ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

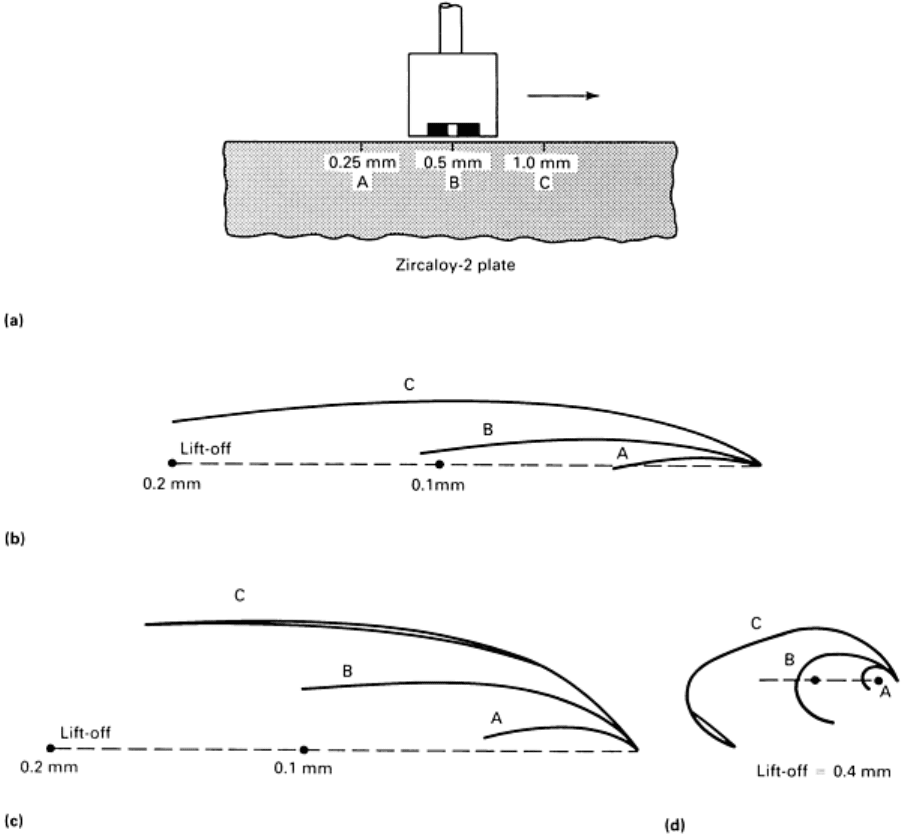
Conventional eddy current testing cannot reliably detect surface defects less than about 0.1 mm (0.004 in.) in depth. This
limitation arises because signals from shallow defects are indistinguishable from lift-off noise caused by probe wobble.
This problem cannot be overcome with multifrequency testing, because signal phase for shallow defects and lift-off
remain nearly identical at all normal test frequencies, as shown in Fig. 40.
Fig. 40 Eddy current signals obtained with a conventional probe when inspecting a Zircaloy-
2 plate. (a) Location
of calibration defects. (b) Impedance display of signals at 200 kHz. (c)
Impedance display of signals at 950
kHz. (d) Multifrequency residual signals, a mix of 200 and 950 kHz signals
An effective method of improving the detection of shallow defects is to obtain clear phase separation between defect and
lift-off signals. A lift-off discriminating probe design (Ref 11) consists of two coils that interact to rotate the phase of a
defect signal relative to lift-off (Fig. 41a). Phase rotation depends on test frequency, sample resistivity, and coil size and
spacing. Through proper choice of probe parameters, defect signals can be rotated 90° from lift-off noise, as shown in
Fig. 41(b). This allows positive phase discrimination between lift-off noise and signals from localized defects. Lift-off
discriminating surface probes have been used to detect defects as shallow as 0.05 mm (0.002 in.) in zirconium
components during in-service inspections. However, these surface probes have one main limitation: Signal phase from
defects of varying depth does not change appreciably, so only signal amplitude can be used to estimate defect depth.
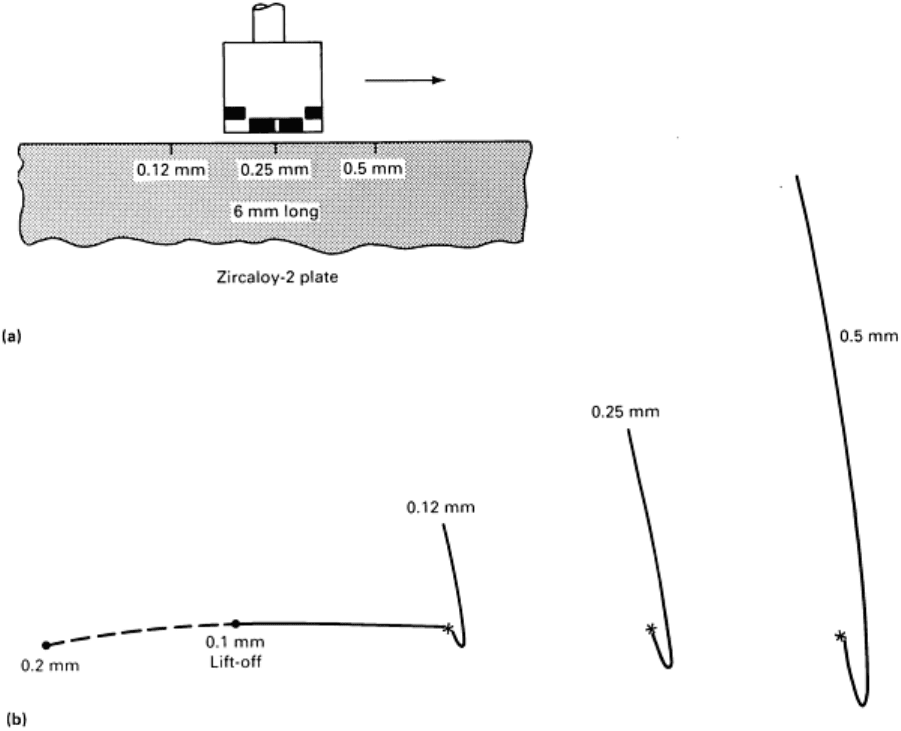
Fig. 41 Eddy current signals obtained with a lift-off discriminating probe when inspecting a Zircaloy-
2 plate. (a)
Location of calibration defects. (b) Impedance display of signals at 200-kHz test frequency
It should be noted that no surface preparation of the nonferromagnetic components is required prior to testing. Figure 41
indicates that shallow surface defects can be reliably detected in the presence of probe wobble or lift-off noise.
Example 5: Special Fixture Provides Two-Step Eddy Current Inspection of the
Skin Section of the First-Stage Booster of the Saturn Rocket
(Ref 12). For continuous inspection, if the configuration of the test article permits, the operation can be automated.
Ordinarily, this will require a mechanism that allows the article to move past the test transducer in a repeatable fashion.
Depending on the sensitivity required, the mechanism can be:
• A rudimentary arrangement in which the
test article is simply moved through the magnetic field of the
test transducer
•
For more stringent requirements, the test article can be precisely positioned and held fixed while an
electromechanical scanning system moves the transducer over it. This arra
ngement reduces the
possibility of the transducer detecting movement or misalignment of the specimen rather than flaws
An example of special fixturing for the inspection of cylindrical-tank-wall skin sections of the Saturn V/S-lC first stage
booster is shown in Fig. 42. The contractor, under the direction of Marshall Space Flight Center, assembled this system
using off-the-shelf equipment to inspect aluminum skin panels nominally 5.08 mm (0.200 in.) thick. Inspection was
accomplished in two steps. First, surface discontinuities whose depths exceed 5% of the part thickness were located with
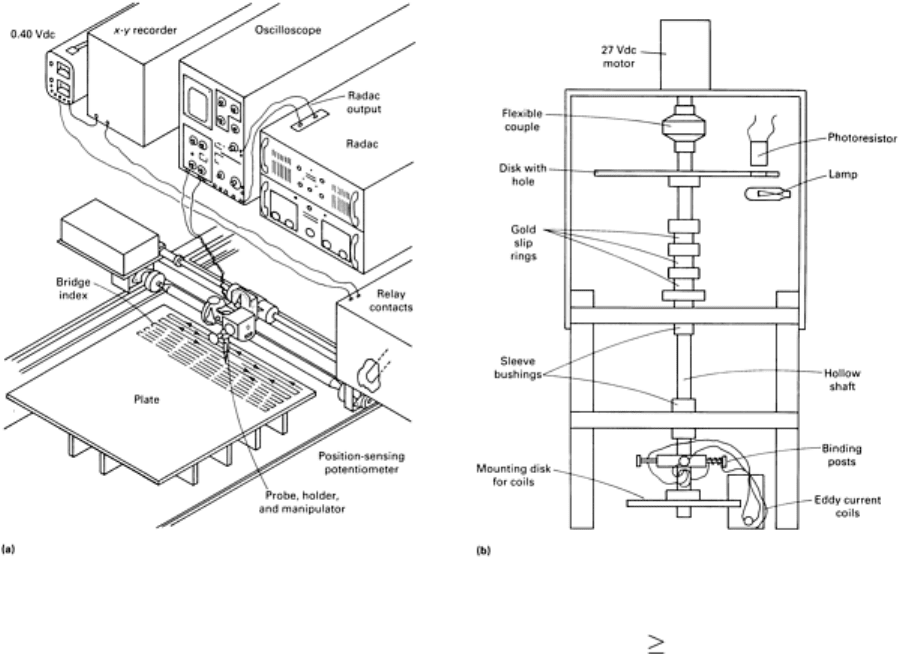
rapid (37 m/min, or 120 sfm) linear scan (Fig. 42a). Second, the length and depth of the discontinuity were measured with
the rotating eddy current probe device illustrated in Fig. 42(b).
Fig. 42 Eddy current fixturing setup for locating and sizing flaws in Saturn V/S-1C rocket booster tank-
wall skin
sections using a two-step process. (a) Surface discontinuities with depths
5% of skin section thickness are
first located with 37 m/min (120 sfm) linear scanner. Radac, rapid digital automatic computing. (b) Rotating
eddy current probe device then gages length and depth of discontinuities discovered by linear scanner.
Source:
Ref 12
Example 6: Crack Detection in First Layer or Subsurface Layers of Aluminum-
To-Aluminum Structures Joined by Aluminum Rivets.
When inspecting large numbers of fastener holes for cracks in the first or second layer of metal structures, it is advisable
to use a fixed or adjustable low-frequency sliding eddy current probe (Fig. 43) instead of the slower conventional types.
These probes are used by sliding them over the fastener heads and observing the pattern produced on the oscilloscope.
The surface may or may not be painted, but it must be cleaned prior to testing. When a crack is present, the dot will move
in a different path, producing an indication proportional to its size.
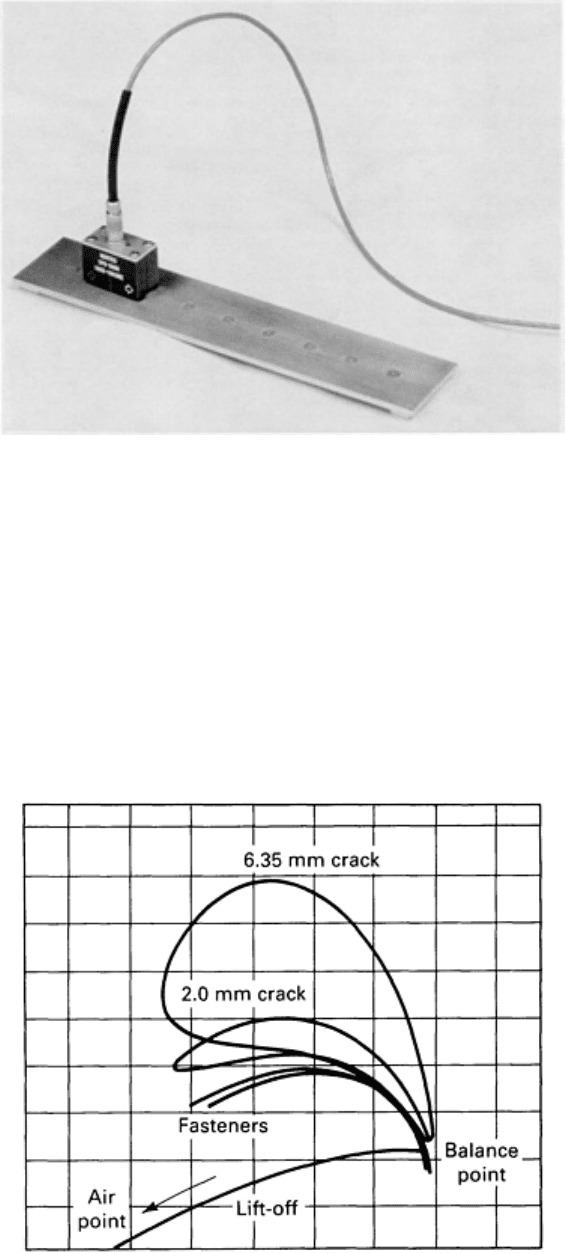
Fig. 43 Low-frequency sliding-type eddy current inspection probe used to detect
cracks in the first or subsurface
layers of multilayered structures. Courtesy of J. Pellicer, Staveley Instruments
When inspecting for first-layer cracks, the frequency should be chosen to limit the penetration to the crack and to avoid
variables in the layers below. For the second (or multiple) layer, the frequency should be low enough to penetrate the total
thickness required.
Figure 44 shows a typical presentation obtained with aluminum rivets joining two 1.6 mm (0.063 in.) thick aluminum
skins. Similar presentations are obtained for other fastener types and plate thicknesses up to about 12.5 mm (0.5 in.).
Fig. 44 Typical oscilloscope display obtained using the setup and sliding probe shown in Fig. 43
. Instrument test
frequency was 2.5 kHz, horizontal gain was 60 dB, and vertical gain was 68 dB with probe drive setting at
normal.
A nonconductive straightedge is useful to use as a probe guide and should be aligned to place the probe directly above the
fastener heads. Lift-off has been set slightly below horizontal, and the good fastener hole indications slightly above
horizontal as the best compromise. With this setup, crack indications give a mainly vertical increase, showing the larger
crack as a greater loop.
It is possible to determine crack direction by observing the dot movement on the CRT display on the oscilloscope. If the
dot moves first along the good fastener hole indication (that is, clockwise), the crack is located on the opposite side. If the
dot moves up at first and then eventually comes down (that is, counterclockwise), the crack is located before the fastener
or the near side. A larger crack will eventually move the dot outside the CRT area.
This method allows rapid inspection for fastener hole cracks. The sliding probes are directional units and should be used
in the direction of cracking. This is normally easily determined by the stress direction in a given structure. Probes will
allow approximately a ±40° angle tolerance.
Example 7: Eddy Current Inspection of Glue-Line Thickness of a Metal-To-Metal
Adhesive Joint.
The objective was to measure the glue-line thickness between 7075-T6 aluminum sheets having a thickness of 1.6 mm
(0.063 in.) and a conductivity of 32 IACS. Although this inspection can be performed with through transmission
ultrasonics, a simple eddy current measurement was used, with one side access only (and no couplant needed). The
surface may or may not be painted, but should be cleaned prior to testing.
Inspection was accomplished by a simple calibration with the help of samples of the metal used and nonconductive shims
(or paper sheets) up to the desired glue thickness to be measured. Nonconductive shims measuring 0.25 and 0.38 mm
(0.010 and 0.015 in.) were used.
A surface probe of the required frequency and an impedance plane (CRT) eddy current instrument were required. The 16
mm (0.63 in.) OD probe selected was usable between 300 Hz and 10 kHz.
Frequency can be adjusted experimentally for best deflection. A good starting point is the frequency of a standard depth
of penetration for the first layer only (this can be obtained from a graph or by using the eddy current slide rule). The
frequency is then decreased in steps of about 20% to find the best response. For this particular application, the frequency
required for one standard depth of penetration was 5 kHz. However, optimum results were obtained at 3 kHz.
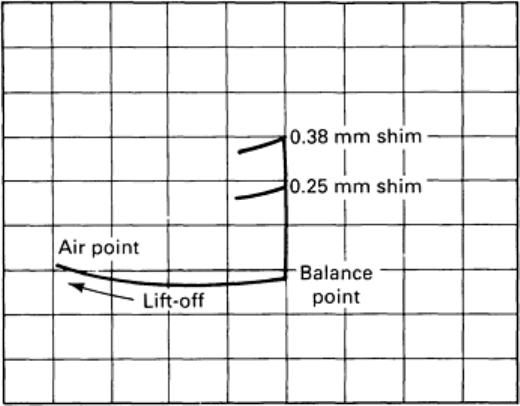
With lift-off set horizontal, shim spacing (glue thickness) variations gave a near-vertical movement, as shown in Fig. 45.
In addition, the horizontal gain was attenuated to avoid too much movement due to changes in lift-off. The vertical gain
was adjusted to give a clear vertical deflection for the shims used.
Fig. 45 Typical oscilloscope trace used to measure glue-line thickness in a metal-to-
metal adhesive joint.
Instrument settings: 3-kHz frequency, 60-dB horizontal gain, 76-dB vertical gain, and maximum probe drive.
Conductivity differences between materials prevent a direct correlation between the testpieces and the actual panel to be
inspected (unless a sample of the panel itself is available). If necessary, the instrument can be rebalanced on the panel,
and the lowest point can be found by conducting a scan. This point is then used as a reference for minimum bond-line
thickness. Upward movement of the dot can be read as a thickness increase that was calibrated with the shims previously.
Although this eddy current test will not show a lack of bond between parts, it is a simple and reasonably accurate method
of measuring bond-line thickness (and therefore bond strength) in nonmagnetic materials.
References cited in this section
11.
H.W. Ghent, "A Novel Eddy Current Surface Probe," AECL-
7518, Atomic Energy of Canada Limited, Oct
1981
12.
"Nondestructive Testing: A Survey," NASA SP-
5113, National Aeronautics and Space Administration,
1973
Note cited in this section
5 Example 4was prepared by V.S. Cecco, Atomic Energy of Canada Limited, and Examples 6 and 7
were
prepared by J. Pellicer, Staveley Instruments.
Eddy Current Inspection
Revised by the ASM Committee on Eddy Current Inspection
*
Inspection of Aircraft Structural and Engine Components
6
Eddy current inspection has long been used to examine the quality of aircraft subassemblies. Improvements in this
inspection method, especially the miniaturization of the probes themselves, have made it practical to test the intensity of
aircraft maintenance procedures for aging commercial and military aircraft without the need to disassemble the aircraft
and with the component in place on the plane. This minimizes component removal or disassembly and possibly masks
operational and structural defects.
Inspection of Aircraft Subassemblies
As shown in the three examples that follow, aircraft components such as aluminum structural parts, titanium engine
blades, and metallic composite materials can be readily inspected using eddy current inspection techniques.
Example 8: Eddy Current Inspection of Fastener Holes.
Originally, inspections for crack detection in fastener holes were performed using unshielded, absolute eddy current
probes. Later, shielded differential coils provided an overall improvement in detection capability with a higher signal-to-
noise ratio. Manual operation is now giving way to scanners specially designed to ensure good coverage.
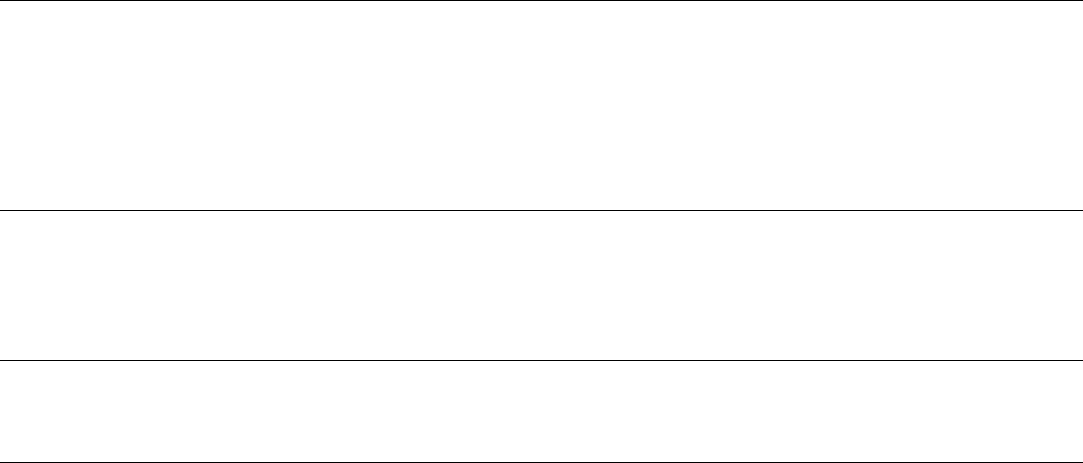
Both contact and noncontact probe bodies are used in the scanners. The contact method probe relies on a spring
action to ensure proper alignment of the coil assembly and friction against the hole surface (Fig. 46a). Unless ovality is
present, a constant contact with the hole surface is maintained, and stable sensitivity is the end result. Nevertheless, in
demanding high-gain applications, exact alignment of the scanner assembly is necessary to minimize background surface
noise. In the noncontact method, the probe body is designed to be located at a depth of approximately 0.25 mm (0.010 in.)
below the hole opening (Fig. 46b).
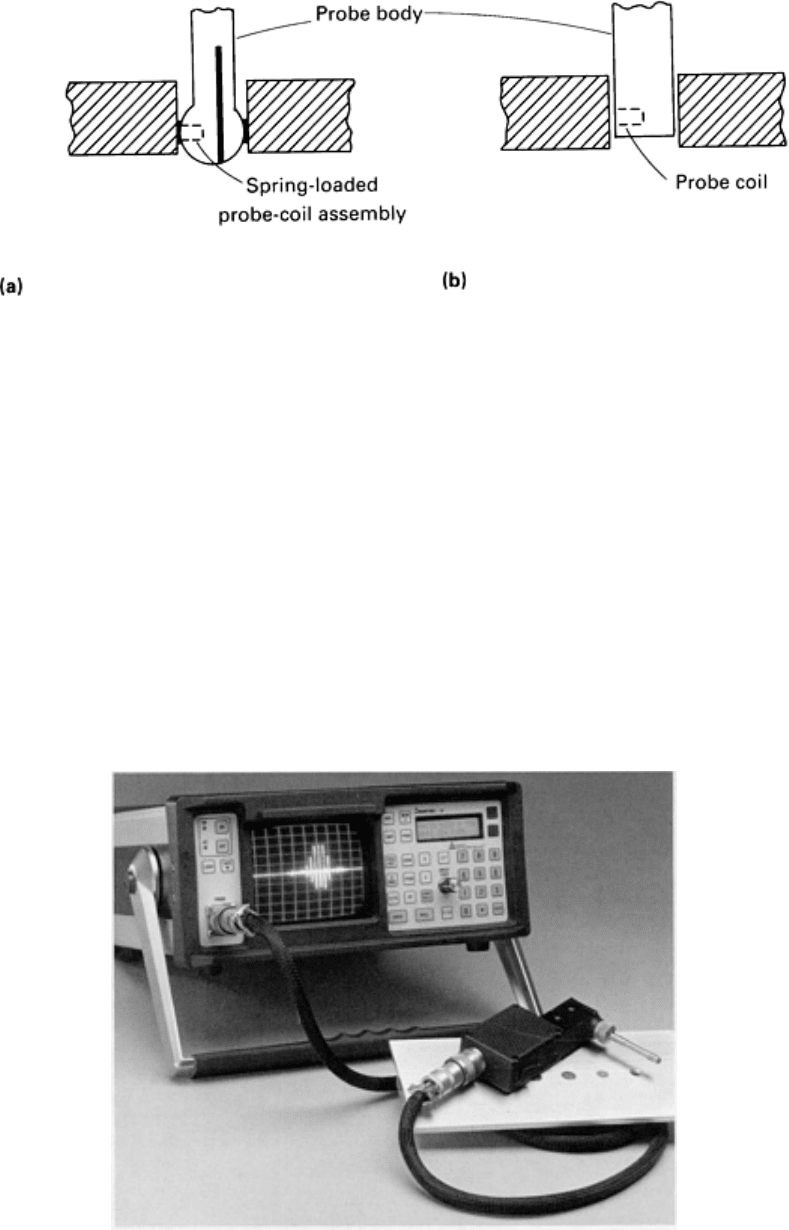
Fig. 46 Types of probe-coil bodies used in eddy current scanners. (a) Contact. (b) Noncontact
To maintain constant sensitivity, the probe must be centered in the hole, but the hand-held scanner takes this into account
during calibration. Sufficient gain is set to detect the defect regardless of probe position. Scanners with noncontact probe
bodies allow higher inspection speeds and typically generate lower background noise than scanners with contact probe
bodies.
Some scanners are designed to traverse a helical path in the bore, typically at 0.50 mm (0.020 in.) pitch, to provide good
coverage. With this method, rotational speed can be adjusted as required.
Most hand-held scanners (Fig. 47) use noncontact probes and operate at speeds in excess of 1000 rev/min. Because of its
high speed of rotation, the probe can be inserted and withdrawn quickly without fear of missing a defect due to lack of
coverage.
Fig. 47 Portable eddy current instrument that incorporates a hand-held scanner to detect cracks in fastener holes
Use of Trigger Pulse and Slow Sweep Modes to Detect Cracks. In addition to the normal impedance plane
display in the CRT of the eddy current instrument, there are two other useful presentations that can be displayed. A
trigger pulse can be generated to monitor the hole periphery along the horizontal axis of the CRT (Fig. 48). This signal
will display a complete 0 to 360° cycle, along with the crack direction relative to the probe.
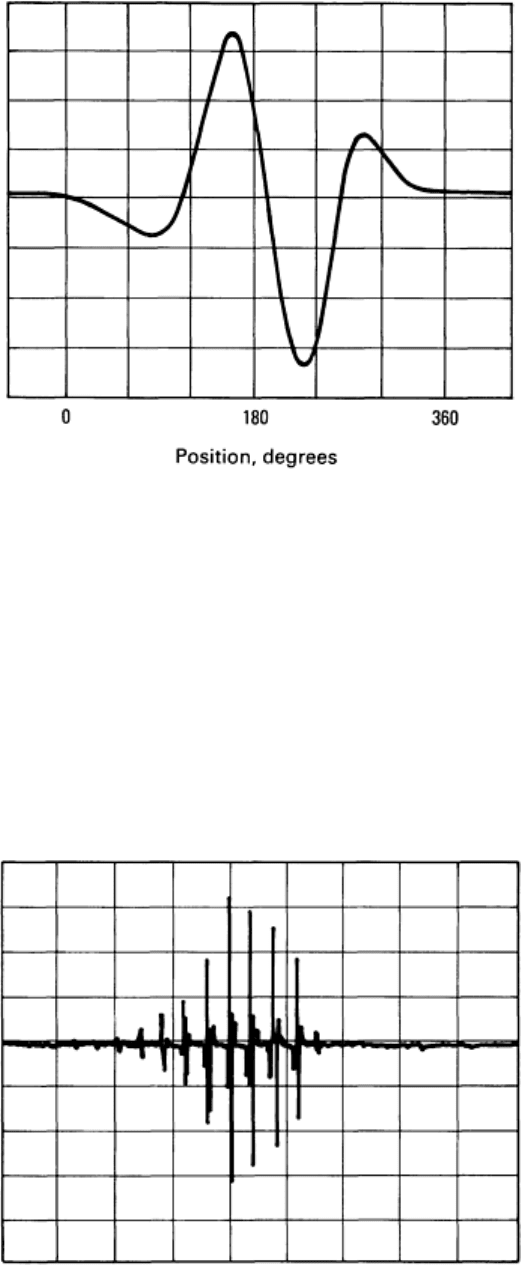
Fig. 48
Screen display using the trigger pulse mode to determine the position of a 1 mm (0.040 in.) long corner
crack. The scanner probe indicates that it is located at the 180° position.
Alternatively, a slow sweep signal will display the length of the bore in the horizontal axis to show the depth at which the
defect is located (Fig. 49). Crack indications will be obtained with the rotation of the probe, and a profile will emerge that
gives the crack length along the bore on the basis of the number of hits detected. In either the trigger pulse or slow sweep
mode, the magnitude of the response along the vertical direction displayed on the screen (the crack deflection) is a
relative indication of the depth of the crack in the hole. Fastener hole inspection is similar to any other eddy current
technique that depends on proper calibration and the use of reference standards having cracks and electric discharge
machining notches of known dimensions.
Fig. 49 Screen display using slow sweep mo
de to determine the crack depth of a 1 mm (0.040 in.) long crack
detected by a hand-held scanner probe traversing with a 0.5 mm (0.020 in.) pitch
High- and Low-Pass Filters. Scanners operating at constant speed allow for the use of filtering. High-pass filters
eliminate slow changes, such as hole ovality or lift-off variations. Low-pass filters reduce high-frequency noise. When
combined, high- and low-pass filters considerably enhance the ability of the probe to detect small defects. The use of
filters in scanners having manually rotated probes is normally not recommended.
Example 9: Eddy Current Inspection of Titanium Alloy Jet Aircraft Engine Blades for
Cracks Resulting From Low-Cycle Fatigue.
Titanium alloy fan blades used in jet aircraft engines are subjected to very high stresses during takeoff. Maximum stresses
in root sections of the blades may approach or even exceed the yield strength of the blade material, and high residual
compressive stresses may cause cracking. Eddy current inspection was applied to the root sections of these fan blades to
detect cracking associated with damage resulting from low-cycle fatigue.
The inspection technique utilized a commercial high-frequency (1 to 4 MHz) single-probe, eddy current instrument. The
probe coil was wound on a special 1.52 mm (0.060 in.) diam ferrite core to fit the root area of the blade and to improve
sensitivity to cracks. The coil was retained in a plastic holder molded to fit the blade root, using a rubbery compound that
allowed a small amount of movement. By setting the coil tip slightly beyond the edge of the holder, the flexibility of the
bonding compound ensured tip contact with the blade when the probe was positioned on the blade.
The instrument response was recorded on either an x-y or a strip chart recorder as the probe was moved across the blade
root. The probe motion was represented by the time-base motion of the pen of the x-y recorder or by the paper motion of
the strip chart recorder.
A blade with an electrical discharge machined crack in the root section was used as a standard. Sensitivity was established
by setting the recorder and instrument gain to obtain a given amplitude on the recording for the machined crack in the
blade root.
Example 10: Use of Eddy Current Inspection to Determine the Fiber Content of a
Metallic Composite Material.
A new material, a composite of boron silicon fiber and aluminum, was evaluated for high-strength, lightweight
applications. The fiber was fabricated by coating 0.013 mm (0.0005 in.) diam tungsten wire with boron to a diameter of
approximately 0.11 mm (0.0045 in.) and then treating the boron with a silicon coating. The fibers were then made into a
0.13 mm (0.005 in.) thick tape by bonding them with aluminum. Structures were made by diffusion bonding layers of the
tapes. Optimum properties require that the finished product contain 50% fiber and 50% aluminum.
A commercial single-probe, low-frequency eddy current instrument was used to determine and monitor the fiber content
of the finished product by electrical-conductivity measurements. A calibration curve was established by measurements of
electrical conductivity on a series of samples containing from 30 to 50% fiber. It was found that conductivity
measurements (% IACS) varied by as much as 20 to 30% with a variation of only 3% in fiber content, thus ensuring close
control.
On-Aircraft Eddy Current Inspection (Ref 13)
After an airplane enters service, ongoing inspection and maintenance of its structure are essential to ensure a continuing
high level of safety. Experience has shown that the inherent structural integrity of commercial transports has been
effectively maintained by operator inspection and maintenance programs specified and approved by the certifying
agencies. However, after many years of service, these aircraft will reach an age at which an increase in fatigue cracking
and corrosion may be expected. As reports of cracking or corrosion are received, nondestructive inspection (NDI)
methods are developed and verified for use by operators to ensure the structural integrity of their aircraft.
Damage tolerance and NDI reliability programs consistently show that eddy current inspection is superior to other
nondestructive testing methods for the detection of tight fatigue cracks and corrosion. Therefore, NDI engineers have
developed numerous types of eddy current inspection for use in inspecting aircraft at operators maintenance bases.
Existing phase-analysis eddy current instruments enable the inspector to produce impedance-plane responses
automatically on the storage oscilloscope. If the test part contains cracks or corrosion, the eddy current response on the
oscilloscope immediately establishes their existence and relative severity. These instruments operate from 100 Hz to 6
MHz, allowing the inspector to choose the best frequency for a given material and test. The five examples that follow
demonstrate the versatility of eddy current inspection in on-aircraft applications.
Example 11: Galvanic Exfoliation Corrosion of Aluminum Wing Skins.
Although contact between two galvanically dissimilar metals, such as steel and aluminum, is known to be a cause of
corrosion, the design of aircraft structures occasionally requires that such metals be joined. When this is unavoidable, it is
a design requirement that contacting surfaces be electrically insulated with organic paint or sealant or that one of the
surfaces be coated with a metallic coating galvanically similar to the other surface. For example, cadmium-plated steel
bolts are used on many types of aircraft. The cadmium plating not only protects the steel bolts from corrosion but also
provides a surface galvanically similar to aluminum so that the possibility of corrosion is greatly reduced. However, if the
cadmium in the plating is depleted or if there is a crevice where moisture can collect between the fastener head and the
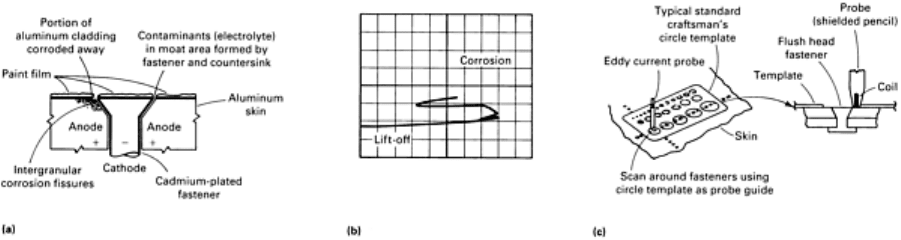
aluminum skin, pitting and intergranular corrosion may occur (Fig. 50a).
Fig. 50
Detection of galvanic exfoliation corrosion in aluminum wing skins. (a) Schematic showing source and
growth of galvanic exfoliation corrosion. (b) Eddy current impedance responses for exfoliation corrosion around
fastener
holes in wing skins. (c) Schematic illustrating use of circle template to guide eddy current scanning
probe around fasteners. Source: Ref 13
Intergranular corrosion occurs along aluminum grain boundaries, which in sheet and plate are oriented parallel to the
surface of the material because of the rolling process. (Intergranular corrosion in its more severe form is exfoliation
corrosion.) Exfoliation corrosion is basically the intergranular delamination of thin layers of aluminum parallel to the
surface, with white corrosion products between the layers. Where fasteners are involved, the corrosion extends outward
from the fastener hole, either from the entire circumference of the hole or in one direction from a segment of the hole. In
advanced cases, the surface bulges upward; but in milder cases there may be no telltale bulging, and the corrosion can be
detected only using nondestructive testing methods.
To conduct the high-frequency eddy current test, the instrument is calibrated using a corroded sample from a corroded
area on the aircraft. Typical eddy current impedance plane response to exfoliation corrosion around installed fasteners is
illustrated in Fig. 50(b). The use of high-frequency (100 to 300 kHz) pencil-point probes and a circle template, as
illustrated in Fig. 50(c), is necessary to detect very small areas of corrosion. The circle template is centered over each
fastener, and a 360° scan is made using the eddy current probe. The corrosion response will appear on the CRT and
remain there until electronically erased. This method is quite slow, but has been shown to be accurate in detecting very
small areas of corrosion around installed fasteners.
Example 12: Surface Cracks Through Thin Sealant Masking Protruding Fasteners.
Sealants are most frequently used around protruding fasteners in the inner wing surface. The sealants are applied to
provide a fuel seal (leak prevention) and to prevent corrosion of the fasteners and wing spar caps. Unfortunately, these
sealants mask the areas they cover and prevent visual inspection for possible fatigue cracking of the spar caps. Because it
is difficult to remove and costly to replace the sealants, eddy current inspection through the sealant is a viable crack
detection method.
This section describes the steps taken to perform eddy current inspection for surface cracks under sealant up to 1.3 mm
(0.050 in.) thick. Similar methods have been developed for eddy current inspection through sealants up to 2.54 mm (0.100
in.) thick.