ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

Ultrasonic theory predicts that constructive interference (increased amplitude) occurs when the transmitted and reflective
waves are in phase with one another (Ref 36, 37). Conversely, destructive interference (decreased amplitude) occurs when
the transmitted and reflected waves are 180° out of phase with one another. Destructive wave interference causes a drop
in signal amplitude, and the C-scan recorder will not record in the area of interference. An inexperienced operator might
misinterpret these areas as voids or unbonds. However, interference effects (caused by tapered adherends) are uniform
across the part, resulting in bands of light and dark on the C-scan recording (Ref 10). When destructive interference
effects are shown in C-scan recordings of bonded splices having tapered adherends, the bond joints are given another
inspection by a different method, such as the Fokker bond tester.
Destructive wave interference effects can also be seen in C-scan recordings of adhesive-bonded laminates made with an
adhesive having a mate carrier. It is less evident in laminates bonded with adhesive having a woven carrier. The
destructive interference effects are most evident near the outer edges of the assembly where the adhesive is pinched off to
thicknesses of 0.08 mm (0.003 in.) or less. The interference effects are frequently dependent and therefore will change
position if the test frequency is altered (Ref 36, 37). Less wave interference is experienced with through transmission
testing than with pulse-echo testing at similar frequencies. Bonded laminates exhibiting destructive wave interference
effects require inspection by another test method in the area in question to verify bond quality.
Correlation of Bond Strength and Fokker Bond Tester Readings
The ability of the Fokker bond tester to measure bond strength is completely dependent on the accuracy of the correlation
curves, which plot Fokker readings versus either lap shear strength (for metal-to-metal joints) or flatwise tensile strength
(for honeycomb joints). For metal-to-metal joints, the correlation is made between the Fokker A-scale readings and
tensile lap shear strength. For honeycomb structure, the correlation is made between Fokker B-scale readings and flatwise
tensile strength.
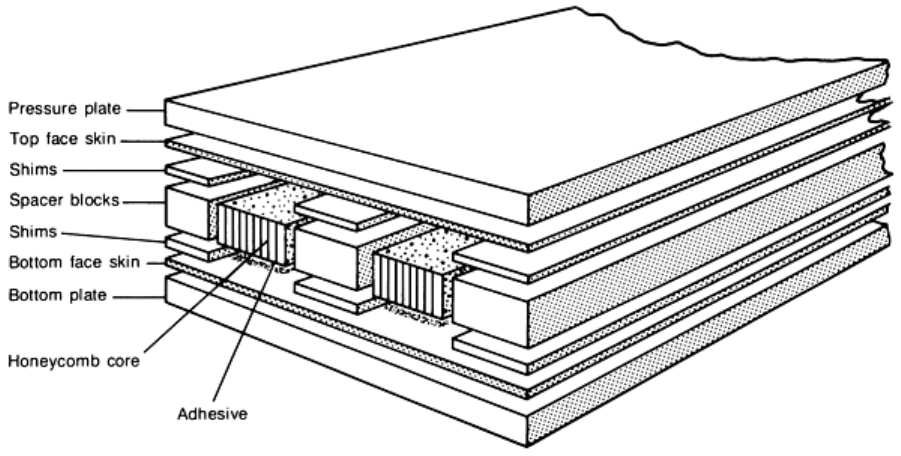
Flatwise tensile specimens are prepared in accordance with MIL-STD-401 (Ref 38), except that the adherends and
core should simulate those of the bonded test assembly being tested. Fabrication procedures should be identical to those
used in preparing the assembly to be tested. Specimens are prepared with various degrees of bond quality by the
introduction of porosity in the cured adhesive. The degree of porosity increases with the thickness of the adhesive layer.
Figure 53 illustrates the procedure for honeycomb-to-skin joints.
Fig. 53 Schematic of honeycomb sandwich test panel
Nondestructive testing of the panels is performed in accordance with procedures outlined in MIL-STD-860 (Ref 23) or as
specified in the Fokker bond tester training manual. Instrument readings should be taken within predetermined areas of
the test specimen. Each reading should be recorded and correlated with the probe location on the specimen. The
specimens are then destructively tested, and the tensile strength values are recorded. Flatwise tensile strength should be
plotted versus average ultrasonic readings for each specimen and a representative curve drawn through the plotted points.
Two correlation curves should be drawn for specimens with dissimilar thickness adherends. A typical correlation curve
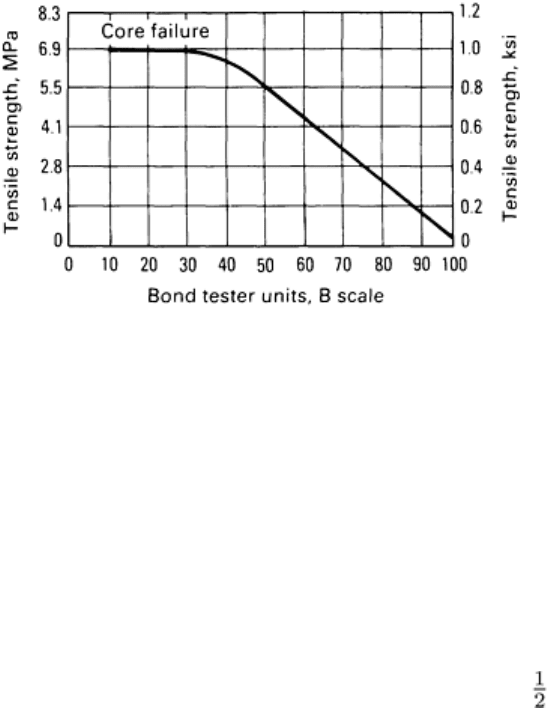
for Fokker B-scale readings versus flatwise tensile strength is shown in Fig. 54.
Fig. 54 Typical Fokker B-
scale correlation curve versus honeycomb flatwise tensile strength. Cell structure:
0.64 mm (0.025 in.) face skin, 3.18 mm (0.125 in.) cell size, and 0.025 mm (0.001 in.) foil thickness.
Probe
used was No. 3414.
Effect of Porosity and Voids on Bond Testing. A relationship can be established between Fokker bond tester A-
scale frequency shift and lap shear strength as related to porosity. Tests have shown that the percentage of porosity
increases with adhesive thickness (single layer) (Ref 5, 10). Porosity first appears at an adhesive thickness of 0.25 mm
(0.010 in.) and becomes almost completely void at 0.51 mm (0.020 in.) in thickness.
The first step is to produce high-quality lap joints (25.4 mm, or 1.0 in., wide by 13 mm, or in., overlap) containing 100,
80, and 50% width bond lines, as shown in Fig. 55. The test specimens are approximately 178 to 203 mm (7 to 8 in.) long,
and a minimum of six specimens should be made for each percentage bond and thickness, that is, 1.0 mm/1.0 mm (0.040
in./0.040 in.) (in general, the t
1
thickness is equal to the t
2
thickness) and so on. Typical average lap shear values for 2024-
T3 and FM-73 adhesive are shown in Fig. 56.
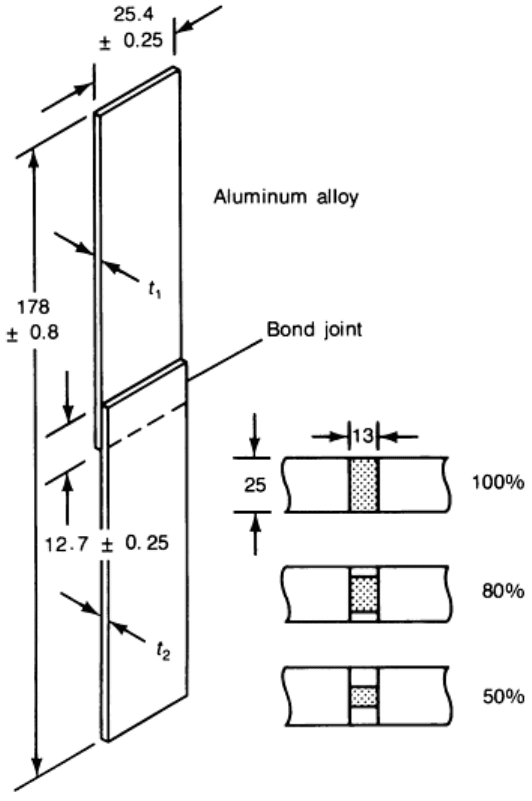
Fig. 55 Lap shear test coupon. Dimensions given in millimeters
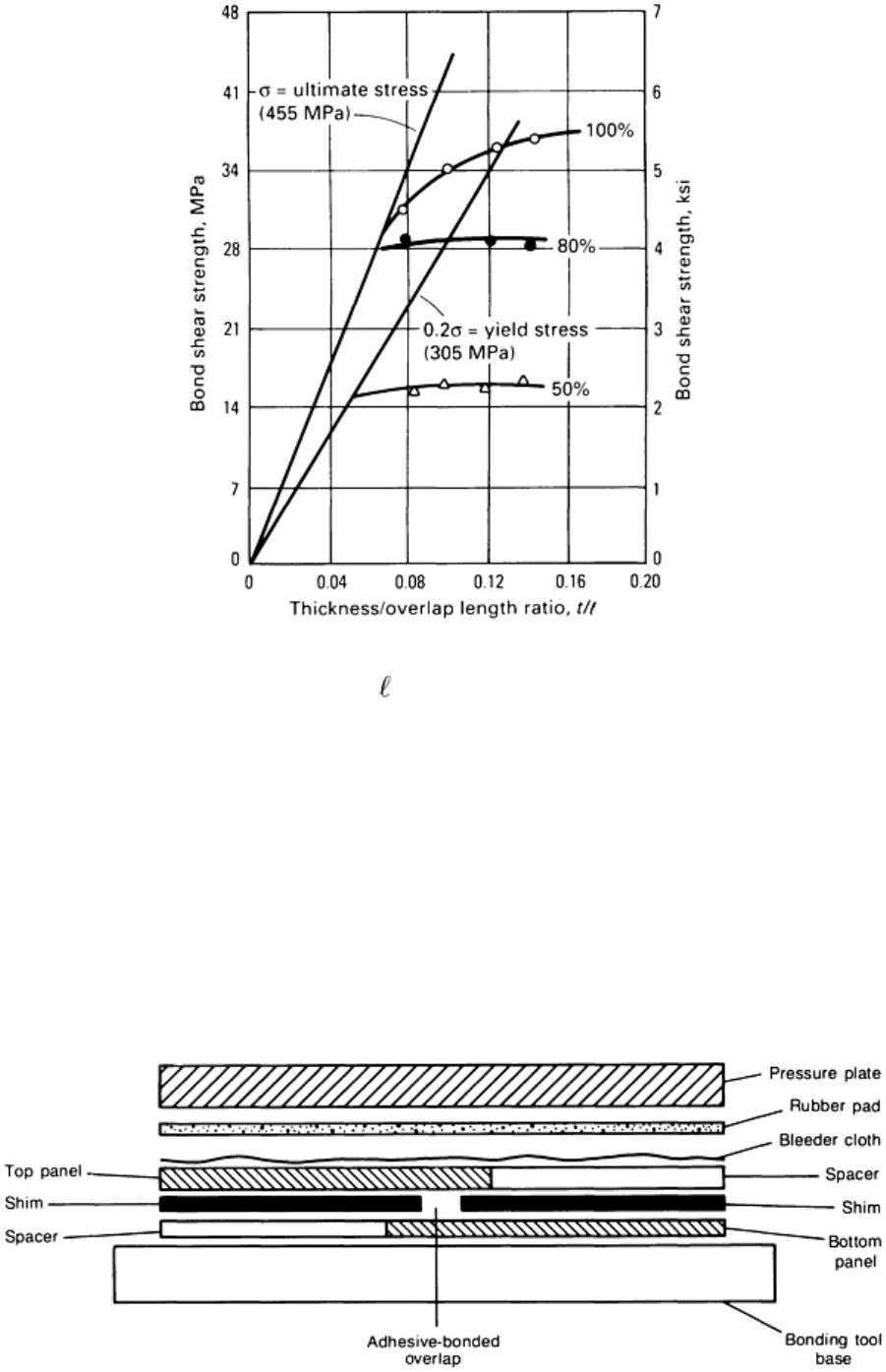
Fig. 56 Variation in lap shear strength with t/ ratio and bond length using aluminum alloy 2024-
T3 and
adhesive FM-73. t
1
/t
2
(mm): 1.0/1.0, 1.3/1.3, 1.6/1.6, and 1.8/1.8.
The second step is to make specimens with increasing thickness of the single adhesive layer. This will produce specimens
of variable quality resulting from porosity. To obtain the quality variation, spacer shims are used, as shown in Fig. 57.
The thickness of the spacers is increased in steps (0.10 mm, or 0.004 in., per step) from 0.10 to 0.51 mm (0.004 in. to
0.020 in.), resulting in a highly porous bond joint. The lap shear specimens are numbered and neutron radiographed. The
specimens are then Fokker bond tested, and the A-scale readings are recorded for each specimen. The lap shear coupons
are cut from each panel, and the adhesive thickness (for each specimen) is accurately measured. The adhesive will
generally be found to be slightly thicker than the associated shim. The lap shear test is performed in accordance with
Federal Test Method Standard No. 175, method 1033, or Federal Specification MMM-A-132. The neutron radiographs
indicate areas of nonuniformity of porosity, and results from these nonuniform areas should be discarded.
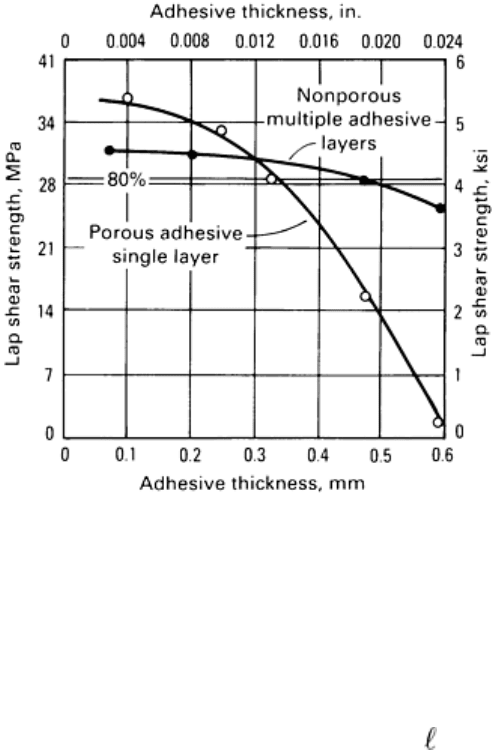
Fig. 57 Metal-to-metal lap shear test panel.
The third step is to prepare shimmed specimens using additional layers of adhesive. This will produce good-quality
specimens of thick adhesive. The panels are neutron radiographed, Fokker bond tested, cut into specimens, and lap shear
tested, with the data subsequently evaluated. Plots of lap shear strength versus adhesive thickness for the single porous
layer and multiple nonporous layers of FM-73 are shown in Fig. 58.
Fig. 58
Lap shear strength versus adhesive thickness for porous and nonporous adhesives. Adherends, 1.6
mm/1.6 mm; adhesive, FM-73 with mat carrier; primer, BR127
The fourth step is to plot lap shear strength versus Fokker A-scale readings for each adherend thickness (Fig. 59). If the
thickness of the adherends is not equal, the back (unprobed) thickness is plotted. Unequal-thickness adherend specimens
are tested from both sides and two quality curves are established. With reference to Fig. 59 and 60, the bond strength can
be determined for 100, 80, and 50% specimens having various thickness or t/ ratios. By evaluating all the data, the
following classes for single-layer (porous) and multiple-layer (nonporous) joints can be specified:
• Class A: Greater than 80%
• Class A/B: Greater than 65%
• Class B: Greater than 50%
• Class C: Greater than 25%
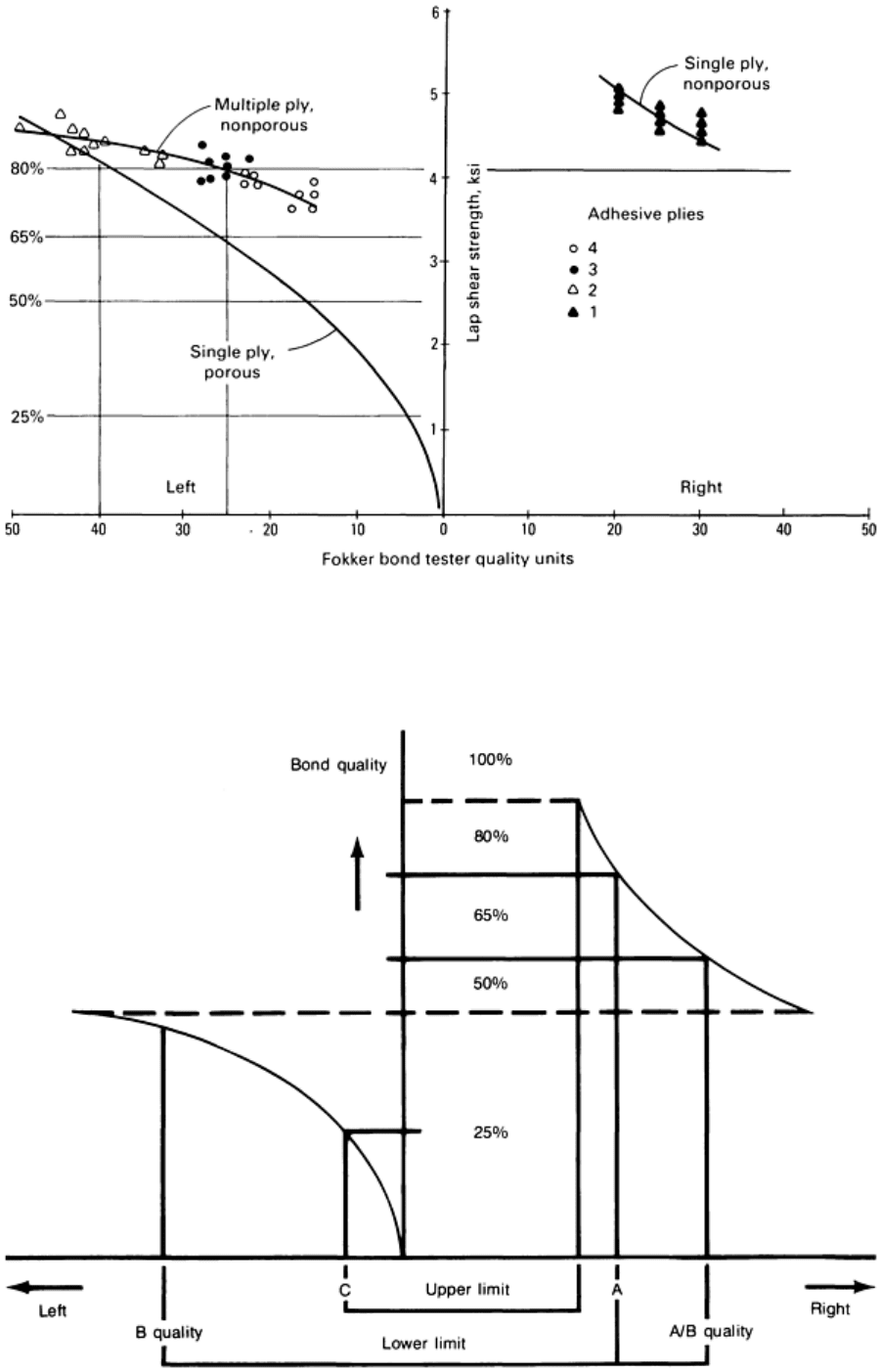
Fig. 59
Lap shear strength versus Fokker bond tester quality units. Bond tester, model 70; probe, 3814;
adherends, 1.6 mm/1.6 mm; adhesive, FM-73; primer, BR127
Fig. 60 Establishment of acceptance limits (sheet to sheet)
A-Scale Frequency Shift Versus Bond Quality. The large scatter in results for the 25% quality level specimens
can be attributed to the extensive porosity in these specimens. This does not pose a problem to the inspector, because
quality levels below 50% are usually not acceptable. The actual relationship between the A-scale frequency shift (as seen
by the inspector) and the bond quality (class) is illustrated in Fig. 60.
Cohesive Bond Strength Acceptance Limits. Finally, the acceptance limits are incorporated into a table for use by
the inspector. Table 5 lists the acceptance limits for single bond line joints with FM-73 adhesive and specific thickness
adherends. Establishing Fokker quality diagrams for multiple bond line joints is possible but complicated. Fokker-VFW
should be contacted to obtain the recommended procedures for developing such quality diagrams.
Table 5 Fokker cohesive bond strength acceptance limits for single bond line using FM-73 adhesive
Lower sheet
thickness
Lower limits
(a)
mm
in.
Model 70
probe
Upper limit
(b)
Class A
(c)
80%
Class A/B
(c)
65%
Class B
(c)
50%
Class C
(c)
25%
1.0 0.040
3814 >R8 >L54 >L40 >L25
>L10
1.3 0.050
3814 >R10 >L48 >L36 >L20
>L9
1.6 0.063
3814 >R12 >L42 >L30 >L18
>L8
1.8 0.071
3814 >R16 >L40 >L28 >L18
>L7
2.1 0.081
3814 >R18 >L38 >L25 >L15 >L6
(a)
Skin/stringer and skin/frame bonds shall be Class minimum; doubler/skin bonds shall be Class A/B minimum. Additional adhesive layers shall
not yield readings less than the lower limits by the following factors: 2 layers (-15); 3 layers (-25); 4 layers (-30).
(b)
R, right-hand side.
(c)
L, left-hand side
References cited in this section
5.
K.J. Rienks, "The Resonance/Impedance and the Volta Potential Methods for the Nondestructive Testing of
Bonded Joints,
" Paper presented at the Eighth World Conference on Nondestructive Testing, Cannes,
France, 1976
10.
D. Hagemaier and R. Fassbender, Nondestructive Testing of Adhesive Bonded Structures, SAMPE Q.,
Vol
9 (No. 4), 1978
23.
D.J. Hagemaier, Bonded Joints and Non-Destructive Testing: Bonded Honeycomb Structures, 2, Non-
Destr.
Test., Feb 1972

36.
B.G. Martin, et al., Interference Effects in Using the Ultrasonic Pulse-
Echo Technique on Adhesive Bonded
Metal Panels, Mater. Eval., Vol 37 (No. 5), 1979
37.
P.L. Flynn, Cohesive Bond Strength Prediction for Adhesive Joints, J. Test. Eval., Vol 7 (No. 3), 1979
38.
"Sandwich Construction and Core Materials; General Test Methods," MIL-STD-401
Nondestructive Inspection of Adhesive-Bonded Joints
*
Donald J. Hagemaier, Douglas Aircraft Company, McDonnell Douglas Corporation
References
1. M.T. Clark, "Definition and Non-Destructive Detection of Critical Adhesive Bond-Line Flaws," AFML-
TR-78-108, U.S. Air Force Materials Laboratory, 1978
2. R.J. Schliekelmann, Non-Destructive Testing of Adhesive Bonded Metal-to-Metal Joints, Non-
Destr.
Test., April 1972
3. R.J. Schliekelmann, Non-Destructive Testing of Bonded Joints--
Recent Developments in Testing Systems,
Non-Destr. Test., April 1975
4.
P. Bijlmer and R.J. Schliekelmann, The Relation of Surface Condition After Pretreatment to Bondability
of Aluminum Alloys, SAMPE Q., Oct 1973
5. K.J. R
ienks, "The Resonance/Impedance and the Volta Potential Methods for the Nondestructive Testing
of Bonded Joints," Paper presented at the Eighth World Conference on Nondestructive Testing, Cannes,
France, 1976
6. J.C. Couchman, B.G.W. Yee, and F.M. Chang, Adhesive Bond Strength Classifier, Mater. Eval.,
Vol 37
(No. 5), April 1979
7. J. Rodgers and S. Moore, Applications of Acoustic Emission to Sandwich Structures,
Acoustic Emission
Technology Corporation, 1980
8. J. Rodgers and S. Moore, "The Use of Acous
tic Emission for Detection of Active Corrosion and Degraded
Adhesive Bonding in Aircraft Structures," Sacramento Air Logistics Center (SM/ALC/MMET),
McClellan Air Force Base, 1980
9. The Sign of a Good Panel Is Silence, Aviat. Eng. Maint., Vol 3 (No. 4), April 1979
10. D. Hagemaier and R. Fassbender, Nondestructive Testing of Adhesive Bonded Structures, SAMPE Q.,
Vol
9 (No. 4), 1978
11. R. Botsco, The Eddy-Sonic Test Method, Mater. Eval., Vol 26 (No. 2), 1968
12. J.R. Kraska and H.W. Kamm, "Evaluation o
f Sonic Methods for Inspecting Adhesive Bonded Honeycomb
Structures," AFML-TR-69-283, U.S. Air Force Materials Laboratory, 1970
13.
N.B. Miller and V.H. Boruff, "Evaluation of Ultrasonic Test Devices for Inspection of Adhesive Bonds,"
Final Report ER-1911-12, Martin Marietta Corporation, 1962
14. J. Arnold, "Development of Non-Destructive Tests for Structural Adhesive Bonds," WADC-TR-54-
231,
Wright Air Development Center, 1957
15. R. Schroeer, et al., The Acoustic Impact Technique--A Versatile Tool for Non-
Destructive Evaluation of
Aerospace Structures and Components, Mater. Eval., Vol 28 (No. 2), 1970
16. H.M. Gonzales and C.V. Cagle, Nondestructive Testing of Adhesive Bonded Joints, in Adhesion,
STP 360,
American Society for Testing and Materials, 1964
17. D.F. Smith and C.V. Cagle, Ultrasonic Testing of Adhesive Bonds Using the Fokker Bond Tester,
Mater.
Eval., Vol 24, July 1966
18. H.M. Gonzales and R.P. Merschell, Ultrasonic Inspection of Saturn S-II Tank Insulation Bonds,
Mater.
Eval., Vol 24, July 1966
19. R.J. Botsco, Nondestructive Testing of Composite Structures With the Sonic Resonator, Mater. Eval.,
Vol
24, Nov 1966

20. R. Newschafer, Assuring Saturn Quality Through Non-Destructive Testing, Mater. Eval.,
Vol 27 (No. 7),
1969
21. "Fokker Ultrasonic Adhesive Bond Test," MIL-STD-860, 1978
22. R.J. Schliekelmann, Non-Destructive Testing of Adhesive Bonded Joints, in
Bonded Joints and
Preparation for Bonding, AGARD-
NATO Lecture Series 102, Advisory Group for Aerospace Research
and Development, 1979
23. D.J. Hagemaier, Bonded Joints and Non-Destructive Testing: Bonded Honeycomb Structures, 2, Non-
Destr. Test., Feb 1972
24. D. Wells, NDT of Sandwich Structures by Holographic Interferometry, Mater. Eval.,
Vol 27 (No. 11),
1969
25. R.M. Grant, "Conventional and Bead to Bead Holographic Non-
Destructive Testing of Aircraft Tires,"
Paper presented at the 1979 ATA NDT Forum, Seattle, WA, Sept 1979
26. P.R. Vettito, A Thermal I.R. Inspection Technique for Bond Flaw Inspection, J. Appl. Polym. Sci. App
l.
Polym. Symp. No. 3, 1966
27. C. Searles, Thermal Image Inspection of Adhesive Bonded Structures, in
Proceedings of the Symposium
on the NDT of Welds and Materials Joining, 1968
28. W. Woodmansee and H. Southworth, Detection of Material Discontinuities With Liquid Crystals,
Mater.
Eval., Vol 26 (No. 8), 1968
29. S. Brown, Cholestric Crystals for Non-Destructive Testing, Mater. Eval., Vol 26 (No. 8), 1968
30. D.H. Collins, Acoustical Holographic Scanning Techniques for Imaging Flaws in Reactor Pressure
Vessels, in Proceedings of the Ninth Symposium on NDE (San Antonio), April 1973
31. A Sample of Acoustical Holographic Imaging Tests, Holosonics Inc.
32. "Adhesive Bonding (Structural) for Aerospace Systems, Requirements for," MIL-A-83377
33. "Adhesive Bonded Aluminum Honeycomb Sandwich Structure, Acceptance Criteria," MIL-A-83376
34. "Inspection Requirements, Nondestructive: For Aircraft Materials and Parts," MIL-I-6870 (ASG)
35. "Nondestructive Testing Personnel Qualification and Certification," MIL-STD-410
36. B.G. Martin, et al., Interference Effects in Using the Ultrasonic Pulse-
Echo Technique on Adhesive
Bonded Metal Panels, Mater. Eval., Vol 37 (No. 5), 1979
37. P.L. Flynn, Cohesive Bond Strength Prediction for Adhesive Joints, J. Test. Eval., Vol 7 (No. 3), 1979
38. "Sandwich Construction and Core Materials; General Test Methods," MIL-STD-401
Nondestructive Inspection of Boilers and Pressure Vessels
Introduction
DURING THE FABRICATION of a boiler, pressure vessel, and such related components as boiling water reactor piping
or steam generator tubes, various types of nondestructive inspection (NDI) are performed at several stages of processing,
mainly for the purpose of controlling the quality of fabrication. In-service inspection is used to detect the growth of
existing flaws or the formation of new flaws. This can be done while the vessel is in operation or down for servicing. The
inspection methods used include visual, radiographic, ultrasonic, liquid penetrant, magnetic particle, eddy current, and
acoustic emission inspection, as well as replication microscopy and leak testing. The assurance of component quality
depends largely on the adequacy of NDI equipment and procedures and on the qualification of personnel conducting the
inspection. In many cases, nondestructive inspection, both prior to and during fabrication, must be done to sensitivities
more stringent than those required by specifications. The use of timely inspection and rigid construction standards results
in the reduction of both the costs and delays due to rework.
Quality planning starts during the design stage. For inspections to be meaningful, consideration must be given to the
condition of the material, the location and shape of welded joints, and the stages of production at which the inspection is
to be conducted. During fabrication, quality plans must be integrated with the manufacturing sequence to ensure that the

inspections are performed at the proper time and to the requirements of the applicable standard. In the newest nuclear
plants, quality design planning includes:
•
Avoidance of complex weld geometries to facilitate attachment of ultrasonic transducers to the surface
at the best positions
• The increased use of ring forgings for pressure vessel components; this means th
at there are no
longitudinal welds that have to be inspected in service. The result is a reduction in the amount of in-
service inspection and man-rem exposures
• Incorporating large numbers of access points for introducing mechanized inspection equipment, w
hich
can be operated remotely, thus avoiding exposures to operators and enabling more accurate processing
than is possible with handheld inspection equipment
• The elimination of welds between cast austenitic components; inspection of welds through cast wel
ds is
difficult because they are opaque to ultrasonic inspection to a large degree (Ref 1)
Reference
1.
Outlook on Nondestructive Examination, Nucleonics Week, 30 June 1988
Nondestructive Inspection of Boilers and Pressure Vessels
Boiler and Pressure Vessel Code and Inspection Methods
*
Pressure vessels--both fossil fuel and nuclear--are manufactured in accordance with the rules of the applicable American
Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code (Ref 2). For nuclear vessels, section XI of the
ASME code establishes rules for continued nondestructive inspections at periodic intervals during the life of the vessel.
One feature of the rules in section XI is the mandatory requirement that the vessel be designed so as to allow for adequate
inspection of material and welds in difficult-to-reach areas. Section III of the code describes the material permitted and
gives rules for design of the vessel, allowable stresses, fabrication procedure, inspection procedure, and acceptance
standards for the inspections.
Pressure vessels are constructed in various sizes and shapes, and some of the largest are those manufactured for the
nuclear power industry. Some pressure vessels are more than 6 m (20 ft) in diameter and 20 m (70 ft) in length and weigh
almost 900 Mg (1000 tons). Thickness of the steel in the walls of these vessels ranges from about 150 mm (6 in.) to more
than 400 mm (15 in.), although many pressure vessels and components are fabricated from much thinner material. Joining
of the many vessel sections is accomplished by welding. Welders of pressure vessels are qualified according to section IX
of the ASME Boiler and Pressure Vessel Code, and welding is done in accordance with qualified welding procedures.
Nondestructive inspection of welds is only a part of the inspection requirements; the materials themselves must be
inspected prior to welding. For pressure vessels that are not constructed according to the ASME code, it is a matter of
agreement between the manufacturer and the user as to whether NDI methods are to be employed and which method or
methods are to be used.
Nondestructive Inspection Methods. An appendix to each section of the ASME code establishes the methods for
performing nondestructive inspection to detect surface and internal discontinuities in materials. Four inspection methods
are acceptable: radiographic, magnetic particle, liquid penetrant, and ultrasonic inspection. All these methods are
mandatory for nuclear vessels, for section III, and for division 2 of section VIII of the code. Ultrasonic inspection is listed
in division 1 of section VIII of the code as nonmandatory. Leak testing, eddy current inspection, acoustic emission
inspection, and visual inspection are included in section V. Details as to which method is to be used and the required
acceptance standards are specified in the appropriate articles on materials and fabrication. All NDI personnel must be
qualified and certified to SNT-TC-1A procedures (Ref 3).
Radiographic Inspection. Methods of radiographic inspection are extensively detailed in the ASME codes;
radiography using either x-rays or radioisotopes as the radiation source is permitted. Radiography is the oldest inspection
method detailed in the codes and is probably the most understood and the most widely accepted. A principal reason for its