ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Surface Evaluation
Magnetic rubber replicas are reproductions of the test surface and therefore display surface conditions such as roughness,
scratches, tool marks, or other machining or service damage. Some surface conditions in holes, such as circumferential
tool marks, are usually not harmful. Discontinuous tool marks (from tool chatter) are stress raisers and potential sites of
crack initiation and propagation. Axial tool marks, which may result from a fluted reamer, are often not permitted in areas
of high stress. Surface studies by magnetic rubber inspection can be applied to areas other than holes, such as rifling lands
and grooves.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Use for Fatigue Test Monitoring
Magnetic rubber inspection has been used in the structural laboratory for studies of crack initiation and propagation
during fatigue testing. Because each replica casting is a permanent record of the inspection, it is convenient to compare
the test results during various increments of a test program.
Example 7: Magnetic Rubber Inspection of Aircraft Structural Part to Monitor Steel
Fatigue.
An example of the fatigue test monitoring of an aircraft structural part made of D-6ac steel is shown in Fig. 61. The test
area was a 4.8 mm ( in.) diam, 5.6 mm ( in.) deep hole. A replica of the hole at the beginning of the test is shown
in Fig. 61(a). A few tool marks were noted at this time. After 3500 cycles of fatigue loading, another replica of the hole
was made (Fig. 61b). A comparison with the original replica showed some new discontinuity indications growing from
the tool marks. After 4000 cycles (Fig. 61c), another replica showed that the indications in the hole were increasing and
beginning to join together. This propagation continued until at 4500 cycles the crack extended through the entire hole
(Fig. 61d). A few cycles later, the testpiece failed through the hole.

Fig. 61 Magnetic rubber replicas used to monitor crack growth in a hole during fatigue testing of a D-
6ac steel
aircraft part. Part fractured at 4545 cycles. (a) Initial replica of the hole showing a tool mark (arrow). (b)
Replica made after 3500 fatigue cycles. Intensit
y of indication increased at tool mark (lower arrow), and a new
indication was formed (upper arrow). (c) Replica made after 4000 cycles. Indications joined, and growth of
crack (arrows) is evident. (d) Replica made after 4500 cycles. Mature fatigue crack (
arrows), extending all
along hole, is very evident.
Because the test hole described above was located in an area that was obstructed from view, nondestructive inspection
methods requiring viewing the hole would have been very difficult to perform. Moreover, the hole was coated with flame-
sprayed aluminum, which would have further limited the applicability of some nondestructive-inspection methods.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Magnetic Printing (U.S. Patent 3,243,876)
Orlando G. Molina, Rockwell International
Magnetic printing employs a magnetizing coil (printer), magnetic particles, and a plastic coating of the surface of the
testpiece for the detection of discontinuities and flaws. The process can be used on magnetic materials that have very low
magnetic retentivity.
The magnetizing coil, or magnetic printer, consists of a flat coil made of an electrical conductor, and it is connected to a
power supply capable of delivering 60-Hz alternating current of high amperage at low voltage. When the coil is
energized, a strong, pulsating magnetic field is distributed along the axis of the coil and produces a vibratory effect on the
testpiece and the magnetic particles. This vibratory effect causes the magnetic particles to stain or print the plastic coating

in regions where magnetic particles have been attracted by changes in magnetic permeability. The magnetic particles are
made of ferromagnetic iron oxide (Fe
3
O
4
) and are similar to those used for conventional magnetic particle inspection.
Magnetically printed patterns are made visible by first spraying the surface of the testpiece with a white plastic coating.
The coating provides a contrasting background and a surface on which the particles print. After a print has been obtained
and the particles have been removed, the patterns can be fixed by spraying with a clear plastic coating. Because the two
coatings are of the same composition, a single film is formed, within which the printed pattern is sandwiched. When dry,
the coating can be stripped from the surface of the testpiece and used as a permanent record.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Procedure
The testpiece should be cleaned so that it is free of dirt, moisture, oil, paint, scale, and other materials that can obscure a
discontinuity or flaw. The white plastic coating is sprayed onto the test surface in an amount to establish a white
background to offset the color of the test surface. The coating should be free of puddles, runs, and signs of orange peel.
The coating is dried before application of the magnetizing current and particles.
With the magnetizing current on and properly adjusted, the testpiece and magnetic printer are placed adjacent to each
other, and dry printing particles are dusted on the test surface with a powder bulb applicator. The testpiece and printer can
be moved relative to each other to obtain uniform printing. When a suitable print has formed, usually after 6 to 12 s, the
magnetizing current is turned off. The excess magnetic printing particles can be removed with a gentle air blast or gentle
tapping.
If a suitable print has not been obtained, the print can be erased with a damp sponge, and the application of magnetizing
current and printing particles repeated. If a permanent record is needed, the printed surface is sprayed with two coats of
clear plastic. To assist in removing the coating, a piece of pressure-sensitive clear plastic tape can be applied to the
printed surface after the clear plastic coating has dried to the touch. Copies of magnetic printings can be made by
conventional photographic contact printing methods, using the magnetic printed record as a negative. A transparency for
projection purposes can be made by magnetic printing on the clear coating instead of the white coating. White or clear
nitrocellulose lacquer can be used in place of the strippable coatings when a permanent, nonstrippable magnetic print is
required.
On some occasions, the magnetic printing particles group together in certain areas of the part surface, reducing the
printing capabilities of the particles. When an aluminum alloy plate, such as 2024, is placed beneath the magnetizing coil
(with the coil between the aluminum alloy plate and the testpiece), the particles remain in constant dispersion, thus
preventing grouping.
A similar inspection method (U.S. Patent 3,826,917) uses a coating, preferably an organic coating, containing
fluorescent material and nonfluorescent particles, preferably suspended in a liquid medium. Magnetic-flux lines are
established substantially perpendicular to the suspected discontinuities in the surface of the testpiece. The particles
agglomerate and form indications on the coating adjacent to the discontinuities. The testpiece is inspected under ultra-
violet light to locate and reveal the surface discontinuities. If a permanent record is needed, a clear strippable plastic
coating is applied over the magnetic indications of imperfections, and the resulting coating is stripped from the surface.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Applications
Magnetic printing can be used for inspecting ferromagnetic materials of either high or low magnetic retentivity to detect
any condition that affects magnetic permeability. Some typical applications of magnetic printing are illustrated in Fig. 62,
and discussed in the following sections.
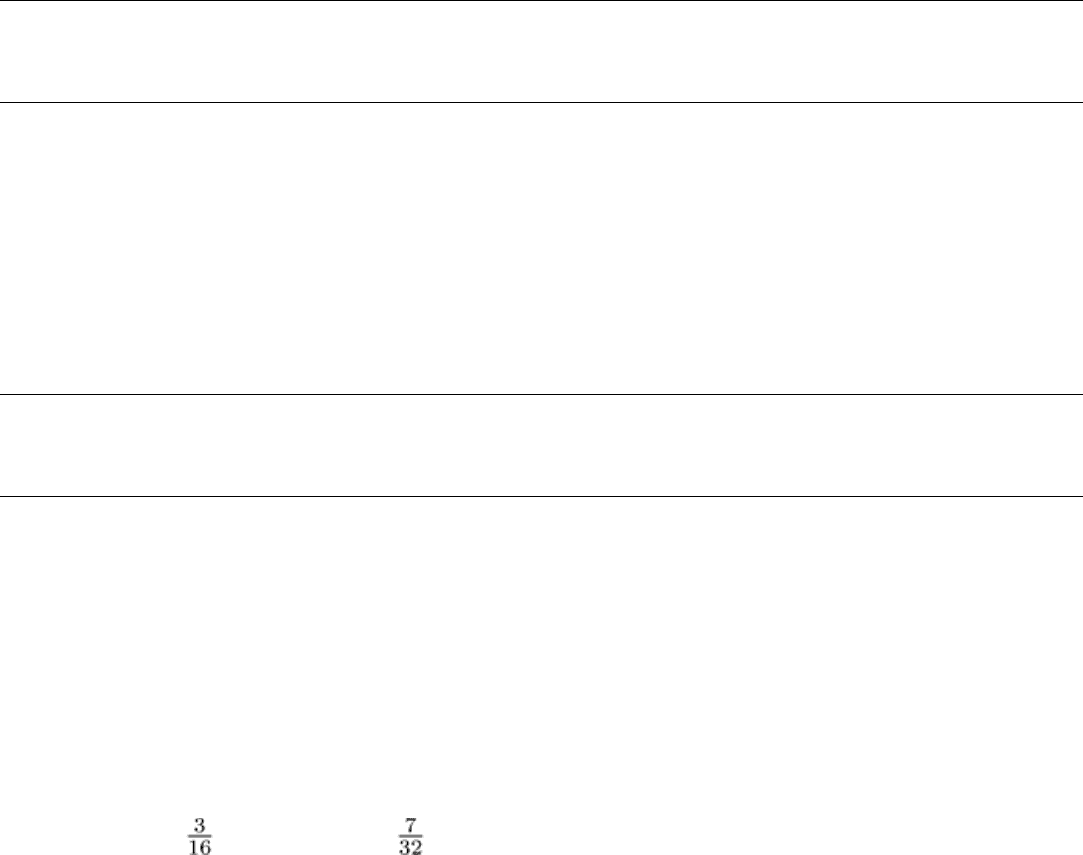
Fig. 62
Typical applications of magnetic printing for the detection of discontinuities and metallurgical flows. (a)
PH 15-7 Mo stainless steel brazed honeycomb panel showing core pattern. (b) AM-
350 steel tube showing
Lüders lines (at A) and weld bead (at B). (c) AM-
350 steel tube; upper region is a magnetic print showing white
riverlike areas that are stringers of retained auste
nite, and lower region is a nonprinted area. (d) Weld bead in
PH 15-7 Mo stainless steel sheet showing heat-
affected zones (arrows). (e) Print of the machined surface of a
PH 15-7 Mo stainless steel weldment showing ferrite stringers in an essentially aust
enitic matrix (area at A),
weld metal (area at B) and the adjacent heat-
affected zones (arrows at C's), and surface where the magnetic
print had been removed (area at D).
Brazed Honeycomb Panels. Figure 62(a) shows a magnetic print of a brazed honeycomb panel made of PH 15-7 Mo
stainless steel. Visible in the print is the core pattern otherwise invisible to the eye. Areas of lack of attachment between
core cells and facing sheet, puddling of brazing alloy, and the face sheet seam weld have been observed in magnetic prints
of honeycomb panels.
Elastic and Plastic Deformation. A response to certain degrees of elastic and plastic deformation in some
ferromagnetic materials can be detected by magnetic printing. Indications of localized plastic deformation (Lüders lines)
and the seam weld in an AM-350 steel tube are shown in Fig. 62(b). These patterns are obtainable even after the stress has
been removed. However, magnetic printing patterns can be obtained when a testpiece is under elastic stress, but they are
no longer obtainable when the stress is removed. These phenomena occur because of regions of different magnetic
permeability within a given testpiece.
Crack Detection. The magnetic printing method is generally more sensitive in detecting cracks than liquid penetrants.
No special orientation of the flux lines is needed to detect cracks at different angles to each other, as is required in
conventional magnetic particle inspection. Crack growth in fatigue and tension tests can be monitored by making
magnetic prints at intervals during the test. In a tensile test on an AM-350 steel tube specimen, changes were revealed in
contained areas of retained austenite. Not only was gradual transformation noticed in the recorded appearance of the
metallurgical detail but a distinct indication was recorded in the last print taken before fracture. Some of the magnetic
prints showed stress patterns at the ends of cracks.
Metallurgical details not always obtainable by common macroetching methods are usually revealed by magnetic
printing. These details include flow lines in extrusions and forgings, as well as stringers of retained austenite. The
magnetic printing of an AM-350 steel tube is shown in Fig. 62(c). The white, riverlike areas are stringers of retained
austenite; the presence of retained austenite was confirmed by x-ray diffraction and metallographic examination.
Heat-affected zones adjacent to welds can be detected by magnetic printing. The heat-affected zones adjacent to the
weld bead in PH 15-7 Mo stainless steel are shown in Fig. 62(d). This weld was subsequently sectioned for magnetic
printing and metallographic examination, which verified the presence of heat-affected zones. Figure 62(e) shows ferrite
stringers in an essentially austenitic matrix, cast weld metal, heat-affected zones, and an area where the magnetic print
had been removed. The print exhibits a three-dimensional effect as if the weld area had not been machined.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Magnetic Painting (U.S. Patent 3,786,346)
D.E. Lorenzi, Magnaflux Corporation
Magnetic painting uses a visually contrasting magnetic particle slurry for flaw detection. A slurry concentrate having a
consistency of paint is brush applied to the surface being inspected. Brushing allows for the selective application of the
material; the magnetic particles can be spread evenly and thoroughly over the test area of interest. When the testpiece is
subjected to a suitable magnetizing force, flaws appear as contrasting black indications on a light-gray background, as
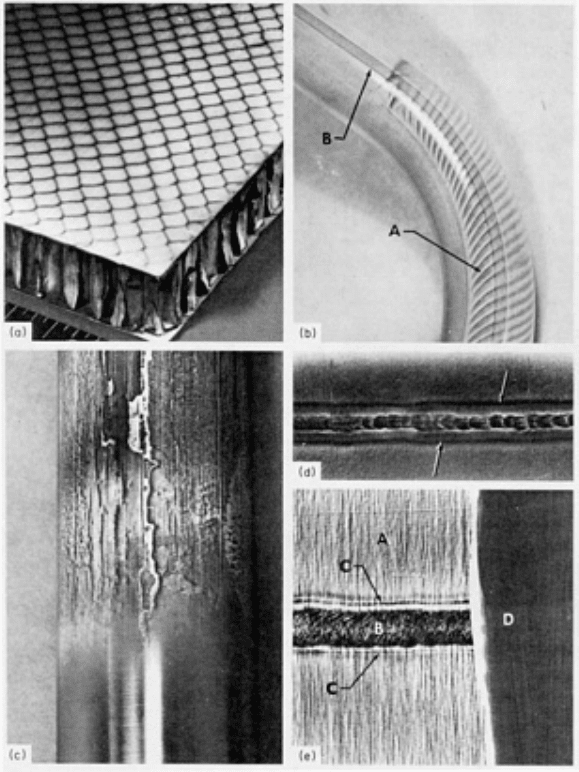
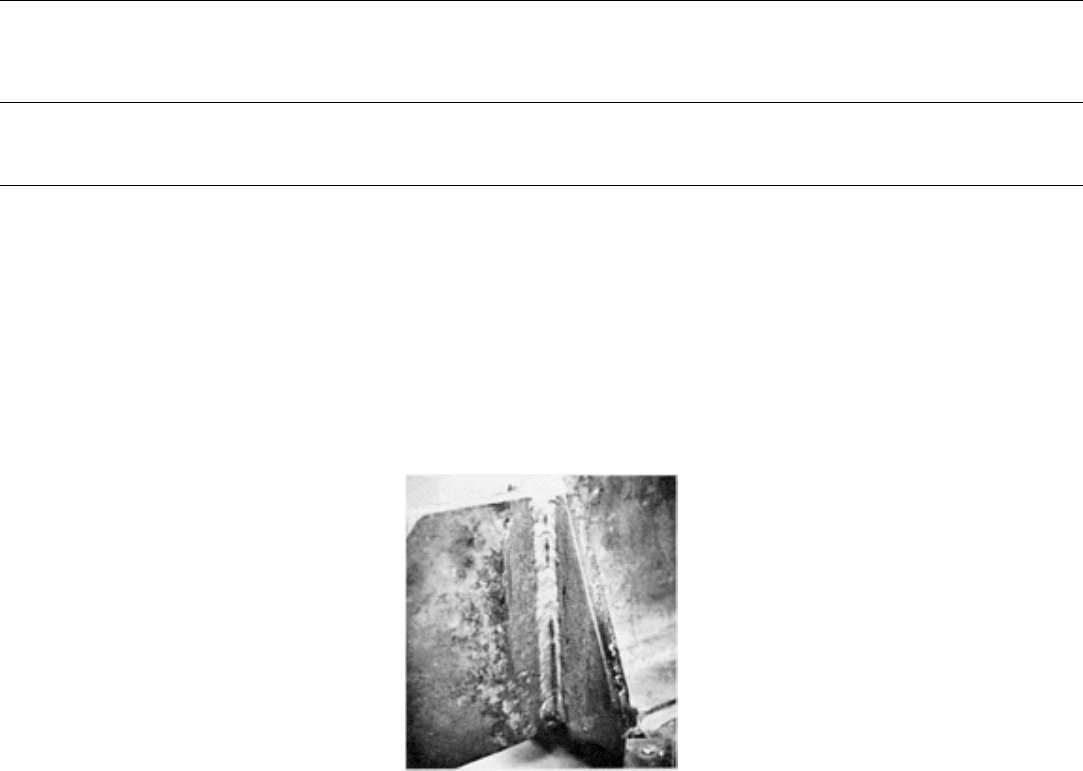
illustrated by the cracks in the weld metal shown in Fig. 63. Wet fluorescent magnetic paint indications of minute
grinding cracks in the faces of a small sprocket are shown in Fig. 64. These indications are semipermanent; that is, they
remain intact for extended periods of time unless intentionally erased by rebrushing.
Fig. 63 Magnetic paint indications of cracks in weld metal
Fig. 64 Wet fluorescent magnetic paint indications of minute grinding cracks in the faces of a small sprocket
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Method Advantages
Magnetic paint slurry requires no special lighting aids and is compatible with both the continuous and the residual
methods of magnetization. It is nondrying and, depending on the degree of cleanliness required, can be removed with dry
rags, paper towels, or prepared cleaning solvents.
Magnetic paint covers dark- and light-colored test surfaces equally well. Consequently, the contrast between indication
and background is independent of the test-surface color. In contrast to dry magnetic particles, high wind velocities and
wet test surfaces do not constitute adverse inspection conditions with magnetic paint. Magnetic paint can be applied and
processed on a testpiece completely immersed in water. The material requires minimal surface preparation of testpieces
because it can be applied directly over oily, rusty, plated, or painted surfaces with little or no degradation of performance,
provided the coatings are not excessively thick.
Because magnetic paint is a slurry having the consistency of ordinary paint, it can be selectively applied with a brush to
any test surface, regardless of its spatial orientation. As a result, there is no material overspray, and any problems
associated with airborne magnetic particles and/or liquid are completely eliminated. This becomes a very desirable feature
when magnetic particle inspection must be performed on vertical and overhead surfaces.
For applications that require the continuous method of magnetization, the critical sequencing between the application of
magnetic particles and the magnetization is eliminated because the magnetic paint is applied before the testpiece is
magnetized. In addition, the material can be rebrushed to erase previous results, and the testpiece can be reprocessed
without additional slurry.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Performance
Magnetic painting can be used with all standard magnetizing techniques--circular, coil, prods, and yokes, using ac or dc
magnetization--and is applicable to the detection of surface as well as subsurface flaws. The material formulation utilizes
selective magnetic particles, in flake form, dispersed in a viscous, oily vehicle. The viscosity of the oil-type suspending
medium is chosen to restrict substantial lateral mobility of the ferromagnetic flakes while permitting rotary movement of
the flakes at the flaw site when acted upon by magnetic leakage fields (Fig. 65).
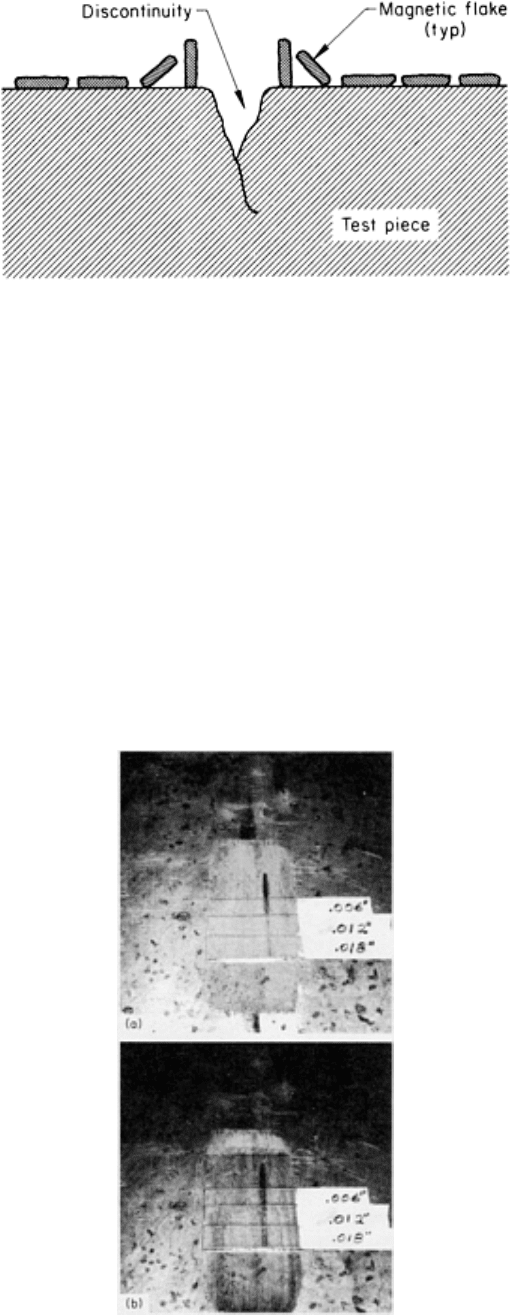
Fig. 65 Schematic of rotation of flakes of magnetic paint at the site of a discontinuity
Magnetic paint appears light gray in color when brush applied to a testpiece. This indicates that the flakes are oriented
with their faces predominantly parallel to the surface and tend to reflect the ambient light. Because the flakes tend to align
themselves with a magnetic leakage field, they virtually stand on end when subjected to the leakage field associated with
a cracklike discontinuity. These edges, being relatively poor reflectors of light, appear as dark, contrasting lines against
the light-gray background. Broad leakage fields result in correspondingly broad dark areas.
The nature of the indication depends, to a significant extent, on the ratio of oil-to-flake used in the slurry mix. The
standard mixture provides good contrast between indications and background as well as relatively long permanence.
However, the concentration can be diluted, by increasing the oil-to-flake ratio, to achieve greater indicating sensitivity
(Fig. 66). Diluting the mixture results in some loss of contrast and indication permanence. Although the material is
supplied having an oil-to-flake ratio of the order of 6:1, ratios as high as 20:1 can be used.

Fig. 66 Effect of oil-to-flake ratio in a magneti
c paint slurry mix on the contrast between a flaw indication (dark
vertical line near center) and background. (a) 6:1 ratio. (b) 10:1 ratio. Magnetic paint was applied over bare
metal (upper band across indication) and over 0.15 mm (0.006 in.), 0.30 mm (0.
012 in.), and 0.46 mm (0.018
in.) thicknesses of transparent plastic tape.
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Applications
Because magnetic painting is a recent development, field applications have been limited. However, extensive laboratory
testing has produced favorable results and suggests that improved testing capabilities can be realized in the following
areas of application:
• Inspection of welds in pipelines, tank cars, shipbuilding, pressure vessels, and general structural steel construction
• Field inspection of used drill pipe and tubing
• Overhaul and routine field maintenance on aircraft, trucks, buses, and railroad equipment
• General industrial maintenance inspection of structural parts and equipment components
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
References
1. Mater. Eval., Vol 30 (No. 10), Oct 1972, p 219-228
2. Y.F. Cheu, Automatic Crack Detection With Computer Vision and Pattern Recognition of Magnetic Particle
Indications, Mater. Eval., Nov 1984
Magnetic Particle Inspection
Revised by Art Lindgren, Magnaflux Corporation
Selected References
• "Description and Applications of Magnetic-Rubber Inspection," General Dynamics Corporation
• J.E. Halkias, W.T. Kaarlela, J.D. Reynolds, and H.J. Weltman, MRI--Help for Some Difficult NDT Problems,
Mater.
Eval., Vol 31 (No. 9), Sept 1973
• "Inspection Process, Magnetic Rubber," MIL-I-83387, Military Specification, U.S. Air Force, Aug 1972
• M. Pevar, New Magnetic Test Includes Stainless Steel, Prod. Eng., Vol 32 (No. 6), 6 Feb 1961, p 41-43

Magnetic Field Testing
R.E. Beissner, Southwest Research Institute
Introduction
MAGNETIC FIELD TESTING includes some of the older and more widely used methods for the nondestructive
evaluation of materials. Historically, such methods have been in use for more than 50 years in the examination of
magnetic materials for defects such as cracks, voids, or inclusions of foreign material. More recently, magnetic methods
for assessing other material properties, such as grain size, texture, or hardness, have received increasing attention.
Because of this diversion of applications, it is natural to divide the field of magnetic materials testing into two parts, one
directed toward defect detection and characterization and the other aimed at material properties measurements.
This article is primarily concerned with the first class of applications, namely, the detection, classification, and sizing of
material flaws. However, an attempt has also been made to provide at least an introductory description of materials
characterization principles, along with a few examples of applications. This is supplemented by references to other review
articles.
All magnetic methods of flaw detection rely in some way on the detection and measurement of the magnetic flux leakage
field near the surface of the material, which is caused by the presence of the flaw. For this reason, magnetic testing
techniques are often described as flux leakage field or magnetic perturbation methods. The magnetic particle inspection
method is one such flux leakage method that derives its name from the particular method used to detect the leakage field.
Because the magnetic particle method is described in the article "Magnetic Particle Inspection" in this Volume, the
techniques discussed in this article will be limited to other forms of leakage field measurement.
Although it is conceivable that leakage field fluctuations associated with metallurgical microstructure might be used in
the analysis of material properties, the characterization methods now in use rely on bulk measurements of the hysteretic
properties of material magnetization or of some related phenomenon, such as Barkhausen noise. The principles and
applications of magnetic characterization presented in this article are not intended to be exhaustive, but rather to serve as
illustrations of this type of magnetic testing.
The principles and techniques of leakage field testing and magnetic characterization are described in the two sections that
follow. These sections will discuss concepts and methods that are essential to an understanding of the applications
described in later sections. The examples of applications presented in the third section will provide a brief overview of the
variety of inspection methods that fall under the general heading of magnetic testing.
Magnetic Field Testing
R.E. Beissner, Southwest Research Institute
Principles of Magnetic Leakage Field Testing
Origin of Defect Leakage Fields. The origin of the flaw leakage field is illustrated in Fig. 1. Figure 1(a) shows a
uniformly magnetized rod, which consists of a large number of elementary magnets aligned with the direction of
magnetization. Inside the material, each magnetic pole is exactly compensated by the presence of an adjacent pole of
opposite polarity, and the net result is that interior poles do not contribute to the magnetic field outside the material. At
the surfaces, however, magnetic poles are uncompensated and therefore produce a magnetic field in the region
surrounding the specimen. This is illustrated in Fig. 1(a) by flux lines connecting uncompensated elementary poles.
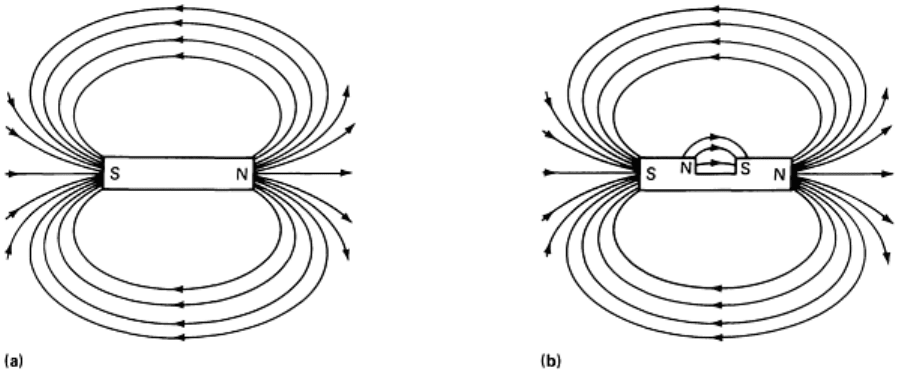
Fig. 1 Origin of defect le
akage fields. (a) Magnetic flux lines of a magnet without a defect. (b) Magnetic flux
lines of a magnet with a surface defect. Source: Ref 1
If a slot is cut in the rod, as illustrated in Fig. 1(b), the poles on the surface of this slot are now also uncompensated and
therefore produce a localized magnetic field near the slot. This additional magnetic field, which is represented by the
extra flux lines in Fig. 1(b), is the leakage field associated with the slot.
Figure 1, although adequate for a qualitative understanding of the origin of leakage fields, does not provide an exact
quantitative description. The difficulty is the assumption that the magnetization remains uniform when the flaw is
introduced. In general, this does not happen, because the presence of the flaw changes the magnetic field in the vicinity of
the flaw, and this in turn leads to a change in magnetization near the flaw. With regard to Fig. 1, this means that the
strengths and orientations of the elementary dipoles (magnets) actually vary from point to point in the vicinity of the flaw,
and this variation also contributes to the flaw leakage field. The end result is that the accurate description of a flaw
leakage field poses a difficult mathematical problem that usually requires a special-purpose computer code for its
solution.
Experimental Techniques. One of the first considerations in the experimental application of magnetic leakage field
methods is the generation of a suitable magnetic field within the material. In some ferromagnetic materials, the residual
field (the field that remains after removal of an external magnetizing field) is often adequate for surface flaw detection. In
practice, however, residual magnetization is rarely used because use of an applied magnetizing field ensures that the
material is in a desired magnetic state (which should be known and well characterized) and because applied fields provide
more flexibility (that is, one can produce a high or low flux density in the specimen as desired.
Experience has shown that control of the strength and direction of the magnetization can be useful in improving flaw
detectability and in discriminating among different types of flaws (Ref 1, 2, 3, 4, 5, 6, 7, 8, and 9). In general, the
magnitude of the magnetization should be chosen to maximize the flaw leakage field with respect to other field sources
that might interfere with flaw detection; the optimum magnetization is usually difficult to determine in advance of a test
and is often approached by trial-and-error experimentation. The direction of the field should be perpendicular to the
largest flaw dimension to maximize the effect of the flaw on the leakage field.
It is possible to generate a magnetic field in a specimen either directly or indirectly (Ref 10, 11, 12). In direct
magnetization, current is passed directly through the part. With the indirect approach, magnetization is induced by placing
the part in a magnetic field that is generated by an adjacent current conductor or permanent magnet. This can be done, for
example, by threading a conductor through a hollow part such as a tube or by passing an electric current through a cable
wound around the part. Methods of magnetizing a part both directly and indirectly are illustrated schematically in Fig. 2.