ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

Evaluation involves determining whether an indication will be detrimental to the service of a part. It is a judgement
based on a well-defined accept/reject standard that may be either written or verbal.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Detectable Discontinuities
The usefulness of magnetic particle inspection in the search for discontinuities or imperfections depends on the types of
discontinuities the method is capable of finding. Of importance are the size, shape, orientation, and location of the
discontinuity with respect to its ability to produce leakage fields.
Surface Discontinuities. The largest and most important category of discontinuity consists of those that are exposed
to the surface. Surface cracks or discontinuities are effectively located with magnetic particles. Surface cracks are also
more detrimental to the service life of a component than are subsurface discontinuities, and as a result they are more
frequently the object of inspection.
Magnetic particle inspection is capable of locating seams, laps, quenching and grinding cracks, and surface ruptures in
castings, forgings, and weldments. The method will also detect surface fatigue cracks developed during service.
Magnetizing and particle application methods may be critical in certain cases, but in most applications the requirements
are relatively easily met because leakage fields are usually strong and highly localized.
For the successful detection of a discontinuity, there must be a field of sufficient strength oriented in a generally favorable
direction to produce strong leakage fields. For maximum detectability, the field set up in the part should be at right angles
to the length of a suspected discontinuity (Fig. 3 and 4). This is especially true if the discontinuity is small and fine. The
characteristics of a discontinuity that enhance its detection are:
• Its depth is at right angles to the surface
• Its width at the surface is small, so that the air gap it creates is small
• Its length at the surface is large with respect to its width
• It is comparatively deep in proportion to the width of its surface opening
Many incipient fatigue cracks and fine grinding cracks are less than 0.025 mm (0.001 in.) deep and have surface openings
of perhaps one-tenth that or less. Such cracks are readily located using wet-method magnetic particle inspection. The
depth of the crack has a pronounced effect on its detectability; the deeper the crack, the stronger the indication for a given
level of magnetization. This is because the stronger leakage flux causes greater distortion of the field in the part.
However, this effect is not particularly noticeable beyond perhaps 6.4 mm ( in.) in depth. If the crack is not close-lipped
but wide open at the surface, the reluctance (opposition to the establishment of magnetic flux in a magnetic circuit) of the
resulting longer air gap reduces the strength of the leakage field. This, combined with the inability of the particles to
bridge the gap, usually results in a weaker indication.
Detectability generally involves a relationship between surface opening and depth. A surface scratch, which may be as
wide at the surface as it is deep, usually does not produce a magnetic particle pattern, although it may do so at high levels
of magnetization. Because of many variables, it is not possible to establish any exact values for this relationship, but in
general a surface discontinuity whose depth is at least five times its opening at the surface will be detectable.
There are also limitations at the other extreme. For example, if the faces of a crack are tightly forced together by
compressive stresses, the almost complete absence of an air gap may produce so little leakage field that no particle
indication is formed. Shallow cracks produced in grinding or heat treating and subsequently subjected to strong
compression by thermal or other stresses usually produce no magnetic particle indications. Sometimes, with careful,
maximum-sensitivity techniques, faint indications of such cracks can be produced.
One other type of discontinuity that sometimes approaches the lower limit of detectability is a forging or rolling lap that,
although open to the surface, emerges at an acute angle. In this case, the leakage field produced may be quite weak
because of the small angle of emergence and the resultant relatively high reluctance of the actual air gap; consequently,
very little leakage flux takes the path out through the surface lip of the lap to cross this high reluctance gap. When laps are
being sought (usually when newly forged parts are being inspected), high-sensitivity, such as combining dc magnetizing
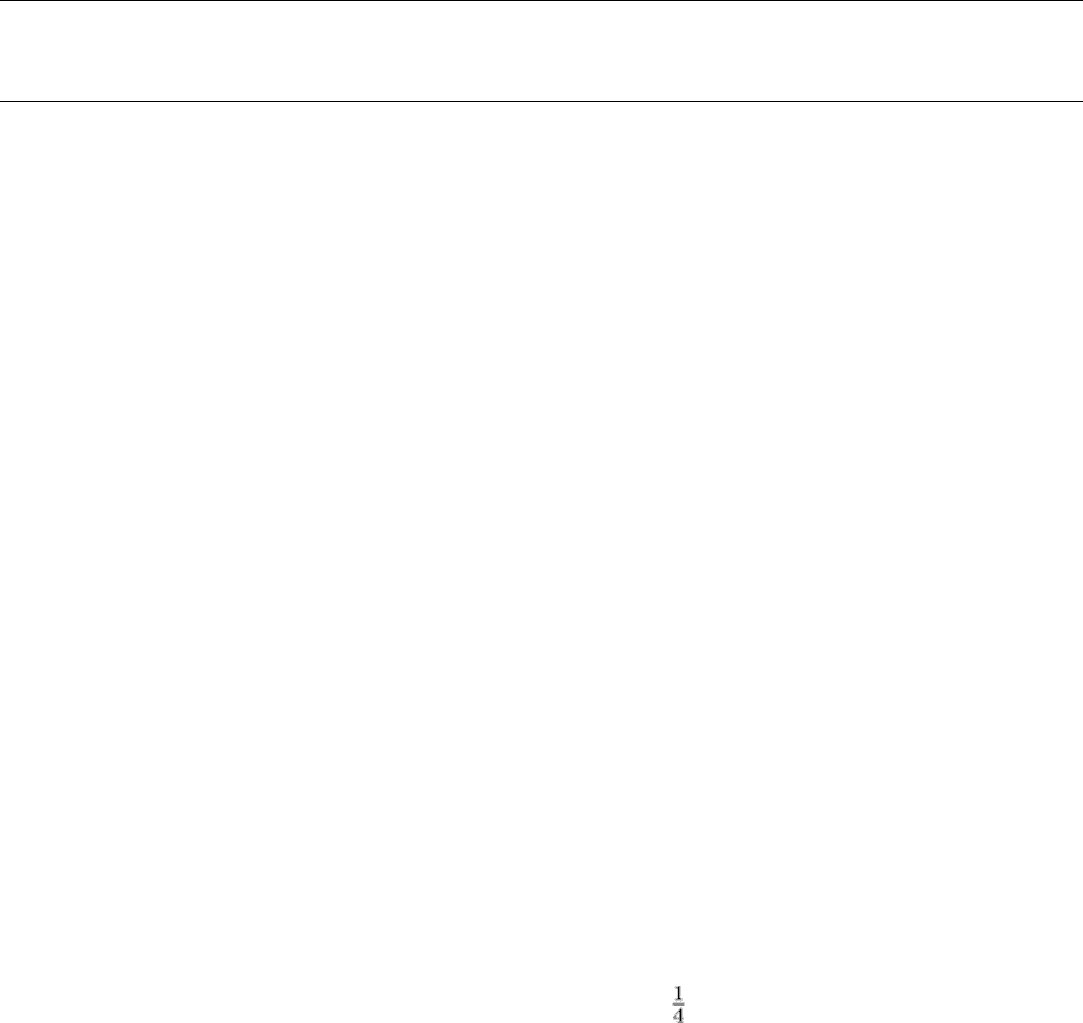
with the wet fluorescent method, is desirable. Figure 29 shows two indications of forging laps in a 1045 steel crane hook.
Fig. 29
1045 steel crane hook showing indications of forging laps of the type revealed by magnetic particle
inspection. Dimensions given in inches
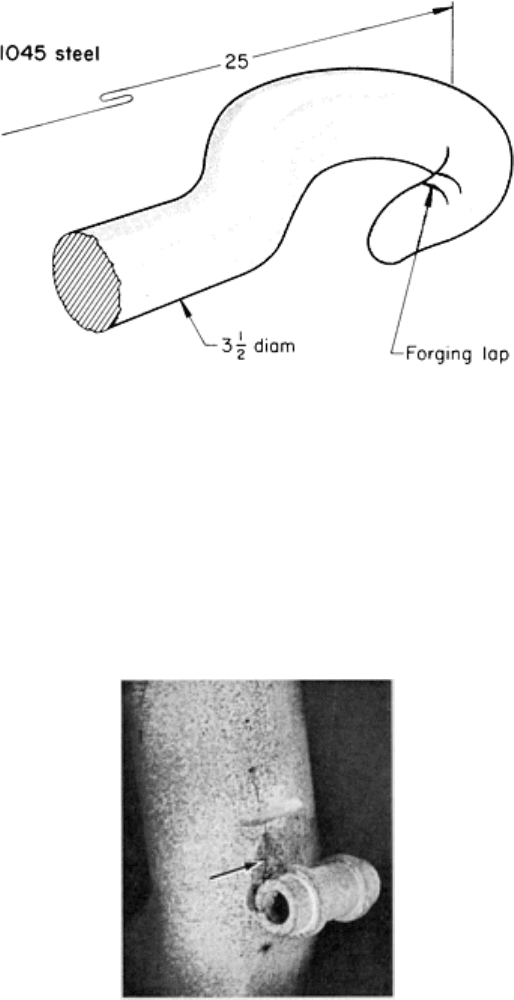
A seam that was found during the magnetic particle inspection of a forged crane hook is shown in Fig. 30. The seam was
present in the material before the hook was forged. The cold shut shown in Fig. 31 was found in the flange of a cast drum
after machining. A faint indication was noted in the rough casting, but the size of the cold shut was not known until after
machining of the drum.
Fig. 30 Magnetic particle indications of a seam (at arrow) in the shank of a forged crane hook
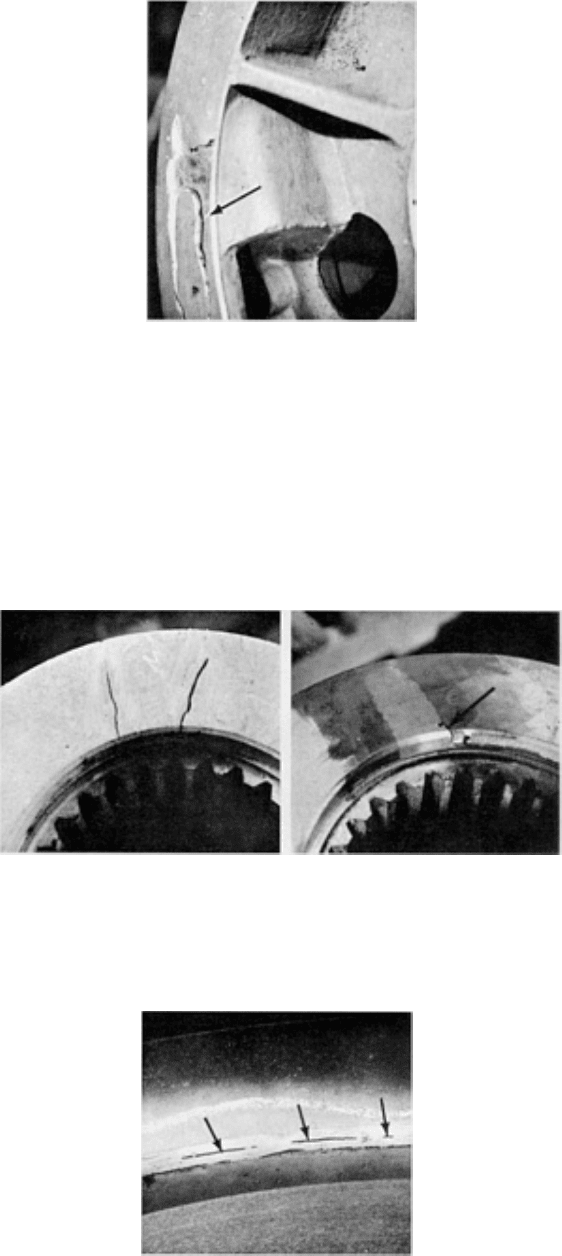
Fig. 31 Cold shut (at arrow) in the flange of a machined cast drum.
Magnetic particle inspection revealed faint
indications of the cold shut in the rough casting.
The magnetic particle inspection of a 460 mm (18 in.) diam internally splined coupling revealed the indications shown in
Fig. 32, one of which was along the fusion zone of a repair weld. Routine magnetic particle inspection of a 1.2 m (4 ft)
diam weldment revealed cracks in the weld between the rim and web, as shown in Fig. 33.
Fig. 32
Magnetic particle indications of cracks in a large cast splined coupling. Indication (at arrow) in photo at
right is along the fusion zone of a repair weld.
Fig. 33 Indications of cracks (at arrows) in the weld between the web and rim of a 1.2 m (4 ft) diam weldment
Internal Discontinuities. The magnetic particle method is capable of indicating the presence of many discontinuities
that do not break the surface. Although radiography and ultrasonic methods are inherently better for locating internal

discontinuities, sometimes the shape of the part, the location of the discontinuity, or the cost or availability of the
equipment needed makes the magnetic particle method more suitable. The internal discontinuities that can be detected by
magnetic particle inspection can be divided into two groups:
• Subsurface discontinuities (those lying just beneath the surface of the part)
• Deep-lying discontinuities
Subsurface discontinuities comprise those voids or nonmetallic inclusions that lie just beneath the surface.
Nonmetallic inclusions are present in all steel products to some degree. They occur as scattered individual inclusions, or
they may be aligned in long stringers. These discontinuities are usually very small and cannot be detected unless they lie
very close to the surface, because they produce highly localized but rather weak fields.
Deep-lying discontinuities in weldments may be caused by inadequate joint penetration, subsurface incomplete
fusion, or cracks in weld beads beneath the last weld bead applied. In castings, they result from internal shrinkage
cavities, slag inclusions, or gas pockets. The depth to which magnetic particle testing can reach in locating internal
discontinuities cannot be established in millimeters, because the size and shape of the discontinuity itself in relation to the
size of the part in which it occurs is a controlling factor. Therefore, the deeper the discontinuity lies within a section, the
larger it must be to be detected by magnetic particle inspection.
In considering the detectability of a discontinuity lying below the surface, of primary concern are the projected area
presented as an obstruction to the lines of force and the sharpness of the distortion of the field produced. It is helpful to
think of the magnetic field as flowing through the specimen like a stream of water. A coin, on edge below the surface and
at right angles to the surface and flow, would cause a sharp disturbance in the movement of the water, but a straight round
stick placed at a similar depth and parallel to the direction of flow would have very little effect. A ball or marble of the
same size as the coin would present the same projected area, but would be much less likely to be detected than the coin
because the flow lines would be streamlines around the sphere and the disturbance created in the field would be much less
sharp.
The orientation of the discontinuity is another factor in detection. The coin-shaped obstruction discussed above was
considered to be 90° to the direction of the flux. If the same discontinuity were inclined, either vertically or horizontally,
at an angle of only 60 or 70°, there would be a noticeable difference in the amount of leakage field and therefore in the
strength of the indication. This difference would result not only because the projected area would be reduced but also
because of a streamlining effect, as with the sphere.
The strength and direction of the magnetic field are also important in the detection of deep-lying discontinuities. Direct
current yokes are effective if the discontinuity is close to the surface. Prod magnetization using direct current or half-wave
current is more effective for discontinuities deeper in the part.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Nonrelevant Indications
Nonrelevant indications are true patterns caused by leakage fields that do not result from the presence of flaws.
Nonrelevant indications have several possible causes and therefore require evaluation, but they should not be interpreted
as flaws.
Sources of Nonrelevant Indications
Particle patterns that yield nonrelevant indications can be the result of design, fabrication, or other causes and do not
imply a condition that reduces the strength or utility of the part. Because nonrelevant indications are true particle
buildups, they are difficult to distinguish from buildups caused by flaws. Therefore, the investigator must be aware of
design and fabrication conditions that would contribute to or cause nonrelevant indications.
Particle Adherence Due to Excessive Magnetizing Force. One type of nonrelevant indication is that caused by
particle adherence at leakage fields around sharp corners, ridges, or other surface irregularities when magnetized
longitudinally with too strong a magnetizing force. The use of too strong a current with circular magnetization can
produce indications of the flux lines of the external field. Both of the above phenomena (excessive magnetizing force or
excessive current) are clearly recognized by experienced operators and can be eliminated by a reduction in the applied
magnetizing force.
Mill Scale. Tightly adhering mill scale will cause particle buildup, not only because of mechanical adherence but also
because of the difference in magnetic permeability between the steel and the scale. In most cases, this can be detected
visually, and additional cleaning followed by retesting will confirm the absence of a true discontinuity.
Configurations that result in a restriction of the magnetic field are a cause of nonrelevant indications. Typical
restrictive configurations are internal notches such as splines, threads, grooves for indexing, or keyways.
Abrupt changes in magnetic properties, such as those between weld metal and base metal or between dissimilar
base metals, result in nonrelevant indications. Depending on the degree of change in the magnetic property, the particle
pattern may consist of loosely adhering particles or may be strong and well defined. Again, it is necessary for the
investigator to be aware of such conditions.
Magnetized writing is another form of nonrelevant indication. Magnetic writing is usually associated with parts
displaying good residual characteristics in the magnetized state. If such a part is contacted with a sharp edge of another
(preferably magnetically soft) part, the residual field is locally reoriented, giving rise to a leakage field and consequently a
magnetic particle indication. For example, the point of a common nail can be used to write on a part susceptible to
magnetic writing. Magnetic writing is not always easy to interpret, because the particles are loosely held and are fuzzy or
intermittent in appearance. If magnetic writing is suspected, it is only necessary to demagnetize the parts and retest. If the
indication was magnetic writing, it will not reappear.
Additional Sources. Some other conditions that cause nonrelevant indications are brazed joints, voids in fitted parts,
and large grains.
Distinguishing Relevant From Nonrelevant Indications
There are several techniques for differentiating between relevant and nonrelevant indications:
• Where mill sca
le or surface roughness is the probable cause, close visual inspection of the surface in the
area of the discontinuity and use of magnification up to ten diameters
• Study of a sketch or drawing of the part being tested to assist in locating welds, changes
in section, or
shape constrictions
• Demagnetization and retesting
•
Careful analysis of the particle pattern. The particle pattern typical of nonrelevant indications is usually
wide, loose, and lightly adhering and is easily removable even during continuous magnetization
•
Use of another method of nondestructive inspection, such as ultrasonic testing or radiography, to verify
the presence of a subsurface defect
The following two examples illustrate how nonrelevant indications are used in nondestructive testing to verify product
quality.
Example 1: Nonrelevant Indications in Electric Motor Rotors.
An instance where nonrelevant indications are used to advantage is in the inspection of rotors for squirrel cage electric
motors. These rotors are usually fabricated from laminations made of magnetic material. The conductor-bar holes are
aligned during assembly of the laminations. The end rings and conductor bars are cast from an aluminum alloy in a single
operation. The integrity of the internal cast aluminum alloy conductor bars must be checked to ensure that each is capable
of carrying the required electrical current; voids and internal porosity would impair their electrical properties.
These rotors are tested by clamping them between the heads of a horizontal unit and processing them by the continuous
method using wet magnetic particles. The end rings distribute the magnetizing current through each of the conductor bars,
which constitute parallel paths. All conductor bars that are sound and continuous produce broad, pronounced, subsurface-
type indications on the outside surface of the rotor. The absence of such indications is evidence that the conductor bar is
discontinuous or that its current-carrying capacity is greatly impaired. This is a direct departure from the customary
inspection logic in that negative results, or the absence of indications, are indicative of defects.
Example 2: Nonrelevant Indications Present in Welding A537 Grade 2 Carbon Steel
With E8018-C1 Weld Wire.
Linear magnetic particle indications have frequently been observed in the heat-affected zone of A537 grade 2 (quenched-
and-tempered) materials joined with E8018-C1 (2 % Ni) weld wire. However, when liquid penetrant examinations of
these areas are performed, no indications are apparent.
Four types of welds were used in the investigation:
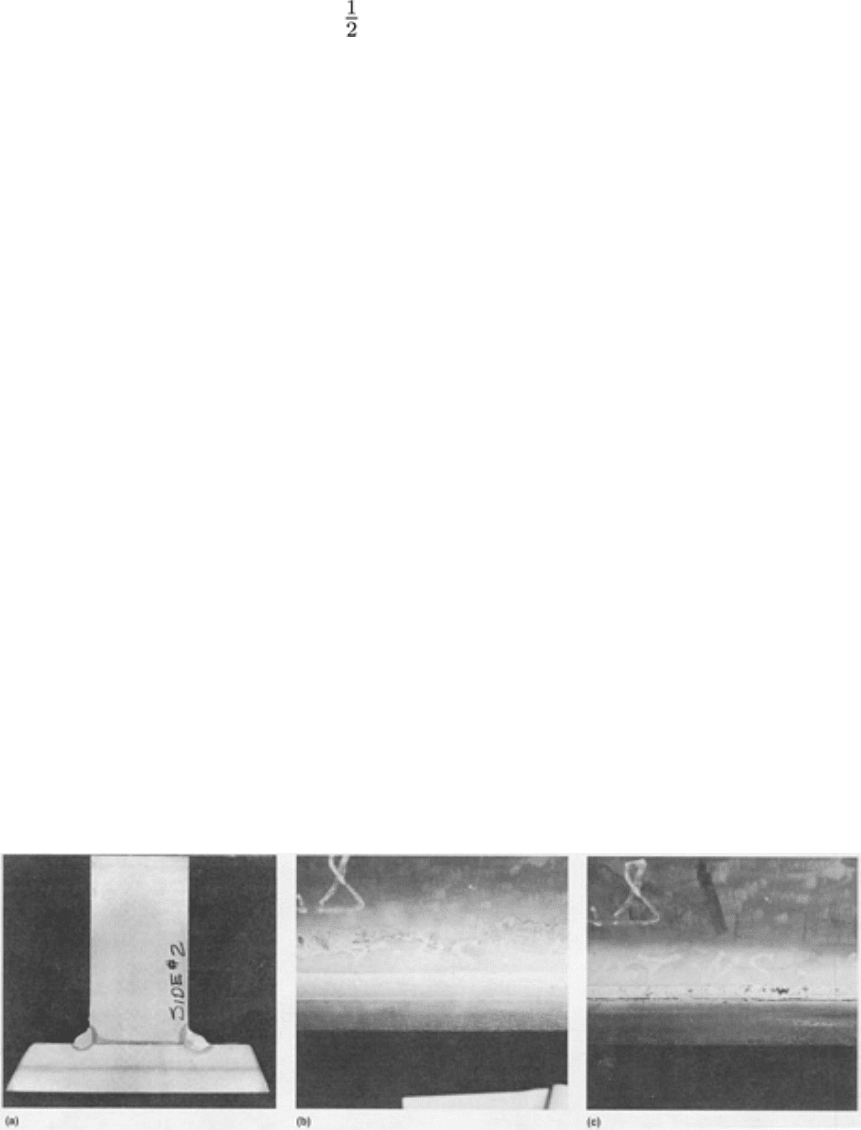
• Weld A: a T-joint with fillet welds on both sides (Fig. 34)
• Weld B: a butt weld (Fig. 35)
• Weld C: a pickup simulating a repair where a fit-up device had been torn off (Fig. 36)
• Weld D: a T-joint with fillet welds on both sides, one of which contained a longitudinal crack (Fig. 37)
The fourth sample was made in such a manner that it would contain a linear discontinuity in or near the heat-affected
zone. Examination with magnetic particle and liquid penetrant inspection methods yielded the following results:
• Weld A: Magnetic particle inspection showed loosely h
eld, slightly fuzzy linear indications at the toes of
the fillet, with the bottom edge showing the strongest pattern due to gravity and the configuration. The
liquid penetrant examination produced no relevant indications. The etched cross section revealed
no
discontinuities
• Weld B:
Magnetic particle inspection showed loosely held, slightly fuzzy linear indications along both
edges of the butt weld. The liquid penetrant examination produced no relevant indications. The etched
cross section revealed no discontinuities
• Weld C:
Magnetic particle inspection showed a very loosely held, fuzzy pattern over the entire pickup
weld. The liquid penetrant examination produced no relevant indications. The etched cross section
revealed only a minor slag inclusion, which had no bearing on the magnetic particle pattern produced
• Weld D:
Magnetic particle inspection showed a tightly held, sharply defined linear indication along one
edge of the fillet with connecting small, transverse linear indications at various locations.
The liquid
penetrant examination in this case produced the same pattern of indications. The etched cross section
revealed a crack completely through the toe of one leg of the fillet
Fig. 34 T-joint weld of A537 grade 2 (quenched and tempered) material joined with E8018-
C1 (2.5% Ni) weld
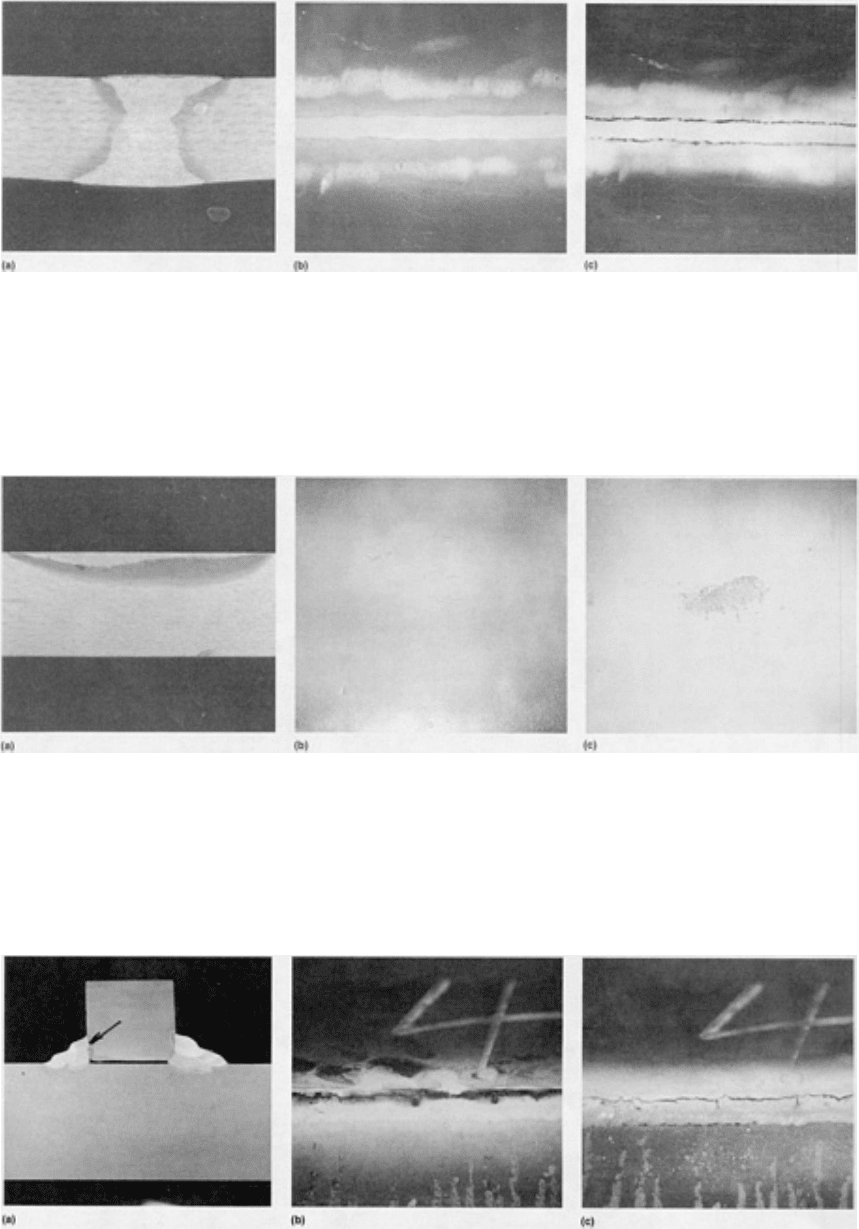
wire showing linear magnetic particle indications. Weld A, shown in cross section (a), was e
xamined along its
length using both the (b) liquid penetrant inspection method and the (c) magnetic particle inspection method.
See text for discussion. Courtesy of Chicago Bridge & Iron Company
Fig. 35 Butt weld of A537 grade 2 (quenched and tempered) material joined with E8018-
C1 (2.5% Ni) weld
wire showing linear magnetic particle indications. Weld B, shown in cross section (
a), was checked using both
the (b) liquid penetrant inspection method and the (c) magnetic particle inspection method. See text for
discussion. Courtesy of Chicago Bridge & Iron Company
Fig. 36 A pickup, simulating a repair of A537 grade 2 (quenched and tempered) material joined with E8018-
C1
(2.5% Ni) weld wire where a fit-up device had been torn off, showing linear magnetic pa
rticle indications. Weld
C, shown in cross section (a), was checked using both the (b) liquid penetrant inspection method and the (c)
magnetic particle inspection method. See text for discussion. Courtesy of Chicago Bridge & Iron Company
Fig. 37 T-joint weld of A537 grade 2 (quenched and tempered) material joined with E8018-
C1 (2.5% Ni) weld
wire showing a longitudinal crack in
one of the fillet welds (arrow in cross section) made visible by linear
magnetic particle indications. Weld D, shown in cross section (a), was checked using both the (b) liquid
penetrant inspection method and the (c) magnetic particle inspection method. Se
e text for discussion. Courtesy

of Chicago Bridge & Iron Company
The difference in magnetic properties between this parent material and the weld metal creates magnetic leakage fields in
the heat-affected zone or metallic interface of these materials during a magnetic particle inspection. This can result in
magnetic particle indications in the heat-affected zone along the toe of the fillets, along the edges of butt welds, or over
entire shallow pickup welds. The magnetic particle indications produced by metallic interface leakage fields are readily
distinguished from indications caused by real discontinuities by their characteristic of being loosely held and slightly
fuzzy in appearance and by their location in or at the edge of the heat-affected zone.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
General Procedures for Magnetic Particle Inspection
In magnetic particle inspection, there are many variations in procedure that critically affect the results obtained. These
variations are necessary because of the many types of discontinuities that are sought and the many types of ferromagnetic
materials in which these discontinuities must be detected.
Establishing a set of procedures for the magnetic particle inspection of a specific part requires that the part be carefully
analyzed to determine how its size and shape will affect the test results. The magnetic characteristics of the material and
the size, shape, location, and direction of the expected discontinuity also affect the possible variations in the procedure.
The items that must be considered in establishing a set of procedures for the magnetic particle inspection of a specific part
include:
• Type of current
• Type of magnetic particles
• Method of magnetization
• Direction of magnetization
• Magnitude of applied current
• Equipment
Type of Current
The electric current used can be either alternating current or some form of direct current. This choice depends on whether
the discontinuities are surface or subsurface and, if subsurface, on the distance below the surface.
Alternating Current. The skin effect of alternating current at 50 or 60 Hz limits its use to the detection of
discontinuities that are open to the surface or that are only a few thousandths of an inch below the surface. With
alternating current at lower frequencies, the skin effect is less pronounced, resulting in deeper penetration of the lines of
force.
The rapid reversal of the magnetic field set up by alternating current imparts mobility to dry particles. Agitation of the
powder helps it move to the area of leakage fields and to form stronger indications.
The strength of magnetization, which is determined by the value of the peak current at the top of the sine wave of the
cycle, is 1.41 times that of the current indicated on the meter. Alternating current meters indicate more nearly the average
current for the cycle than the peak value. Obtaining an equivalent magnetizing effect from straight direct current requires
more power and heavier equipment.
Direct current, on the other hand, magnetizes the entire cross section more or less uniformly in a longitudinal direction,
and with a straight-line gradient of strength from a maximum at the surface to zero at the center of a bar in the case of
circular magnetization. This effect is demonstrated in Fig. 8(a) and 8(b).

Alternating Current Versus Direct Current. In an experiment designed to compare the effectiveness of 60-Hz
alternating current and three types of direct current, 12 holes representing artificial defects were drilled in a 127 mm (5
in.) OD by 32 mm (1 in.) ID by 22 mm ( in.) thick ring made of unhardened O1 tool steel (0.40% C). The 12 holes,
1.8 mm (0.07 in.) in diameter and spaced 19 mm ( in.) apart, were drilled through the ring parallel to the cylindrical
surface at increasing distances from that surface. The centerline distances ranged from 1.8 to 21.3 mm (0.07 to 0.84 in.),
in increments of 1.8 mm (0.07 in.). A central conductor, dry magnetic particles, and continuous magnetization were used
for this test. The three types of direct current were straight direct current from batteries, three-phase rectified alternating
current with surge, and half-wave rectified single-phase 60-Hz alternating current. The threshold values of current
necessary to give readable indications of the holes in the ring are plotted in Fig. 17.
Current levels as read on the usual meters were varied from the minimum needed to indicate hole 1 (1.8 mm, or 0.07 in.,
below the surface) for each type of current, up to a maximum of over 1000 A. To produce an indication at hole 1 using
alternating current, about 475 A was required, and at hole 2 (3.56 mm, or 0.14 in., below the surface), over 1000 A. Hole
3 (5.33 mm, or 0.21 in., below the surface) could not be revealed with alternating current at any current level available.
Indications at hole 2 were produced using 450-A straight direct current, 320-A direct current preceded by a surge of twice
that amperage, and 250-A half-wave current. Indications were produced at hole 12 (21.3 mm, or 0.84 in., below the
surface) using 750-A half-wave current, while 975-A straight direct current was required for hole 10 (17.8 mm, or 0.70
in., below the surface).
The current levels needed to produce indications using wet particles were somewhat higher. For example, an indication
for hole 1 using direct current and wet particles required approximately 440 A, and for hole 3, approximately 910 A. Over
625 A was required to detect hole 1 using alternating current and wet particles.
The hardness of the testpiece also had an effect on the current level needed to produce indications. At a hardness of
63 HRC, to produce an indication at hole 1, approximately 200 A of half-wave current, 300 A of direct current with surge,
and 450 A of direct current were needed. For hole 3, the current levels needed for the three types of current were
approximately 1300, 1875, and 2700 A, respectively. Tests similar to the one described above have been performed on
ring specimens made of 1020 and 4130 steels (Ref 1).
For the inspection of finished parts such as machined and ground shafts, cams, and gears of precision machinery, direct
current is frequently used. Alternating current is used for detecting fine cracks that actually break the surface, but direct
current is better for locating very fine nonmetallic stringers lying just beneath the surface.
Method of Magnetization
The method of magnetization refers to whether residual magnetism in the part provides a leakage field strong enough to
produce readable indications when particles are applied or if the part must be continuously magnetized while the particles
are applied.
Residual Magnetism. The procedure for magnetic particle inspection with residual magnetism, using either wet or dry
particles, basically consists of two steps: establishing a magnetic field in the part and subsequently applying the magnetic
particles. The method can be used only on parts made of metals having sufficient retentivity. The residual magnetic field
must be strong enough to produce leakage fields at discontinuities that in turn produce readable indications. This method
is reliable only for detecting surface discontinuities.
Either the dry or the wet method of applying particles can be used with residual magnetization. With the wet method, the
magnetized parts can either be immersed in a gently agitated bath of suspended metallic particles or flooded by a curtain
spray. The time of immersion of the part in the bath can affect the strength of the indications. By leaving the magnetized
part in the bath or under the spray for a considerable time, the leakage fields, even at fine discontinuities, can have time to
attract and hold the maximum number of particles. The location of the discontinuity on the part as it is immersed has an
effect on particle buildup. Buildup will be greatest on horizontal upper surfaces and will be less on vertical surfaces and
horizontal lower surfaces. Parts should be removed from the bath slowly because rapid removal can wash off indications
held by weak leakage fields.
Continuous Magnetism. In the continuous method, parts are continuously magnetized while magnetic particles are
applied to the surfaces being inspected. In the dry-particle continuous method, care must be taken not to blow away

indications held by weak leakage fields. For this reason, the magnetizing current is left on during the removal of excess
particles.
In the wet-particle continuous method, the liquid suspension containing the magnetic particles is applied to the part, and
the magnetizing current is applied simultaneously with completion of particle application. This prevents washing away of
indications held by weak leakage fields. For reliability of results, the wet continuous method requires more attention to
timing and greater alertness on the part of the operator than the wet residual method.
The continuous method can be used on any metal that can be magnetized because in this method residual magnetism and
retentivity are not as important in producing a leakage field at a discontinuity. This method is mandatory for inspection of
low-carbon steels or iron having little or no retentivity. It is frequently used with alternating current on such metals
because the ac field produces excellent mobility of dry magnetic particles. Maximum sensitivity for the detection of very
tine discontinuities is achieved by immersing the part in a wet-particle bath, passing the magnetizing current through the
part for a short time during immersion, and leaving the current on as the part is removed and while the bath drains from
the surface.
Direction of Magnetization
The shape and orientation of the suspected discontinuity in relation to the shape and principal axis of the part have a
bearing on whether the part should be magnetized in a circular or a longitudinal direction or in both directions. The rule of
thumb is that the current must be passed in a direction parallel to the discontinuity. If the principal direction of the
discontinuities is unknown, to detect all discontinuities, both circular and longitudinal magnetization must be used; with
the prod and yoke methods, the prods or yoke must be repositioned at 90° from the first magnetizing position. The
magnetic particle background held on a part by extraneous leakage fields is minimized when using the circular method of
magnetizing because the field generally is self-contained within the part.
Magnitude of Applied Current
The amount of magnetized current or the number of ampere-turns needed for optimum results is governed by the types
and minimum dimensions of the discontinuities that must be located or by the types and sizes of discontinuities that can
be tolerated.
The amount of current for longitudinal magnetization with a coil is initially determined by Eq 1 and 2. For circular
magnetization, when magnetizing by passing current directly through a part, the current should range from 12 to 31
A/mm (300 to 800 A/in.) of the diameter of the part. The diameter is defined as the largest distance between any two
points on the outside circumference of the part. Normally, the current used should be 20 A/mm (500 A/in.) or lower, with
the higher current values of up to 31 A/mm (800 A/in.) used to inspect for inclusions or to inspect alloys such as
precipitation-hardened steels. The prod method of magnetization usually requires 4 to 4.92 A/mm (100 to 125 A/in.) of
prod spacing. Prod spacing should not be less than 50 mm (2 in.) nor more than 203 mm (8 in.).
Equipment
Selection of equipment for magnetic particle inspection depends on the size, shape, number, and variety of parts to be
tested.
Bench Units. For the production inspection of numerous parts that are relatively small but not necessarily identical in
shape, a bench unit with contact heads for circular magnetization, as well as a built-in coil for longitudinal magnetization,
is commonly used (Fig. 11).
Portable units using prods, yokes, or hand-wrapped coils may be most convenient for large parts. Half-wave current
and dry particles are often used with portable equipment. Wet particles can be used with portable equipment, but the bath
is usually not recovered.
Mass Production Machinery. For large lots of identical or closely similar parts, single-purpose magnetization-and-
inspection units or fixtures on multiple-purpose units can be used.
Reference cited in this section