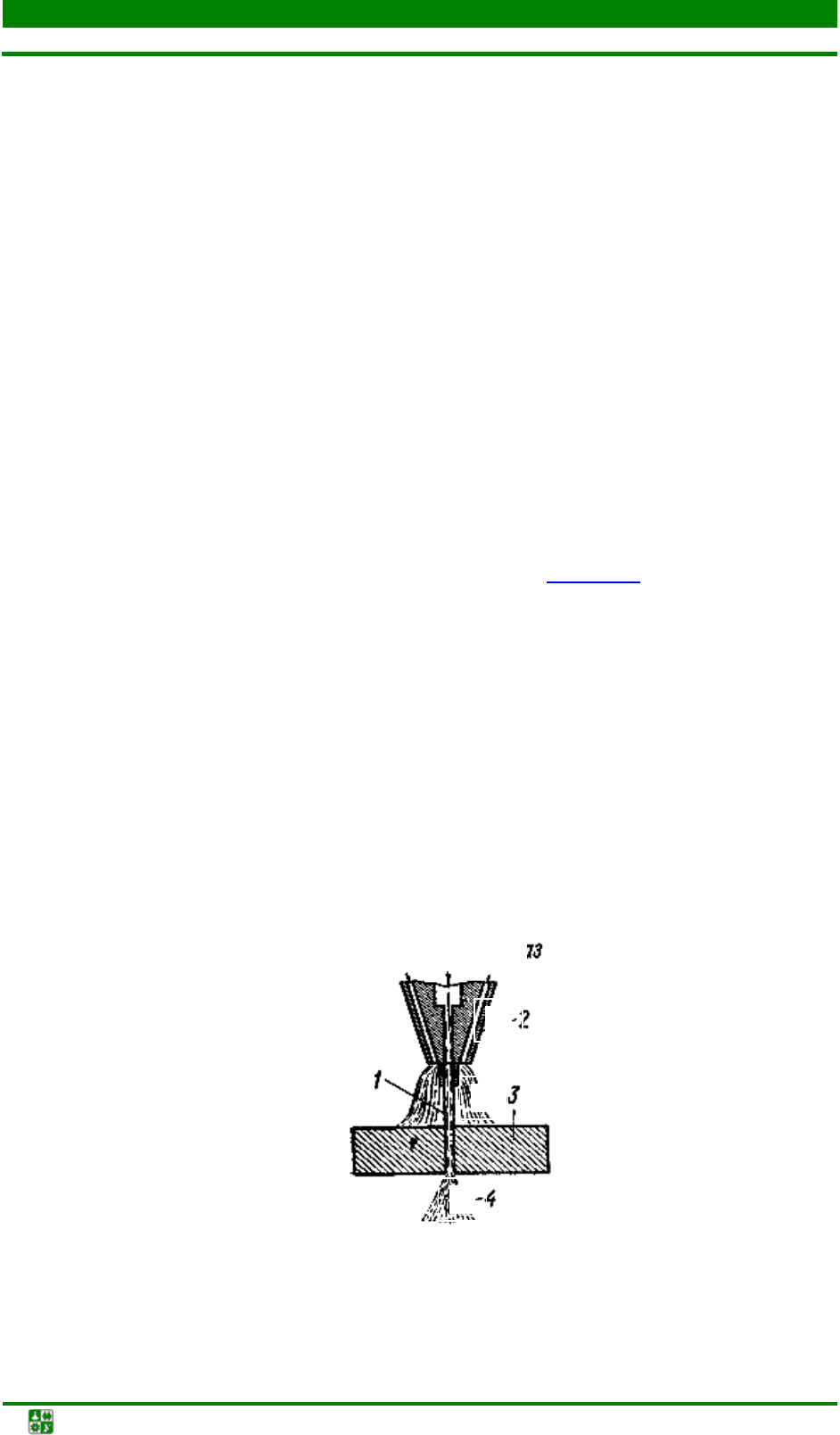
Рис. 7.17. Схема строения нормального ацетилено-кислородного пламени
и график распределения температуры по его длине
На рис. 7.17 показана схема строения нормального сварочного пла-
мени, образующегося при горении ацетилена. Пламя состоит из трех зон:
ядра 1, восстановительной зоны 2 и окислительной зоны 3. Ядро пламени
имеет вид усеченного конуса с округленным концом. Эта часть пламени
состоит из смеси кислорода и раскаленных продуктов разложения ацетилена
и кислорода (самая яркая часть пламени).
В восстановительной зоне происходит выделение тепла в основном за
счет окисления раскаленных частиц углерода в окись углерода. Наивысшая
температура в этой зоне (до 3150 °С) создается на расстоянии 3−5 мм от
конца ядра пламени. Эта зона имеет характерное синеватое свечение.
Находящиеся в восстановительной зоне продукты горения ацетилена
СО и Н
2
нагревают и расплавляют металл. Они также могут восстанавливать
окислы, в том числе образующиеся при сварке окислы железа.
В окислительной зоне при избытке кислорода воздуха СО догорает в
СО
2
и Н
2
− в Н
2
О
пар
. Эта часть пламени имеет желтоватую окраску с крас-
ным оттенком. Газообразные продукты этой зоны обладают окислительной
способностью, однако они препятствуют контакту расплавленного металла с
воздухом.
7
7
.
.
2
2
.
.
9
9
.
.
Р
Р
е
е
з
з
к
к
а
а
м
м
е
е
т
т
а
а
л
л
л
л
о
о
в
в
и
и
с
с
п
п
л
л
а
а
в
в
о
о
в
в
7
7
.
.
2
2
.
.
9
9
.
.
1
1
.
.
Э
Э
л
л
е
е
к
к
т
т
р
р
о
о
д
д
у
у
г
г
о
о
в
в
а
а
я
я
р
р
е
е
з
з
к
к
а
а
Электродуговая резка металлов позволяет разделять их на части путем
выплавления металла в месте реза угольными (неплавящими) или металли-
ческими (плавящими) электродами.
I II III IV V VI
1
2
3
t, °C
3000
2000
1200
1000
500
300
4CO
2
+
2H
2
O
O
2
(воздух)
4СО + 2Н
2
2С
2
Н
2
+ 2O
2
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -232-
а б
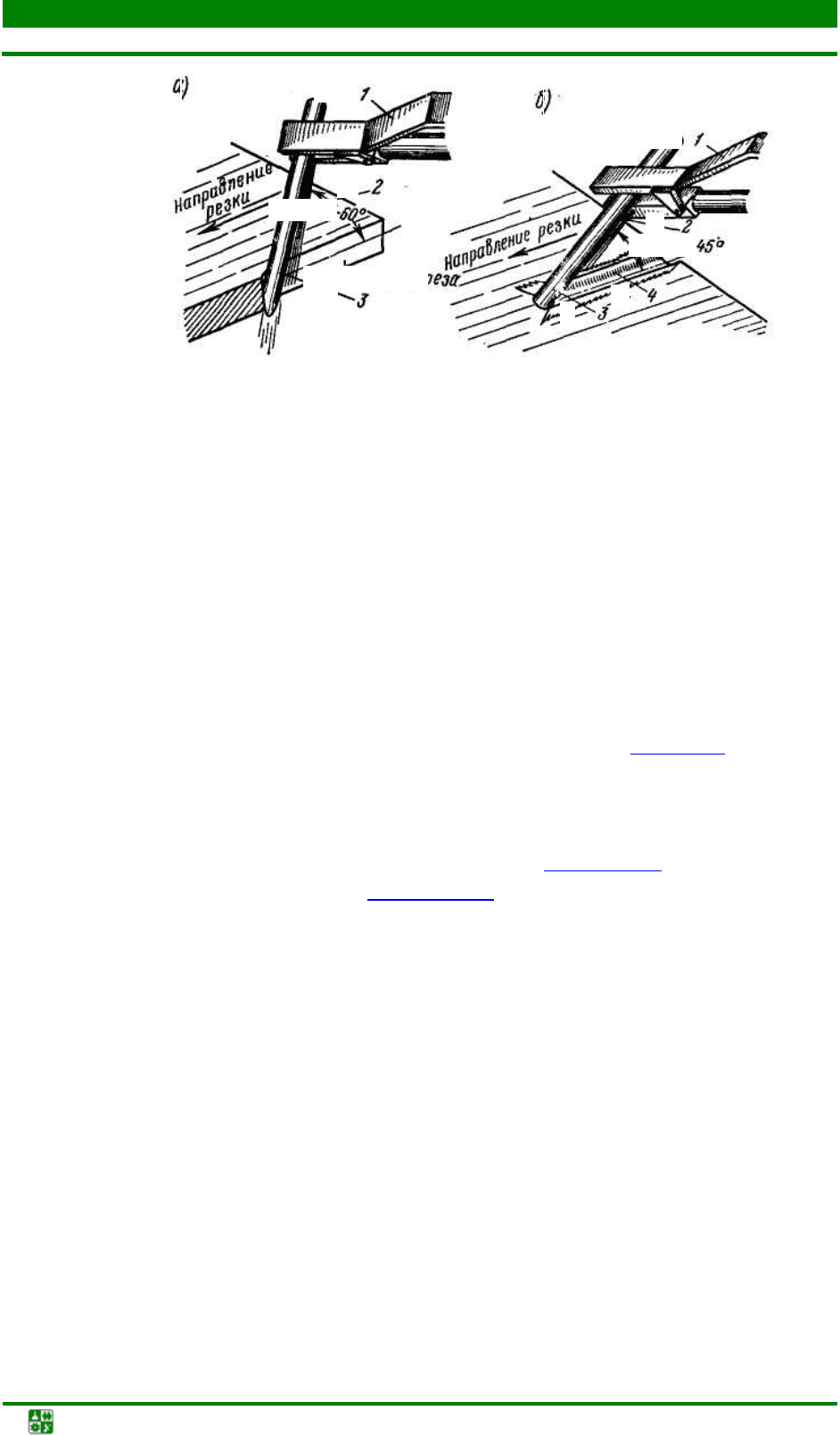
Рис. 7.18. Воздушно-дуговая резка: а − разделительная; б − поверхностная
При резке угольным электродом диаметром 10−20 мм применяют
прямую полярность; сила тока равна 400−1000 А. Резку материала толщиной
до 20 мм можно производить на переменном токе при силе тока 280 А.
Применение металлических электродов с толстой обмазкой повышает
качество резки, уменьшает ширину реза и дает более ровные кромки.
Дуговую резку применяют при разборке старых металлоконструкций,
магистральных трубопроводов, разделке металлического лома, удалении лит-
никовой системы, резке цветных металлов, стали и чугуна, прожигании отвер-
стий, а также при выполнении ремонтных и монтажно-сборочных работ.
Воздушно-дуговую резку стали и цветных металлов (рис. 7.18) осущест-
вляют на постоянном токе с обратной полярностью угольным электродом
при давлении воздуха 0,2−0,6 МПа. Эта резка основана на расплавлении
металла и выдувании его струей сжатого воздуха. Струя сжатого воздуха 2
поступает в резак 1 и вытекает вдоль электрода 3 (рис. 7.18, а).
При поверхностной резке (рис. 7.18, б) глубина и ширина канавки 4
зависит от диаметра электрода 3. Металлические электроды улучшают
качество резки.
Кислородно-дуговая резка использует одновременно тепло сварочной
дуги для разогрева металла и тепло, развиваемое при горении металла в
кислороде.
В последнее время применяют дуговую резку металлов (особенно
сплавов на алюминиевой основе) в среде защитных газов. Способ основан на
режущих свойствах электрической дуги, горящей между вольфрамовым
электродом и разрезаемым материалом в смеси аргона и водорода. Для
ручной резки применяют смесь из 80 % аргона и 20 % водорода, для
механизированной − 65 % аргона и 35 % водорода.
1
1
2
3
3
4
2
30−45°
45
−
60°
Полость реза
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -233-
7
7
.
.
2
2
.
.
9
9
.
.
2
2
.
.
Г
Г
а
а
з
з
о
о
в
в
а
а
я
я
р
р
е
е
з
з
к
к
а
а
Газокислородная резка основана на способности некоторых металлов
гореть в струе кислорода с выделением большого количества тепла. Разли-
чают два вида газовой резки металлов: разделительную и поверхностную.
Газокислородным способом можно резать только те металлы, у кото-
рых температура воспламенения ниже температуры плавления, а температура
плавления образующихся окислов ниже температуры плавления металла.
Окислы должны обладать хорошей жидкотекучестью и легко удаляться
продувкой воздухом или кислородной струей. Для концентрации тепла
теплопроводность металла должна быть низкой. Этим методом можно резать
углеродистую сталь с содержанием до 0,7 % С и низколегированные кон-
струкционные стали. При резке высокоуглеродистых сталей требуется пред-
варительный их нагрев до 650−700 °С. Не поддаются газовой резке чугун,
высоколегированные хромистые и хромоникелевые стали и цветные сплавы,
так как температура плавления образующихся окислов выше температуры
плавления сплавов.
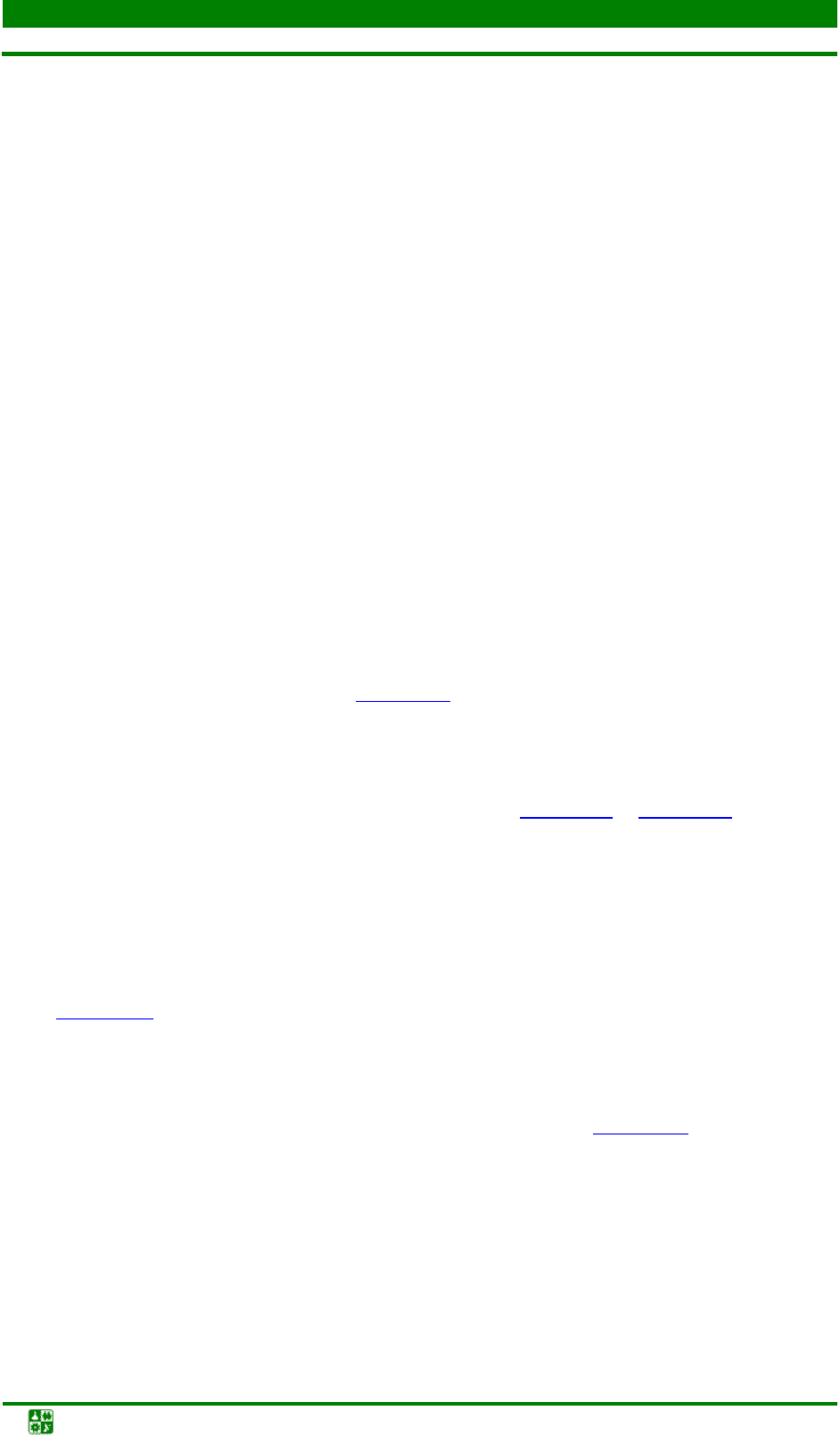
Схема процесса газовой резки приведена на рис. 7.19. Смесь кислорода
и горючего газа направляется в кольцевой канал мундштука 2 режущей
горелки. При выходе из мундштука газовая смесь зажигается, образуя пламя,
которое направляют на разрезаемый металл 3. После нагрева металла до
требуемой температуры подача горючего газа прекращается и усиливается
поступление кислорода, который при выходе из мундштука, соприкасаясь с
нагретым металлом, активизирует горение. В процессе сгорания металла
образуются окислы 4, которые увлекаются струей режущего кислорода 1 и
затем выдуваются из полости реза.
Таким образом, газовая резка включает три процесса: подогрев метал-
ла, горение металла в среде кислорода, выдувание окислов.
Рис. 7.19. Схема процесса газовой резки: 1 − струя режущего кислорода;
2 − режущий мундштук; 3 − металл; 4 − выдуваемые окислы
1
2
3
4
О
2
+ газ О
2
О
2
+ газ
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.2. Сварка плавлением и резка металлов
Технология конструкционных материалов. Учебное пособие -234-
Газокислородная резка осуществляется с помощью обычного газосва-
рочного оборудования, только вместо сварочной горелки присоединяют
резак, подающий газовую смесь для подогрева металла и кислород для его
сжигания. Резак имеет сменные мундштуки − подогревательные (наружные)
и режущие (внутренние).
Газовую резку можно выполнять ручным и механизированным спосо-
бами. При ручной резке производительность низкая, точность размеров
невысокая. Механизация разделительной резки значительно повышает
качество реза и производительность процесса.
7
7
.
.
3
3
.
.
С
С
в
в
а
а
р
р
к
к
а
а
д
д
а
а
в
в
л
л
е
е
н
н
и
и
е
е
м
м
7
7
.
.
3
3
.
.
1
1
.
.
К
К
о
о
н
н
т
т
а
а
к
к
т
т
н
н
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
Контактная сварка является основным видом сварки термомеханичес-
кого класса. Она осуществляется с применением давления и нагрева места
сварки проходящим через заготовки электрическим током. Основными вида-
ми контактной сварки являются стыковая, точечная и
шовная.
7
7
.
.
3
3
.
.
1
1
.
.
1
1
.
.
С
С
т
т
ы
ы
к
к
о
о
в
в
а
а
я
я
к
к
о
о
н
н
т
т
а
а
к
к
т
т
н
н
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
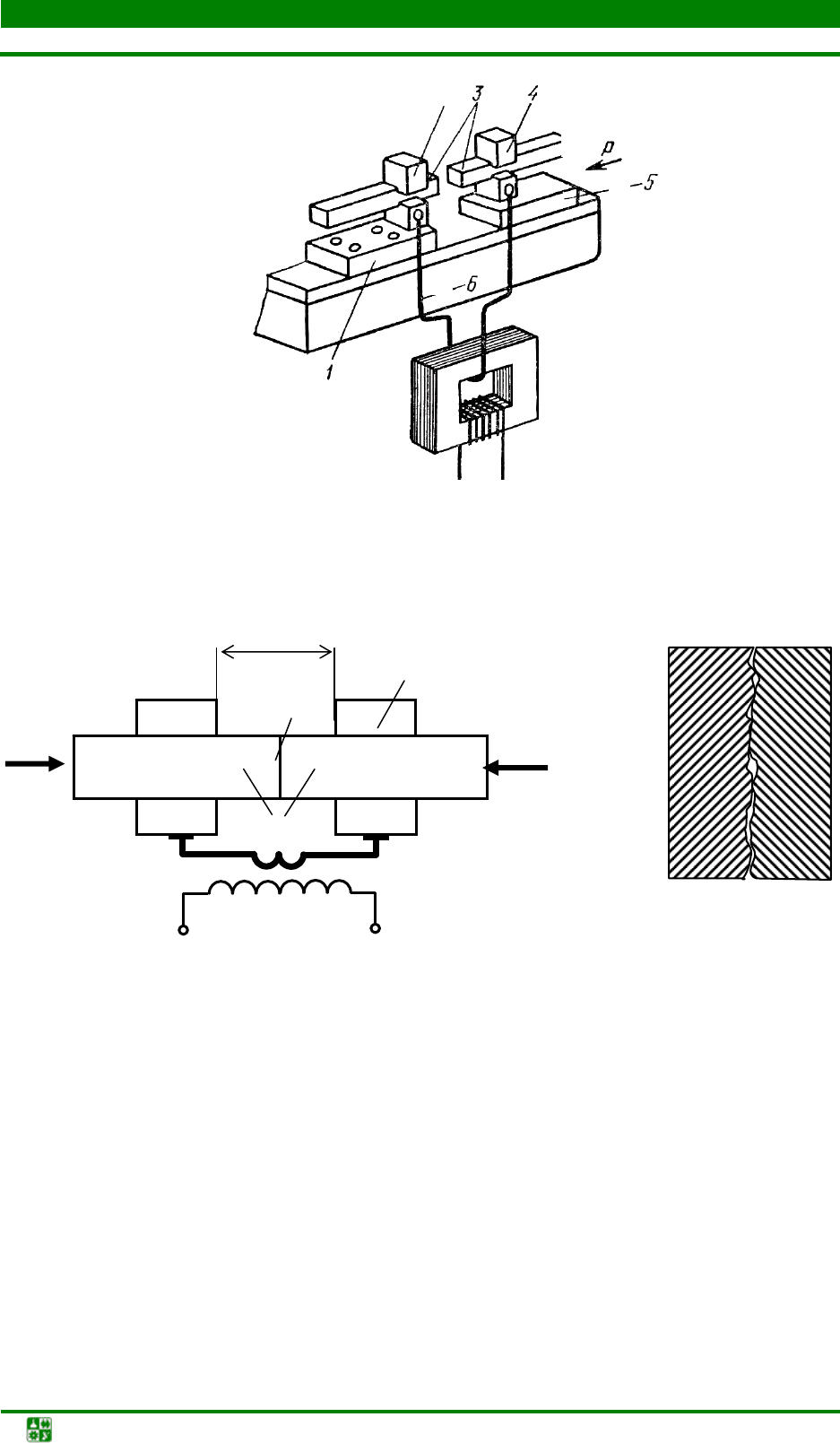
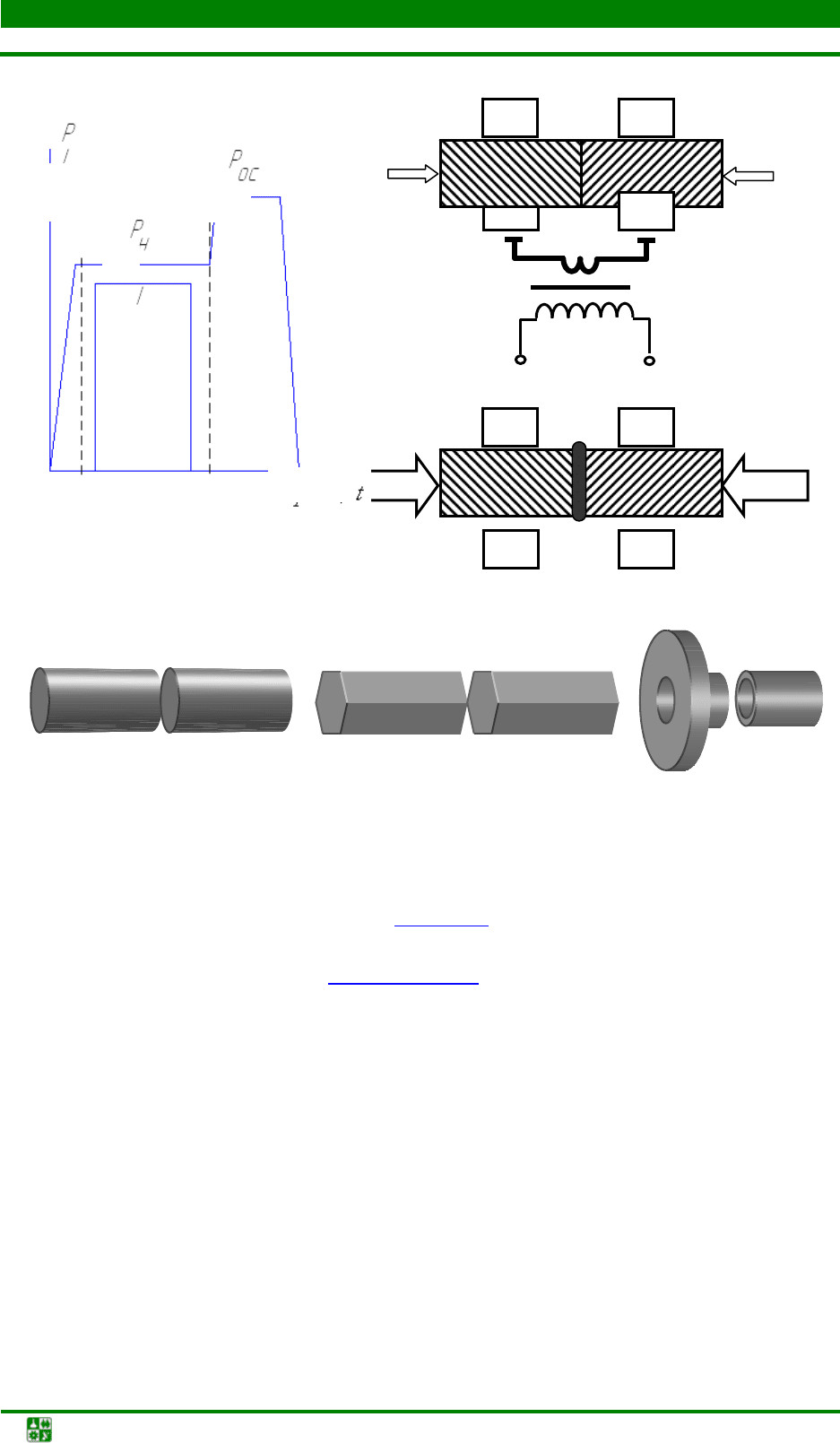
Свариваемые заготовки
3 (рис. 7.20) закрепляются в зажимах стыковой
машины. Зажим
2 установлен на неподвижной плите 1, а зажим 4 − на
подвижной плите
5. Зажимы одновременно служат электродами и соединены
гибкими шинами
6 с трансформатором. Под действием силы P заготовки
сжимаются, и по ним протекает сварочный ток (рис. 7.20
и рис. 7.21).
Сварочный ток нагревает заготовки, причем наибольшее количество
тепла выделяется в месте контакта (отсюда название способа) между
заготовками, так как сопротивление контакта
R
к
является наибольшим во
вторичной цепи.
Это обусловлено неровностью поверхности стыка. Даже после тща-
тельной обработки торцы заготовок соприкасаются только в отдельных точ-
ках (рис. 7.22
). Кроме того, на поверхности свариваемого металла имеются
оксидные пленки и загрязнения, которые также увеличивают сопротивление
контакта.
Электросопротивление заготовок
R
заг
(на длине вылета из зажимов 2L)
и сопротивление между зажимами и заготовками
R
эл
(рис. 7.21) значительно
ниже, чем сопротивление на контактных поверхностях
R. Количество
выделяемой теплоты
Q (Дж) определяется законом Джоуля – Ленца:
Q = I
2
Rt,
где
I – сварочный ток, А; R – сопротивление контакта, Ом; t – время
протекания тока, с.
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -235-
Рис. 7.20. Схема установки заготовки при стыковой контактной сварке
сопротивлением
Рис. 7.21. Схема стыковой контактной сварки Рис. 7.22. Физический
Сопротивлением контакт
Эффективный нагрев места сварки может быть получен при больших
значениях сварочного тока. Сварочный ток при контактной сварке может
достигать тысяч и даже десятков тысяч ампер.
Контактная стыковая сварка осуществляется без расплавления и с рас-
плавлением металла. Стыковую сварку с разогревом стыка до пластического
состояния называют
сваркой сопротивлением, стыковую сварку с разогревом
стыка до оплавления –
сваркой оплавлением. Различие этих способов может
быть объяснено с использованием циклограмм.
Циклограмма – это графическое изображение тока I и давления P,
изменяющихся в процессе сварки.
R
эл
R
заг
Р
1
6
5
Р
43
2
Р
R
2L
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -236-
Р
н
Р
ос
а б
в
Рис. 7.23. Стыковая контактная сварка сопротивлением:
а – циклограмма; б – стадии сварки; в – типы сварных соединений
При сварке сопротивлением детали сжимают значительным усилием
P
н
(усилие нагрева) и пропускают ток (рис. 7.21
). При протекании тока металл в
месте стыка нагревается до 0,8–0,9 температуры плавления и становится
пластичным, ток отключают (рис. 7.2
3, а, б) и создают усилие осадки P
ос
. В
результате под действием осевой силы происходит пластическая деформа-
ция. Микронеровности в месте стыка снимаются, пленки разрушаются,
поверхностные атомы сближаются до расстояний, соизмеримых с парамет-
ром кристаллической решетки, что обеспечивает возможность образования
межатомных связей между свариваемыми частями. Образуется сварное
соединение.
При данном способе трудно обеспечить равномерный нагрев по всей
поверхности стыка, поэто
му сварку сопротивлением применяют для
соединения изделий небольшого сечения (до 200 мм
2
) с простым профилем
(круг, квадрат, шестигранник).
Р
н
Р
ос
t
P
I
P
н
P
ос
I
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -237-
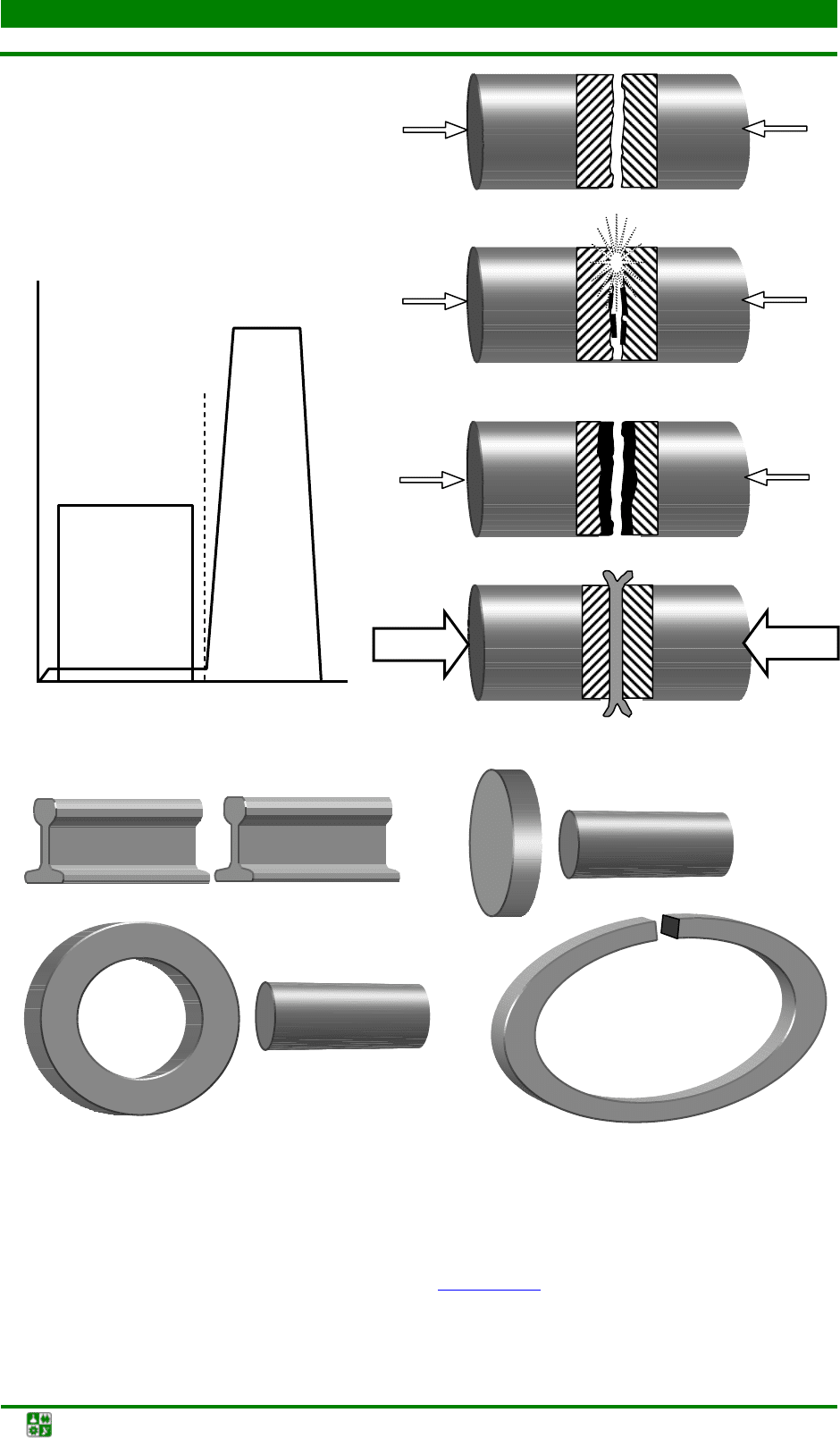
Рис. 7.24. Стыковая контактная сварка оплавлением:
а – циклограмма; б – стадии сварки; в – типы сварных соединений
Сущность сварки оплавлением (рис. 7.24) заключается в том, что
свариваемые заготовки сближают при включенном сварочном трансформа-
торе. Касание поверхностей происходит по отдельным выступам. Ввиду того,
t
I
Р
о
Р
н
Р
I
Р
н
Р
н
Р
н
Р
ос
Р
н
Р
ос
Р
н
Р
н
а
б
в
P
ос
а
б
в
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -238-
что площадь образовавшихся контактов очень небольшая, плотность тока,
протекающего через эти контакты, настолько велика, что происходит
мгновенное оплавление металла с образованием жидких перемычек, которые
под действием паров металла разрушаются. Часть металла в виде искр
выбрасывается из стыка. Вместе с жидким металлом выбрасываются
загрязнения, которые присутствуют на поверхности заготовок.
Продолжающееся сближение заготовок прив
одит к образованию новых
перемычек и их оплавлению. Непрерывное образование и разрушение контак-
тов-перемычек между торцами приводит к образованию на торцах слоя жидкого
металла. После этого ток отключают и производят осадку с усилием
P
ос
. При
осадке жидкий металл выдавливается наружу (вместе с окислами и загрязне-
ниями) и, застывая, образует
грат, который обычно удаляют в горячем состоянии.
Различают прерывистую и непрерывную стыковую контактную сварку
оплавлением. При непрерывной сварке заготовки на стадии оплавления
сближаются с постоянной, но очень малой скоростью. При прерывистой
сварке происходит многократное замыкание и размыкание заготовки
(подвижному зажиму придают возвратно-поступательное движение).
Сварка оплавлением имеет преимущества перед сваркой сопротив-
лением: торцы заготовок перед сварко
й не требуют тщательной подготовки,
можно сваривать заготовки с сечением сложной формы и большой пло-
щадью, а также разнородные металлы.
Стыковую сварку оплавлением применяют для соединения заготовок
до 100
000 мм
2
. Типичными изделиями являются элементы трубчатых кон-
струкций, колеса, рельсы, железобетонная арматура, трубы.
7
7
.
.
3
3
.
.
1
1
.
.
2
2
.
.
Т
Т
о
о
ч
ч
е
е
ч
ч
н
н
а
а
я
я
к
к
о
о
н
н
т
т
а
а
к
к
т
т
н
н
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
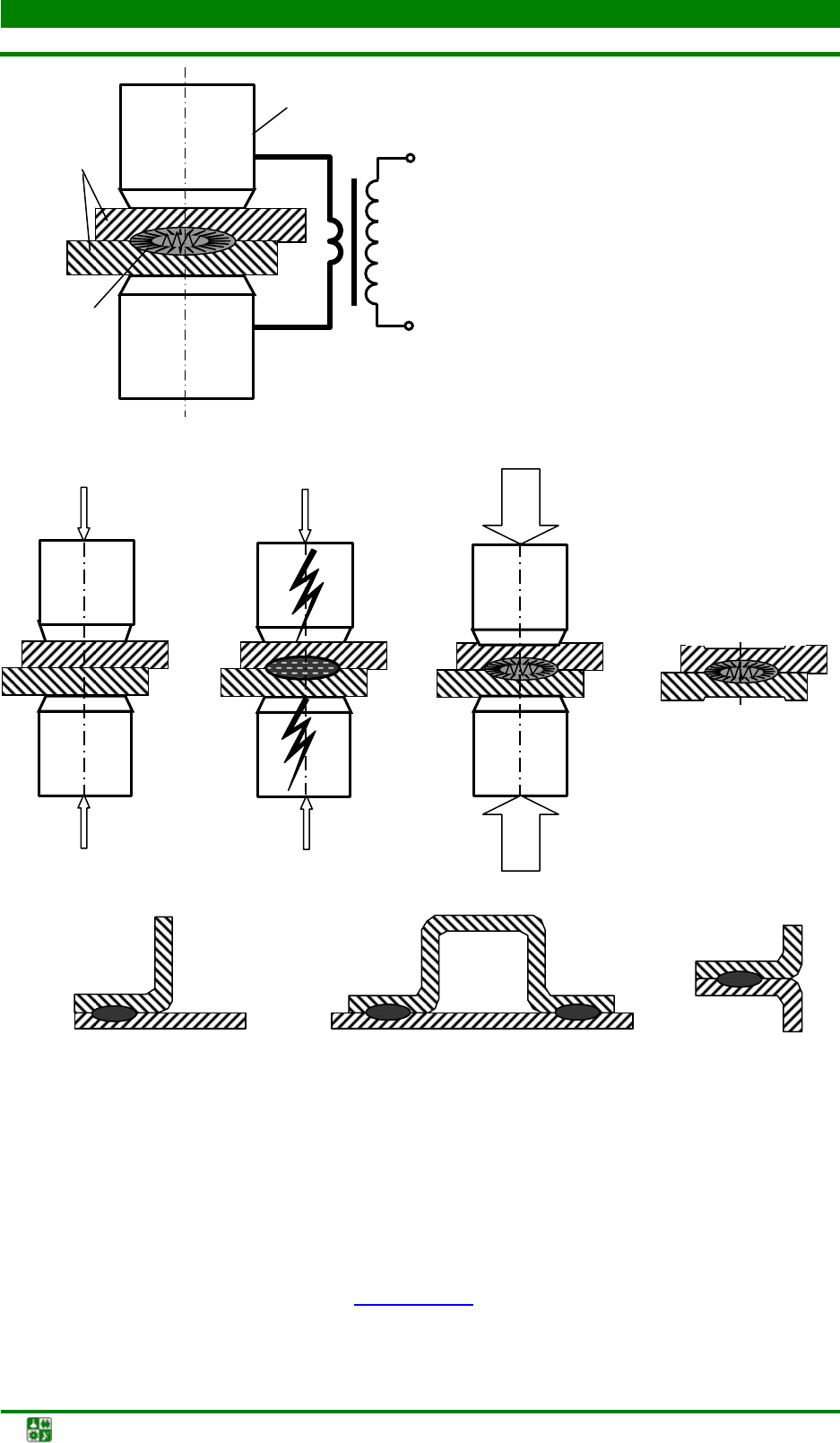
Точечную контактную сварку применяют преимущественно при соеди-
нении листовых заготовок. Свариваемые заготовки
1 собирают внахлестку
(рис. 7.25,
а), сжимают между двумя медными электродами 2 и пропускают
электрический ток от сварочного трансформатора
3. Циклограмма процесса
точечной контактной сварки аналогична циклограмме стыковой сварки
сопротивлением (рис. 7.23,
а).
При кратковременном (0,01–0,5 с) протекании тока выделяется теплота
в заготовках и электродах. В связи с тем, что наибольшим электрическим сопро-
тивлением обладает контакт между заготовками и электроды, как правило,
охлаждаются водой и отводят теплоту с поверхности заготовок, интенсивный
нагрев металла происходит только в месте контакта. Здесь металл расплавляется
и появляется жидкое ядро. По
сле образования жидкого ядра ток выключают и
создают усилие осадки
P
ос
. Ядро затвердевает, образуя сварную точку.
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -239-
а
Рис. 7.25. Точечная контактная сварка: а – схема сварки;
б – стадии сварки; в – типы сварных соединений
Кристаллизация металла происходит при повышенном давлении
электродов, что предотвращает образование в ядре точки дефектов усадоч-
ного характера – пор, трещин, рыхлого металла. Стадии цикла точечной
сварки с проковкой показаны на рис. 7.25,
б.
Перед сваркой контактные поверхности деталей зачищают металли-
ческой щеткой, пескоструйной обработкой или травлением и обезжиривают
Р
н
Р
н
Р
н
Р
н
Р
ос
Р
ос
б
в
1
2
3
4
ГЛАВА 7. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СВАРНЫХ И ПАЯНЫХ ЗАГОТОВОК
7.3. Сварка давлением
Технология конструкционных материалов. Учебное пособие -240-
растворителями. Это необходимо для обеспечения стабильного процесса,
который зависит от постоянства контактного сопротивления.
Контактная точечная сварка применяется для получения из листовых
заготовок корпусных конструкций автомобилей, комбайнов, тракторов,
приборов.
7
7
.
.
3
3
.
.
1
1
.
.
3
3
.
.
Ш
Ш
о
о
в
в
н
н
а
а
я
я
к
к
о
о
н
н
т
т
а
а
к
к
т
т
н
н
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
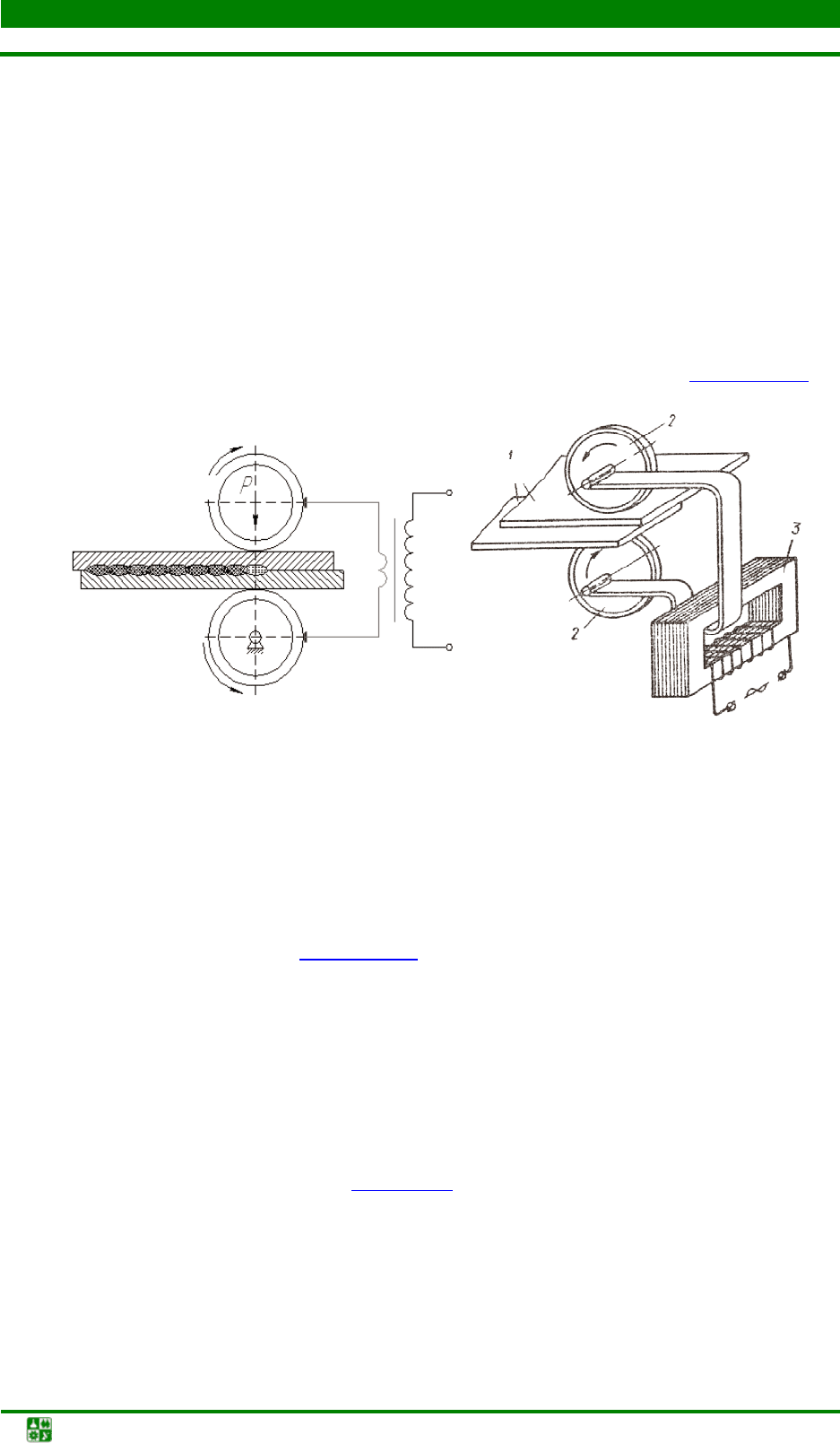
Для образования непрерывного сварного соединения (шва) используют
шовную контактную сварку. Постановкой последовательного ряда перекры-
вающих друг друга точек получают герметичный сварной шов (рис. 7.26,
а).
а б
Рис. 7.26. Шовная контактная сварка:
а – схема формирования сварного шва; б – схема процесса
При шовной сварке подвод тока от трансформатора
3, передачу усилия
к деталям
1 и их перемещение осуществляют вращающимися дисковыми
электродами – роликами
2 (рис. 7.26, б).
Шовную сварку применяют при изготовлении различных емкостей с
толщиной стенок 0,3–3 мм, где требуются герметичные швы, – бензобаки,
трубы, сильфоны, резервуары и др.
7
7
.
.
3
3
.
.
2
2
.
.
Д
Д
и
и
ф
ф
ф
ф
у
у
з
з
и
и
о
о
н
н
н
н
а
а
я
я
с
с
в
в
а
а
р
р
к
к
а
а
Диффузионной сваркой
(рис. 7.27) соединяют заготовки в твердом
состоянии в вакууме приложением сдавливающих сил при повышенной
температуре. Тщательно зачищенные свариваемые заготовки
1 собирают,
помещают в вакуумную камеру
2 (давление 133
·
(10
−3
–10
−5
) Па), сдавливают
и затем нагревают специальным источником тепла до температуры
рекристаллизации, равной 0,4
Т
пл
(Т
пл
− температура плавления). В начальной
2
2
1
3
Р
Р