ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

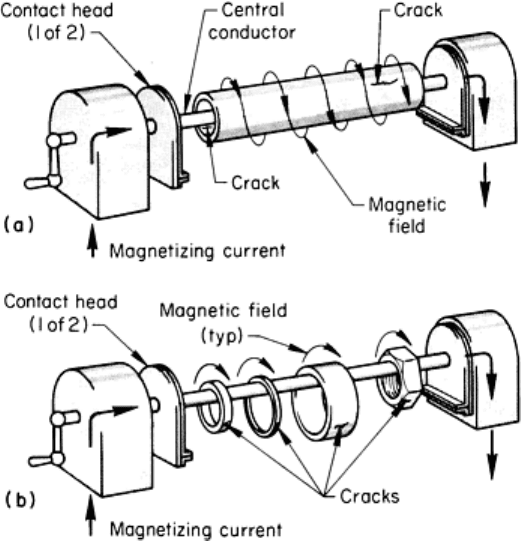
Fig. 7 Use of central conductors for the circular magnetization of long, hollow cylindrical
parts (a) and short,
hollow cylindrical or ringlike parts (b) for the detection of discontinuities on inside and outside surfaces
The basic rules regarding magnetic fields around a circular conductor carrying direct current are as follows:
• The magnetic f
ield outside a conductor of uniform cross section is uniform along the length of the
conductor
• The magnetic field is 90° to the path of the current through the conductor
• The flux density outside the conductor varies inversely with the radial distance fro
m the center of the
conductor
Solid Nonmagnetic Conductor Carrying Direct Current. The distribution of the magnetic field inside a
nonmagnetic conductor, such as a copper bar, when carrying direct current is different from the distribution external to
the bar. At any point inside the bar, the flux density is the result of only that portion of the current that is flowing in the
metal between the point and the center of the bar. Therefore, the flux density increases linearly, from zero at the center of
the bar to a maximum value at the surface. Outside the bar, the flux density decreases along a curve, as shown in Fig.
8(a). In calculating flux densities outside the bar, the current can be considered to be concentrated at the center of the bar.
If the radius of the bar is R and the flux density, B, at the surface of the bar is equal to the magnetizing force, H, then the
flux density at a distance 2R from the center of the bar will be H/2; at 3R, H/3; and so on.
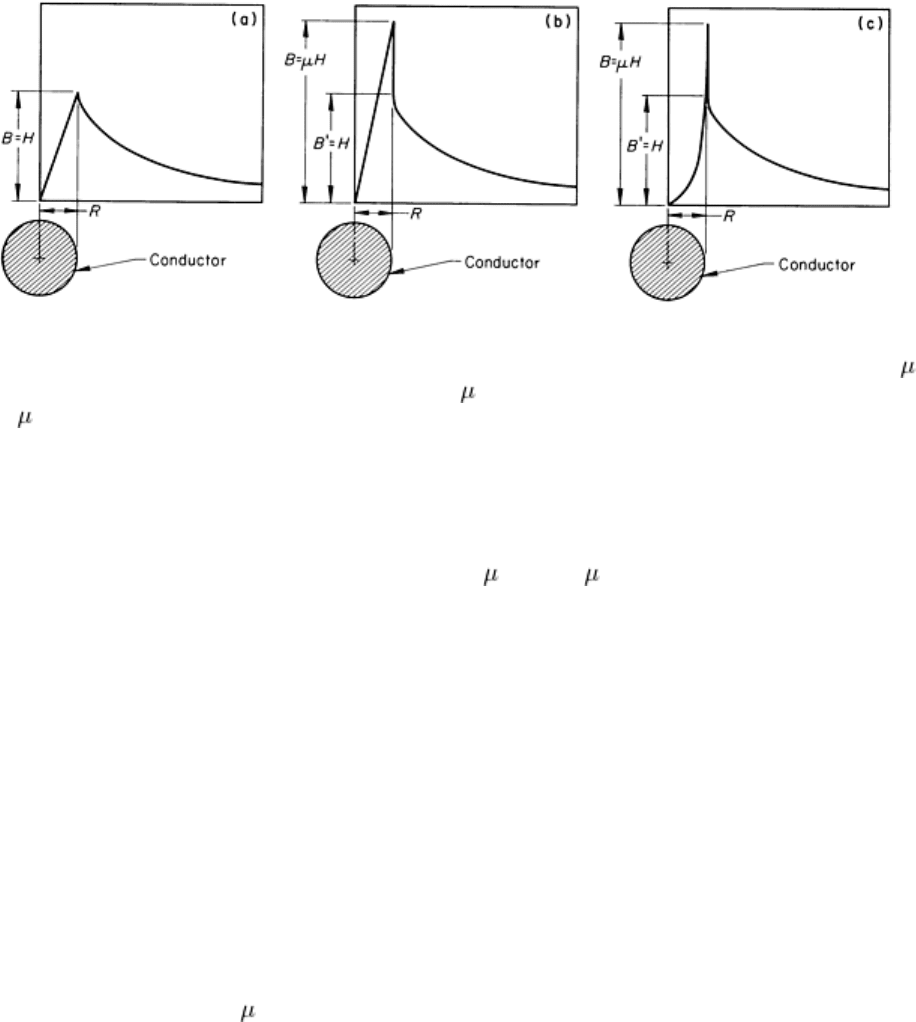
Fig. 8 Flux density in and around solid conductors of the same diameter. (a) Nonmagnetic conductor (
= 1.0)
carrying direct current. (b) Ferromagnetic conductor (
> 1.0) carrying direct current. (c) Ferromagnetic
conductor ( > 1.0) carrying alternating current. See text for discussion.
Solid Ferromagnetic Conductor Carrying Direct Current. If the conductor carrying direct current is a solid bar
of steel or other ferromagnetic material, the same distribution of magnetic field exists as in a similar nonmagnetic
conductor, but the flux density is much greater. Figure 8(b) shows a conductor of the same diameter as that shown in Fig.
8(a). The flux density at the center is zero, but at the surface it is H, where is the material permeability of the magnetic
material. (Permeability is the ease with which a material accepts magnetism.) The actual flux density, therefore, may be
many times that in a nonmagnetic bar. Just outside the surface, however, the flux density drops to exactly the same value
as that for the nonmagnetic conductor, and the decrease in flux density with increasing distance follows the same curve.
Solid Ferromagnetic Conductor Carrying Alternating Current. The distribution of the magnetic field in a solid
ferromagnetic conductor carrying alternating current is shown in Fig. 8(c). Outside the conductor, the flux density
decreases along the same curve as if direct current produced the magnetizing force; however, while the alternating current
is flowing, the field is constantly varying in strength and direction. Inside the conductor, the flux density is zero at the
center and increases toward the outside surface--slowly at first, then accelerating to a high maximum at the surface. The
flux density at the surface is proportional to the permeability of the conductor material.
Central Conductor Enclosed Within Hollow Ferromagnetic Cylinder. When a central conductor is used to
magnetize a hollow cylindrical part made of a ferromagnetic material, the flux density is maximum at the inside surface
of the part (Fig. 9). The flux density produced by the current in the central conductor is maximum at the surface of the
conductor (H, in Fig. 9) and then decreases along the same curve outside the conductor, as shown in Fig. 8, through the
space between the conductor and the inside surface of the part. At this surface, however, the flux density is immediately
increased by the permeability factor, , of the material of the part and then decreases to the outer surface. Here the flux
density again drops to the same decreasing curve it was following inside the part.
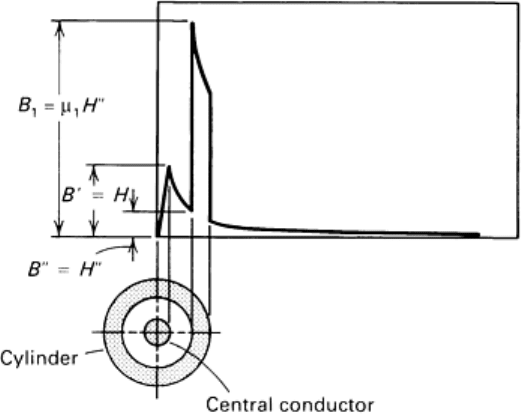
Fig. 9 Flux density in and around a hollow cylinder made of magnetic material with direct
current flowing
through a nonmagnetic central conductor
This method, then, produces maximum flux density at the inside surface and therefore gives strong indications of
discontinuities on that surface. Sometimes these indications may even appear on the outside surface of the part. The flux
density in the wall of the cylindrical part is the same whether the central conductor is of magnetic or nonmagnetic
material, because it is the field external to the conductor that constitutes the magnetizing force for the part.
If the axis of a central conductor is placed along the axis of a hollow cylindrical part, the magnetic field in the part will be
concentric with its cylindrical wall. However, if the central conductor is placed near one point on the inside circumference
of the part, the flux density of the field in the cylindrical wall will be much stronger at this point and will be weaker at the
diametrically opposite point.
In small hollow cylinders, it is desirable that the conductor be centrally placed so that a uniform field for the detection of
discontinuities will exist at all points on the cylindrical surface. In larger-diameter tubes, rings, or pressure vessels,
however, the current necessary in the centrally placed conductor to produce fields of adequate strength for proper
inspection over the entire circumference becomes excessively large.
An offset central conductor should then be used (Fig. 10). When the conductor passing through the inside of the part
is placed against an inside wall of the part, the current levels given in the section "Magnitude of Applied Current" in this
article apply except that the diameter will be considered the sum of the diameter of the central conductor and twice the
wall thickness. The distance along the part circumference (interior or exterior) that is effectively magnetized will be taken
as four times the diameter of the central conductor, as illustrated in Fig. 10. The entire circumference will be inspected by
rotating the part on the conductor, allowing for approximately a 10% magnetic field overlap.
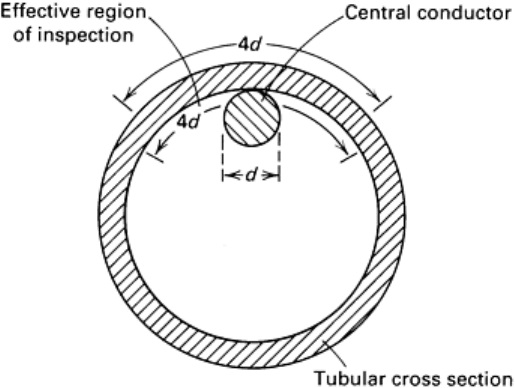
Fig. 10
Schematic showing that the effective region of inspection when using an offset central conductor is
equal to four times the diameter of the conductor
The diameter of a central conductor is not related to the inside diameter or the wall thickness of the cylindrical part.
Conductor size is usually based on its current-carrying capacity and ease of handling. In some applications, conductors
larger than that required for current-carrying capacity can be used to facilitate centralizing the conductor within the part.
Residual magnetization is usually employed whenever practicable because the background is minimized and contrast is
therefore enhanced. Also, residual magnetization is faster and less critical than continuous magnetization.
The central-conductor type of inspection is sometimes required on components having parallel multiple openings, such as
engine blocks. The cylinders can be processed with a single central conductor in the normal manner. However, a multiple
central-conductor fixture can be designed that enables the operator to process two or more adjacent cylinders at one time
with the same degree of sensitivity as if processed individually. In fact, in the areas between the central conductors, the
circular fields reinforce one another to enhance sensitivity.
Direct-Contact Method
For small parts having no openings through the interior, circular magnetic fields are produced by direct contact to the part.
This is done by clamping the parts between contact heads (head shot), generally on a bench unit (Fig. 11) that
incorporates the source of the current. A similar unit can be used to supply the magnetizing current to a central conductor
(Fig. 7).
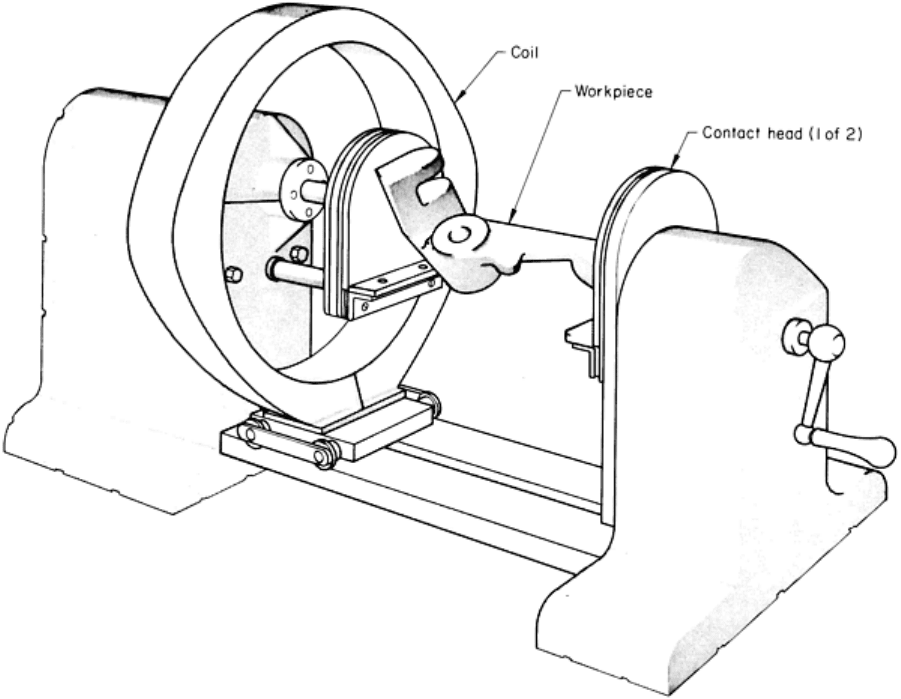
Fig. 11
Bench unit for the circular magnetization of workpieces that are clamped between contact heads
(direct-contact, head-shot method). The coil on the unit can be used for longitudinal magnetization.
The contact heads must be constructed so that the surfaces of the part are not damaged--either physically by pressure or
structurally by heat from arcing or from high resistance at the points of contact. Heat can be especially damaging to
hardened surfaces such as bearing races.
For the complete inspection of a complex part, it may be necessary to attach clamps at several points on the part or to
wrap cables around the part to orient fields in the proper directions at all points on the surface. This often necessitates
several magnetizations. Multiple magnetizations can be minimized by using the overall magnetization method,
multidirectional magnetization, or induced-current magnetization.
Prod Contacts
For the inspection of large and massive parts too bulky to be put into a unit having clamping contact heads, magnetization
is often done by using prod contacts (Fig. 12) to pass the current directly through the part or through a local portion of it.
Such local contacts do not always produce true circular fields, but they are very convenient and practical for many
purposes. Prod contacts are often used in the magnetic particle inspection of large castings and weldments.
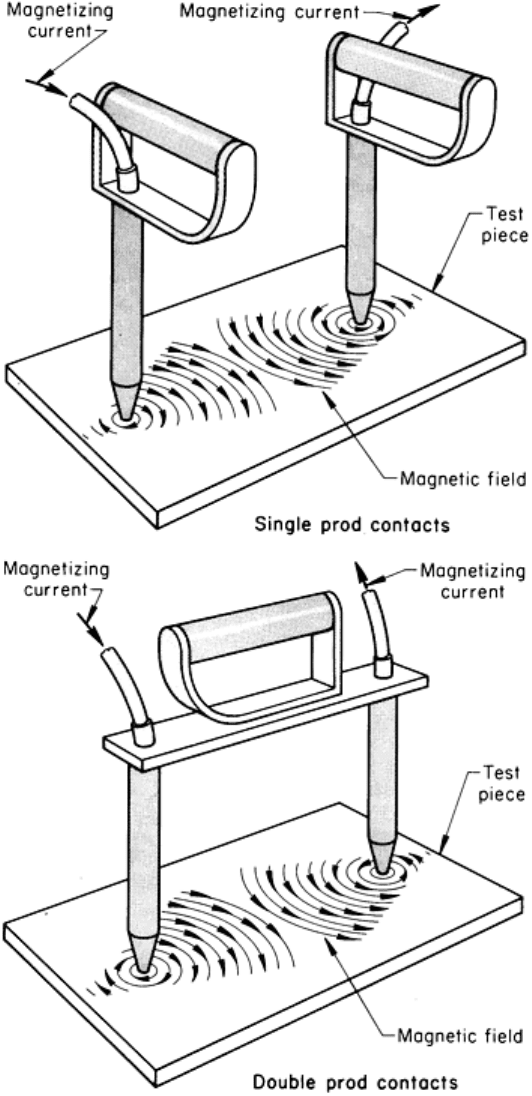
Fig. 12 Single and double prod c
ontacts. Discontinuities are detected by the magnetic field generated between
the prods.
Advantages. Prod contacts are widely used and have many advantages. Easy portability makes them convenient to use
for the field inspection of large tanks and welded structures. Sensitivity to defects lying wholly below the surface is
greater with this method of magnetization than with any other, especially when half-wave current is used in conjunction
with dry powder and the continuous method of magnetization.
Limitations. The use of prod contacts involves some disadvantages:
•
Suitable magnetic fields exist only between and near the prod contact points. These points are seldom
more than 305 mm (12 in.) apart and usually much less; therefore, it is sometimes necessary to
relocate
the prods so that the entire surface of a part can be inspected
•
Interference of the external field that exists between the prods sometimes makes observation of pertinent
indications difficult; the strength of the current that can be used is limited by this effect
•
Great care must be taken to avoid burning of the part under the contact points. Burning may be caused
by dirty contacts, insufficient contact pressure, or excessive currents. The likelihood of such damage is
particularly great on steel
with a carbon content of 0.3 to 0.4% or more. The heat under the contact
points can produce local spots of very hard material that can interfere with later operations, such as
machining. Actual cracks are sometimes produced by this heating effect. Contact
heating is less likely to
be damaging to low-carbon steel such as that used for structural purposes
Induced Current
Induced current provides a convenient method of generating circumferential magnetizing current in ring-shaped parts
without making electrical contact. This is accomplished by properly orienting the ring within a magnetizing coil such that
it links or encloses lines of magnetic flux (flux linkage), as shown in Fig. 13(a). As the level of magnetic flux changes
(increases or decreases), a current flows around the ring in a direction opposing the change in flux level. The magnitude
of this current depends on the total flux linkages, rate of flux linkage changes, and the electrical impedance associated
with the current path within the ring. Increasing the flux linkages and the rate of change increases the magnitude of
current induced in the ring. The circular field associated with this current takes the form of a toroidal magnetic field that
encompasses all surface areas on the ring and that is conducive to the disclosure of circumferential types of
discontinuities. This is shown schematically in Fig. 13(b). To enhance the total flux linkages, laminated soft iron pole
pieces are usually inserted through the hole in the part as shown in Fig. 13(a).
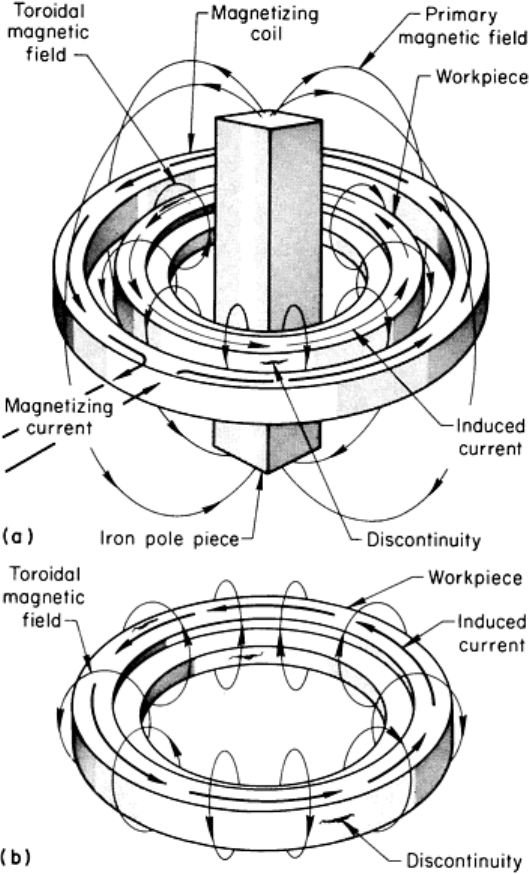
Fig. 13 Induced-current method of magnetizing a ring-
shaped part. (a) Ring being magnetized by induced
current. Current direction corresponds to decreasing magnetizing current. (b) Resulting induced current and
toroidal magnetic field in a ring
Direct Versus Alternating Current. The choice of magnetizing current for the induced-current method depends on
the magnetic properties of the part to be inspected. In cases in which the residual method is applicable, such as for most
bearing races or similar parts having high magnetic retentivity, direct current is used for magnetizing. The rapid
interruption of this current, by quick-break circuitry, results in a rapid collapse of the magnetic flux and the generation of
a high-amperage, circumferentially directed single pulse of current in the part. Therefore, the part is residually magnetized
with a toroidal field, and the subsequent application of magnetic particles will produce indications of circumferentially
oriented discontinuities.
Passing an alternating current through a conductor will set up a fluctuating magnetic field as the level of magnetic flux
rapidly changes from a maximum value in one direction to an equal value in the opposite direction. This is similar to the
current that would flow in a single-shorted-turn secondary of a transformer. The alternating induced current, in
conjunction with the continuous method, renders the method applicable for processing magnetically soft, or less retentive,
parts.
Applications. The induced-current method, in addition to eliminating the possibility of damaging the part, is capable of
magnetizing in one operation parts that would otherwise require more than one head shot. Two examples of this type of
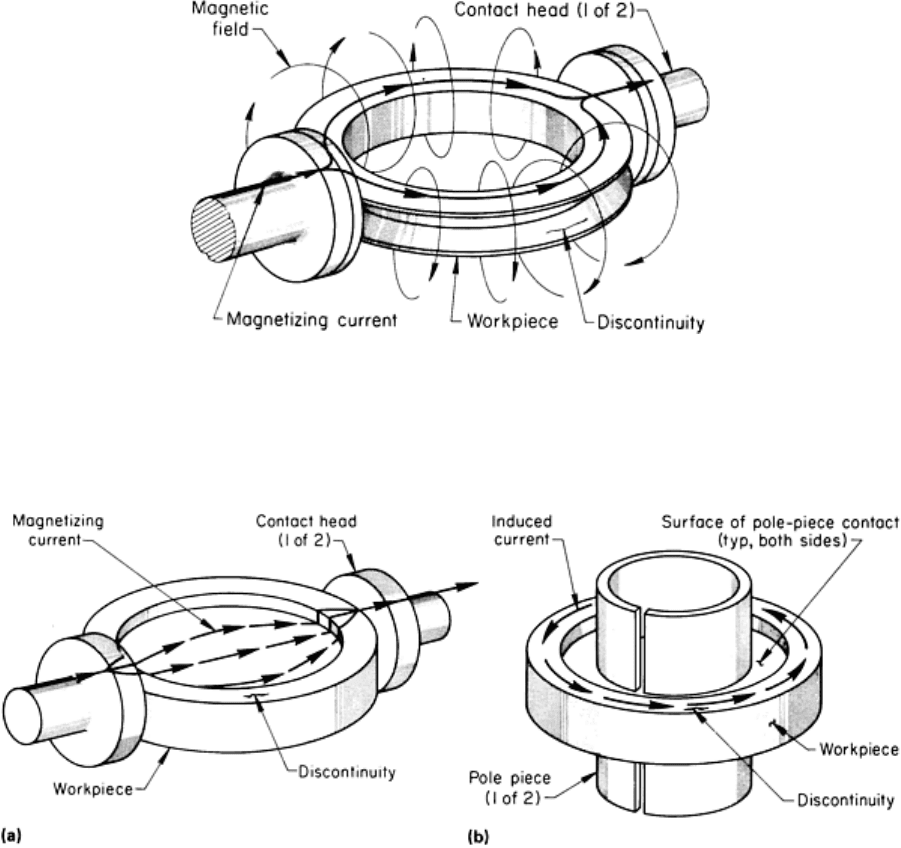
part are illustrated in Fig. 14 and 15. These parts cannot be completely processed by one head shot to disclose
circumferential defects, because regions at the contact point are not properly magnetized. Therefore, a two-step inspection
process would be required for full coverage, with the part rotated approximately 90° prior to the second step. On the other
hand, the induced-current method provides full coverage in one processing step. The disk-shaped part shown in Fig. 15
presents an additional problem when the contact method is employed to disclose circumferential defects near the rim.
Even when a two-step process is employed, as with the ring shown in Fig. 14, the primary current path through the disk
may not develop a circular field of ample magnitude in the rim area. The induced current can be selectively concentrated
in the rim area by proper pole piece selection to provide full coverage (rim area) in a single processing step. The pole
pieces shown in Fig. 15(b) are hollow and cylindrical, with one on each side of the disk. These pole pieces direct the
magnetic flux through the disk such that the rim is the only portion constituting a totally enclosing current path.
Fig. 14 Current and magnetic-field distribution in a ring being magnetized wit
h a head shot. Because the
regions at the contact points are not magnetized, two operations are required for full coverage. With the
induced-current method, parts of this shape can be completely magnetized in one operation.
Fig. 15 Current paths in a rimmed disk-shaped part that has been magnetized by (a) head-
shot magnetization
and (b) induced-current magnetization
Pole pieces used in conjunction with this method are preferably constructed of laminated ferromagnetic material to
minimize the flow of eddy currents within the pole pieces, which detract from the induced (eddy) current developed
within the part being processed. Pole pieces can also be made of rods, wire-filled nonconductive tubes, or thick-wall pipe
saw cut to break up the eddy-current path. In some cases, even a solid shaft protruding from one side of a gear or disk can
be used as one of the pole pieces.
Inspection of Steel Balls. Direct contact is not permitted during the inspection of hardened, finished steel balls for
heat treating or grinding cracks, because of the highly polished surface finish. The discontinuities may be oriented in any
direction, and 100% inspection of the balls is required. The induced-current method can provide the required inspection
without damaging the surface finish. The L/D ratio of 1:1 for spheres is unfavorable for magnetization with a coil;
therefore, laminated pole pieces are used on each side of the balls to provide a more favorable configuration for
magnetizing. Because of the highly retentive nature of the material, residual magnetization with direct current and quick-
break circuitry is used for magnetizing the balls. The smallness of the heat-treating or grinding cracks and the high
surface finish dictate that the inspection medium be a highly oil-suspendible material.
Balls are inspected along the x-, y-, and z-axes in three separate operations. The operation for each axis consists of:
• An induced-current shot
• Bathing the ball with the wet-particle solution
• Inspection while rotating the ball 360°
Rotation and reorientation can be accomplished in a simple manually operated fixture, or the entire operation can be
automated.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Permeability of Magnetic Materials
The term permeability is used to refer to the ease with which a magnetic field or flux can be set up in a magnetic circuit.
For a given material, it is not a constant value but a ratio. At any given value of magnetizing force, permeability, , is
B/H, the ratio of flux density, B, to magnetizing force, H. Several permeabilities have been defined, but material
permeability, maximum permeability, effective (apparent) permeability, and initial permeability are used with magnetic
particle testing.
Material permeability is of interest in magnetic particle inspection with circular magnetization. Material permeability
is the ratio of the flux density, B, to the magnetizing force, H, where the flux density and magnetizing force are measured
when the flux path is entirely within the material. The magnetizing force and the flux density produced by that force are
measured point by point for the entire magnetization curve with a fluxmeter and a prepared specimen of material.
Maximum Permeability. For magnetic particle inspection, the level of magnetization is generally chosen to be just
below the knee of a normal magnetization curve for the specific material; the maximum material permeability occurs near
this point. For most engineering steels, the maximum material permeability ranges from 0.06 to 0.25 T/A · m
-1
(500 to
2000 G/Oe) or more. The 500 value is for 400-series stainless steels. Specific permeability values for the various
engineering materials are not readily available, but even if they were, they could be misleading. To a large extent, the
numerous rules of thumb consider the variations in permeability, so that knowledge of permeability values is not a
prerequisite for magnetic particle inspection.
Effective (apparent) permeability is the ratio of the flux density in the part to the magnetizing force, when the
magnetizing force is measured at the same point in the absence of the part. Effective permeability is not solely a property
of the material, but is largely governed by the shape of the part and is of prime importance for longitudinal magnetization.
Initial permeability is exhibited when both the flux density, B, and the magnetizing force, H, approach zero (Fig.
16a). With increasing magnetizing force, the magnetic field in the part increases along the virgin curve of the hysteresis
loop.