ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

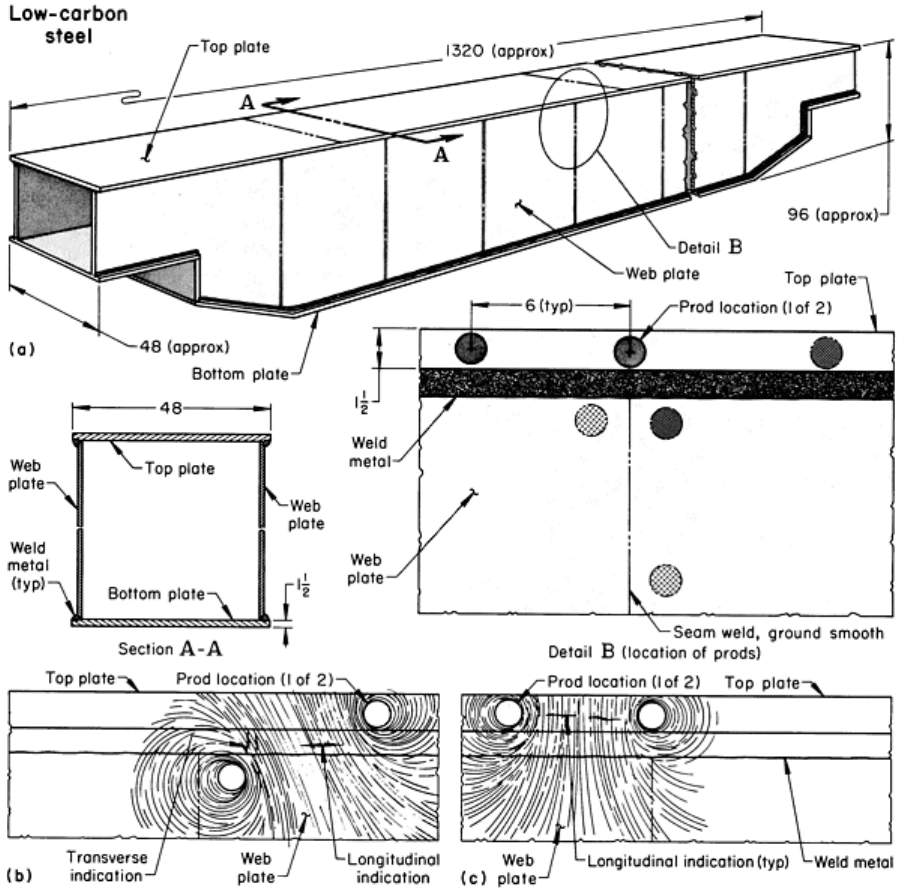
Example 4: Magnetic Particle Inspection of a Girder Weldment for an Overhead
Crane.
The girder weldment for an overhead crane (Fig. 48a) was magnetic particle inspected in the presence of the customer's
representative. Fabrication of the weldment was complete, and the weldment had been sandblasted in preparation for
painting.
Fig. 48
Magnetic particle inspection of a girder weldment for an overhead crane. (a) Girder weldment, with
section sho
wing welds and detail showing prod locations. (b) Magnetograph of magnetic field used to check for
discontinuities in the welds. (c) Magnetograph of field used to check for discontinuities in top plate. Note
different prod placement in (b) and (c). Dimensions given in inches
The dry-powder, continuous-magnetization method was used with half-wave current. The current used was 3.9 to 5.9
A/mm (100 to 150 A/in.) of prod contact spacing, which was 152 mm (6 in.). Inspected were the fillet welds joining the
top and bottom plates to the web plate (section A-A in Fig. 48), and all butt seam welds of the top, bottom, and web
plates. The edges of the top and bottom plates were also inspected for discontinuities. All prod-contact points on the
girder were ground to ensure good contact; prod locations are shown in detail B in Fig. 48.
During magnetic particle testing of the welds, the prods were alternated on either side of the welds. A magnetograph of
the magnetic flux during inspection of a weld joining the top plate to the web plate is shown in Fig. 48(b). Inspection of
the edges of the top and bottom plates was performed by placing the prods parallel to the weld with contacts on the edge
of the plate; a magnetograph of this test is shown in Fig. 48(c). Longitudinal indications were observed in both the plate
and the weld.
Nonrelevant indications that the process was capable of detecting were established prior to inspecting the girder. All the
indications detected were verified as either false or nonrelevant, signifying an absence of defects.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Inspection of Billets
A billet is the last semifinished intermediate step between the ingot and the finished shape. Steel billets are rectangular or
square and range from 2600 to 32,000 mm
2
(4 to 49 in.
2
) in cross-sectional area. The magnetic particle inspection of
billets requires a large unit equipped to handle billets 50 to 184 mm (2 to 7 in.) square and 2.4 to 12 m (8 to 40 ft) long.
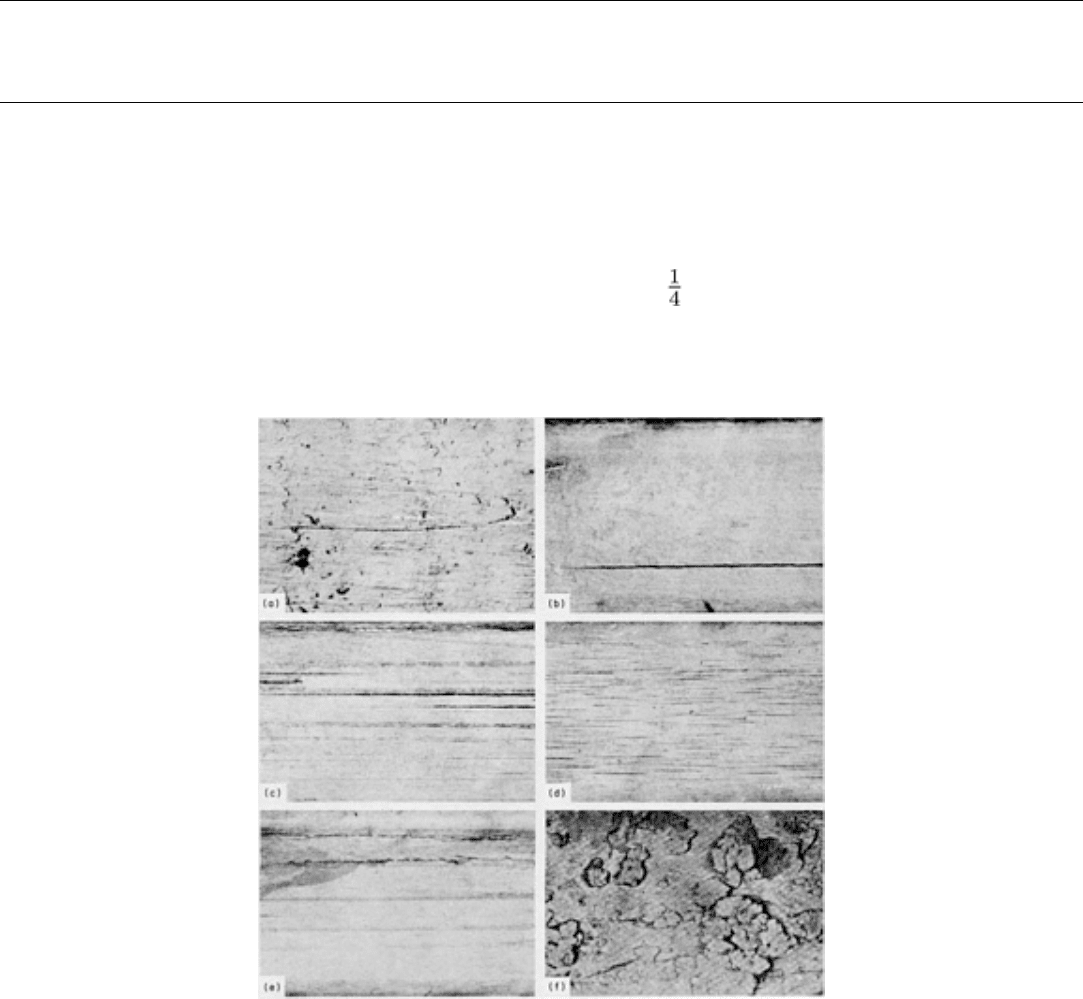
The amperage setting on the testing unit should be 1200 to 4000 A. The discontinuities shown in Fig. 49 would appear as
bright fluorescent indications under ultraviolet light.
Fig. 49
Discontinuities on the surfaces of steel billets that can be detected by magnetic particle inspection. (a)
Arrowhead cracks. (b) Longitudinal cracks. (c) Normal seams. (d) Brush seams.
(e) Laps. (f) Scabs. See text
for discussion.
Cracks in billets appear as deep vertical breaks or separations in the surface of the steel. Arrowhead cracks (Fig. 49a)
occur early in processing, usually as the result of primary mill elongation of an ingot containing a transverse crack.
Longitudinal cracks (Fig. 49b) appear as relatively straight lines in the direction of rolling. They are 0.3 m (1 ft) or more
in length and usually occur singly or in small numbers.
Seams are longitudinal discontinuities that appear as light lines in the surface of the steel.
Normal seams (Fig. 49c) are similar to longitudinal cracks, but produce lighter indications. Seams are normally closed
tight enough that no actual opening can be visually detected without magnetic particle inspection. Seams have a large
number of possible origins, some mechanical and some metallurgical.
Brush seams (Fig. 49d) are clusters of short (<102 mm, or 4 in., long) seams that appear as though they had been
painted or brushed onto the surface. These defects are usually the result of the removal of metal from the steel surface by
scarfing or scaling, exposing ingot blowholes and subsurface porosity. They may range in depth from 0.13 to 7.6 mm
(0.005 to 0.300 in.) and may occur either in zones or across the entire surface of the billet.
Laps (Fig. 49e) are longitudinal discontinuities of varying severity that are caused by the formation of ribs or extensions
of metal during hot rolling and the subsequent folding over of these protrusions. Laps usually run at acute angles to the
surface. They often occur at opposite sides of the billet and frequently span the entire length of the billet.
Scabs (Fig. 49f) appear as extraneous pieces of metal partially welded to the surface of a steel billet. Two major sources
of scabs are the splashing of metal against the mold wall during teeming and the adherence of scarfing wash or fins to
blooms after conditioning.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Inspection of Welded Chain Links
Magnetic particle inspection is commonly used for maintenance repair, preventive maintenance, and safety programs. The
following procedure for the inspection of welded chain links is a proven method and is suitable for safety programs in
which periodic inspection is required. In this procedure, a longitudinal field transverse to the weld will detect
discontinuities in the weld and in the link itself. The continuous method, with wet fluorescent particles and ultraviolet
light, is used.
The chain is suspended from the hook of a crane or hoist and pulled up through a magnetizing coil. Just below the coil,
the wet fluorescent magnetic particles are sprayed onto the chain. Above the coil is the ultraviolet light that renders the
indications readable. The chain is inspected in sections using the following steps:
1. Remove all oil or grease from chain links
2. Turn on current in coil
3. Apply the wet fluorescent magnetic particle suspension to each section
while the section is in the
magnetic field of the coil
4.
Turn the current off after the suspension stops flowing and while the section to be inspected is still in
the magnetic field of the coil
5. Inspect the section under ultraviolet light for transverse dis
continuities in both the weld and the link
itself
6. Continue until all sections have passed through the coil in an upward direction and have been inspected
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Automated Equipment for Specific Applications
The automation of magnetic particle inspection is often necessary to permit inspection at the required production rate.
Loading, processing, conveying, rotating or manipulating, demagnetization, and discharge can all be automated, which
results in consistent and effortless processing. The inspector can devote all of his time to actual visual inspection while
the machine performs the other functions. Production rates are achieved by having the various functions performed
simultaneously at different stations. Where applicable, the cost of automatic equipment can be justified when compared to
the number of manual units needed for similar production rates.
The cost and time required for manual inspection can be a factor in automating the process. For example, in billet
inspection, everything is automated except the actual visual inspection and marking of imperfections. Manual processing,
inspection, and handling of such a product would be extremely costly and would not satisfy the production requirements.
The use of automated magnetic particle inspection for bearing rollers, bearing rings, small parts, small castings, large
couplings, crankshafts, and steel mill billets is discussed in the following sections.
Bearing rollers are produced at substantial rates, and when magnetic particle inspection is required, it must be
conducted at a rate compatible with production. This usually requires automation of the process in such a manner that the
various stages are performed simultaneously at individual stations.
The contact method is commonly used for inspecting finished rollers for seams, quench cracks, and grinding cracks. This
may involve either the continuous or the residual method, depending on roller material and inspection requirements.
One design of automated equipment for inspecting bearing rollers by the continuous magnetization method incorporates
an indexing-turntable arrangement and utilizes two inspectors. The various functions--magnetization, bath application,
inspection and demagnetization--are performed simultaneously at the various stations. Each inspector visually inspects
the previously processed roller in the fixture, and the roller is removed and placed on the demagnetizing cradle (if
acceptable) or disposed of (if defective). The inspector then places a new roller in the fixture for subsequent processing
and inspection by the other inspector. Acceptable rollers are automatically stripped from the cradle in tandem,
demagnetized, and unloaded into or onto a suitable container.
The production rate of the unit described above is approximately 1000 parts per hour. A similarly designed unit, based on
the residual method, utilizes four inspectors and has a capacity of 2000 parts per hour. The residual method permits the
use of a magnetizing-current shot of very short duration (approximately 50 ms). This minimizes the heat generated at the
points of contact by the flow of magnetizing current.
Where inspection requirements do not allow electrical contact with the rollers due to the fact that any heat generated at
the points of contact is objectionable, production units based on the induced current method can be used.
Bearing rings can be completely inspected by a two-step process involving both a central conductor and induced
current. The noncontact nature of both magnetizing techniques can be very desirable when highly polished surfaces are
present.
This process utilizes automatic equipment for bearing-ring inspection on a high-volume basis. The design is based on a
multiple-station, fixturized, indexing conveyor. The fixtures are combination laminated poles and central conductors. In
both magnetizing methods, magnetizing current is direct current with quick break, and the wet-particle residual method is
employed.
A bearing ring progresses through the unit in the following sequence:
1. Load
2. Magnetize using a central-conductor shot
3. Apply bath
4. Visually inspect for transverse indications
5. Replace on fixture
6. Magnetize using induced current
7. Apply bath
8. Visually inspect for circumferential indications
9. Place on gravity chute for final roll through ac demagnetizing coil and discharge
Those parts that are judged defective at one of the two inspection stations are immediately removed from the system.
Small parts can often be inspected on general-purpose equipment at production rates by separating the processing and
inspection functions and providing a convenient means for transporting the parts from one station to the other. A typical
arrangement comprises a horizontal wet-particle unit and a conveyorized unit integrated into a complete inspection
system. Combinations of this type are available for handling a wide variety of parts. Variations such as automatic
magnetization, automatic bath application, and controls for magnetizing a part in several directions at virtually the same
time are also available. Special fixturing may or may not be required, depending on production rate and part
configuration. Rates of up to 900 parts per hour can be achieved by such arrangements.
Small castings may warrant special consideration because of high-volume inspection techniques as well as manpower
requirements. For example, the inspection of disk brake caliper castings could have been accomplished using general-
purpose two-step production equipment manned by a loader-operator and four inspectors, but the use of a special-purpose
unit for these castings not only reduced manpower requirements from five to three but also reduced the required floor
space.
The automated special-purpose unit incorporated an indexing-type conveyor with special fixtures, a half-wave automatic
three-circuit processing station, a two-man ultraviolet light inspection booth, and dual demagnetizing coils. The special
fixtures properly oriented the casting for processing in addition to conveying the casting through the system. Longitudinal
plus circular magnetization was provided by combining coil-wound laminated poles and contact heads. In operation, a
casting was loaded onto the fixture, automatically processed, and inspected. Defective castings were discharged into
containers; acceptable parts were placed on gravity chutes that carried them through demagnetizing coils into tote boxes.
Large couplings used in conjunction with oil well tubing and casing require circular magnetization for the disclosure of
longitudinal defects. In one automated installation, a twin-line unit performs the required processing automatically using
central conductors. Special roller-type fixtures facilitate manual rotation during visual inspection. When a defective
coupling is encountered, the inspector merely depresses a reject button to direct that coupling into a reject bin when it
reaches the unloading station.
Crankshafts. Various types of automatic equipment are available for inspecting crankshafts on a production basis.
Design varies with crankshaft size and weight, inspection process and rate, and facilities available for loading and
unloading. Most of this equipment incorporates completely automatic processing and handling based on a fixturized
indexing conveyor. Some units use power-free fixtures to convey the crankshaft from the loading station to the processing
station by gravity rails. This permits loading to be done independently of the processing and inspection cycles and the
banking of uninspected crankshafts. The inspector can draw crankshafts from the bank as required. Empty fixtures are
automatically returned to the loading area after the unloading operation has been completed.
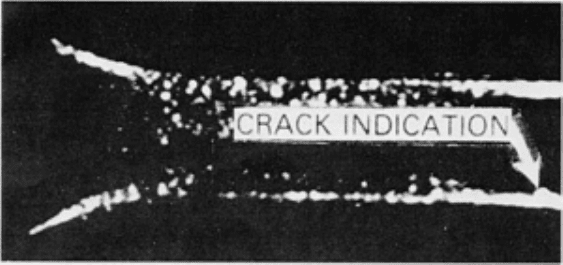
Connecting Rods (Ref 2). Prior to machining, ferromagnetic parts such as connecting rods usually have rough surfaces
with granular texture and sharp edges. The granular surface retains fluorescent magnetic particles that are a source of high
visual background noise and degrade the contrast of the crack indication. A small crack indication concealed by high
background noise is extremely hard to detect (Fig. 50).
Fig. 50 A small crack indic
ation in a connecting rod that is masked by excessive visual background noise.
Courtesy of Y.F. Cheu, General Motors Technical Center
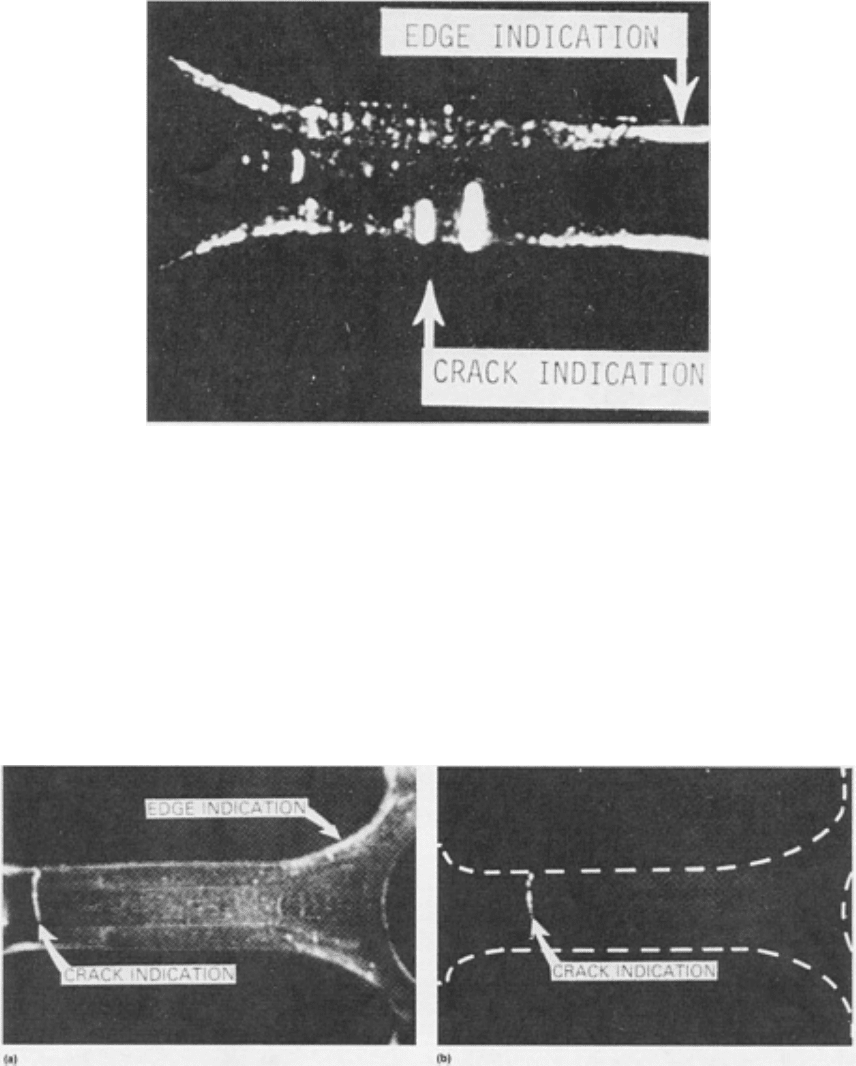
The edges of a part attract magnetic particles that fluoresce brilliantly. The edge indication is bright, long, and thin,
similar to a crack indication (Fig. 51). It is consequently very hard to distinguish a crack indication from an edge
indication. One may say that edge location is a known parameter: an edge indication can be sorted out because its location
is known. However, this would require that parts be precisely positioned with tolerance less than the thickness of a crack
indication. This is very difficult to achieve in a high-volume production environment. In addition, because it is possible
that a crack may occur on the edge, excluding edge indication based on location would leave cracks undetected on the
edges.
Fig. 51 Crack indication and edge-indication uncertainty in a connecting rod.
Courtesy of Y.F. Cheu, General
Motors Technical Center
Thus, the low contrast and the uncertainty in distinguishing edge indications from crack indications make automation of
fluorescent magnetic particle inspection difficult. To alleviate these problems, a new preimage-processing technique was
developed to rinse the part immediately after it is processed with magnetic particles and before it is imaged. Figure 52(a)
shows a part processed through magnetic particles without rinsing; Fig. 52(b) shows the same part after it is rinsed. Note
that rinsing has removed the edge indications while simultaneously enhancing the crack indication.
Fig. 52 A connecting rod processed with magn
etic particles and imaged. (a) Before rinsing. (b) After rinsing.
Courtesy of Y.F. Cheu, General Motors Technical Center
The intensity of the fluorescent crack indication varies significantly because of the wide range of crack depth, the change
of concentration of the magnetic particle solution, and the uneven sensitivity of the sensor. To accommodate these
inevitable variations, a local adaptive-thresholding technique was developed and used in the crack-detection algorithm.
The algorithm demarcates an image into regional locales with 16 by 16 pixels in each locale. The average gray level of 16
by 16 pixels is calculated. The locale is then thresholded by twice this average. This locale adaptive-thresholding
technique simplifies a gray-level image into a binary image based on relative intensity. The technique thereby minimizes
the intensity variation problem and results in a less noisy binary image. Gray-scale digitization and binary image are
discussed in the article "Machine Vision and Robotic Evaluation" in this Volume.
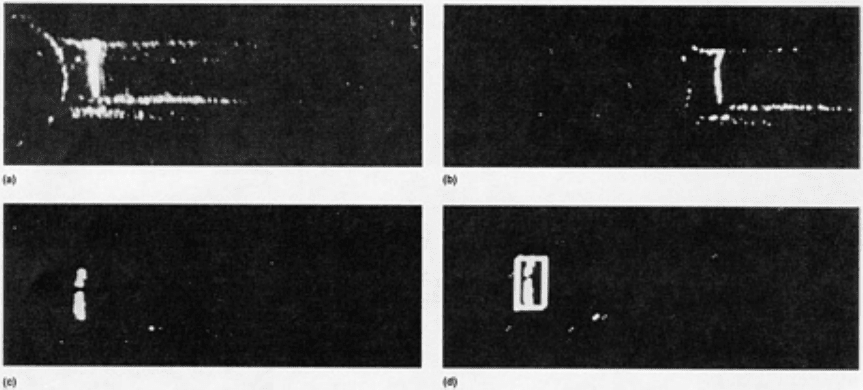
Figure 53(a) shows a digital image of a connecting rod with 256 levels of gray; the left half of the image is brighter than
the right half. If the image is thresholded by a global-constant gray value, the resulting image (a crack indication and
bright background noise) is shown in Fig. 53(b). On the other hand, Fig. 53(c) shows a binary image resulting from local
adaptive thresholding of Fig. 53(a) as described in the previous paragraph. It is noted that local adaptive thresholding
yields a more accurate binary image.
Fig. 53
Digital image processing of a magnetic particle inspected connecting rod. (a) Nonuniform brightness
(256 gray-level image). (b) Result of con
stant global thresholding. (c) Result of local adaptive thresholding. (d)
Result of shape discrimination. Courtesy of Y.F. Cheu, General Motors Technical Center
The algorithm to detect a crack from a binary image is based on the length and the aspect ratio (width-to-length ratio) of a
crack. If both the length and the aspect ratio meet the specified criteria, a crack is detected. Figure 53(d) shows that a
crack is detected and that background noise is ignored.
Example 5: A Ten-Station Rotary Table Integrated With a Machine Vision
System to Detect Cracks in Connecting Rods
(Ref 2). The basic block diagram of the vision subsystem is shown in Fig. 54. It consists of multiple ultraviolet strobe
lamps, an optical filter, a lens, a charge-coupled device (CCD) matrix camera, a frame grabber, and a microcomputer.
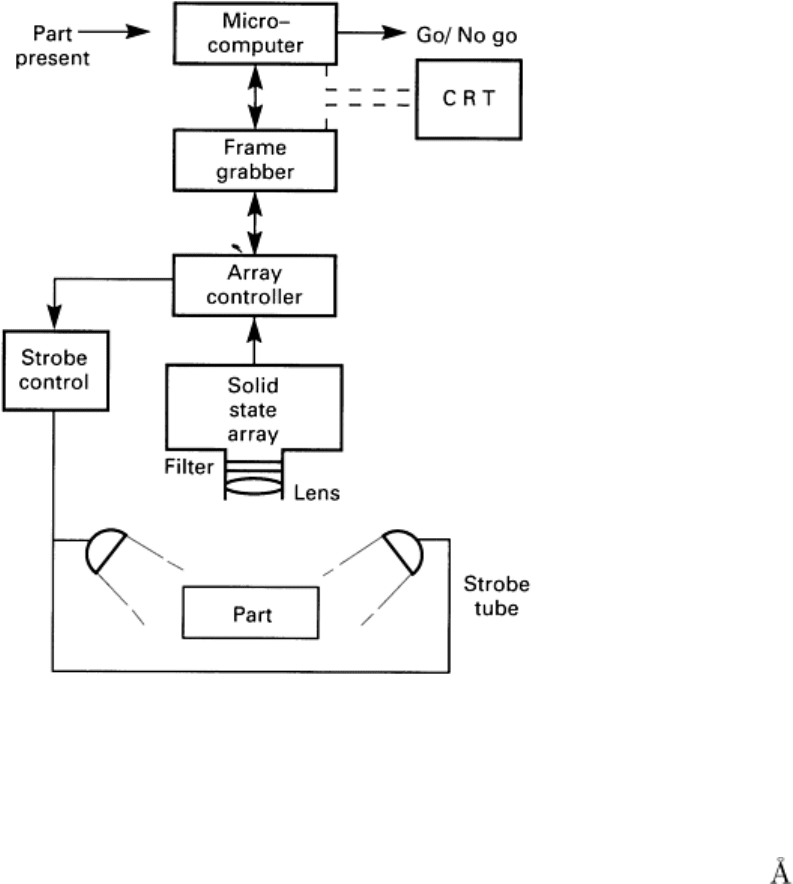
Fig. 54 Block diagram of machine vision subsystem for automated connecting-
rod crack detection system.
Source: Y.F. Cheu, General Motors Technical Center
The strobe lamp is a xenon flash tube coupled with a band-pass ultraviolet filter to provide near-ultraviolet light. The
near-ultraviolet light energizes fluorescent magnetic particles to emit visible light at a wavelength of 525 nm (5250 ),
which serves as a crack indication. The optical filter mounted behind the camera lens is a band-pass green filter to pass
the crack indication and to filter out near-ultraviolet and ambient light. Multiple lamps are used to provide uniform and
intensified lighting.
The CCD camera is a matrix array with 404 by 256 pixels. The frame grabber is a video digitizer and an image buffer.
The digitizer is an 8-bit analog-to-digital (A/D) converter that converts the video into 256 levels of gray at a speed of 30
frames per second. The image buffer has a capacity of storing 512 by 512 pixels.
The microcomputer is a 16-bit machine that analyzes the digital image using the digital image processing technique
described previously to make an inspection decision. An accept/reject decision resulting from the inspection is fed into a
programmable controller. The programmable controller controls the material handling subsystem, which will unload the
connecting rod at either the good rod station or the reject rod station.
The mechanical subsystem is a ten-station rotary index table (Fig. 55). Each station on the table has a gripper. Every 3 s,
the table indexes 36°, drops 305 mm (12.0 in.), dwells, and rises 305 mm (12.0 in.). The sequence of operations for
inspecting the connecting rods is as follows:
• Load station: A magazine loader lifts a connecting rod from the accumulation conveyor into a gripper
• Magnetizing station: The rod is magnetized while immersed in the magnetic particle solution
• Rinse station: The rod is rinsed with water to remove residual magnetic particles
• Drain station:
Rinse water from the previous station is allowed to drip away to prevent interference by
water droplets with the vision inspection
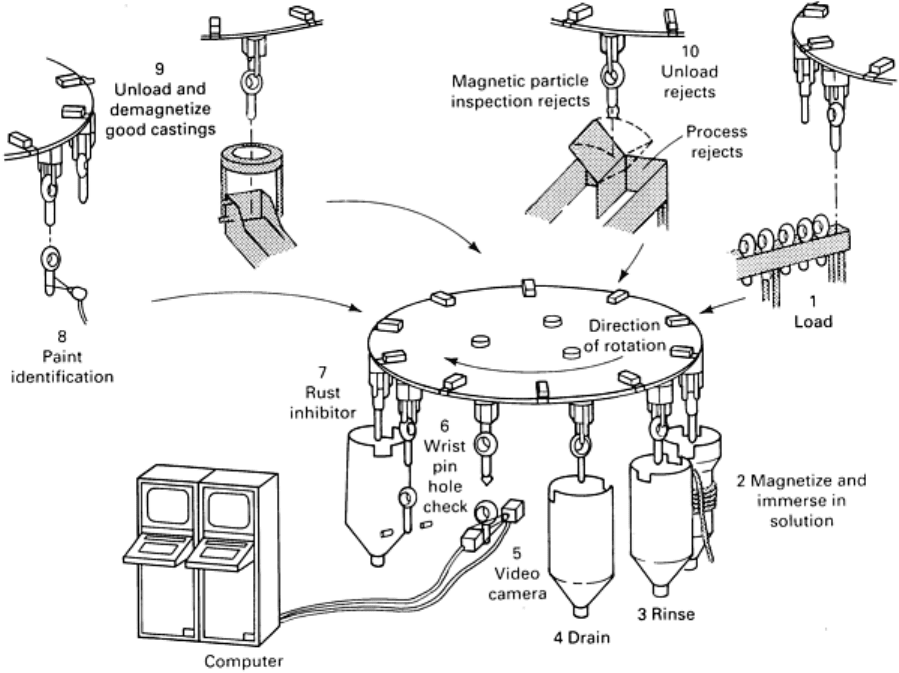
• Camera station: The connecting rod is inspected by the vision subsystem
• Wrist-pin inspection station: The wrist-pin hole is checked by an optical sensor to ascertain its opening
• Rust inhibitor station:
The connecting rod is dipped into a bath of rust inhibitor to prevent rust
formation on connecting rods
• Paint identification station: Color codes the defect-free rods
• Unload and demagnetize station: All defect-
free rods are demagnetized and unloaded in a shipping
container
• Unload reject station: All rejected rods are unloaded onto a table for final inspection and disposition
Fig. 55 Schematic of ten-station rotary table material-handling subsystem for automated connecting-
rod crack
detection system. Source: Y.F. Cheu, General Motors Technical Center
The sequencing functions of the process are controlled by a programmable controller. To ensure a reliable inspection, the
programmable controller also monitors the magnetizing current, the pressure of the rinsing water, and the concentration
level of the magnetic particle solution. The machine is capable of inspecting 1200 connecting rods per hour.
Typical examples of the system inspection results are shown in Fig. 56. Figure 56(a) shows a crack of average size, and
Fig. 56(b) shows that it is detected.
Fig. 56 An average-
sized crack in a connecting rod before (a) and after (b) detection by the automated
inspection system. Courtesy of Y.F. Cheu, General Motors Technical Center
Steel-mill billets are magnetic particle inspected to locate and mark discontinuities that become elongated by the
rolling process. Once located, discontinuities are removed by various means to improve the quality of the subsequently
rolled final product.
Usual practice is to circularly magnetize the billet by passing the current end to end and to test by the wet-particle
continuous method. The equipment required for performing the handling and processing functions is somewhat different
from the normal inspection equipment.
A typical billet inspection unit is capable of handling billets up to 12 m (40 ft) long and weighing as much as 1.8 Mg
(4000 lb). Every aspect of handling and processing is automatic. The inspector is required only to view and mark
discernible indications. When the inspection has been completed, the inspector depresses a button to initiate processing of
the next billet. One design incorporates a ferris wheel to rotate the billets at the inspection station. Two sides of the billet
are viewed while it is in the upper position, and the remaining two sides become accessible when the billet is rotated to
the lower position. Chain-sling billet turners are employed in other designs to perform billet rotation.
Reference cited in this section
2.
Y.F. Cheu, Au
tomatic Crack Detection With Computer Vision and Pattern Recognition of Magnetic Particle
Indications, Mater. Eval., Nov 1984
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Demagnetization After Inspection
All ferromagnetic materials, after having been magnetized, will retain a residual magnetic field to some degree. This field
may be negligible in magnetically soft metals, but in harder metals it may be comparable to the intense fields associated
with the special alloys used for permanent magnets.