ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

6.
J.J. Munro, R.E. McNulty, and W.Nuding, Weld Inspection by Real-Time Radiography, Mater. Eval.,
Vol 45
(No. 11), Nov 1987, p 1303-1309
7.
G.L. Burkhardt and B.N. Ranganathan, Flaw Detection in Aluminum Welds by the Electric Current
Perturbation Method, in Review of Progress in Quantitative Nondestructive Evaluation,
Vol 4A, Plenum
Press, 1985, p 483-490
Note cited in this section
* The reference radiographs discussed in this section and shown in Fig. 18 to 37 were generated from single-
V-groove weld samples fabrica
ted from 9.5 mm (0.375 in.) thick carbon steel plates using gas metal arc
welding, shielded metal arc welding, and gas tungsten arc welding.
Nondestructive Inspection of Weldments, Brazed Assemblies, and Soldered Joints
Brazed Assemblies
Brazing is defined by the American Welding Society as a group of welding processes that produce coalescence of
materials by heating them to a suitable temperature and by using a filler metal having a liquidus above 450 °C (840 °F)
and below the solidus of the base metal. The filler metal is distributed between the closely fitted faying surfaces of the
joint by capillary action.
The temperature limitation of 450 °C (840 °F) differentiates brazing from soft soldering, which involves the use of filler
metals having a liquidus below 450 °C (840 °F). To clarify the difference between brazing and conventional welding, it
should be pointed out that in brazing the base materials being joined are never melted, while in most welding processes
the base metals are melted (exceptions are those welding processes that utilize pressure in conjunction with heat).
There are six brazing processes included under the group heading of brazing. These processes are torch brazing, furnace
brazing, induction brazing, dip brazing, resistance brazing, and infrared brazing.
Brazing can also be classified according to the major constituents of the more common types of filler metals used:
• Aluminum brazing
• Silver brazing
• Copper brazing
• Nickel brazing
• Precious metal brazing
There are five essential properties for brazing filler metal:
• Ability to wet and make a strong, sound bond on the base metal
•
Suitable melting temperature and flow properties to permit distribution by capillary attraction in
properly prepared joints
• A composition of sufficient hom
ogeneity and stability to minimize separation by liquation under the
brazing conditions to be encountered.
Excessively volatile constituents in filler metals may be
objectionable
• Capability of producing a brazed joint that will meet service requirements,
such as required strength and
corrosion resistance
•
Depending on the requirements, ability to produce or avoid interactions between base metal and filler
metal
Flaws Commonly Found in Brazed Joints
Flaws exhibited by brazed joints are usually of the following types:
• Lack of fill
• Flux entrapment
• Noncontinuous fillet
• Base metal erosion
Lack of Fill. Voids resulting from lack of fill can be the result of improper cleaning of the faying surfaces, improper
clearances, insufficient brazing temperatures, or insufficient brazing filler metal (Fig. 48).
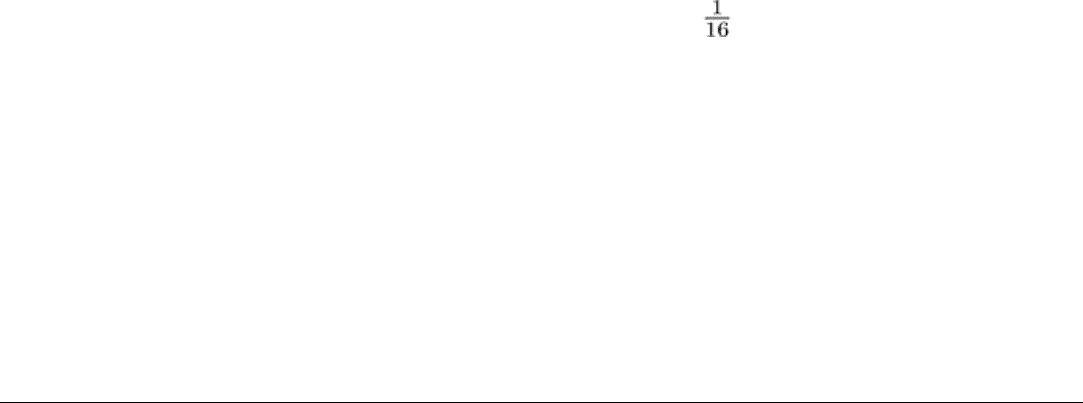
Fig. 48
Voids resulting from lack of fill between the faying surfaces of a lap joint between two sheets of
Hastelloy X brazed with BNi-1 filler metal. Unetched. 16 ×.
Flux entrapment normally occurs during torch brazing, induction brazing, or furnace brazing, when reducing
atmospheres are not employed. As the term implies, flux becomes trapped within the joint by the braze metal and prevents
coverage. Figure 49 is a radiograph of a torch-brazed joint in which flux entrapment was a serious problem.
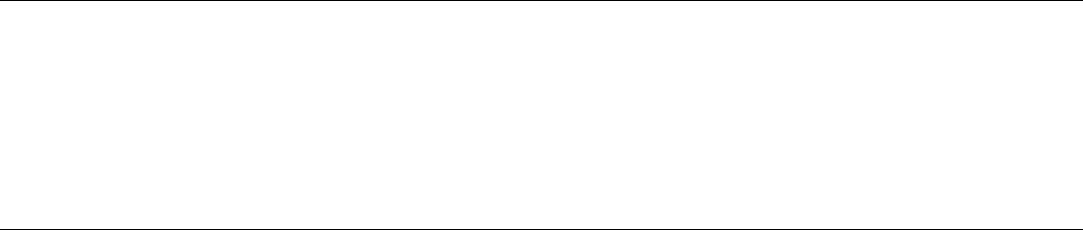
Fig. 49 Radiograph showing entrapped flux (dark areas) in a low-carbon steel joint torch brazed with BAg-
1
filler metal (light areas). 1×
Noncontinuous Fillet. A brazed joint in which a large void in the fillet is evident is shown in Fig. 50. Such a void is
discernible by visual examination and may or may not be acceptable, depending on requirements. For example, if the void
in the fillet did not extend through the entire braze width, the joint would still be leaktight, which was the major
requirement of the brazement. On the other hand, if 100% braze fillet was needed because of stress requirements, the
assembly would be unacceptable.
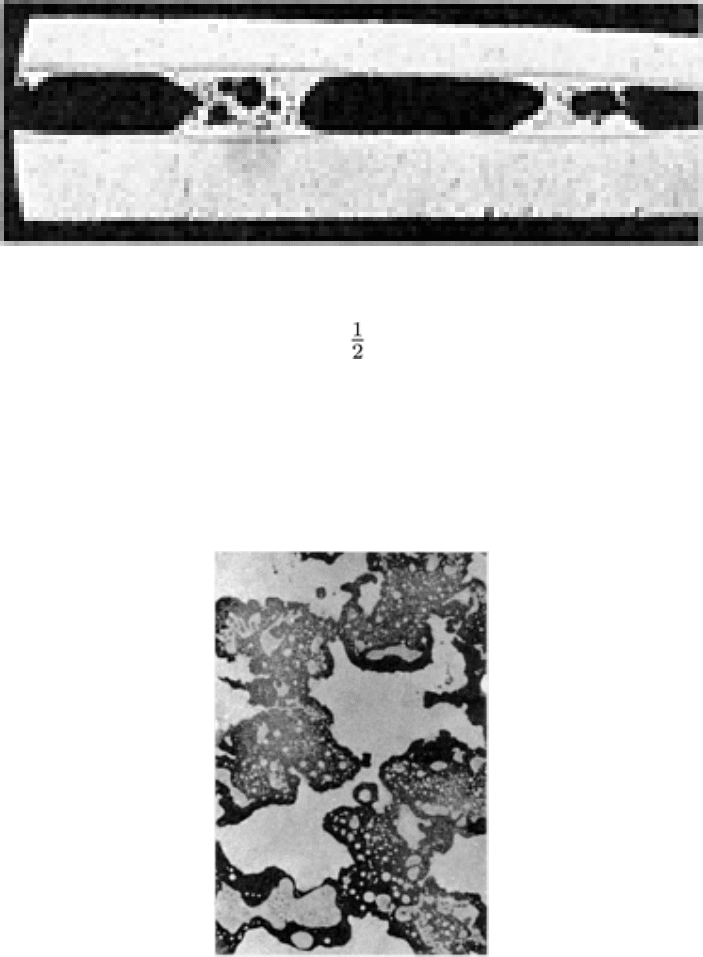
Fig. 50 Incomplete penetration of filler metal (BAg-1) in a brazed joint between copper components. 20×
Base Metal Erosion. Certain brazing filler metals will readily alloy with the base metals being brazed, causing the
constituents of the base metal to melt and, in some cases, creating an undercut condition or the actual disappearance of the
faying surfaces. This is called base metal erosion. Extreme erosion in type 304 stainless steel brazed with a nickel-
chromium-boron filler metal is shown in Fig. 51; a similar joint without erosion is shown in Fig. 52. Erosion may not be
serious where thick sections are to be joined, but it cannot be permitted where relatively thin sections are used.
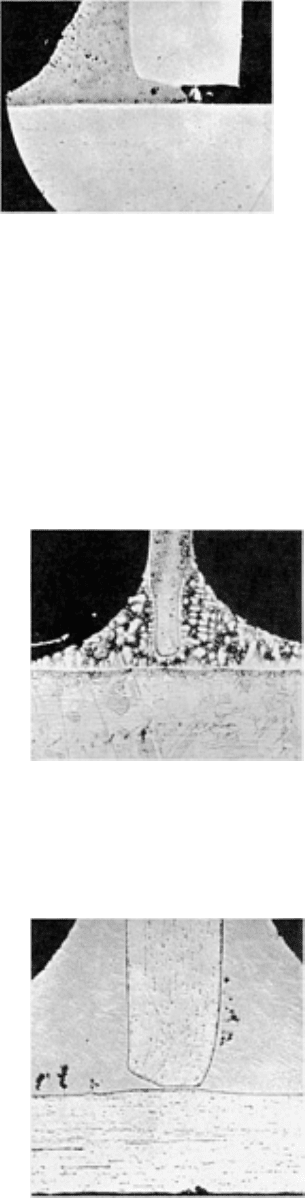
Fig. 51 Excessive erosion of type 304 stainless steel base metal by BNi-1 filler metal.
Compare with the
noneroded joint shown in Fig. 52. 20×
Fig. 52 Joint between type 304 stainless steel components brazed with BNi-
1 filler metal, in which no base
metal erosion occurred. Note characteristic sheared edge on one component and small voids in the filler metal
.
50×
Three factors influencing base metal erosion are brazing temperature, time at temperature, and the amount of brazing
filler metal available or used in making the joint. As the brazing temperature exceeds the melting point of the filler metal,
interaction between the molten filler metal and the base metal accelerates. The brazing temperature should therefore be
kept low, provided, of course, that it is sufficient for proper flow of the filler metal to fill the joint. Similarly, time at
temperature should be kept to a minimum to prevent excessive interaction between the molten filler metal and the base
metal. Finally, the amount of filler metal required to fill the joint and provide the necessary fillet size should be closely
controlled. Filler metal present in excess of the amount required is likely to react with the base metal, creating severe or
excessive erosion in proportion to the amount of excess filler metal.
Joint Integrity
Some form of discontinuity usually occurs in all types of brazed joints. The degree and severity vary from a minor
pinhole in the filler metal to gross discontinuities. Lack of fill or flux entrapment can vary from slight to nearly 100%.
Erosion of the base metal can be nonexistent or can cause complete destruction of the joint.
Requirements for brazed joints are many and varied. As with other accepted joining processes, it is important that brazed
joints be properly designed and engineered for the use intended. Significant factors involved are selection of proper base
metals and brazing filler metal for compatibility and strength, proper fits and clearances, proper brazing process, and
cleanliness of the surface to be brazed. Furthermore, it must be determined what requirements are necessary for
withstanding the service conditions to which the finished brazement will be exposed.
Primarily, brazed joints are designed for mechanical performance, electrical conductivity, or pressure-tightness. The braze
quality requirements, therefore, should reflect the end use for which the joint was designed.
Methods of Inspection
Inspection of the completed assembly or subassembly is the last step in the brazing operation and is essential for ensuring
satisfactory and uniform quality of the brazed unit. This inspection also provides a means for evaluating the adequacy of
the design and the brazing operation with regard to ultimate integrity of the brazed unit.
Destructive methods such as peel tests, impact tests, torsion tests, and metallographic examination are initially used to
determine whether the braze design meets the specified requirements. In production, these methods are employed only
with random selection or lot testing of brazed joints. In lot testing, samples representing a small specified percentage of
all production are tested to destruction. The results of these tests are assumed to apply to the entire production, and the
joints in the various lots or batches are accepted or rejected accordingly. When used as a check on an NDI method, such
as visual examination, a production part can be selected at regular intervals and the joint tested to destruction so that rigid
control of brazing procedures is maintained.
The inspection method chosen to evaluate the final brazed component should depend on service and reliability
requirements. In many cases, the inspection methods are specified by the ultimate user or by regulatory codes. In
establishing codes or specifications for brazed joints, the same approach should be used as in the setting up of standards
for any other phase of manufacturing. The standards should be based, if possible, on requirements that have been
established by prior service or history.
Visual Inspection
Visual inspection is the most widely used of the nondestructive methods for evaluating brazed joints. However, as with all
other methods of inspection, visual inspection will not be effective if the joint cannot be readily examined. Visual
inspection is also a convenient preliminary test where other inspection methods are used.
When brazing filler metal is fed from one side of the joint or replaced within the joint at or near one side so that visual
examination of the opposite side of the joint after brazing shows a continuous fillet of filler metal, it can usually be
assumed that the filler metal has flowed through the joint by capillary attraction and that a sound joint has been obtained.
On the other hand, if the joint can be inspected only on the side where the filler metal is applied, it is quite possible that an
unsatisfactory joint has been produced, even though a satisfactory fillet is in evidence to the inspector.
Visual inspection cannot reveal internal discontinuities in a brazed joint that result from flux entrapment or lack of fill.
Occasionally, gross erosion can be detected.
Proof Testing
Proof testing is a method of inspection that subjects the completed joints to loads slightly in excess of the loads to be
applied during their subsequent service life. These loads can be applied by hydrostatic methods, tensile loading, spin
testing, or numerous other methods. Occasionally, it is not possible to ensure a serviceable part by any of the other
nondestructive methods of inspection, and proof testing then becomes the most satisfactory method.
Pressure Testing
Pressure testing of brazed assemblies is a method of leak testing and is usually confined to vessels and heat exchangers
where liquid, gas, or air tightness is required. Several methods of pressure testing can be employed. Most use either air or
gas, depending on the application of the vessel or heat exchanger. In most cases, the test pressures are greater than those
to which the assembly will be subjected in service and are specified by the user.
One or more of the following three procedures are generally employed for pressure testing:
• All openings are closed. Air
or gas is injected into the assembly until the specified pressure is reached.
The inlet sources are closed off, the assembly is allowed to sit for a period of time, and pressure
decreases are then measured on a gage
• All openings in the assembly are closed except one, which is fitted with an inlet-
pressure line. With the
assembly submerged in a tank of water, air or gas is admitted through the inlet line until a specified
pressure is reached. The inspector then looks for bubbles rising through the water
• All openings are closed, and the assembly is pressurized to the specified pressure. Then a leak-
detecting
solution, of which there are several commercially available, is brushed on the joints to be inspected.
If
any of the joints leak, bubbling will occur
Vacuum-and-helium testing is generally used in inspecting assemblies where it is imperative that the most minute
leak be detected. This method of inspection is often employed on nuclear reactor hardware. It is also extensively used in
the inspection of refrigeration equipment.
The assembly to be inspected is connected to a vacuum system, and the vacuum is monitored by a mass spectrometer.
Helium gas is flushed around the brazed joint; if any minute leak is present, the helium, because of its small molecule,
will be pulled in by vacuum and register on the mass spectrometer, thus indicating the leak.
A more sensitive technique is pressurizing the assembly with helium while the assembly is contained in a sealed plastic
bag. After pressurizing for a period of time (for example, 24 h), the atmosphere in the bag is analyzed for the presence of
helium. Additional information on pressure testing techniques can be found in the article "Leak Testing" in this Volume.
Ultrasonic Inspection
Ultrasonic inspection, although not extensively used in the evaluation of brazed joints, can be the only method applicable
in certain cases. The use of ultrasonic inspection depends largely on the design of the joint and the configuration of the
adjacent areas of the brazed assembly. Advancements in ultrasonic inspection may increase the utility of this process so
that brazed joints can be evaluated with reliability.
Radiographic Inspection
Radiographic inspection is commonly used for the nondestructive evaluation of brazed joints following visual
examination. In almost all cases, the radiation beam is directed at about 90° to the plane of the joint, and the radiograph is
taken through the thickness of the braze metal.
X-rays readily discern the differences in density between the brazing filler metal and the base metal. Care must be
exercised, however, because joints between sections of varying thicknesses can produce radiographs that are misleading
and difficult to interpret. Also, it is often difficult to determine whether a joint has been penetrated fully or not at all; both
situations yield radiographs in which there is a full fillet visible around the joint, and the gap in the joint itself has uniform
radiographic density. By contrast, partly filled joints, voids in the braze metal, and inclusions are relatively easy to find
with radiography.
The filler metal in brazed joints is very thin--from 0.013 to 0.25 mm (0.0005 to 0.010 in.) in thickness. When radiographs
are made of brazed joints between thick components, the process may be unable to record the braze metal as a difference
in density; at least 2% difference is usually needed for good sensitivity.
Liquid Penetrant Inspection
Liquid penetrant inspection is another nondestructive method for determining the reliability of brazed joints and
assemblies. This inspection method produces a visual image of a discontinuity in the surface of the braze and reveals the
nature of a discontinuity without impairing the parent metal. Acceptable and unacceptable components or assemblies can
be separated in accordance with predetermined standards.
There are certain advantages obtained from the liquid penetrant inspection of brazed assemblies. However, a brazed joint
or component should be visually inspected first, then inspected by a liquid penetrant method to resolve any doubt
concerning joint integrity.
Visual examination is restricted to those discontinuities that can be detected by the unaided eye. Liquid penetrant carries
visual inspection a step further by increasing the detectability of fine cracks or openings. Discontinuities such as LOF,
cracks that x-rays cannot show because of orientation, and porosity and laps become visible with this technique. Liquid
penetrants do not disclose subsurface discontinuities such as voids, cracks, or flux entrapment; radiography is best used to
discover such discontinuities.
Selection of the specific liquid penetrant system for the inspection of brazed assemblies depends on the same factors as
those that affect system selection for other workpieces. The water-washable, postemulsifiable, and solvent-removable
systems have been successfully used for inspecting brazed assemblies.
Inspection using liquid penetrants should not be performed prior to brazing unless adequate cleaning steps, such as vapor
degreasing, are taken to remove entrapped penetrant fluid. If permitted to remain during the brazing cycle, this fluid can
contaminate the furnace atmosphere and braze metal, producing flaws.
Inspection With Thermally Quenched Phosphors
Inspection with thermally quenched phosphors is a means of nondestructively detecting flaws such as voids and unbonded
areas of laminated honeycomb brazed structures where thin (<1.6 mm, or in., thick) sheets are used. Thermally
quenched phosphor powder mixed with a carrier of polyvinyl alcohol binder is sprayed onto the surface of the part to be
inspected. After the surface has dried at room temperature, the part is placed in a darkened booth under a filtered
ultraviolet light source. Heat is applied uniformly over the surface of the part, using a heat gun having a blower.
Generally, the heat should be applied quickly. The surface of the part that was heated will initially appear uniformly dark;
almost immediately, any unbonded areas of the underlying bonded structure will show up very dark on the surface. Voids
or unbonded areas that appear much darker than the rest of the area should be promptly marked for later reference
because as the heated surface cools, the color of the surface will become uniform.
The part can be reinspected after the surface has cooled to room temperature by reheating the surface. Phosphor coating
can be removed quickly by washing in warm water, and no residue or contaminants will remain. Additional information
on infrared-sensitive imaging is available in the article "Thermal Inspection" in this Volume.
Nondestructive Inspection of Weldments, Brazed Assemblies, and Soldered Joints
Soldered Joints
Soldering is a process of ensuring a permanent joint or of building up a surface on metallic parts by means of a metallic
filler (solder), which is either introduced in a liquid state between the surfaces to be joined or becomes liquefied by
heating below 450 °C (840 °F) and below the melting point of the base metal. The action of capillary forces causes the
liquid solder to fill the gap between the faces of the parts being joined. A temperature of about 450 °C (840 °F) is usually
accepted as the upper limit of the melting temperature of solder. Detailed information on soldering alloys, solder joint
design, and soldering processes can be found in the Section "Solid-State Welding, Brazing, and Soldering Processes" in
Welding, Brazing, and Soldering, Volume 6 of the ASM Handbook. In addition, the inspection of soldered joints used in
electronic components and assemblies is covered in Packaging, Volume 1 of the Electronic Materials Handbook,
published by ASM International.
There are three basic steps to achieving reliability of soldered joints, and each step requires some degree of inspection and
quality control. These steps are material selection, joint design, and the soldering process.
Matching the flux to the base metal is an important consideration. The flux is a substance such as rosin or borax, applied
to the surfaces to be joined just before or during soldering, that cleans the surfaces of oxides and facilitates their union. If
an inadequate flux is used, the solder will not wet the metal properly, regardless of the time spent in making the
connection. Correct solder alloy is another consideration. Not all solder alloys have the same properties, and it is
important that the solder alloy match the application. A simple solderability test can determine whether the base metal,
flux, and solder are compatible.
The joint design must be such that the joint has adequate current-carrying capacity (if an electrical connection) and
strength. Without these properties, the joint may overheat or fail mechanically under stress. Joint designs that do not allow
for visual inspection should be rejected at the design stage, and dimensional requirements should be established so that
the inspector has fixed guides to follow. Adequate control must be maintained over the soldering procedures to eliminate
variations in such conditions as soldering time, temperature, density of flux, and cleaning efficiency.
The inspection and testing of soldered joints should be considered in the final steps of the soldering operation. If not
dictated by codes or specifications prepared by the user, the inspection and testing procedures should be selected by the
manufacturer of the soldered joint, with due consideration given to the service conditions.
Workmanship samples are often prepared and used as guides to minimum levels of quality. Inspection and testing
procedures are of two types: destructive and nondestructive.
Destructive Inspection
Destructive tests on soldered joints are usually performed on preproduction samples or test specimens to determine the
suitability of a given solder, flux, or soldering procedure for a soldered joint of given mechanical properties.
Preproduction samples or test specimens are made using the work metal, joint design, solder composition, flux, and
soldering procedures specified for the proposed design. Short-time or long-time testing of soldered joints can be
performed at elevated temperatures and under vibrating and static tensile loads as deemed necessary.
Difficulties may arise in testing the tensile strength of test specimens cut from thin sheets that are lap soldered.
Sometimes during testing, because of the noncoincidence of the axes of symmetry in the lap-soldered halves of the test
specimen, the seam area may assume an angle with the direction of the tensile stresses (Fig. 53). This leads to bending
stresses that are difficult to determine. Shear strength values, determined according to the load divided by the lap area of
the seam, do not reflect the true and intricate process of destruction of the soldered joint. Bending stresses do not occur in
such tests if test specimens that are double lap soldered are used.
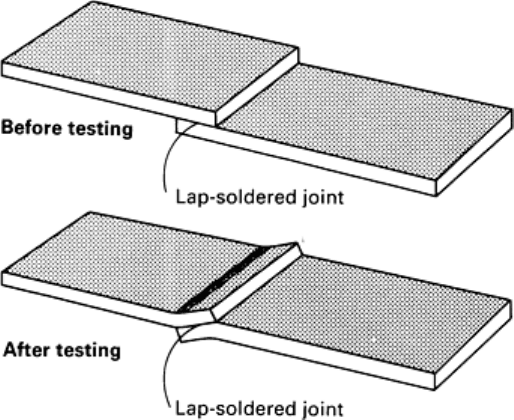
Fig. 53 Lap-
soldered joints showing flat seam area before tensile testing, and bending that may occur during
tensile testing
Soldered parts that require tightness in operation should be pressure tested. Low-pressure tests can be carried out with air,
but high-pressure tests require the use of fluids. Because of possible damage, parts that have been pressure tested at or
above the working pressure should be discarded.
Visual Inspection
Nearly all soldered joints are visually inspected for defects. The hand solderer visually inspects the joint as it is made and
cleaned. The operator of a mass soldering machine usually gives at least a quick glance to each printed circuit board to
ensure that the machine is still working properly. The only joints that need not be visually inspected are those for which a
convenient nondestructive test is available.
A soldered joint surface should be shiny, smooth, and free of cracks, porosity, or holes. Ordinarily, no flux residues
should remain. The transition from the edge of the solder surface to the exposed base metal should show a smooth profile.
There should be no extraneous solder beyond the intended amount. Any area of base metal that has contacted the solder
should show evidence of wetting.
The reasons for conditions different from those above include the heat sink effect of a nearby large conductive mass or a
restraint of solder flow caused by the design of the joint. The inspector must question any condition that cannot be
explained because it may indicate deeper problems. For example, slight dewetting around the pad of a printed circuit
board is sometimes considered acceptable, but if the dewetting were to extend over the solder/land interface, the strength
and reliability of the joint could be seriously impaired.
The degree to which any flaw is cause for rejection must be determined for each application. It is not possible to
generalize. For example, some military specifications require that all holes on a soldered printed circuit board be filled
with solder, while a commercial application, such as a small radio, would not require such perfection. The differences are
often small, and good-quality joints are found in all types of applications.
Normally, inspection is facilitated by the use of a magnifying device that should provide no more than a 10×
magnification factor, because too much magnification may make very minor flaws seem more important than they
actually are. However, very small joints, such as in microelectronics, require additional magnification to bring the image
up to "normal" size. Visual inspection of soldered joints requires training and experience for the inspectors. Training
assistance, ranging from simple training aids up to full courses of instruction, is commercially available. Despite this
requirement, no other method of testing is currently competitive with visual inspection for a wide range of soldered joints.
Common discontinuities in soldered assemblies that are detectable by visual inspection are covered in the following
sections.
Dewetting is a phenomenon in which solder flows over a surface and wets it, but before the solder solidifies, a change
in the relative surface tension forces takes place so that the solder withdraws into ridges and globules similar to water on a
greasy surface. The areas between solder globules retain the color of solder, but they have poor solderability, and this
surface can be made to wet properly only with great effort, if at all. The exact mechanism of dewetting is not well
understood, but dry abrasive cleaning that leaves particles imbedded in copper is one cause.
Nonwetting is more obvious than dewetting because, in most cases, the base metal retains its original color. Like
dewetting, nonwetting is a major flaw because the solder joint is not continuous and is therefore weak. In most cases,
nonwetting in very small amounts scattered across the surface can be tolerated. Typically, nonwetting can be traced to
insufficient flux activity or inadequate time and/or temperature during soldering.
A flaw related to dewetting or nonwetting is the poor filling of capillary spaces, such as the holes on printed circuit
boards. Nonwetting or dewetting may cause the poor fill, or excessive joint clearances may prevent joint completion. If
the latter is the cause, the joint may still be acceptable, depending on the required soldering quality level.
Dull or rough solder surfaces can result from overheating or underheating. Overheating is not so damaging to the
solder itself, but may damage surrounding heat-sensitive materials. Underheating produces poor contact of the solder with
the base metal, but can probably be repaired. A dull, not necessarily rough, surface may also result from vibration or
movement during solidification or from certain solder contaminants. Contamination is often inconsequential, but vibration
could mean that a degree of weakness has been introduced into the joint structure.
Bridging. Bridges of solder spanning the space between solder joints cannot be tolerated, especially in electrical
connections. Assuming that the spacing of the connections is adequate (a design parameter that depends on many factors),
the most likely cause of bridging is contamination of the solder by an element that promotes oxides in the solder, such as
excess cadmium or zinc.
A related phenomenon is icicling, which resembles incomplete bridges. These spikes of material attached to the joints are
normally associated with wave or drag soldering. The same impurity that causes bridging can also cause icicles by
interfering with the drainage of the solder as the printed circuit board is removed. Another possible cause is improper
alignment of the path of the board when exiting the bath.
Porosity in the solder joint, if small and scattered, poses no threat to reliability. Large pores can significantly decrease
the volume of solder in the joint area and therefore the strength of the joint. Pores that break the solder surface can trap
corrosive materials or can extend down to the base metal, allowing local corrosion. Such gross porosity is formed when a
bubble of air, flux vapor, or water vapor is trapped in the solidifying solder. In some cases, such defects can only be found
through sectioning of the soldered joint, but usually there is some other evidence of a problem to alert the inspector.
Excessive Solder. Another discontinuity is excess solder in the joint areas, which may mask other discontinuities.
Obviously, where visual inspection is the only possibility, any condition that interferes with the inspection cannot be
tolerated.
Nondestructive Inspection
**
For a few soldering applications, especially those for which the solder forms a fluid seal, pressure or vacuum testing can
be used to check for leakage. The choice is usually determined by the intended application. For example, food cans that
will be vacuum packed are tested by sealing and evacuating the can. The special test machine then monitors for any loss
of vacuum. Vehicle radiators and other heat exchangers that operate under pressure are leak tested by creating an air
pressure inside the part being tested while it is immersed in a water tank. The test pressure is normally selected to be at
least as great as the pressure level to be encountered in use. Plumbing joints are usually checked visually for leaks by test
operation of the system.
For large, flat areas, such as the mounting of photovoltaic cells for solar arrays, x-radiography has been used.
Unfortunately, the design of the soldered joint rarely allows this test method.
New developments include acoustic emission, laser inspection techniques, and acoustic microscopy. Because acoustic
emission requires slight deformation of the solder to generate a signal, there is some risk of damaging the joint during
testing.
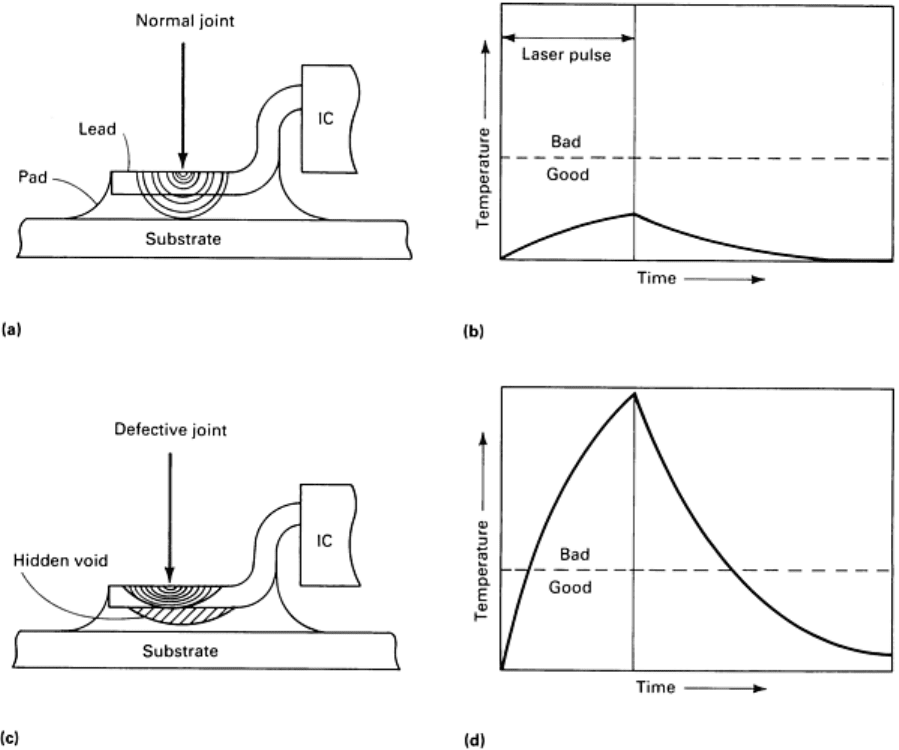
The laser inspection technique is most easily applied to cases in which many joints of the same geometry are to be tested.
The basic concept of the technique is a burst of heat generated in the joint by the laser. The amount of heat absorbed is
monitored and related to joint quality (Ref 8, 9). Figure 54(a) shows a cross section of a normal lap joint during laser
beam heating. The surface-generated heat flows normally through the lead and into the underlying solder because of the
intimate thermal contact. Figure 54(b) shows a heating curve taken during the laser pulse, which represents a normal
amount of observed surface warming.
Fig. 54 Schematic of laser/therm
al inspection of soldered joints. (a) Cross section of an acceptable lap joint
during laser beam heating. (b) Heating curve taken during the laser pulse of acceptable joint. (c) Defective lap
joint containing an air pocket. (d) Thermal signal of the defective joint. IC, integrated circuit. Source: Ref 9
A defective joint containing an air pocket beneath the lead is shown in Fig. 54(c). The trapping of heat in the lead is
depicted by the compressed family of isothermal contours, resulting in a higher thermal signal, as shown in Fig. 54(d).
A composite of thermal signatures for a variety of acceptable and unacceptable solder joints is shown in Fig. 55. The
unshaded area denotes a reference region in which acceptable thermal signals might fall, taking account of normal
variation in solder mass, heat sinking, and surface quality. The signatures of defects would fall into the shaded areas, each
having a finite extent because each defect type has varying degrees of severity.