ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

Although it is time consuming and represents an additional expense, the demagnetization of parts after magnetic particle
inspection is necessary in many cases. Demagnetization may be easy or difficult, depending on the type of metal. Metals
having high coercive force are the most difficult to demagnetize. High retentivity is not necessarily related directly to high
coercive force, so that the strength of the retained magnetic field is not always an accurate indicator of the ease of
demagnetizing.
Reasons for Demagnetizing. There are many reasons for demagnetizing a part after magnetic particle inspection (or,
for that matter, after magnetization for any other reason). Demagnetization may be necessary for the following reasons:
• The par
t will be used in an area where a residual magnetic field will interfere with the operation of
instruments that are sensitive to magnetic fields or may affect the accuracy of instrumentation
incorporated in an assembly that contains the magnetized part
• Du
ring subsequent machining, chips may adhere to the surface being machined and adversely affect
surface finish, dimensions, and tool life
•
During cleaning operations, chips may adhere to the surface and interfere with subsequent operations
such as painting or plating
•
Abrasive particles may be attracted to magnetized parts such as bearing surfaces, bearing raceways, or
gear teeth, resulting in abrasion or galling, or may obstruct oil holes and grooves
• During some electric arc-welding operations, strong resi
dual magnetic fields may deflect the arc away
from the point at which it should be applied
•
A residual magnetic field in a part may interfere with remagnetization of the part at a field intensity too
low to overcome the remanent field in the part
Reasons for Not Demagnetizing. Demagnetization may not be necessary if:
•
Parts are made of magnetically soft steel having low retentivity; such parts will usually become
demagnetized as soon as they are removed from the magnetizing source
• The parts are subsequen
tly heated above their Curie point and consequently lose their magnetic
properties
• The magnetic field is such that it will not affect the function of the part in service
• The part is to be remagnetized for further magnetic particle inspection or for some
secondary operation
in which a magnetic plate or chuck may be used to hold the part
This last reason may appear to conflict with the last item in the section "Reasons for Demagnetizing." The establishment
of a longitudinal field after circular magnetization negates the circular field, because two fields in different directions
cannot exist in the same part at the same time. If the magnetizing force is not of sufficient strength to establish the
longitudinal field, it should be increased, or other steps should be taken to ensure that the longitudinal field actually has
been established. The same is true in changing from longitudinal to circular magnetization. If the two fields (longitudinal
and circular) are applied simultaneously, a field will be established that is a vector combination of the two in both strength
and direction. However, if the fields are impressed successively, the last field applied, if it is strong enough to establish
itself in the part, will destroy the remanent field from the previous magnetization. If the magnetizing force last applied
does not equal or exceed the preceding one, the latter may remain as the dominant field.
The limits of demagnetization can be considered to be either the maximum extent to which a part can be
demagnetized by available procedures or the level to which the terrestrial field will permit it to become demagnetized.
These limits can be further modified by the practical degree or limit of demagnetization that is actually desired or
necessary.
There are a number of ways of demagnetizing a part, all based on the principle of subjecting the part to a field continually
reversing its direction and at the same time gradually decreasing in strength to zero (Fig. 57). The sine wave or curve of a
reversing current at the bottom of Fig. 57 is used to generate the hysteresis loops. As the current diminishes in value with
each reversal, the loop traces a smaller and smaller path. The curve at the upper right of Fig. 57 represents the flux density
in the part as indicated on the diminishing hysteresis loops. Both current and flux density curves are plotted against time,
and when the current reaches zero, the field remaining in the part will also have approached zero.
Fig. 57 Current and flux density curves during demagnetization, projected from the hysteresis loop.
See text
for discussion.
In using this principle, the magnetizing force must be high enough at the start to overcome the coercive force and to
reverse the residual field initially in the part. Also, the incremental decrease between successive reductions in current
must be small enough so that the reverse magnetizing force will be able, on each cycle, to reverse the field remaining in
the part from the last previous reversal.
Demagnetization With Alternating Current. A common method of demagnetizing small to moderate-size parts is
by passing them through a coil through which alternating current at line frequency is passing (usually 50 to 60 Hz).
Alternatively, the 60-Hz alternating current is passed through a coil with the part inside the coil, and the current is
gradually reduced to zero. In the first method, the strength of the reversing field is reduced by axially withdrawing the
part from the coil (or the coil from the part) and for some distance beyond the end of the coil (or part) along that axial
line. In the second method, gradual decay of the current in the coil accomplishes the same result. Passing a part through
an ac coil is usually the faster, preferred method.
Small parts should not be loaded into baskets and the baskets passed through the coil as a unit, because alternating
current will not penetrate into such a mass of parts and because only a few parts on the outside edges will be
demagnetized (and these possibly only partially demagnetized). Small parts can be demagnetized in multiple lots only if
they are placed in a single layer on a tray that holds them apart and in a fixed position with their long axes parallel to the
axis of the coil.
Large parts are not effectively demagnetized with 60-Hz alternating current, because of its inability to penetrate.
Alternating current with 25-Hz frequency is more effective.
Machines that provide decaying alternating current have a built-in means for automatically reducing the alternating
current to zero by the use of step-down switches, variable transformers, or saturable-core reactors. When decaying
alternating current is used, the current can be passed directly through the part instead of through a coil. Passing the current
through the part is more effective on long, circularly magnetized parts than the coil method, but does not overcome the
lack of penetration because of the skin effect, unless frequencies much lower than 60 Hz are used. High field strength ac
demagnetizing coils are available with power factor correction, resulting in lower line current.
Demagnetization With Direct Current. Methods of demagnetizing with direct current are essentially identical in
principle to the methods just described for alternating current. By using reversing and decreasing direct current, low-
frequency reversals are possible, resulting in more complete penetration of even large cross sections.
A commonly used frequency is one reversal per second. It is a successful means of removing circular magnetic fields,
especially when the current is passed directly through the part and can be used to demagnetize large parts. When a part in
a coil is demagnetized using direct current at one reversal per second, the part remains in the coil for the duration of the
entire cycle.
Oscillating circuits are a means of obtaining a reversing decaying current for demagnetizing purposes. By connecting
a large capacitance of the correct value across the demagnetizing coil, the coil becomes part of an oscillatory circuit. The
coil is energized with direct current; when the source of current is cut off, the resonant resistance-inductance-capacitance
circuit oscillates at its own resonant frequency, and the current gradually diminishes to zero.
Yokes, either direct or alternating current, provide a portable means for demagnetizing parts. The space between the
poles of the yoke should be such that the parts to be demagnetized will pass between them as snugly as possible. With
alternating current flowing in the coil of the yoke, parts are passed between the poles and withdrawn. Yokes can be used
on large parts for local demagnetization by placing the poles on the surface, moving them around the area, and then
withdrawing the yoke while it is still energized. Yokes using low-frequency reversing direct current, instead of alternating
current, are more effective in penetrating larger cross sections. The applicability of demagnetizing methods, based on part
size, metal hardness, and production rate, is given in Table 2.
Table 2 Applicability of demagnetizing methods on the basis of part size, metal hardness, and production
rate
Part size
(a)
Metal hardness
(a)
Production rate
(a)
Method
Small
Medium
Large
Soft
Medium
Hard
Low
Medium
High
Coil, 60-Hz ac A A N A A N A A
A
Coil, dc, 30-point reversing step down N A A A A A A N
N
Through current, ac, 30-point step down N A A A A A A A
N
Through current, ac, reactor decay N A A A A A A A
N
Through current, dc, 30-point reversing step down
N A A A A A A N
N
Yoke, ac A
(b)
N A A N A N
N
Yoke, reversing dc A
(b)
N A A A A N N
(a)
A, applicable; N, not applicable.
(b)
Used for local areas only

Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Appendix: Proprietary Methods of Magnetic Particle Inspection
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Magnetic Rubber Inspection
Henry J. Weltman, Jack D. Reynolds, John E. Halkias, and William T. Kaarlela, General Dynamics Corporation
Several proprietary methods of magnetic particle inspection have been developed for specific applications. Three of these
methods, which are described in this section, are magnetic rubber inspection, magnetic printing, and magnetic painting.
Magnetic rubber inspection is a nondestructive inspection method for detecting discontinuities on or near the surfaces of
parts made of ferromagnetic metals. In this method, finely divided magnetic particles, dispersed in specially formulated
room temperature curing rubber, are applied to a test surface, which is subsequently magnetized. The particles are
attracted to the flux fields associated with discontinuities. Following cure of the rubber (about 1 h), the solid replica
casting is removed from the part and examined, either visually or with a low-power microscope, for concentrations of
magnetic particles that are indications of discontinuities on or just below the surface of the testpiece.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Method Advantages and Limitations
Advantages. Magnetic rubber inspection extends and complements the capabilities of other nondestructive inspection
methods in certain problem areas. These include:
• Regions with limited visual accessibility
• Coated surfaces
• Regions having difficult-to-inspect shapes and sizes
• Indications requiring magnification for detection or interpretation
The replica castings furnish evidence of machining quality, physical dimensions, and surface conditions. The replicas can
also be used to detect and record the initiation and growth of fatigue cracks at selected intervals during a fatigue test. The
replicas provide a permanent record of the inspection; however, because the replicas shrink slightly during storage,
critical measurements should be made within 72 h of casting. Replicas stored for extended periods may require a light
wipe with solvent to remove any secreted fluid.
Limitations. The process is limited to the detection of discontinuities on or near the surfaces of parts made of
ferromagnetic metals. It can be used on nonmagnetic metals for surface topography testing only. In this application,
surface conditions, tool marks, and physical dimensions will be recorded, but there will be no migration of magnetic
particles.
Magnetic rubber inspection is not as fast as other inspection methods, because of the time required to cure the rubber.
This is of little disadvantage, however, when a large number of parts are being inspected. By the time all the regions
being inspected have been prepared, poured, and magnetized, the first replicas are usually cured and ready for removal
and examination.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Procedure
The conventional procedure used in magnetic rubber inspection can be divided into three steps:
• Preinspection preparation of parts
• Catalyzing, pouring, and magnetizing
• Review and interpretation of cured replicas
Preinspection preparation consists of cleaning the part of loose dirt or other contamination. It is often unnecessary
to remove paint, plating, or flame-sprayed metal coating, but the removal of such coatings will often intensify any
magnetic indications. Coatings thicker than 0.25 mm (0.01 in.) should always be removed. The next step is to prepare a
reservoir to hold the liquid rubber on the inspection area. This is accomplished with the use of aluminum foil, aluminum
or plastic tubing, and plastic tape and putty to sea] the reservoirs against leakage.
Catalyzing and Pouring. The rubber inspection material must be thoroughly mixed before use to ensure a
homogeneous dispersion. Black-oxide particles are included in the inspection material. A measured quantity of curing
agents is stirred into the rubber, which is then transferred to the prepared reservoir.
Magnetizing. Continuous or residual magnetism is then induced into the part by using permanent magnets, direct
current flowing through the part, or dc yokes, coils, prods, or central conductors. Direct current yokes are preferred for
most applications. Because the magnetic particles in the suspension must migrate through the rubber, the duration of
magnetism is usually longer than that of the standard magnetic particle method.
The minimum flux density along the surface of the test specimen is 2 mT (20 G); the higher the flux density, the shorter
the required duration. Optimum durations of magnetization vary with each inspection task. Some typical examples of flux
densities and durations of magnetization are given in Table 3.
Table 3 Flux density and duration of magnetization for various applications of magnetic rubber inspection
Flux density Type of area inspected
mT G
Duration of
magnetization, min
5-10 50-100
Uncoated holes
2.5-5 25-50
1
Coated holes 10-60
(a)
100-600
-1
(a)
15 150
1
10 100
3
5 50
10
Uncoated surfaces
2 20
30
Coated surfaces 5-60 50-600 1-60
(a)
(a)
Flux density and time depend on the thickness of the coating.
As in the standard magnetic particle method, cracks and other discontinuities are displayed more strongly when they lie
perpendicular to the magnetic lines of force. Therefore, the magnetizing current should be applied from two directions to
increase reliability. This is accomplished by magnetizing in one direction, then moving the magnetizing unit to change the
field 90° and remagnetizing on the same replica. Experiments have shown that the second magnetization does not disturb
particles drawn to discontinuities during the first magnetization.
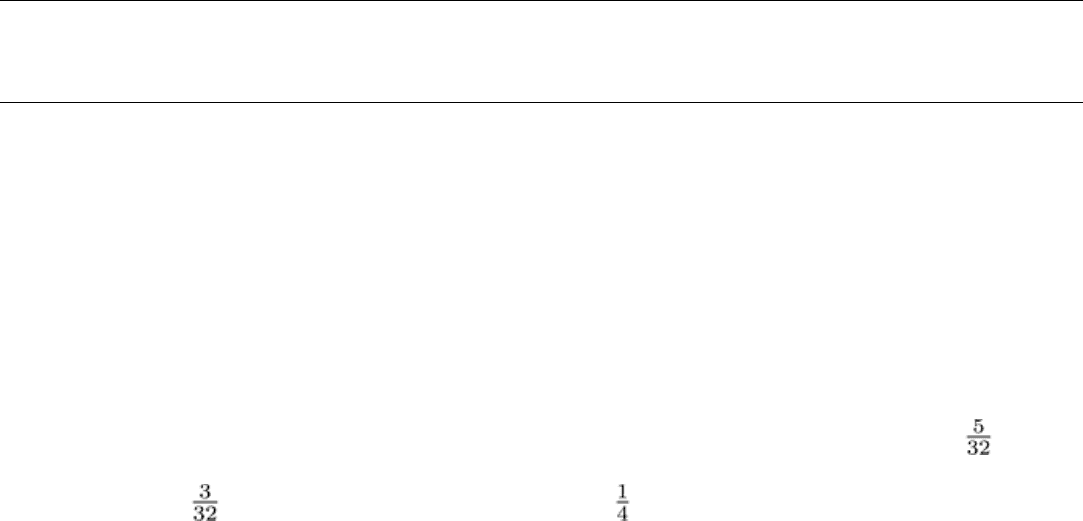
Review and Interpretation. Following cure, the replicas are removed from the part and examined for concentration
of magnetic particles, which indicates the presence of discontinuities. This examination is best conducted with a low-
power microscope (about seven to ten diameters) and a high-intensity light. During this examination, the topography of
the replica is noted; tool marks, scratches, or gouges in the testpiece are revealed. Indications on a replica removed from a
16 mm ( in.) diam through hole in 24 mm ( in.) thick D-6ac low-alloy ultrahigh-strength steel plate are shown in
Fig. 58.
Fig. 58 Indications of discontinuities (arrows) on a magnetic rubber replica removed from a 16 mm (
in.)
diam through hole in 24 mm ( in.) thick D-6ac steel plate
Alternative Procedure. Another procedure used in magnetic rubber inspection involves placing a thin plastic film
between the test surface and the rubber. This can be accomplished by stretching a sheet of polyvinylidene chloride over
the test area and painting a thin layer of catalyzed or uncatalyzed rubber over it. The film can then be removed and
examined for indications immediately following magnetization, eliminating the need to wait for the rubber to cure.
In addition to providing immediate inspection results, this technique has other advantages:
• No damming is required
• Postinspection cleanup is easier because the rubber never directly comes into contact with the part
• Uncatalyzed rubber can be reused
• Catalyzed rubber can be used if a permanent record is desired
The technique, however, is less sensitive than the conventional magnetic rubber inspection method and is difficult to
apply to irregularly shaped surfaces.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Use on Areas of Limited Visual Accessibility
Examples of areas of limited visual accessibility that can be magnetic rubber inspected are holes and the inside surfaces of
tubular components. Holes with small diameters, especially if they are threaded, are very difficult to inspect by other
nondestructive methods. The deeper the hole and the smaller the diameter, the greater the problem. Liquid penetrant and
magnetic particle methods are each highly dependent on the visual accessibility of the part itself; therefore, they are
limited in such applications. With the use of magnetic rubber inspection, however, the visibility restriction is removed
because replica castings can be taken from the inaccessible areas and examined elsewhere under ideal conditions without
any visual limitations.
An application for the inspection of small-diameter holes is illustrated in Fig. 59. The testpiece is a 4.0 mm ( in.) thick
D-6ac steel aircraft longeron containing several groups of three nutplate holes (Fig. 59a). Each group consisted of two
rivet holes 2.4 mm ( in.) in diameter and a main hole 6.4 mm ( in.) in diameter. Examination of a replica of one
group of nutplate holes (Fig. 59b) revealed indications of cracks in one of the rivet holes and in the main hole.
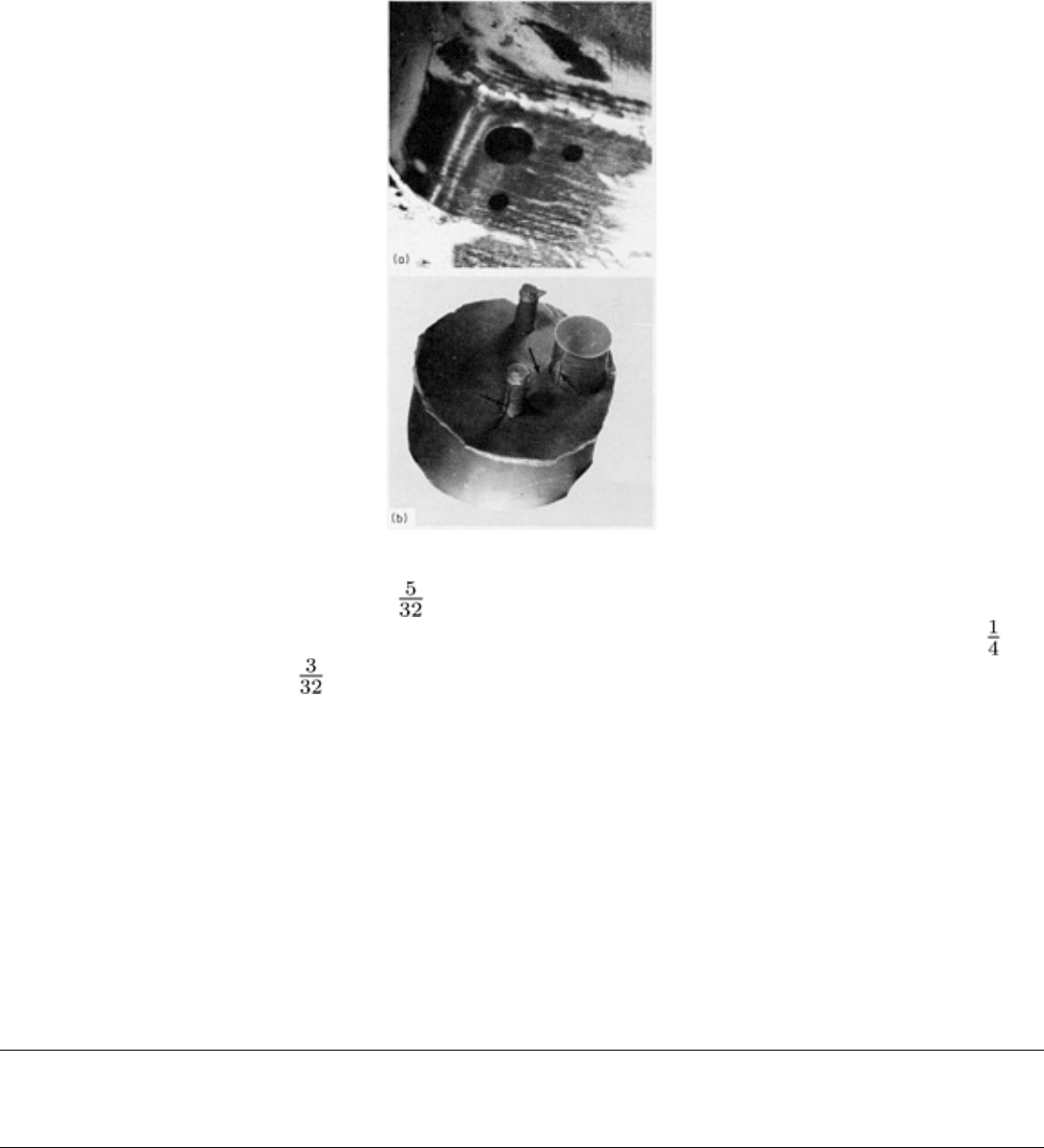
Fig. 59 Aircraft longeron (a), of 4.0 mm ( in.) thick D-6
ac steel, showing nutplate holes that were magnetic
rubber inspected. (b) Cured magnetic rubber replica with indications (arrows) of cracks in the 6.4 mm (
in.)
diam main hole and a 2.4 mm ( in.) diam rivet hole
Blind holes present a problem in conventional magnetic particle inspection or in liquid penetrant inspection. If the part is
stationary, the inspection fluid will accumulate at the bottom of the hole, preventing inspection of that area. Another
problem is directing adequate light into a blind hole for viewing.
Similar visibility problems restrict inspection of the inside surfaces of tubular components. The longer the component and
the smaller its diameter, the more difficult it becomes to illuminate the inside surface and to see the area of interest.
Magnetic particle, liquid penetrant, and borescope techniques have limited value in this type of application. Grooves,
lands, and radical section changes also limit the use of ultrasonic and radiographic methods for the inspection of inside
surfaces. The magnetic rubber technique, however, provides replica castings of such surfaces for examination after the
replicas have been removed from the components. Some examples of this application include mortar and gun barrels,
pipe, tubing, and other hollow shafts.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Use on Coated Surfaces
Coatings such as paint, plating, and flame- or plasma-sprayed metals have always presented difficulties in conventional
nondestructive inspection. Liquid penetrants are unsuccessful unless discontinuities in the substrate have also broken the
surface of the coating. Even then, it is difficult to determine whether a liquid penetrant indication resulted from cracks in
the coating or cracks in the coating plus the substrate. Production ultrasonic techniques have been successfully used to
locate discontinuities in coated flat surfaces; however, their ability to detect small cracks less than 2.54 mm (0.100 in.)
long by 0.0025 mm (0.0001 in.) wide in bare or coated material is poor to marginal.
Because most coatings are nonmagnetic, it is possible to use magnetic particle and magnetic rubber techniques to inspect
ferromagnetic materials through the coatings. Experience has shown that conventional magnetic particle techniques also
become marginal if the coating is 0.10 mm (0.004 in.) thick or greater. However, magnetic rubber inspection has the
capability of producing indications through much thicker coatings. Because of the weak leakage field at the surface, the
particles used in the conventional magnetic particle method are lightly attracted to the region of the discontinuity. In the
magnetic rubber technique, the reduced particle attraction is compensated for by increasing the time of magnetization, up
to several minutes, to ensure sufficient particle accumulation. The attracted particles remain undisturbed until the rubber
is cured.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Use on Difficult-to-Inspect Shapes or Sizes
Complex structures exhibiting varying contours, radical section changes, and surface roughness present conditions that
make interpretation of data obtained by radiographic, magnetic particle, liquid penetrant, or ultrasonic inspection difficult
because of changing film densities, accumulation of excess fluids, and high background levels. As a result, discontinuities
in such structures frequently remain undetected. The magnetic rubber process minimizes background levels on the cured
replicas with little change in the intensity of any crack indications. Typical items to which magnetic rubber inspection is
applicable are multiple gears, internal and external threads, and rifling grooves in gun barrels.
When magnetic particle fluid is applied to a threaded area, some of the liquid is held by surface tension in the thread roots
(the most likely area for cracks). This excess fluid masks defect indications, especially when the fluorescent method is
used. With the magnetic rubber method, thread root cracks are displayed with little or no interfering background.
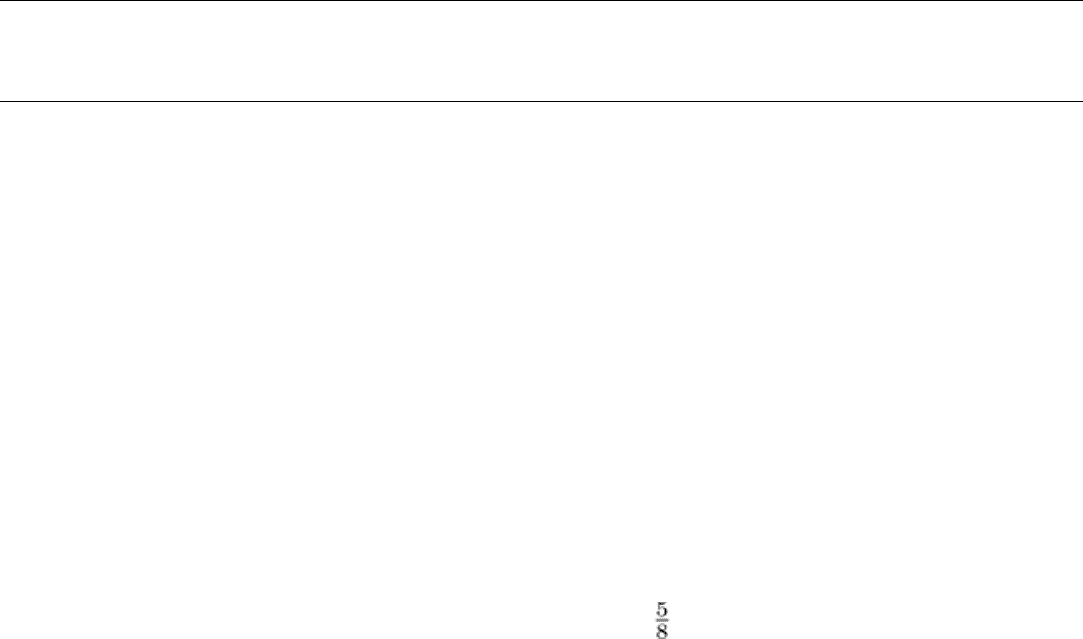
Example 6: Magnetic Rubber Inspection of Spline Teeth in an Aircraft-Flap Actuator.
The process applied to internal spline teeth is illustrated in Fig. 60(a), which shows an aircraft-flap actuator bracket with
the magnetic rubber replica. A macroscopic view of this replica (Fig. 60b) reveals several cracks in the roots of the spline
teeth. The bracket was made of 4330 steel. The spline teeth were 16 mm ( in.) long, with 24/48 pitch.
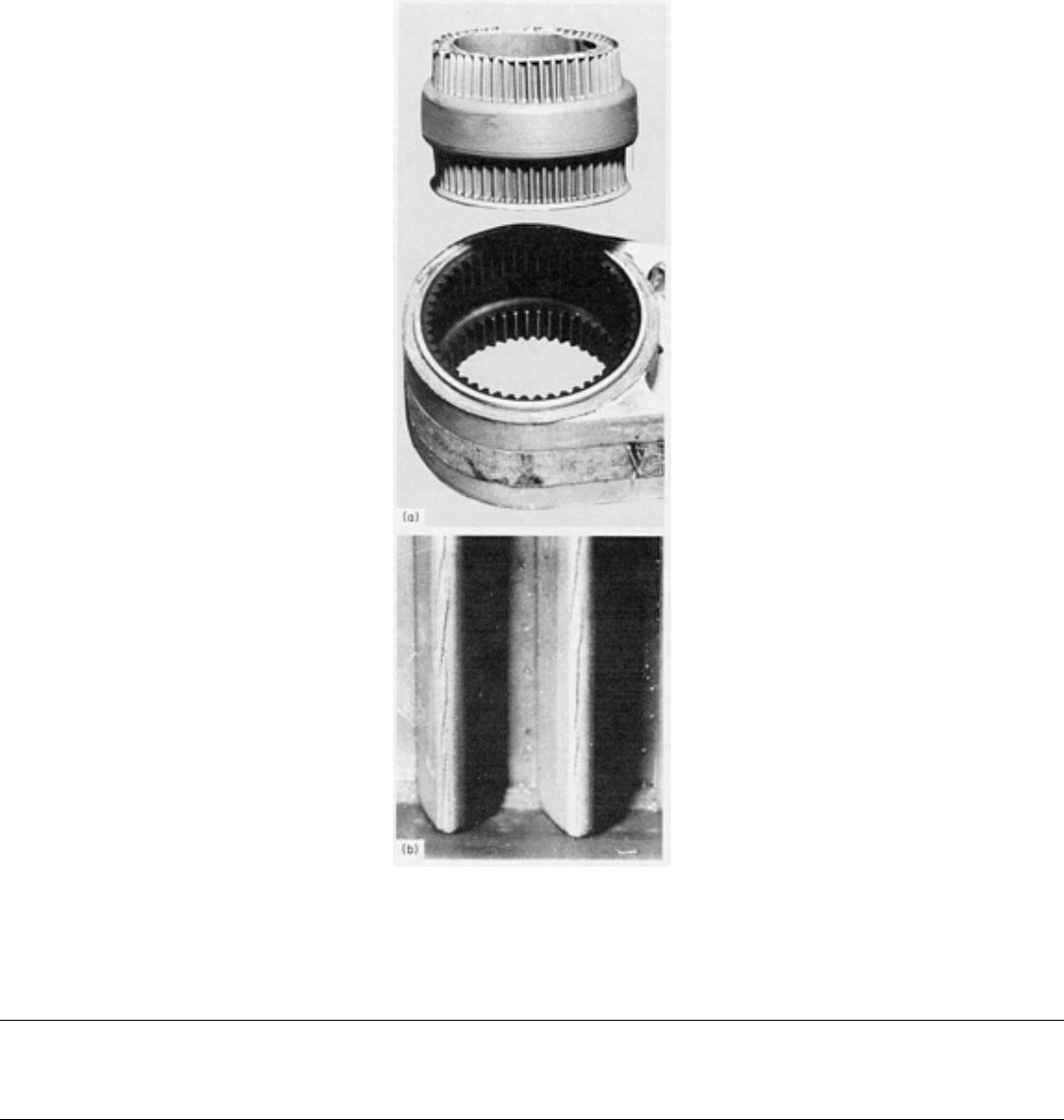
Fig. 60 Magnetic rubber inspection of spline teeth in a 4330 steel bracket for an aircraft-
flap actuator. (a) View
of bracket with rubber replica removed. (b) Macrograph of replica showing crack indications in roots of teeth
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Magnification of Indications
The examination of cast replicas under magnification permits detection of cracks as short as 0.05 mm (0.002 in.).
Detection of these small cracks is often important to permit easier rework of the part prior to crack propagation. These
cracks are also of interest during fatigue test monitoring.
Discontinuity indications in magnetic particle inspection often result from deep scratches or tool marks on the part
surface, and it is difficult to distinguish them from cracks. When the magnetic rubber replicas are viewed under
magnification, the topography of the surface is easily seen, and indications from scratches and tool marks can be
distinguished from crack indications. This distinction may prevent the unnecessary rejection of parts from service.