ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

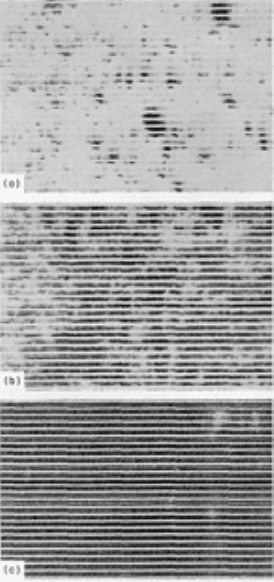
Fig. 11 Ultrasonic C-scan recording of three sample alloy HK-40 tubes from a steam-
methane reformer
furnace. (a) Severely fissured tube. (b) Tube with small fissures. (c) Tube with no fissures. Light areas
represent sound attenuation (no through signal); black areas represent no sound attenuation (through signal).
Strip chart recordings of sound attenuation were made on sections of sample tubes. By evaluation of the strip charts, the
tubes were categorized as to sound attenuation and a grading scale of 1 to 5 was arbitrarily established. A rating of 1
represented good sound transmission through unfissured tubes, and a rating of 5 represented little or no sound
transmission through severely fissured tubes. Intermediate values represented various degrees of fissuring.
Field Tests. On the basis of the preliminary tests, a field unit was built for subsequent furnace inspections that could be
clamped on a tube and mechanically operated. The basic principle of the field unit is shown in Fig. 12.
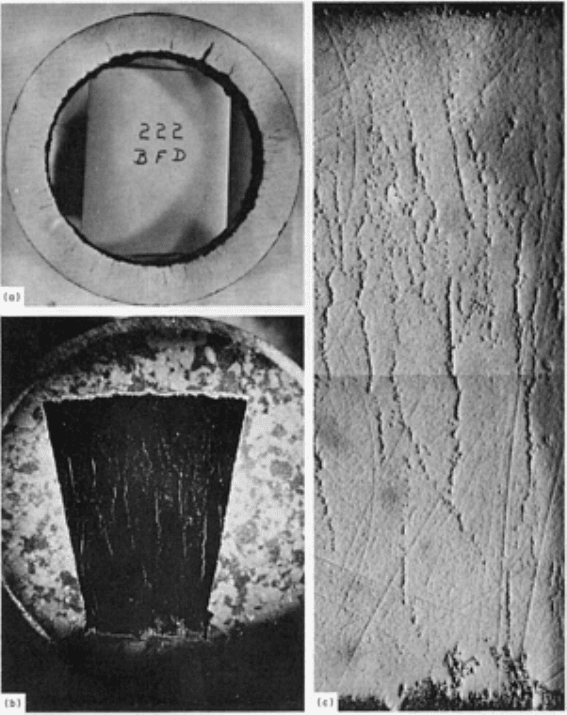
Fig. 12 Creep fissures in a centrifugally cast HK-40 reformer-
furnace tube that are detectable by ultrasonic
inspection and by radiography with nickel catalyst in tube. (a) Tube cross section. 0.45×. (b)Tube wall. 2.5×.
(c) Enlargement of inside diameter portion of wall shown at bottom in (b). 7.5×
The first full plant test with the unit was conducted with catalyst in the tubes. At that time, the furnace had operated over
50,000 h. The unit was calibrated on sample tubes with known conditions. Two men were in the furnace with voice
communications to a third man outside the furnace operating the supporting ultrasonic equipment. With the unit clamped
to the tube, a single scan was made at the critical hot area at each level. Ultrasonic scanning time at each location was less
than 30 s, during which the attenuation information was recorded on a strip chart for later interpretation. About 32 h was
required to inspect the entire furnace.
The tubes were graded on the scale of 1 to 5 established during testing of the sample tubes. Of the 295 tubes tested, about
15% had ratings of 5. About 30% of these tubes were replaced; the remainder were left in the furnace for a time-to-failure
test. Of the 15 known fissured tubes left in the furnace at the previous shutdown (see Example 2), only 3 showed severe
creep fissures by ultrasonic inspection and were replaced. The remaining 12 tubes had ratings of 4.
Metallographic examination was made of specimens taken from the removed tubes to determine the reliability of the
ultrasonic unit. Results indicated that the unit was so sensitive that it could detect mild third-stage creep (not detectable by
radiography) as well as severe fissures (detectable by radiography). Because of the sensitivity of the unit, there was some
difficulty in differentiating between mild and severe fissuring. Radiography with catalyst in the tubes can detect only the
most severe creep fissures, but it was used as the basis on which tubes were replaced.
The tubes with indications of severe creep fissures (ratings of 5) were radiographed. Seven tubes showed definite fissures
on the radiographs, even with catalyst in place. These seven tubes and seven additional tubes that showed questionable
fissures were replaced. One of the known fissured tubes left in the furnace during the previous shutdown showed
questionable fissures on the radiograph taken with catalyst and had an ultrasonic rating of 5. This tube was again allowed
to remain in the furnace for a time-to-failure test. Metallographic features of a tube with severe creep fissures that had a
rating of 5 with the ultrasonic unit, subsequently confirmed with radiography (with catalyst in the tube), are shown in Fig.
12.
Conclusions. The ultrasonic unit is a good field inspection tool for centrifugally cast alloy HK-40 tubes. Further
refinement of the device is necessary to discriminate between mild and severe fissures and thus eliminate the need for
radiography to determine the most severe fissures.
An ultrasonic inspection system provides the following advantages:
• Higher speed
• Increased coverage at lower cost
• Increased sensitivity
• Need for fewer radiographs
• Elimination of the need for removal of catalyst to effect inspection
In addition, maintenance work need not be interrupted while inspection is in progress, as it must be for radiography.
References cited in this section
15.
D.J. Evans, Field Application of Nondestructive Testing in the Petroleum and Petrochemical Industries, in
Materials Engineering and Sciences Division Biennial Conference, American In
stitute of Chemical
Engineers, 1970, p 484-487
16.
B. Ostrofsky and N.B. Heckler, Detection of Creep Rupture in Ammonia Plant Reformer Headers, in
Materials Engineering and Sciences Division Biennial Conference,
American Institute of Chemical
Engineers, 1970, p 472-476
17.
R.R. Dalton, Ultrasonic Inspection of Cast HK-40 Tubes for Creep Fissures, Mater. Eval.,
Vol 32 (No. 12),
Dec 1974, p 264-268
Nondestructive Inspection of Boilers and Pressure Vessels
In-Service Quantitative Evaluation (Ref 18, 19, 20)
The structural integrity of the reactor pressure vessel receives considerable attention because the vessel is the primary
containment for the reactor coolant. In the United States, periodic in-service examination of the vessel is performed
according to section XI of the ASME Boiler and Pressure Vessel Code. Ultrasonic methods of quantitative nondestructive
evaluation (NDE) are those most commonly used to accomplish in-service examinations. Nearly all of the examinations
are performed with remote-controlled equipment. Many innovative devices and specialized ultrasonic techniques have
been developed to examine components with complex geometry, which are often extremely difficult to access. Some of
the more difficult areas to examine are the under-clad region nozzle inner radii, nozzle-to-shell welds, dissimilar-metal
welds in the safe-ends, and seam welds in areas of complex shape (Ref 18).
Fracture mechanics is used to evaluate indications detected during in-service examinations. Accurate measurements of the
sizes and locations of all defects are required. Furthermore, the probabilistic failure prediction methodology now being
used requires additional information on the probability of detecting flaws with each NDE technique. These requirements
are the driving force in the current trend toward additional regulatory requirements for the quantitative demonstration of
NDE performance (Ref 18).
The probability of detection as a function of flaw size and the accuracy of flaw size measurement are the important
characteristics of each NDE technique that are to be measured in performance demonstration (Ref 18). Much of the work
to date in the area of performance demonstrations and quantitative NDE of pressure vessels has been carried out at the
Electric Power Research Institute (EPRI). Some of the published EPRI work is contained in the extensive list of Selected
References found at the end of this article. Additional information on the principles of quantitative analysis can be found
in the Section "Quantitative Nondestructive Evaluation" in this Volume.
In designing NDE performance demonstrations, both the examination sensitivity and the mechanical precision
of the scanning device must be addressed to determine if they are adequate to detect and size the defects of concern (Ref
18). Accordingly, the scope of a demonstration can be broken into three conveniently separate parts:
• The mechanical handling system
• The ultrasonic system
• The data-recording system
Mechanical Handling (Ref 18). The intent of testing the mechanical system is to measure and document the accuracy,
backlash, and repeatability of the complete remote positioning system over its full range of operation. The tolerances of
the mechanical system, when combined with those of the ultrasonic system, must give adequate flaw sizing and location
capability for any required fracture mechanics analysis.
Tests of Ultrasonic and Data-Recording Systems (Ref 18). The intent of these tests is to demonstrate that the
intended inspection procedures are capable of detecting and sizing all flaws of potential concern to the safety of the
reactor pressure vessel. The vessel regions to be addressed can be categorized as follows:
• The region of the vessel in the vicinity of the cladding/base metal interface
• The nozzle regions, including nozzle inner radius, nozzle-to-vessel welds, and safe-
end welds (up to and
including the pipe-to-safe-end weld)
• The remaining welds that can be fur
ther categorized as circumferential or longitudinal welds. These are
separately identified because of the different relative directions of weld, cladding, and curvature
Full-sized specimens representing the appropriate component are required. Intentional flaws are introduced of the size and
type of concern. For example, these may be thermal fatigue cracks in the nozzle inner radius or intergranular stress-
corrosion cracks in the nozzle-to-safe-end weld. The number of defects required in the demonstration is dependent on the
purpose of that demonstration. Tests can be classified as either performance demonstration or validation. Additional
information can be found in Ref 18 and in the Selected References that follow this article.
NDE of Clad Vessels (Ref 19). In the early 1980s, there was much concern in the United States about pressurized
thermal shock, a series of events that started with a considerable primary fluid loss, the addition of cold make-up water,
and the subsequent repressurization of the system. Under these conditions, small cracks (6 mm, or 0.25 in., in depth), if
present immediately under the stainless steel vessel clad, could act as initiation sites for crack growth. This concern
caused many reactor pressure vessel inspection development efforts to be focused on the detection of small cracks in the
innermost region of the vessel inner surface. The following sections discuss several advanced systems developed at EPRI
for the detection and sizing of flaws, the automatic discrimination of flaw signals, and computer-aided sizing from signals
using crack tip diffraction methods.
The ultrasonic data recording and processing system (UDRPS) is a high-speed, general-purpose device that
consists of a large minicomputer, high-speed data channel processor, color video display, and disk/tape storage devices.
The UDRPS uses a detection criterion that is based on the signal-to-local-noise ratio threshold and the apparent motion of
the target within the field of view of the moving transducer. Resulting patterns of indications are color coded for signal-
to-noise ratio and are viewed by an analyst for the presence of formations suggestive of defects. Crack length and depth
are also estimated from several image display modes that are available to the operator. Figure 13 shows the UDRPS
results on a test block. Crack length and depth measurement capabilities are shown in Fig. 14.
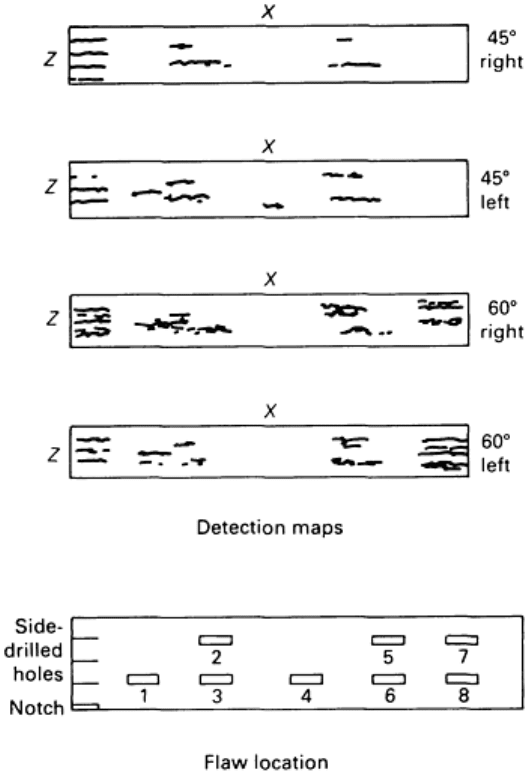
Fig. 13 UDRPS flaw detection result on a heavy-section test block. Source: Ref 19
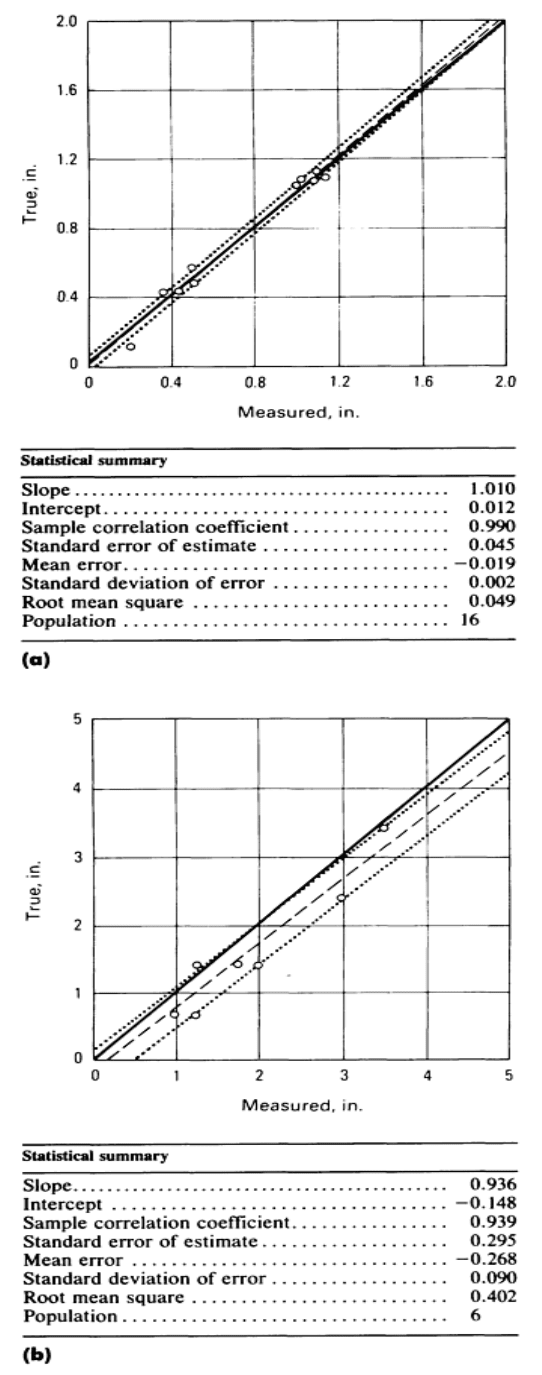
Fig. 14 UDRPS estimates of the flaw depths (a) and flaw lengths (b) in a heavy-section test block.
Inspection
technique: 45° shear and 60° shear. Source: Ref 19
Flaw discriminators provide the ability to distinguish among ultrasonic signal types. Feasibility studies have been
conducted to demonstrate the use of integrated ultrasonic inspection and pattern recognition systems for distinguishing
among slag inclusions, cracks, and spurious clad-noise signals.
Pressure Vessel Imaging Systems. The present inspection method for weld zones of nuclear reactor pressure
vessels uses a pulse-echo ultrasonic technique for both preservice and in-service inspections. Pulse-echo inspection data
are not sufficiently accurate to satisfy the demands of structural analysis by fracture mechanics methods. This has resulted
in the development of imaging systems that combine conventional ultrasonic inspection techniques (B-scan, C-scan, pulse
echo) with acoustic holography, which provides real-time three-dimensional estimations of flaw size and depth and more
accurate information for fracture mechanics analysis.
Computer-aided sizing through crack tip diffraction involves the use of advanced digital processing
methodologies that utilize spectral features of signals diffracted from the under-clad crack tips to distinguish more
accurate depth estimates from less reliable ones. This technology is based on the development of sizing algorithms that
are available as computer codes.
References cited in this section
18.
A.J. Willets, F.V. Ammirato, and J.A. Jones, Objectives and Techniques for Performance of In-
Service
Examination of Reactor Pressure Vessels, in
Performance and Evaluation of Light Water Reactor Pressure
Vessels, American Society of Mechanical Engineers, 1987, p 79-86
19.
G.J. Dav and M.M. Behravesh, U.S. Developments in the Ultrasonic Examination of Pressure Vessels,
Int.
J. Pressure Vessels Piping, Vol 28, 1987, p 3-17
20.
P.C. Riccardella, J.F. Copeland, and J. Gilman, Evaluation of Flaws or Service Induced Cracks in Pressure
Vessels, in Performance and Evaluation at Light Water Reactor Pressure Vessels,
American Society of
Mechanical Engineers, 1987, p 87-94
Nondestructive Inspection of Boilers and Pressure Vessels
Acoustic Emission Monitoring of Pressure Vessels
When discontinuities exist in a metal, a stress concentration occurs at the tips of discontinuities; under increasing applied
stress, deformation occurs first at these discontinuities. This deformation, which may be plastic flow, microcracking, or
even large-scale cracking, produces signals that, by means of suitable amplification, can be recorded as acoustic emission.
The emission is converted to an electrical signal by means of a piezoelectric transducer, which is mounted on the pressure
vessel. The transducer is contained in a simple housing, which can be bonded to the vessel with glue or with a film of
grease. The signal is then amplified (often using a preamplifier close to the transducer), filtered to remove low-frequency
extraneous mechanical and electrical noise, and then recorded. Different types of analysis are used, and the signals can be
shaped as pulses to aid quantitative interpretation of data.
Stressing of a discontinuity can produce a continuous emission and bursts of high amplitude. Analysis of these signals can
be made in any of several ways; for example, each ring of the transducer above a set threshold can be counted or,
alternatively, each high-amplitude burst can be counted as a discrete pulse. The number of counts per second or the
integrated count is then compared with vessel pressure for strain.
Application. A series of search units is used for monitoring the emission of sound energy from stressed pressure vessels.
All the outputs can be digitally stored for subsequent analysis. Additionally, some of the circuits can be continuously
monitored to give an immediate indication of high acoustic activity and therefore the existence of a severe discontinuity
that could cause fracture. Any source of acoustic emission can be located by measurement of the time taken for the signal
to reach different search units at known locations. On-line or subsequent location techniques can be used, preferably in
conjunction with a small computer. The number of search units necessary depends on the degree of accuracy required in
defining the sources of the emissions.
Most of the information in any signal generated from a source within a metal occurs in the 1 to 2 MHz frequency range;
however, at these frequencies, the signal attenuation is high, so that the higher frequencies in the stress wave are soon
attenuated to near the background noise over relatively short distances (a few meters). The lower-frequency components
of the wave in the 50 to 500 kHz frequency range can transmit over larger distances, because of less attenuation. The
lower-frequency signals in the 50-kHz range can be detected over relatively large distances on an uncoated surface. This
means that some general source location can be performed using the lower-frequency components of the acoustic
emission signal for large transducer separations, provided the signal attenuation (which increases when a vessel is coated
and/or buried) does not reduce the surface wave to the extent that the true signal is lost in the background noise (Ref 9).
Source identification, however, requires the use of wide-band transducers operating at high frequencies and located as
close as possible to the source of the emission. Only then is it possible to obtain some indication of the original waveform,
and even then it will have been modified by its passage through the material to the surface so that care must be used in
interpretation.
Other factors influencing the interpretation of results include:
• Defect type, size, shape, orientation, and location
• Chemical composition of the vessel material
• Vessel geometry and its associated pipework
• Epoxy-type coatings
Details on these factors can be found in Ref 9 and in the article "Acoustic Emission Inspection" in this Volume.
Proof Testing. Because the acoustic emission technique depends on a changing state of stress, especially around a
discontinuity, the most convenient time for application to most pressure vessels is at the first proof test. With a sufficient
number of search units, it is possible to monitor the entire vessel and locate the areas where discontinuities exist.
Subsequent ultrasonic inspection can confirm the existence of very small acceptable discontinuities in the position
indicated by the acoustic emission technique.
Test to Failure (Ref 9). In an attempt to improve the interpretation of acoustic emission data, tests have been conducted
on operating vessels, static vessels, and vessels deliberately tested to failure. Data on wave propagation and failure
mechanisms have been recorded and used to develop a reliable acoustic emission integrity evaluation technique. The
following example illustrates the use of these tests.
Example 5: Test to Failure of a 10-Year-Old Pressure Vessel
(Ref 9). A vessel that had been in service for over 10 years and was operated at a normal pressure of 9.6 MPa (1400 psi)
at 550 °C (1020 °F) was tested by acoustic emission and analyzed by subsequent fractographic examination. The defects
causing its removal from service were extensive cracks in the nozzle reinforcement. These cracks ran circumferentially
around the nozzle penetration, and those on the inside surface of the vessel were up to 25 mm (1 in.) deep. The test
program was designed to pressurize the vessel to failure after many pressure cycles designed to accelerate the growth of
flaws in the nozzle by cyclic fatigue. Numerous pressurizations were carried out at progressively increasing pressures,
including a group of 995 cycles in the range of 7 to 24 MPa (1000 to 3500 psi).
The last four cycles were monitored with acoustic emission. The last three cycles were up to 58 MPa (8400 psi), and in
the final pressurization, the failure of the vessel occurred at 62 MPa (9000 psi). There was considerable acoustic emission
activity detected in the early stages of the test program, but this is thought to have resulted from movement of the vessel
supported by observations using television monitors. After the pressure had exceeded 56 MPa (8100 psi), this acoustic
emission activity diminished concurrently with the vessel becoming more settled on its supports. Two active source areas
were localized at the bottom of adjoining nozzles. It was noted in this test that some of the location patterns were distorted
due to some propagation paths being around nozzle holes in the vessel. During the final stages of the test, the acoustic
emission event rate further diminished, which was partly due to the reduced pumping rate caused by the vessel expansion.
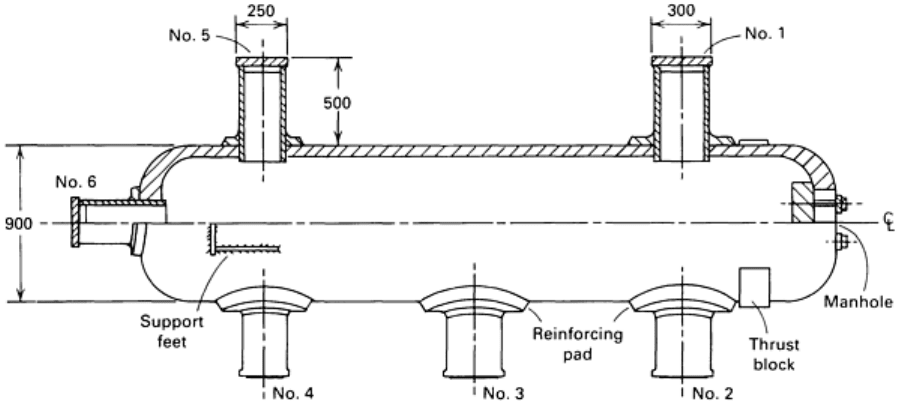
More acoustic emission activity was detected from the base of the central nozzle (No. 3, Fig. 15) than most of the other
locations, and this primary initiation point for failure was later confirmed by independent fractograhy examination.
Fig. 15 Schematic of pressure vessel tested to failure and monitored by acoustic emission.
Dimensions given in
millimeters. Source: Ref 9
The failure was almost entirely brittle in character and appeared to be from localized exhaustion of ductility, with no
apparent involvement of any significant preexisting defect. It appeared to propagate axially along the vessel from the
initiation point and then to branch circumferentially between nozzle Nos. 2, 3, and 4, as shown in Fig. 15. Half of the
vessel then lifted and separated, causing an axial fracture diametrically opposite the underside of these nozzles. This
fracture acted as a hinge, which allowed this section to lift. The only evidence of ductile fracture was in a narrow shear lip
adjacent to the external surface of the vessel.
The absence of a flaw at the point of initiation was somewhat surprising; however, the highly localized acoustic emission
activity and subsequent failure may have resulted from a steep strain gradient adjacent to the reinforced and highly
restrained nozzle penetration. The failure of the preexisting cracks to propagate confirms predictions of stress analysis
that they were not located in highly stressed regions during simple pressurization. Their formation during service resulted
from loadings imposed by external supports and pipework, rather than from internal pressure.
The conditions encountered in this test are clearly different from those that would exist in a nondestructive proof test. The
vessel suffered extensive plastic deformation at pressure considerably higher than any conceivable proof test pressure.
Also, the failure occurred by the local exhaustion of ductility in a highly strained region, rather than by the initiation of
yielding in a highly stressed region. However, the ability of the equipment to identify localized acoustic emission sources
was clearly demonstrated.
Inspection During Fabrication. During fabrication, acoustic monitoring can be used to detect cracking during or
after the welding process. Stress-relief cracking can be identified as it occurs, although provision must be made for
keeping the transducers at a low temperature. This is normally done by the use of waveguides, the extremities of which
hold the transducers outside the stress-relieving furnace.
In-service inspection may consist of monitoring during periodic proof testing, during normal pressure cycles, or
continuously during normal operation. When the vessel is pressurized to a level less than that to which it has been
previously subjected (during, for example, the proof tests), little or no acoustic emission occurs. Therefore, on subsequent
pressurizations a quiet vessel will be obtained unless a crack has extended in service because of corrosion or fatigue. On
pressurizing after crack growth, the stress system at the enlarged crack will be changed from that in the proof test, and
further emission will be obtained.

Flaw Location. In many cases, especially on large pressure vessels, it becomes necessary not only to detect acoustic
emissions but also to locate the source of the signals. This can be accomplished by uniformly spacing multiple search
units over the surface area of a pressure vessel and monitoring the time of arrival of the signals to the various search-unit
locations. Because of the high velocity of sound and the relatively close spacing of search units on a steel vessel, time
resolutions must be made in microseconds to locate the source to within a centimeter. In most cases, inspection
requirements are such that data must be available in a short period of time. Therefore, most systems of this type utilize a
computer for handling and displaying the data.
Reference cited in this section
9.
B.R.A. Wood, Acoustic Emission Applied to Pressure Vessels, J. Acoust. Emiss., Vol 6 (No. 2), 1989, p 125-
132
Nondestructive Inspection of Boilers and Pressure Vessels
References
1. Outlook on Nondestructive Examination, Nucleonics Week, 30 June 1988
2. ASME Boiler and Pressure Vessel Code: Section II--Material Specifications, Part A--
Ferrous Materials;
Section III, Division 1--Nuclear Power Plant Components; Section V--
Nondestructive Examination;
Section VIII--Division 1--Pressure Vessels, Division 2--
Alternative Rules for Pressure Vessels; Section
IX--Welding and Brazing Qualifications; Section XI--Rules for Inservice Inspect
ion of Nuclear Power
Plant Components, American Society of Mechanical Engineers
3. "Recommended Practice for Nondestructive Testing Personnel Certification," SNT-TC-
1A, American
Society for Nondestructive Testing, 1988
4. "Standard Recommended Practice for Magnetic Particle Examination," E 709,
Annual Book of ASTM
Standards, American Society for Testing and Materials
5. "Standard Practice for Liquid Penetrant Inspection Method," E 165, Annual Book of ASTM Standards,
American Society for Testing and Materials
6. "Standard Specification for Ultrasonic Angle-Beam Examination of Steel Plates," A 577,
Annual Book of
ASTM Standards, American Society for Testing and Materials
7. "Standard Specification for Straight-Beam Ultrasonic Examination of Plain and Clad
Steel Plates for
Special Applications," A 578, Annual Book of ASTM Standards,
American Society for Testing and
Materials
8. "Standard Specification for Straight-Beam Ultrasonic Examination of Steel Plates," A 435,
Annual Book of
ASTM Standards, American Society for Testing and Materials
9. B.R.A. Wood, Acoustic Emission Applied to Pressure Vessels, J. Acoust. Emiss.,
Vol 6 (No. 2), 1989, p
125-132
10. J.C. Spanner, Acoustic Emission in Pressure Vessels, in Pressure Vessel and Piping Technology--
1985: A
Decade of Progress, American Society of Mechanical Engineers, 1985, p 613-632
11. K. Krzywosz, Recent NDE Experiences With PWR Steam Generator Tubing Inspection, in
NDE in the
Nuclear Industry, ASM INTERNATIONAL, 1987, p 157-167
12. R.H. Ferris, A.S. Bir
ks, and P.G. Doctor, Qualification of Eddy Current Steam Generator Tube
Examination, in NDE in the Nuclear Industry, ASM INTERNATIONAL, 1987, p 71-73
13. V.S. Cecco and F.L. Sharp, Special Eddy Current Probes for Heat Exchanger Tubing, in
NDE in the
Nuclear Industry, ASM INTERNATIONAL, 1987, p 109-174
14. R.R. Dalton, Radiographic Inspection of Cast HK-40 Tubes for Creep Fissures, Mater. Eval.,
Vol 30 (No.
12), Dec 1972, p 249-253
15. D.J. Evans, Field Application of Nondestructive Testing in the Petrole
um and Petrochemical Industries, in
Materials Engineering and Sciences Division Biennial Conference,
American Institute of Chemical