ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

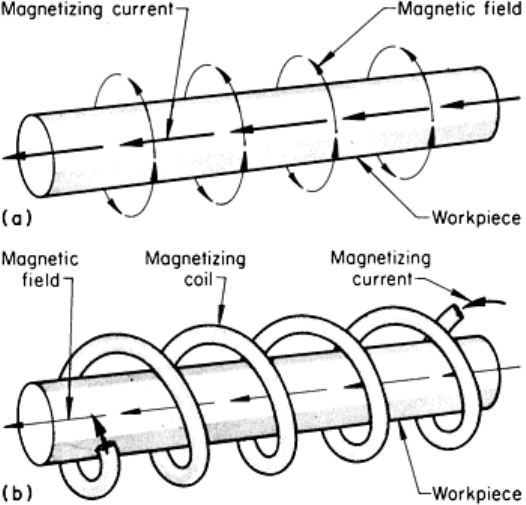
Fig. 3 Magnetized bars showing directions of magnetic field. (a) Circular. (b) Longitudinal
Longitudinal Magnetization. Electric current can also be used to create a longitudinal magnetic field in magnetic
materials. When electric current is passed through a coil of one or more turns, a magnetic field is established lengthwise
or longitudinally, within the coil, as shown in Fig. 3(b). The nature and direction of the field around the conductor that
forms the turns of the coil produce longitudinal magnetization.
Effect of Flux Direction. To form an indication, the magnetic field must approach a discontinuity at an angle great
enough to cause the magnetic lines of force to leave the part and return after bridging the discontinuity. For best results,
an intersection approaching 90° is desirable. For this reason, the direction, size, and shape of the discontinuity are
important. The direction of the magnetic field is also important for optimum results, as is the strength of the field in the
area of the discontinuity.
Figure 4(a) illustrates a condition in which the current is passed through the part, causing the formation of a circular field
around the part. Under normal circumstances, a discontinuity such as A in Fig. 4(a) would give no indication of its
presence, because it is regular in shape and lies parallel to the magnetic field. If the discontinuity has an irregular shape
but is predominantly parallel to the magnetic field, such as B, there is a good possibility that a weak indication would
form. Where the predominant direction of the discontinuity is at a 45° angle to the magnetic field, such as C, D, and E, the
conditions are more favorable for detection regardless of the shape of the discontinuity. Discontinuities whose
predominant directions, regardless of shape, are at a 90° angle to the magnetic field produce the most pronounced
indications (F, G, and H, Fig. 4a).
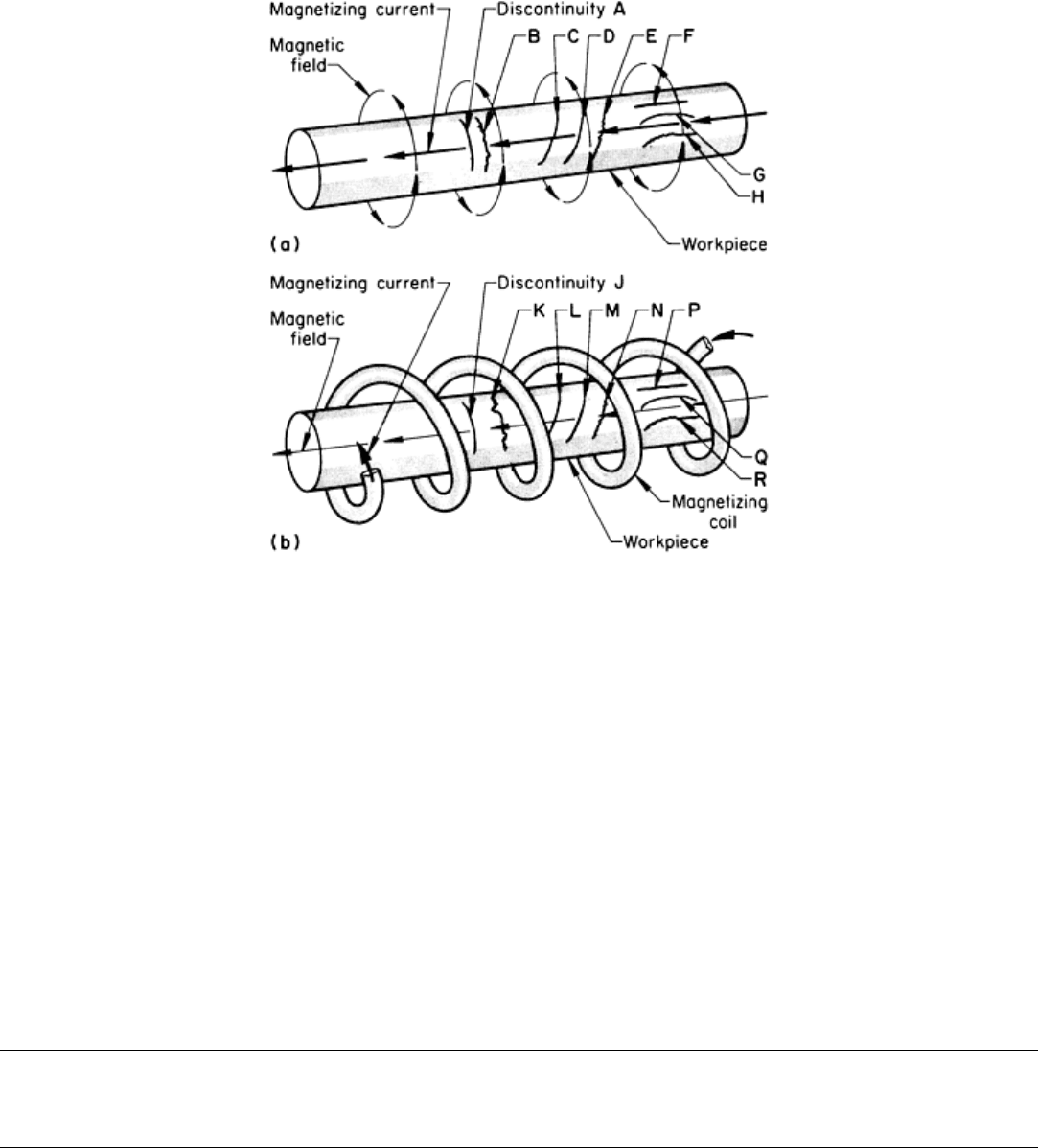
Fig. 4 Effect of direction of magnetic field or flux flow on the detect
ability of discontinuities with various
orientations. (a) Circular magnetization. (b) Longitudinal magnetization. See text for discussion.
A longitudinally magnetized bar is shown in Fig. 4(b). Discontinuities L, M, and N, which are at about 45° to the
magnetic field, would produce detectable indications as they would with a circular field. Discontinuities J and K would
display pronounced indications, and weak indications would be produced at discontinuities P, Q, and R.
Magnetization Methods. In magnetic particle inspection, the magnetic particles can be applied to the part while the
magnetizing current is flowing or after the current has ceased, depending largely on the retentivity of the part. The first
technique is known as the continuous method; the second, the residual method.
If the magnetism remaining in the part after the current has been turned off for a period of time (residual magnetism) does
not provide a leakage field strong enough to produce readable indications when magnetic particles are applied to the
surface, the part must be continuously magnetized during application of the particles. Consequently, the residual method
can be used only on materials having sufficient retentivity; usually the harder the material, the higher the retentivity. The
continuous method can be used for most parts.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Magnetizing Current
Both direct current (dc) and alternating current (ac) are suitable for magnetizing parts for magnetic particle inspection.
The strength, direction, and distribution of magnetic fields are greatly affected by the type of current used for
magnetization.
The fields produced by direct and alternating current differ in many respects. The important difference with regard to
magnetic particle inspection is that the fields produced by direct current generally penetrate the cross section of the part,
while the fields produced by alternating current are confined to the metal at or near the surface of the part, a phenomenon
known as the skin effect. Therefore, alternating current should not be used in searching for subsurface discontinuities.
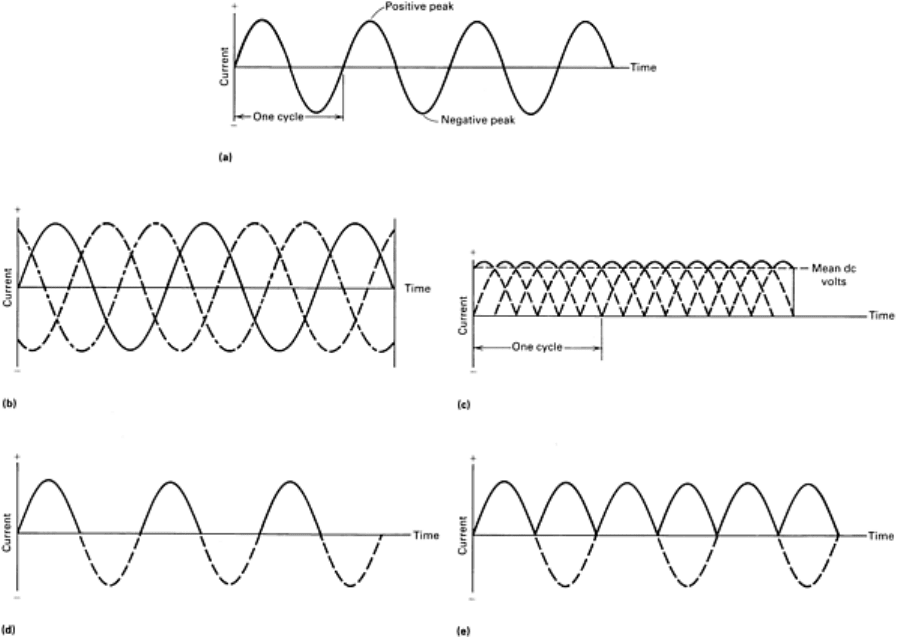
Direct Current. The best source of direct current is the rectification of alternating current. Both the single-phase (Fig.
5a) and three-phase types of alternating current (Fig. 5b) are furnished commercially. By using rectifiers, the reversing
alternating current can be converted into unidirectional current, and when three-phase alternating current is rectified in
this manner (Fig. 5c), the delivered direct current is entirely the equivalent of straight direct current for purposes of
magnetic particle inspection. The only difference between rectified three-phase alternating current and straight direct
current is a slight ripple in the value of the rectified current, amounting to only about 3% of the maximum current value.
Fig. 5 Alternating current wave forms. (a) Single-phase. (b) Three-phase. (c) Three-phase rectified. (d) Half-
wave rectified single-phase. (e) Full-wave rectified single-phase
When single-phase alternating current is passed through a simple rectifier, current is permitted to flow in one direction
only.The reverse half of each cycle is completely blocked out (Fig. 5d). The result is unidirectional current (called half-
wave current) that pulsates; that is, it rises from zero to a maximum and then drops back to zero. During the blocked-out
reverse of the cycle, no current flows, then the half-cycle forward pulse is repeated, at a rate of 60 pulses per second. A
rectifier for alternating current can also be connected so that the reverse half of the cycle is turned around and fed into the
circuit flowing in the same direction as the first half of the cycle (Fig. 5e). This produces pulsating direct current, but with
no interval between the pulses. Such current is referred to as single-phase full-wave direct current or full-wave rectified
single-phase alternating current.
There is a slight skin effect from the pulsations of the current, but it is not pronounced enough to have a serious impact on
the penetrations of the field. The pulsation of the current is useful because it imparts some slight vibration to the magnetic
particles, assisting them in arranging themselves to form indications. Half-wave current, used in magnetization with prods
and dry magnetic particles, provides the highest sensitivity for discontinuities that are wholly below the surface, such as
those in castings and weldments.

Magnetization employing surges of direct current can be used to increase the strength of magnetic fields; for example, a
rectifier capable of continuously delivering 400-A current can put out much more than 400 A for short intervals.
Therefore, it is possible, by suitable current-control and switching devices, to pass a very high current for a short period
(less than a second) and then reduce the current, without interrupting it, to a much lower value.
Alternating current, which must be single-phase when used directly for magnetizing purposes, is taken from
commercial power lines and usually has a frequency of 50 or 60 Hz. When used for magnetizing, the line voltage is
stepped down, by means of transformers, to the low voltages required. At these low voltages, magnetizing currents of
several thousand amperes are often used.
One problem encountered when alternating current is used is that the resultant residual magnetism in the part may not be
at a level as high as that of the magnetism generated by the peak current of the ac cycle. This is because the level of
residual magnetism depends on where in the cycle the current was discontinued.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Power Sources
Early power sources were general-purpose units designed to use either alternating or direct current for magnetization.
When direct current was used, it was derived directly from a bank of storage batteries, and a carbon-pile rheostat was
used to regulate current level. Subsequent advances in technology have made the storage battery obsolete as a power
supply and have given rise to many innovations, especially in the area of current control. Portable, mobile, and stationary
equipment is currently available, and selection among these types depends on the nature and location of testing.
Portable equipment is available in light-weight (16 to 40 kg, or 35 to 90 lb) power source units that can be readily
taken to the inspection site. Generally, these portable units are designed to use 115-, 230-, or 460-V alternating current
and to supply magnetizing-current outputs of 750 to 1500 A in half-wave or alternating current. Machines capable of
supplying half-wave current and alternating current and having continuously variable (infinite) current control can be
used for magnetic particle inspection in a wide range of applications. Primary application of this equipment is hand-held
prod inspection utilizing the half-wave output in conjunction with dry powder. In general, portable equipment is designed
to operate with relatively short power supply cables, and the output is very limited when it is necessary to use longer
cables.
The major disadvantage of portable equipment is the limited amount of current available. For the detection of deep-lying
discontinuities and for coverage of a large area with one prod contact, a machine with higher-amperage output is required.
Also, portable equipment cannot supply the full-wave direct current necessary for some inspections and does not have the
accessories found on larger mobile equipment.
Mobile units are generally mounted on wheels to facilitate transportation to various inspection sites. Mobile equipment
usually supplies half-wave or alternating magnetizing-current outputs. Inspection of parts is accomplished with flexible
cables, yokes, prod contacts, contact clamps, and coils. Instruments and controls are mounted on the front of the unit.
Magnetizing current is usually controlled by a remote-control switch connected to the unit by an electric cord. Quick-
coupling connectors for connecting magnetizing cables are on the front of the unit.
Mobile equipment is usually powered by single-phase, 60-Hz alternating current (230 or 460 V) and has an output range
of 1500 to 6000 A. On some units, current control is provided by a power-tap switch, which varies the voltage applied to
the primary coil of the power transformer; most of these have either 8 or 30 steps of current control. However, current
control on more advanced units is provided either by solid-state phase control of the transformer or by use of a saturable-
core reactor to control the transformer. Phase control of the transformer is achieved by silicon-controlled rectifiers or
triacs in series with the transformer. A solid-state control circuit is used to rapidly switch the ac supply on and off for
controlled fractions of each cycle. A triac provides current control in both directions, while a saturable-core reactor
provides current control in one direction only. In a circuit employing a saturable-core reactor to control magnetizing-
current output, a silicon-controlled rectifier is used in conjunction with phase control to control a saturable-core reactor
that is in series with, and that controls the input to, the power transformer.
Standard instruments and controls on mobile equipment are as follows:
•
Ammeters to indicate the magnetizing current flowing through the yokes, prods, or coil as being
alternating, half-wave, or direct current
• Switches for controlling the magnetizing or demagnetizing current
• Pilot light to indicate when power to the unit is on
•
Current control, either stepped or continuously variable, for controlling the amount of magnetizing and
demagnetizing current
• Remote-
control cable receptacle that permits turning the magnetizing current on and off at some
distance from the unit
• Receptacles to permit the connection of the magnetizing-current cables
Built-in demagnetizers as contained in mobile equipment for magnetic particle inspection are available that demagnetize
by one of four methods:
• Low-voltage high-amperage alternating current with a motor-driven power-
tap switch, arranged to
automatically provide periods of current-on and periods of current-o
ff in succession, with the amount of
demagnetizing current reduced with each successive step
• Low-voltage high-
amperage alternating current provided by a continuously variable current control that
affords complete control of the demagnetization current from full-on to zero
• Current-decay method, in which low-voltage high-
amperage alternating current is caused to decay from
some maximum value to zero in an automatic and controlled manner. Because the entire cycle can be
completed in a few seconds, the current-decay method offers an advantage over some of the more time-
consuming methods
• Low-voltage high-amperage direct current, with which demagnetization is accomplished by a motor-
driven power-tap switch in conjunction with means for reversing the current dir
ection from positive to
negative as the current is systematically reduced in steps of current-on periods followed by current-
off
periods
Stationary equipment can be obtained as either general-purpose or special-purpose units. The general-purpose unit is
primarily intended for use in the wet method and has a built-in tank that contains the bath pump, which continuously
agitates the bath and forces the fluid through hoses onto the part being inspected. Pneumatically operated contact heads,
together with a rigid-type coil, provide capabilities for both circular and longitudinal magnetization. Self-contained ac or
dc power supplies are available in amperage ratings from 2500 to 10,000 A. Maximum opening between contact plates
varies from 0.3 to 3.7 m (1 to 12 ft).
Optional features that are available include self-regulating current control, automatic magnetizing circuit, automatic bath
applicator, steady rests for heavy parts, and demagnetizing circuitry. Other options are curtains or hoods and an ultraviolet
light; these are used during inspection with fluorescent particles.
Stationary power packs serve as sources of high-amperage magnetizing current to be used in conjunction with special
fixtures or with cable-wrap or clamp-and-contact techniques. Rated output varies from a customary 4000 to 6000 A to as
high as 20,000 A. The higher-amperage units are used for the overall magnetization of large forgings or castings that
would otherwise require systematic prod inspection at much lower current levels.
Multidirectional Magnetizing. Some units feature up to three output circuits that are systematically energized in
rapid sequence, either electrically or mechanically, for effectively magnetizing a part in several directions in the same
time frame. This reveals discontinuities lying in any direction after only a single processing step.
Special-purpose stationary units are designed for handling and inspecting large quantities of similar items.
Generally, conveyors, automatic markers, and alarm systems are included in such units to expedite the handling of parts.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Methods of Generating Magnetic Fields
One of the basic requirements of magnetic particle inspection is that the part undergoing inspection be properly
magnetized so that the leakage fields created by discontinuities will attract the magnetic particles. Permanent magnets
serve some useful purpose in this respect, but magnetization is generally produced by electromagnets or the magnetic
field associated with the flow of electric current. Basically, magnetization is derived from the circular magnetic field
generated when an electric current flows through a conductor. The direction of this field is dependent on the direction of
current flow, which can be determined by applying the right-hand rule (see the section "Description of Magnetic Fields"
in this article). General applications, advantages, and limitations of the various methods of magnetizing parts for magnetic
particle inspection are summarized in Table 1. Additional information can be found in the article "Magnetic Field
Testing" in this Volume.
Table 1 General applications, advantages, and limitations of the various magnetizing methods used in
magnetic particle inspection
Application Advantages
Limitations
Coils (single or multiple loop)
Medium-size parts whose
length predominates, such as a
crankshaft or camshaft
All generally longitudinal surfaces are
longitudinally magnetized to locate transverse
discontinuities.
Part should be centered in coil to maximize
length effectively magnetized during a given
shot. Length may dictate additional shots as
coil is repositioned.
Large castings, forgings, or
shafts
Longitudinal field easily attained by wrapping
with a flexible cable.
Multiple processing may be required because
of part shape.
Miscellaneous small parts Easy and fast, especially where residual method is
applicable. Noncontact with part. Relatively
complex parts can usually be processed with same
ease as simple cross section.
Length-to-diameter (L/D) ratio is important in
determining adequacy of ampere-turns;
effective ratio can be altered by utilizing pieces
of similar cross-sectional area. Sensitivity
diminishes at ends of part because of general
leakage field pattern. Quick break of current
is desirable to minimize end effect on short
parts with low L/D ratios.
Yokes
Inspection of large surface
areas for surface
discontinuities
No electrical contact. Highly portable. Can locate
discontinuities in any direction, with proper yoke
orientation
Time consuming. Yoke must be systematically
repositioned to locate discontinuities with
random orientation.
Miscellaneous parts requiring
inspection of localized areas
No electrical contact. Good sensitivity to surface
discontinuities. Highly portable. Wet or dry
method can be used. Alternating current yoke can
also serve as demagnetizer in some cases.
Yoke must be properly positioned relative to
orientation of discontinuity. Relatively good
contact must be established between part and
poles of yoke; complex part shape may cause
difficulty. Poor sensitivity to subsurface
discontinuities except in isolated areas
Central conductors
Miscellaneous short parts
having holes through which a
conductor can be threaded,
such as bearing rings, hollow
cylinders, gears, large nuts,
large clevises, and pipe
couplings
No electrical contact, so that possibility of burning
is eliminated. Circumferentially directed magnetic
field is generated in all surfaces surrounding the
conductor. Ideal for parts for which the residual
method is applicable. Lightweight parts can be
supported by the central conductor. Multiple turns
can be used to reduce the amount of current
required.
Size of conductor must be ample to carry
required current. Ideally, conductor should be
centrally located within hole. Large-diameter
parts require several setups with conductor
near or against inner surface and rotation of
part between setups. Where continuous
method is being employed, inspection is
required after each setup.
Long tubular parts such as
pipe, tubing, hollow shafts
No electrical contact. Both inside (ID) and outside
(OD) surfaces can be inspected. Entire length of
part is circularly magnetized.
Sensitivity of outer surface to indications may
be somewhat diminished relative to inner
surface for large-diameter and thick-wall
parts.
Large valve bodies and similar
parts
Good sensitivity to inner-surface discontinuities
Same as for long tubular parts, above
Direct contact, head shot
Solid, relatively small parts
(cast, forged, or machined)
that can be inspected on a
horizontal wet-method unit
Fast, easy process. Complete circular field
surrounds entire current path. Good sensitivity to
surface and near-surface discontinuities. Simple as
well as relatively complex parts can usually be
easily inspected with one or more shots.
Possibility of burning part exists if proper
contact conditions are not met. Long parts
should be inspected in sections to facilitate
bath application without resorting to an
excessively long current shot.
Direct contact, clamps and cables
Large castings and forgings Large surface areas can be inspected in a relatively
short time.
High amperage requirements (8000-20,000 A)
dictate use of special direct current power
pack.
Long tubular parts such as
tubing, pipe, and hollow shafts
Entire length can be circularly magnetized by
contacting end-to-end.
Effective field is limited to outer surface so
process cannot be used to inspect inner
surface. Part ends must be shaped to permit
electrical contact and must be able to carry
required current without excessive heating.
Long solid parts such as
billets, bars, and shafts
Entire length can be circularly magnetized by
contacting end-to-end. Amperage requirements are
independent of length. No loss of magnetism at
ends
Voltage requirements increase as length
increases because of greater impedance of
cable and part. Ends of parts must have shape
that permits electrical contact and must be
capable of carrying required current without
excessive heating.
Prod contacts
Welds, for cracks, inclusions,
open roots, or inadequate joint
penetration
Circular field can be selectively directed to weld
area by prod placement. In conjunction with half-
wave current and dry powder, provides excellent
sensitivity to subsurface discontinuities. Prods,
cables, and power packs can be brought to
Only small area can be inspected at one time.
Arc burn can result from poor contact.
Surface must be dry when dry powder is being
used. Prod spacing must be in accordance with
inspection site.
magnetizing-current level.
Large castings or forgings Entire surface area can be inspected in small
increments using nominal current values. Circular
magnetic field can be concentrated in specific
areas likely to contain discontinuities. Prods,
cables, and power packs can be brought to the
inspection site.
Coverage of large surface areas requires a
multiplicity of shots, which can be very time
consuming. Arc burn can result from poor
contact. Surface must be dry when dry powder
is being used.
Induced current
Ring-shaped parts, for
circumferential discontinuities
No electrical contact. All surfaces of part are
subjected to a toroidal magnetic field. 100%
coverage is obtained in single magnetization. Can
be automated
Laminated core is required through ring to
enhance magnetic path. Type of magnetizing
current must be a compatible with magnetic
hardness or softness of metal inspected. Other
conductors encircling field must be avoided.
Balls No electrical contact. Permits 100% coverage for
indications of discontinuities in any direction by
use of a three-step process with reorientation of
ball between steps. Can be automated
For small-diameter balls, use is limited to
residual method of magnetization.
Disks and gears No electrical contact. Good sensitivity at or
near periphery or rim. Sensitivity in various
areas can be varied by selection of core or pole
piece. In conjunction with half-wave current
and dry powder, provides excellent sensitivity
to discontinuities lying just below the surface
100% coverage may require two-step process.
Type of magnetizing current must be
compatible with magnetic hardness or softness
of metal inspected.
Yokes
There are two basic types of yokes that are commonly used for magnetizing purposes: permanent-magnet and
electromagnetic yokes. Both are hand held and therefore quite mobile.
Permanent-magnet yokes are used for applications where a source of electric power is not available or where arcing
is not permissible (as in an explosive atmosphere). The limitations of permanent-magnet yokes include the following:
• Large areas or masses cannot be magnetized with enough strength to produce sa
tisfactory crack
indications
• Flux density cannot be varied at will
• If the magnet is very strong, it may be difficult to separate from a part
• Particles may cling to the magnet, possibly obscuring indications
Electromagnetic yokes (Fig. 6) consist of a coil wound around a U-shaped core of soft iron. The legs of the yoke can
be either fixed or adjustable. Adjustable legs permit changing the contact spacing and the relative angle of contact to
accommodate irregularly-shaped parts. Unlike a permanent-magnet yoke, an electromagnetic yoke can readily be
switched on or off. This feature makes it convenient to apply and remove the yoke from the testpiece.
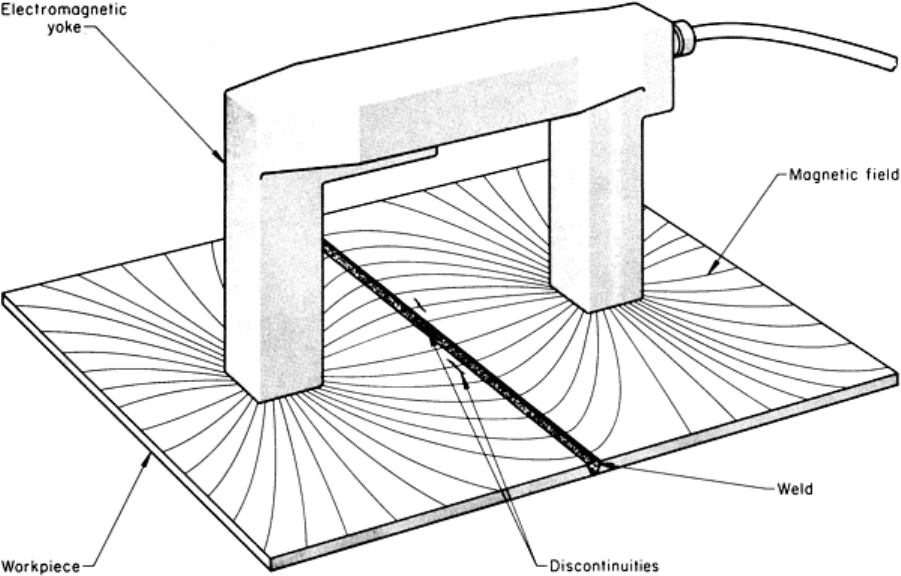
Fig. 6 Electromagnetic yoke showing position and magnetic field for the detection of discontinuit
ies parallel to a
weld bead. Discontinuities across a weld bead can be detected by placing the contact surfaces of the yoke next
to and on either side of the bead (rotating yoke about 90° from position shown here).
The design of an electromagnetic yoke can be based on the use of either direct or alternating current or both. The flux
density of the magnetic field produced by the direct current type can be changed by varying the amount of current in the
coil. The direct current type of yoke has greater penetration while the alternating current type concentrates the magnetic
field at the surface of the testpiece, providing good sensitivity for the disclosure of surface discontinuities over a relatively
broad area. In general, discontinuities to be disclosed should be centrally located in the area between pole pieces and
oriented perpendicular to an imaginary line connecting them (Fig. 6). Extraneous leakage fields in the immediate vicinity
of the poles cause an excessive buildup of magnetic particles.
In operation, the part completes the magnetic path for the flow of magnetic flux. The yoke is a source of magnetic flux,
and the part becomes the preferential path completing the magnetic circuit between the poles. (In Fig. 6, only those
portions of the flux lines near the poles are shown.) Yokes that use alternating current for magnetization have numerous
applications and can also be used for demagnetization.
Coils
Single-loop and multiple-loop coils (conductors) are used for the longitudinal magnetization of components (Fig. 3b and
4b). The field within the coil has a definite direction, corresponding to the direction of the lines of force running through
it. The flux density passing through the interior of the coil is proportional to the product of the current, I, in amperes, and
the number of turns in the coil, N. Therefore, the magnetizing force of such a coil can be varied by changing either the
current or the number of turns in the coil. For large parts, a coil can be produced by winding several turns of a flexible
cable around the part, but care must be taken to ensure that no indications are concealed beneath the cable.
Portable magnetizing coils are available that can be plugged into an electrical outlet. These coils can be used for the in-
place inspection of shaftlike parts in railroad shops, aircraft maintenance shops, and shops for automobile, truck, and
tractor repair. Transverse cracks in spindles and shafts are easily detected with such coils.
Most coils used for magnetizing are short, especially those wound on fixed frames. The relationship of the length of the
part being inspected to the width of the coil must be considered. For a simple part, the effective overall distance that can
be inspected is 150 to 230 mm (6 to 9 in.) on either side of the coil. Thus, a part 305 to 460 mm (12 to 18 in.) long can be
inspected using a normal coil approximately 25 mm (1 in.) thick. In testing longer parts, either the part must be moved at
regular intervals through the coil or the coil must be moved along the part.
The ease with which a part can be longitudinally magnetized in a coil is significantly related to the length-to-diameter
(L/D) ratio of the part. This is due to the demagnetizing effect of the magnetic poles set up at the ends of the part. This
demagnetizing effect is considerable for L/D ratios of less than 10 to 1 and is very significant for ratios of less than 3 to 1.
Where the L/D ratio is extremely unfavorable, pole pieces of similar cross-sectional area can be introduced to increase the
length of the part and thus improve the L/D ratio. The magnetization of rings, disks, and other parts with low L/D ratios is
discussed and illustrated in the section "Induced Current" in this article.
The number of ampere-turns required to produce sufficient magnetizing force to magnetize a part adequately for
inspection is given by:
NI = 45,000 (L/D)
(Eq 1)
where N is the number of turns in the coil, I is the current in amperes, and L/D is the length-to-diameter ratio of the part.
When the part is magnetized at this level by placing it on the bottom of the round magnetizing coil, adjacent to the coil
winding, the flux density will be about 110 lines/mm
2
(70,000 lines/in.
2
). Experimental work has shown that a flux
density of 110 lines/mm
2
is more than satisfactory for most applications of coil magnetization and that 54 lines/mm
2
(35,000 lines/in.
2
) is acceptable for all but the most critical applications.
When it is desirable to magnetize the part by centering it in the coil, Eq 1 becomes:
(Eq 2)
where r is the radius of the coil in inches and
eff
= (6L/D) - 5. Equation 2 is applicable to parts that are centered in the
coil (coincident with the coil axis) and that have cross sections constituting a low fill factor, that is, with a cross-sectional
area less than 10% of the area encircled by the coil.
When using a coil for magnetizing a bar-like part, strong polarity at the ends of the part could mask transverse defects. An
advantageous field in this area is assured on full wave, three phase, direct current units by special circuitry known as
"quick" or "fast" break. A "controlled" break feature on alternating current, half wave, and on single-phase full wave
direct current units provides a similar advantageous field.
Central Conductors
For many tubular or ring-shaped parts, it is advantageous to use a separate conductor to carry the magnetizing current
rather than the part itself. Such a conductor, commonly referred to as a central conductor, is threaded through the inside of
the part (Fig. 7) and is a convenient means of circularly magnetizing a part without the need for making direct contact to
the part itself. Central conductors are made of solid and tubular nonmagnetic and ferromagnetic materials that are good
conductors of electricity.