ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

E 446
Steel castings up to 50 mm (2 in.) in thickness
E 505
Aluminum and magnesium die castings
E 689
Ductile cast irons
E 802
Gray iron castings up to 115 mm (4 in.) in thickness
Codes or specifications for radiographic inspection, particularly those that have been standardized by an industry through
a trade association or a professional society or those that have been adopted by a governmental agency or a prime
contractor, may refer to published reference radiographs. In such cases, the code or specification should designate one or
more reference radiographs in a specific set as the minimum standard for acceptance. Although it is considered most
desirable to have an acceptance standard that is based on actual service data, standardized codes or specifications usually
define rigid acceptance criteria that do not allow for variations in specific design features of similar products.
Reference cited in this section
6.
"No
ndestructive Testing Personnel Qualification and Certification, Supplement A, Radiographic Testing
Method," ASNT-TC-1A, American Society for Nondestructive Testing
Radiographic Inspection
Revised by the ASM Committee on Radiographic Inspection
*
Interpretation of Radiographs
Proper identification of both the radiograph and the testpiece, clarity of the penetrameter, suitability of radiographic
techniques, adequacy of coverage, and the techniques of image processing in real-time systems or the precision and
uniformity of film processing in film radiography all offset the image that is being interpreted. Film radiographs and real-
time radiographs are interpreted similarly with respect to the recognition of flaws and testpiece features. The primary
difference is that film radiographs are negative images, while real-time radiographs are generally positive images (which
may also be enhanced with image processing).
A qualified interpreter must:
•
Define the quality of the radiographic image, which includes a critical analysis of the radiographic
procedure and the image-developing procedure
• Analyze the image to determine the nature and extent of any abnormal condition in the testpiece
• Evaluate the testpiece by comparing interpreted information with standards or specifications
• Report inspection results accurately, clearly, and within proper administration channels
Proper identification of both the radiograph and testpiece is an absolute necessity for correlation of the radiograph with
the corresponding testpiece. Identification includes both identification of the testpiece and identification of the view or
area of coverage.
Poor-quality film radiographs are usually reshot. However, reshooting radiographs increases inspection costs, not only
because the original setup must be duplicated and a new exposure made but also because the testpiece must be retrieved
and taken to the radiographic laboratory. With on-site radiography, which involves transporting radiographic equipment
to the site and returning the exposed films to the laboratory for processing, especially high costs may be involved when
poor-quality radiographs must be reshot. Table 12 lists some of the usual causes of poor quality in a radiographic image
and indicates the usual corrective action required to eliminate each cause.
Table 12 Probable causes and corrective action for various types of deficient image quality or artifacts on
processed radiographic film
Quality or artifact Probable cause
Corrective action
Overexposure
View with higher-intensity light. Check exposure (time and radiation
intensity); if as specified, reduce exposure 30% or more.
Overdevelopment
Reduce development time or developer temperature.
Density too high
Fog
See "Fog" below.
Underexposure
Check exposure (time and radiation intensity); if as specified,
increase exposure 40% or more.
Underdevelopment
Increase development time or developer temperature. Replace weak
(depleted) developer.
Density too low
Material between screen and film
Remove material.
High subject contrast
Increase tube voltage.
Contrast too high
High film contrast
Use a film with lower contrast characteristics.
Low subject contrast
Reduce tube voltage.
Low film contrast
Use a film with higher contrast characteristics.
Contrast too low
Underdevelopment
Increase development time or developer temperature. Replace weak
(depleted) developer.
Testpiece-to-film distance too
long
If possible, decrease testpiece-to-film distance; if not, increase source-
to-film distance.
Source-to-film distance too short
Increase source-to-film distance.
Focal spot (or -ray source) too
large
Use smaller source or increase source-to-film distance.
Poor definition
Screens and film not in close
contact
Ensure intimate contact between screens and film.
Film graininess too coarse
Use finer-grain film.
Light leaks in darkroom
With darkroom unlighted, turn on all lights in adjoining rooms; seal
any light leaks.
Exposure to safelight
Reduce safelight wattage. Use proper safelight filters.
Stored film inadequately protected
from radiation
Attach strip of lead to loaded film holder and place in film-storage
area. Develop test film after 2 to 3 weeks; if image of strip is evident,
improve radiation shielding in storage area.
Film exposed to heat, humidity, or
gases
Store film in a cool, dry place not subject to gases or vapors.
Overdevelopment
Reduce development time or developer temperature.
Developer contaminated
Replace developer.
Fog
Exposure during processing
Do not inspect film during processing until fixing is completed.
Finely mottled fog Stale film
Use fresh film.
Fog on edge or corner Defective cassette
Discard cassette.
Depleted developer
Replace developer solution.
Failure to use stop bath or to rinse
Use stop bath, or rinse thoroughly between developing and fixing.
Yellow stain
Depleted fixer
Replace fixer solution.
Dark circular marks Film splashed with developer
prior to immersion
Immerse film in developer with care.
Dark spots or
marblelike areas
Insufficient fixing
Use fresh fixer solution and proper fixing time.
Dark branched lines
and spots
Static discharge
Unwrap film carefully. Do not rub films together. Avoid clothing
productive of static electricity.
Dark fingerprints Touching undeveloped film with
chemically contaminated fingers
Wash hands thoroughly and dry, or use clean, dry rubber gloves.
Light fingerprints Touching undeveloped film with
oily or greasy fingers
Wash hands thoroughly and dry, or use clean, dry rubber gloves.
Dark spots or streaks Developer contaminated with
metallic salts
Replace developer solution.
Crescent-shaped light
areas
Faulty film handling
Keep film flat during handling. Use only clean, dry film hangers.
Light circular patches Air bubbles on film during
development
Agitate immediately upon immersion of film in developer.
Circular or dropshaped
light patches
Water or fixer splashed on film
before development
Avoid splashing film with water or fixer solution.
Light spots or areas Dust or lint between screens and
film
Keep screens clean.
Sharply outlined light
or dark areas
Nonuniform development
Agitate film during development.
Reticulation (leather-
grain appearance)
Temperature gradients in
processing solutions
Maintain all solutions at uniform, constant temperature.
Fixer solution too warm
Maintain correct temperature of the fixing solution.
Frilling (loosening of
emulsion from film
base)
Fixer solution depleted Replace fixer solution.
Personnel engaged in the interpretation of radiographs should possess certain qualifications. Some qualification
recommendations are included in personnel standards published by the American Society for Nondestructive Testing (Ref
6), several governmental agencies, and many private manufacturers. Usually, a minimum level of visual acuity, minimum
standards of education and training, and demonstrated proficiency are required of all interpreters of radiographs.
Viewing of radiographs should be carried out in an area with subdued lighting to minimize distracting reflections
from the viewing surface. Audible distractions, which interfere with concentration, can best be avoided by locating the
work area away from the main production floor or other high-noise area.
Radiographic film images are viewed on an illuminated screen. The viewing apparatus should have an opal-glass or
plastic screen large enough to accommodate the largest film to be interpreted. The screen should be illuminated from
behind with light of sufficient intensity to reveal variations in photographic density up to a nominal film density of at least
3.0. There may be a need for a smaller, more intensely illuminated viewer for evaluating small areas of film having
densities up to 4.5 or more. Viewing screens of high-intensity illuminators should be cooled by blowers or other suitable
apparatus to prevent excessive heat from damaging films and to extend lamp life.
When interpreting paper radiographs or xeroradiographs, specular light as from a spotlight or high-intensity lamp should
be directed onto the radiograph from the side at an angle of about 30°. Background lighting should be heavily subdued.
A densitometer can be provided for accurate evaluation of small variations in photographic density or for quantitative
evaluation of radiographic and processing techniques. A transmission densitometer is used with films, and a reflection
densitometer is used with paper radiographs.
Radiographic Acceptance Standards. Usually, a series of radiographs that exhibit various types and sizes of flaws
should be selected for acceptance standards. Parts that contain similar flaws should be performance tested to determine
the least acceptable condition. The radiograph of the least acceptable part then becomes the minimum acceptance standard
for similar parts. Often, the acceptance standard is defined as a length or area of the image that may contain no more than
a specified number of flaws of a given size and type. Certain types of flaws, such as cracks or incomplete fusion, may be
prohibited regardless of size. The interpreter must determine the degree of imperfection, as related to the minimum
acceptance standard, and then decide whether minimum soundness requirements have been met.
Obviously, no single standard can be applied universally to radiographic inspection. However, flaws that are frequently
encountered have been reproduced in sets of reference radiographs such as those published by ASTM (Table 13).
Reference radiographs depict various types of flaws that may occur in castings or weldments and are graded according to
flaw size and severity.
Table 13 Reference radiographs in ASTM standards
ASTM standard
Subject of radiographs in standard
E 155
Aluminum and magnesium castings
E 186
Heavy-wall (50-115 mm, or 2-4 in.) steel castings
E 192
Investment steel castings for aerospace applications
E 242
Appearance of radiographic images as certain parameters are changed
E 272
High-strength copper-base and nickel-copper alloy castings
E 280
Heavy-wall (115-300 mm, or 4 -12 in.) steel castings
E 310
Tin bronze castings
E 390
Steel fusion welds
E 431
Semiconductors and related devices
E 446
Steel castings up to 50 mm (2 in.) in thickness
E 505
Aluminum and magnesium die castings
E 689
Ductile cast irons
E 802
Gray iron castings up to 115 mm (4 in.) in thickness
Codes or specifications for radiographic inspection, particularly those that have been standardized by an industry through
a trade association or a professional society or those that have been adopted by a governmental agency or a prime
contractor, may refer to published reference radiographs. In such cases, the code or specification should designate one or
more reference radiographs in a specific set as the minimum standard for acceptance. Although it is considered most
desirable to have an acceptance standard that is based on actual service data, standardized codes or specifications usually
define rigid acceptance criteria that do not allow for variations in specific design features of similar products.
Reference cited in this section
6.
"Nondestructive Testing Personnel Qualification and Certification, Supplement A, Radiographic Testing
Method," ASNT-TC-1A, American Society for Nondestructive Testing
Radiographic Inspection
Revised by the ASM Committee on Radiographic Inspection
*
Radiographic Appearance of Specific Types of Flaws
The radiographic appearance of many of the more usual types of flaws found in castings and weldments is described in
this section. The descriptions apply specifically to images on film radiographs, although paper radiographs and
xeroradiographs will exhibit similar images. Real-time images of the same types of flaws will be reversed in tone (dark
tones in a radiograph will be light in a fluoroscopic image and vice versa) but otherwise will be similar to the images
described here.
Some of these types of flaws are not unique to castings and weldments. For example, cracks can be found in any product
form. Surface inspection methods such as liquid penetrant or magnetic particle inspection are more appropriate than
radiography for detecting most surface cracks, yet some forms of metal separation (forging bursts, for example) are
entirely internal and cannot be found by surface methods.
Flaws in Castings
It is possible in most cases to identify radiographic images of the usual types of flaws in castings. The main types of
foundry flaws that can be identified radiographically are described in the paragraphs that follow. Specific examples can
be found in reference radiographs, such as those published by ASTM (Table 13).
Microshrinkage appears as dark feathery streaks or dark irregular patches, corresponding to grain-boundary shrinkage.
This condition is most often found in magnesium alloy castings.
Shrinkage porosity (spongy shrinkage) appears as a localized honeycomb or mottled pattern (Fig. 61). Spongy
shrinkage may be the result of improper pouring temperature or alloy composition.
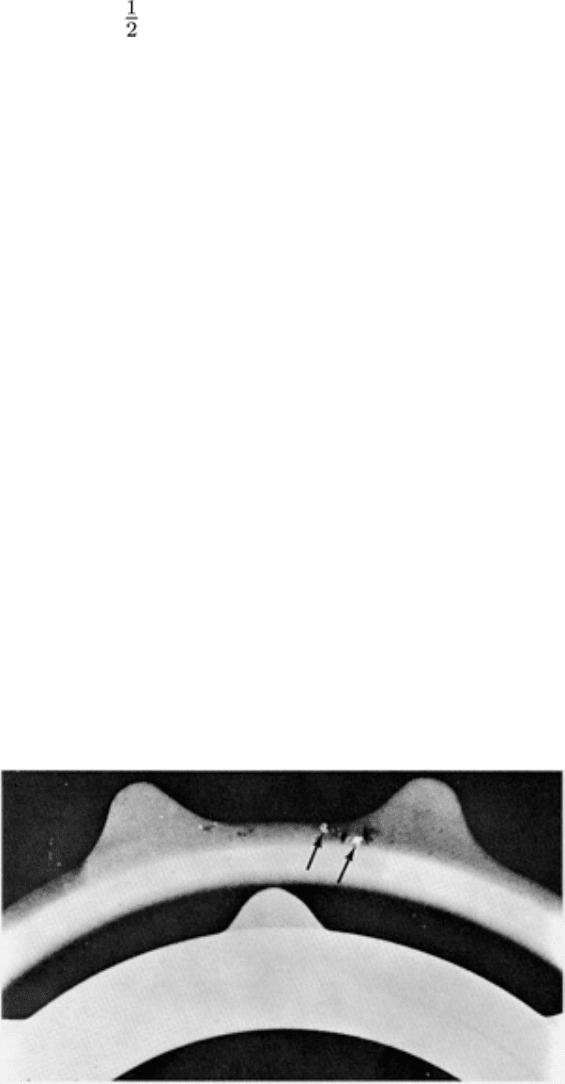
Fig. 61 Radiographic appearance of gross shrinkage porosity (arrow) in an alumi
num alloy 319 manifold
casting. Radiograph was made at 85 kV with 1-min exposure.
Gas porosity appears as round or elongated smooth, dark spots. It occurs individually or in clusters or may be
distributed randomly throughout the casting. This condition is caused by gas released during solidification or by the
evaporation of moisture of volatile material from the mold surface.
Dispersed Discontinuities. Although the flaws usually encountered in light-alloy castings are similar to those in
ferrous castings, a group of irregularities called dispersed discontinuities may be present in the former. These dispersed
discontinuities, prevalent in aluminum and magnesium alloy castings, consist of tiny voids scattered throughout part or all
of the casting. Gas porosity and shrinkage porosity in aluminum alloys are examples of dispersed discontinuities. On
radiographs of sections more than 13 mm ( in.) thick, it is difficult to distinguish images corresponding to the individual
voids. Instead, dispersed discontinuities may appear on film deceptively as mottling, dark streaks, or irregular patches that
are only slightly darker than the surrounding regions.
Tears appear as ragged dark lines of variable width having no definite line of continuity. Tears may exist in groups,
starting at a surface, or they may be internal. Tears usually result from normal contraction of the casting during or
immediately after solidification.
Cold cracks generally appear as single, straight, sharp dark lines and are usually continuous throughout their lengths.
Cold cracks are produced by internal stresses caused by thermal gradients and may occur upon cooling from elevated
temperatures during flame cutting, grinding, or quenching operations.
Cold shuts appear as distinct dark lines of variable length and smooth outline. Cold shuts are formed when two bodies
of molten metal flowing from different directions contact each other but fail to unite. Cold shuts may be produced by
interrupted pouring, slow pouring, or pouring the metal at too low a temperature.
Misruns appear as prominent dark areas of variable dimensions with a definite smooth outline. Misruns are produced by
failure of the molten metal to completely fill a section of casting mold, leaving the region void.
Inclusions of foreign material in the molten metal may be poured into the mold. They appear as small lighter or darker
areas in a radiograph, depending on the absorption properties of the included material as compared to those of the alloy.
Sand inclusions appears as gray or light spots of uneven granular texture and have indistinct outlines. Inclusions lighter
than the parent metal appear as isolated irregular or elongated variations of film blackening. Occasionally, an inclusion
will have absorption characteristics equivalent to those of the matrix and will go undetected, although normally an
inclusion that exhibits a radiographic contrast of about 1.4 to 2.3% can be seen. A contrast of 1.4 to 2.3% corresponds to
about 0.005 to 0.01 density difference between adjacent areas on the film. Dross inclusions in the outer flange of a casting
are shown in Fig. 62.
Fig. 62 Radiographic appearance of dross inclusions (arrows)
in the outer flange of a cast aluminum alloy 355
housing body. Radiograph made at 75 kV, 1-min exposure.
Unfused chaplets usually appear in outline conforming to the shape of the chaplet. The outline is caused by a lack of
bond between the chaplet and the cast metal.
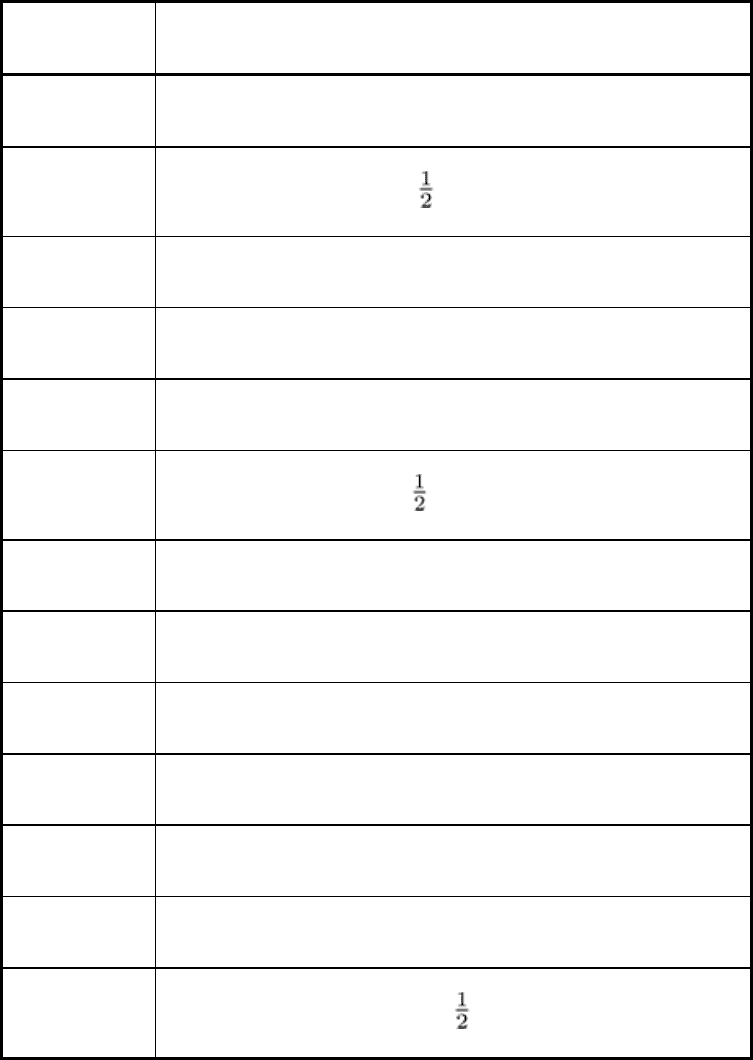
Core shift can be detected when the view makes it impossible to measure deviation from a specified wall thickness (Fig.
63). Core shift may be caused by jarring the mold, insecure anchorage of cores, or omission of chaplets.
Fig. 63
Uneven wall thickness in an internal passage of a casting caused by core shift (top right). This
radiograph, of an aluminum alloy casting about 3 to 6 mm ( to
in.) thick, was made at 65 kV with an
exposure time of 1 min.
Centerline shrinkage is localized along the central plane of a wall section, irrespective of the position occupied by the
section in the mold. Such shrinkage is composed of a network of numerous filamentary veinlets leading in the direction of
the nearest riser and can sometimes be mistaken for tears.
Shrinkage cavities occur when insufficient feeding of a section results in a continuous cavity within the section.
Shrinkage cavities appear on the radiograph as dark areas that are indistinctly outlined and have irregular dimensions.
Segregation is the separation of constituents in an alloy into regions of different chemical compositions. This
condition, seen mostly in aluminum alloys, appears as lighter areas on the film that produce a somewhat mottled
appearance.
Surface irregularities may produce an image corresponding to any deviation from normal surface profile. It is
possible to confuse these with internal flaws unless the casting is visually inspected at the time of interpretation.
Flaws in Weldments
In welding, heat must be carefully controlled to produce fusion and adequate penetration. Too much heat can cause
porosity, cracks, and undercutting; too little heat can cause inadequate joint penetration and incomplete fusion.
Most weld flaws consist of abrupt changes in homogeneity and can be readily detected by radiographic inspection.
Stresses that are induced in the metal by welding but that are not accompanied by a physical separation of material will
not be detected by radiography. Also, cracks not aligned with the x-ray beam may be missed. Conditions that can be
detected in welds by radiography are described below. Several reference radiographs of flaws in weldments are provided
in the article "Weldments, Brazed Assemblies, and Soldered Joints" in this Volume.
Undercutting appears as a dark line of varying width along the edge of the fusion zone. A fine dark line in this darker
area could indicate a crack and should be further investigated.
Incomplete fusion appears as an elongated dark line. It sometimes appears very similar to a crack or an inclusion and
could even be interpreted as such. Incomplete fusion occurs between weld and base metal and between successive beads
in multiple-pass welds. Incomplete penetration along one or both sides of the weld zone has an appearance similar to that
of incomplete fusion.
Cracks are frequently missed if they are very small (such as check cracks in the heat-affected zone) or are not aligned
with the radiation beam. When present in a radiograph, cracks often appear as fine dark lines of considerable length but
without great width. Even some fine crater cracks are readily detected. In weldments, cracks may be transverse or
longitudinal and may be either in the fusion zone or in the heat-affected zone of the base metal. Figure 64 illustrates a
large crack in a steel weldment.
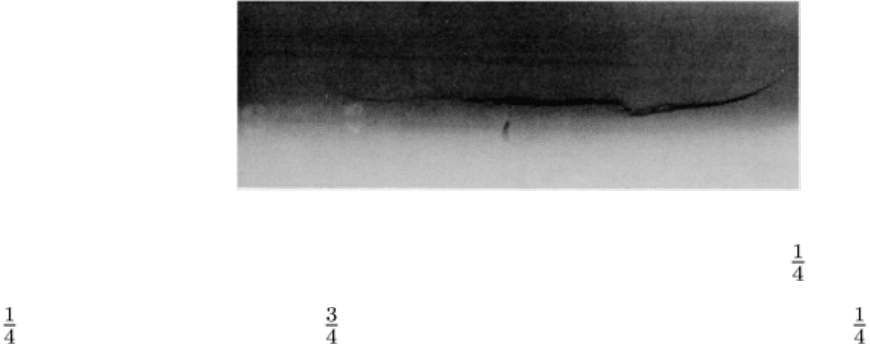
Fig. 64 Radiograph showing a large crack in a multiple-pass butt weld in 57 mm (2
in.) thick steel plate. The
crack mainly follows the edge of the weld, but both ends turn in toward the center. Th
e weld joined a 57 mm
(2 in.) thick plate to a 70 mm (2 in.) thick plate that had been tapered to 57 mm (2
in.) at the edge of
the weld groove. Radiograph was made with 1-MeV x-rays on Industrex AA film.
Porosity (gas holes) consists commonly of spherical voids that are readily recognizable as dark spots, the radiographic
contrast varying directly with diameter. These voids may be randomly dispersed, in clusters, or may even be aligned
along the centerline of the fusion zone. Occasionally, the porosity may take the form of tubes (worm holes) aligned along
the direction of the weld solidification front. These appear as lines with a width of several millimeters.
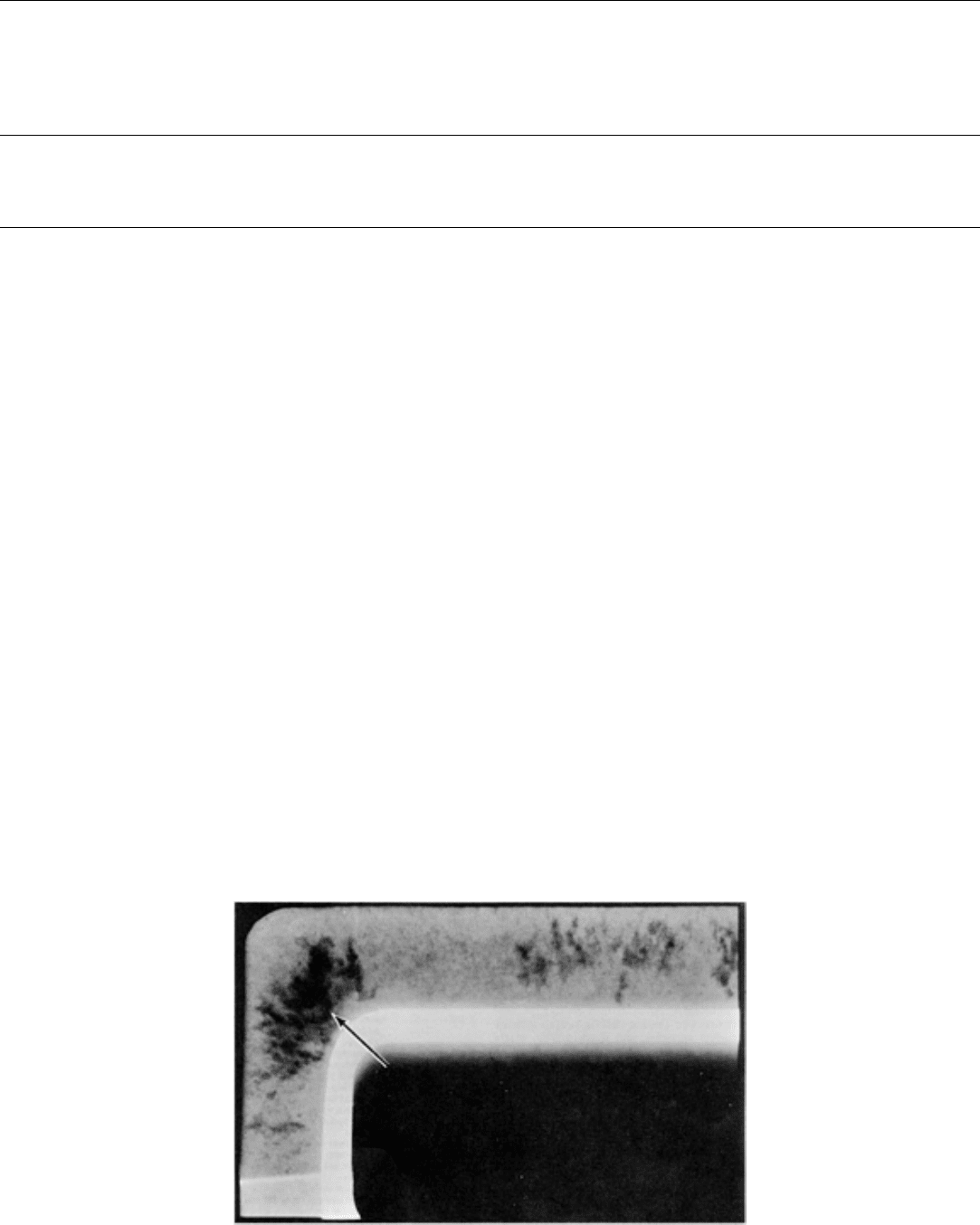
Slag inclusions are usually irregularly shaped and appear to have some width. Inclusions are most frequently found at
the edge of the weld, as illustrated in Fig. 65. In location, elongated slag deposits are often found between the first root
pass and subsequent passes or along the weld-joint interface, while spherical slag inclusions can be distributed anywhere
in the weld. The density of a slag inclusion is nearly uniform throughout and has less contrast than porosity, because an
inclusion can be considered as a pore with absorbing material. Tungsten inclusions or a very high density (barium-
containing) slag will appear as white spots.
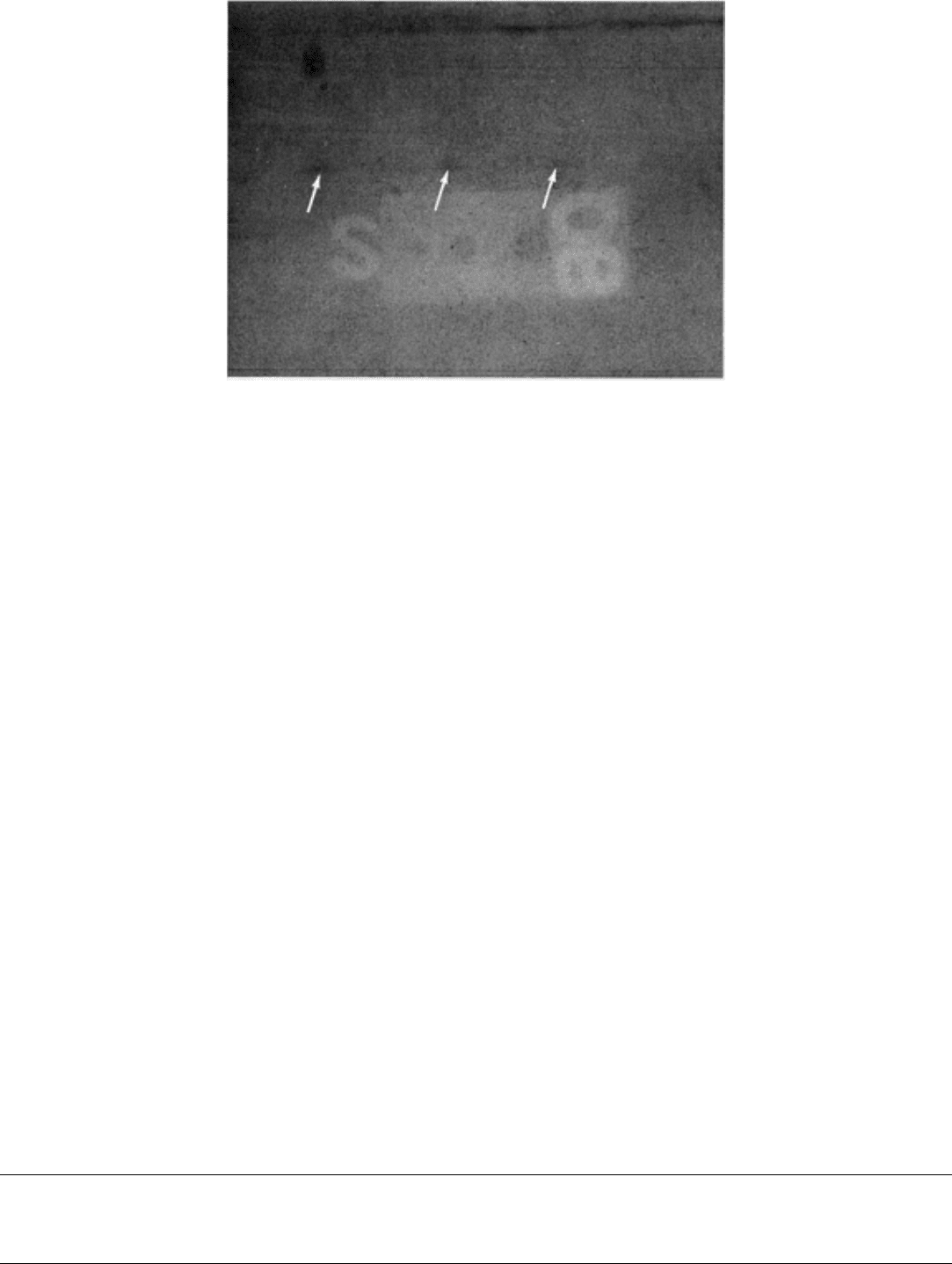
Fig. 65
Radiograph showing a crack (dark line at top) and entrapped slag inclusions (dark spots at arrows) on
opposite sides of a multiple-
pass butt weld joining two 180 mm (7 in.) thick steel plates. Radiograph was made
with 1-MeV x-rays on Industrex AA film.
Incomplete root penetration appears as a dark straight line through the center of the weld. The width of the
indication is determined by the root gap and amount of weld penetration.
Flaws in Semiconductors
Voids in semiconductors occur in several different sites, depending on the type of construction. In hermetic integrated
circuits and low-power transistors, voiding typically occurs at the die (semiconductor element) and header (case)
interface. The voids in this area will have the same approximate density as the areas of the header that are undisturbed by
the die mount. In hermetic power transistors, voids may occur at the die mount substrate to header interface and at the die
to die mount substrate interface. It is not possible to differentiate between interfaces after the device is sealed. Therefore,
two radiographs are required--one after substrate attachment and a second after die attachment. Orientation is critical
because the radiographs must be compared to determine the total area of voiding. In plastic-encapsulated semiconductors,
voids in the encapsulating material are discernible by density differences, just as a void in other materials or in a weld.
Extraneous material is frequently missed because of its small size and very thin cross section. Conductive material as
small as 0.025 mm (0.001 in.) in its major dimension may cause failure of a semiconductor device. In some cases,
multiple views may be required to determine whether or not expulsed die mount material is attached to the device case.
Because of the very small geometries used, multiple views may also be required to determine if there is adequate
clearance between internal connecting wires.
Electronic devices can also be inspected after they are placed on the circuit board, but the board and its other components
will reduce contrast and interfere with the resolution of fine features. The advantage of inspecting after the devices are
placed on the board is that connections from the device to the board can be inspected also. Because the solders used to
form these joints contain elements of high atomic number, they form high contrast images. Radiographic inspection can
detect flaws such as solder balls (undesired solder that has been expelled from the joint), bridging, misregistered devices,
and joints without solder. Laminographic systems are available that can emphasize various planes within the circuit board
(see the article "Industrial Computed Tomography" in this Volume).
Radiographic Inspection
Revised by the ASM Committee on Radiographic Inspection
*