ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

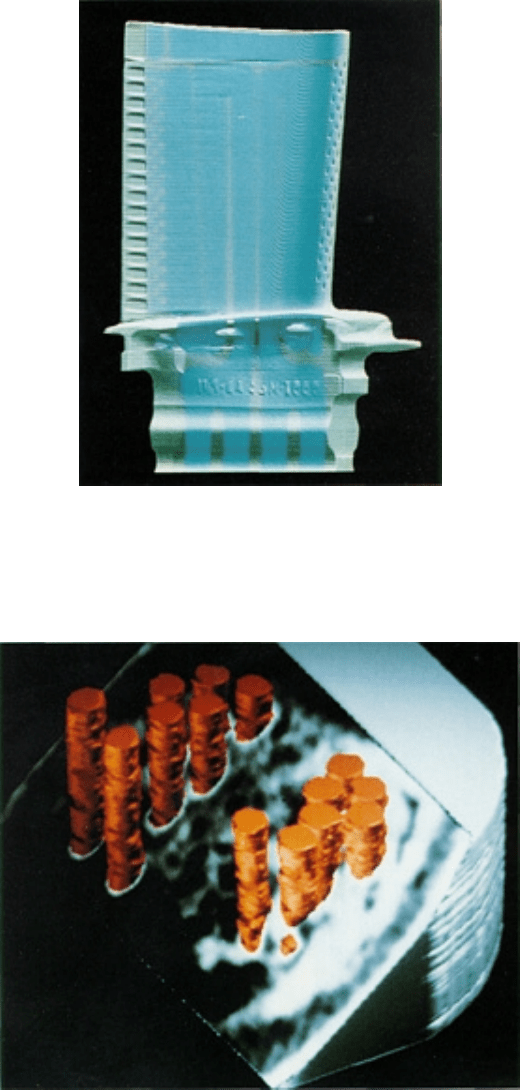
Fig. 8
Voxel reconstruction of a turbine blade derived from computed tomography slices showing internal
cooling air passage surfaces outlined in blue (T.N. Claytor, Los Alamos National Laboratory)
Fig. 9 Three-dimensional tomographic end view of a failed nuclear fuel rod
bundle showing white insulation
surrounding rods cut away (with threshold operation) at an angle to expose relative positions of orange rods
(T.N. Claytor, Los Alamos National Laboratory)
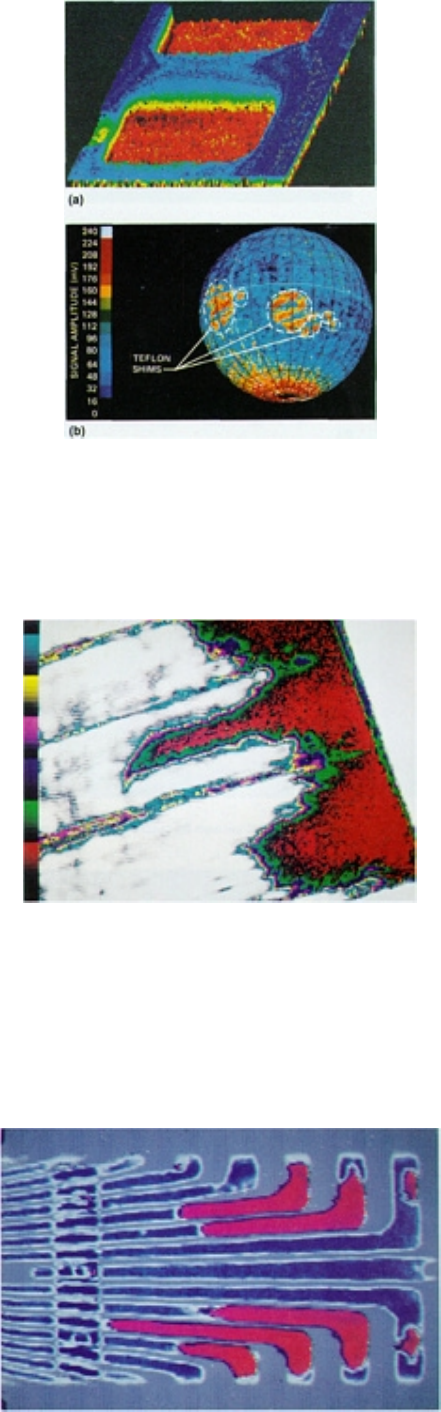
Fig. 10 Representations of two-dimensional data in a three-
dimensional format. (a) Ultrasonic image of defects
in circuit board pads. (b) C-scan of a filament-wound vessel with defects. (T.N.
Claytor, Los Alamos National
Laboratory)
Fig. 11 30-MHz SLAM acoustic image of a Kevlar-reinforced composite test coupon with
delamination and
cracks. The damage was induced by cutting the bar perpendicular to fibers. The extent of the damage is shown
by the ingression of color, with red/green indicating the most extensive damage. The colors are associated with
levels of acousti
c transmission. A high level (white) indicates a homogeneous material, while a lower level
(red/green) indicates discontinuities. (L.W. Kessler, Sonoscan, Inc.)
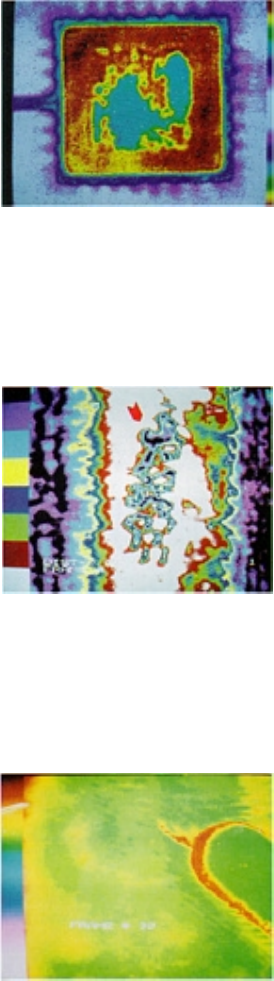
Fig. 12 15-MHz C-SAM reflection mode image of a plastic-
encapsulated integrated circuit showing defects in
the lead frame. In this image, the echo polarity information is presented by color scale changes in which
disbond
s are red (negative polarity) and good bonds (positive echoes) are blue. Without this polarity
information, it is difficult to make a correct interpretation of the bonding condition in this sample (see Fig. 32 in
the article "Acoustic Microscopy"). (L.W. Kessler, Sonoscan, Inc.)
Fig. 13 50-MHz C-SAM reflection mode image of the same die-
attach sample shown in Fig. 29 and 30 in the
article "Acoustic Microscopy." In this image, areas of disbond are indicated by the color red.
(L.W. Kessler,
Sonoscan, Inc.)
Fig. 14 30-
MHz SLAM acoustic micrograph of the carbon fiber reinforced polymer component shown in Fig. 13
of "Acoustic Microscopy." Long, irregular defect (arrow) corresponds to blistering of one of the laminates.
(L.W.
Kessler, Sonoscan, Inc.)
Fig. 15 100-MHz SLAM micrograph of the alumina panel shown in Fig. 16 in the article "Acoustic Microscopy."
Color is used to delineate a crack with a specific acoustic brightness level. (L.W. Kessler, Sonoscan, Inc.)
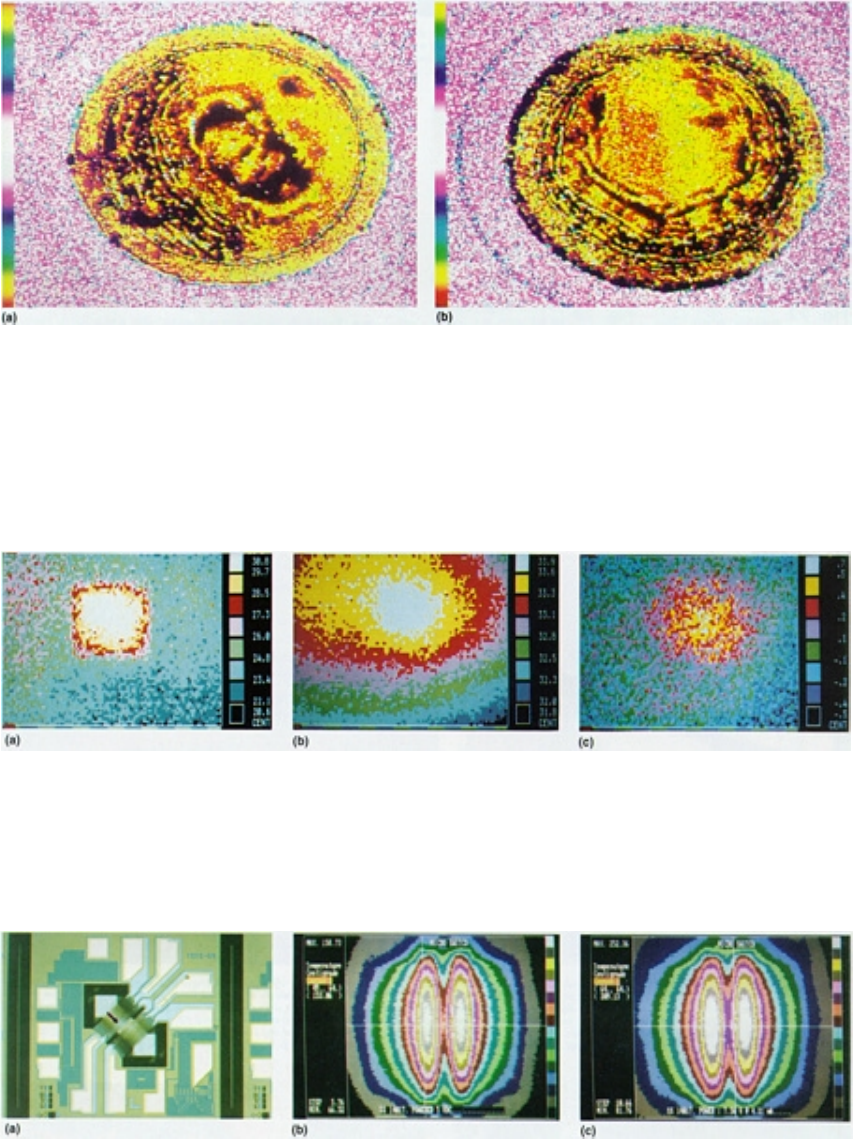
Fig. 16 15-MHz reflection mode C-
SAM images of internal defects in the alumina test disk shown in Fig. 18 in
the article "Acoustic Microscopy." In (a), the darker features correspond to higher-
magnitude echo levels than
the yellow. In (b), the focus and gate levels were changed slightly. Because the defects are not parallel to the
surface of the part, echoes will not return at different times; therefore, a fixed-
gate position will show echoes
only at the depth selected. (L.W. Kessler, Sonoscan, Inc.)
Fig. 17 Thermal images of graphite-
epoxy sheets with 20 × 20 mm implanted Teflon defects at 0.3 mm depth
(a) and 2.25 mm depth (b). Image processing (c) improved the detectability of the 2.25 mm depth defect.
(P.
Cielo, National Research Council of Canada)
Fig. 18 Thermal analysis of a silicon mass airflow sensor. (a) Heater resisto
r (arrow) under analysis, 50×. (b)
and (c) Thermal maps indicating a 100 °C rise in temperature of an exposed heat resistor chip under no-
flow
conditions and normal voltage (b) and under 150% voltage (c). (R.W. Gehman, Micro Switch).
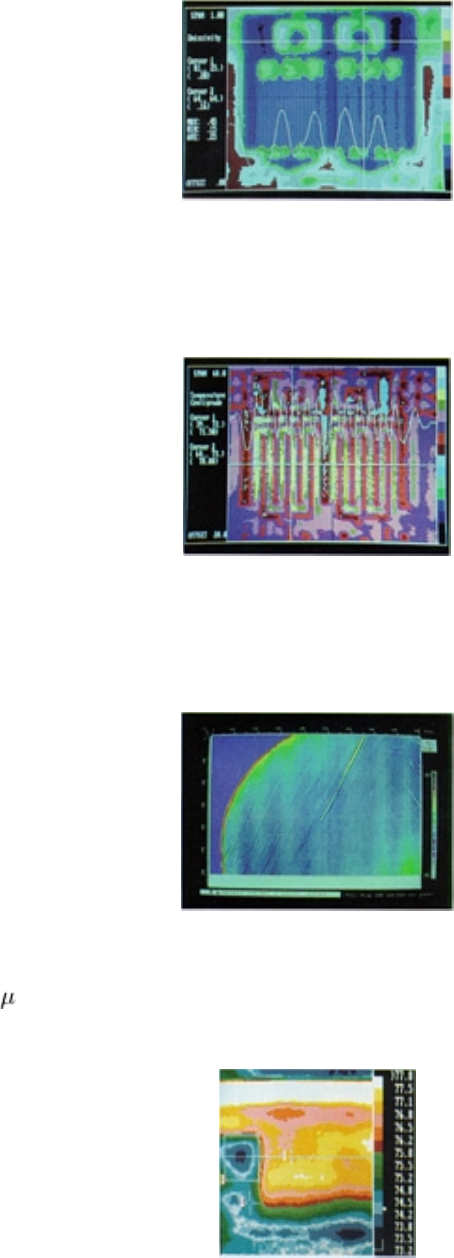
Fig. 19
Emissivity display of a GaAs FET semiconductor chip. Color scale at right represents 16 emissivity levels
between lowest (black) and highest (white) values. (J.O. Brown, EDO Corp.)
Fig. 20 Temperature display of a GaAs FET device showing a substrate bonding flaw as an oval-
shaped
anomaly (yellow) across center. Area displayed is 0.6 mm across. (J.O. Brown, EDO Corp.)
Fig. 21 50-MHz surface wave ultrasonic image of scratch and lapping marks in Si
3
N
4
. The smallest visible
scratches are 25 to 50 m wide. (T. Nelligan, Panametrics Inc.)
Fig. 22 Thermal imaging of two simulated defects (Teflon inserts) in a graphite-
epoxy laminate (D. Mauro,
Techmarketing Inc./AGEMA Infrared Systems)
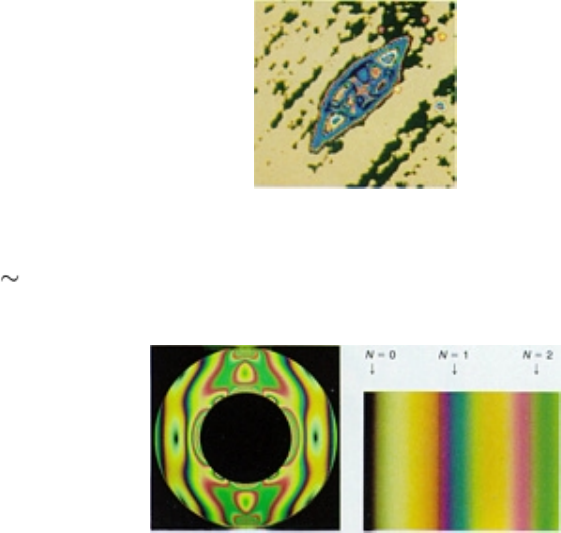
Fig. 23 Ultrasonic image of an impacted region in a 1.4 mm thick graphite-reinforced
polymer sheet. The
damaged region is 6 mm long. (M.C. Bhardwaj, Ultron Laboratories, Inc.)
Fig. 24
Photoelastic fringe patterns produced when a photoelastic material is strained and viewed under
polarized light (a) and the photoelastic color sequence viewed with a circular polariscope (b). N
, fringe order
phase shift. (L.D. Lineback, Measurements Group, Inc.)
Nondestructive Inspection of Forgings
Introduction
IN FORGINGS of both ferrous and nonferrous metals, the flaws that occur most often are caused by conditions that exist
in the ingot, by subsequent hot working of the ingot or the billet, and by hot or cold working during forging. The
nondestructive inspection (NDI) methods most commonly used to detect these flaws include visual, magnetic particle,
liquid penetrant, ultrasonic, eddy current, and radiographic inspection. This article discusses the applications of these
methods to forgings. Information on the equipment and techniques used in these inspection methods is available in the
articles so titled in this Volume.
Nondestructive Inspection of Forgings
Flaws Originating in the Ingot
Many large open-die forgings are forged directly from ingots. Most closed-die forgings and upset forgings are produced
from billets, rolled bar stock, or preforms. Many, though by no means all, of the imperfections found in forgings can be
attributed to conditions that existed in the ingot, sometimes even when the ingot has undergone primary reduction prior to
the forging operation. Some, but again by no means all, of the service problems that occur with forgings can be traced to
imperfections originating in the ingot.
Chemical Segregation. The elements in a cast alloy are seldom distributed uniformly. Even unalloyed metals contain
random amounts of various types of impurities in the form of tramp elements or dissolved gases; these impurities are also
seldom distributed uniformly. Therefore, the composition of the metal or alloy will vary from location to location.
Deviation from the mean composition at a particular location in a forging is termed segregation. In general, segregation is
the result of solute rejection at the solidification interface during casting. For example, the gradation of composition with
respect to the individual alloying elements exists from cores of dendrites to interdendritic regions. Segregation therefore
produces a material having a range of compositions that do not have identical properties.
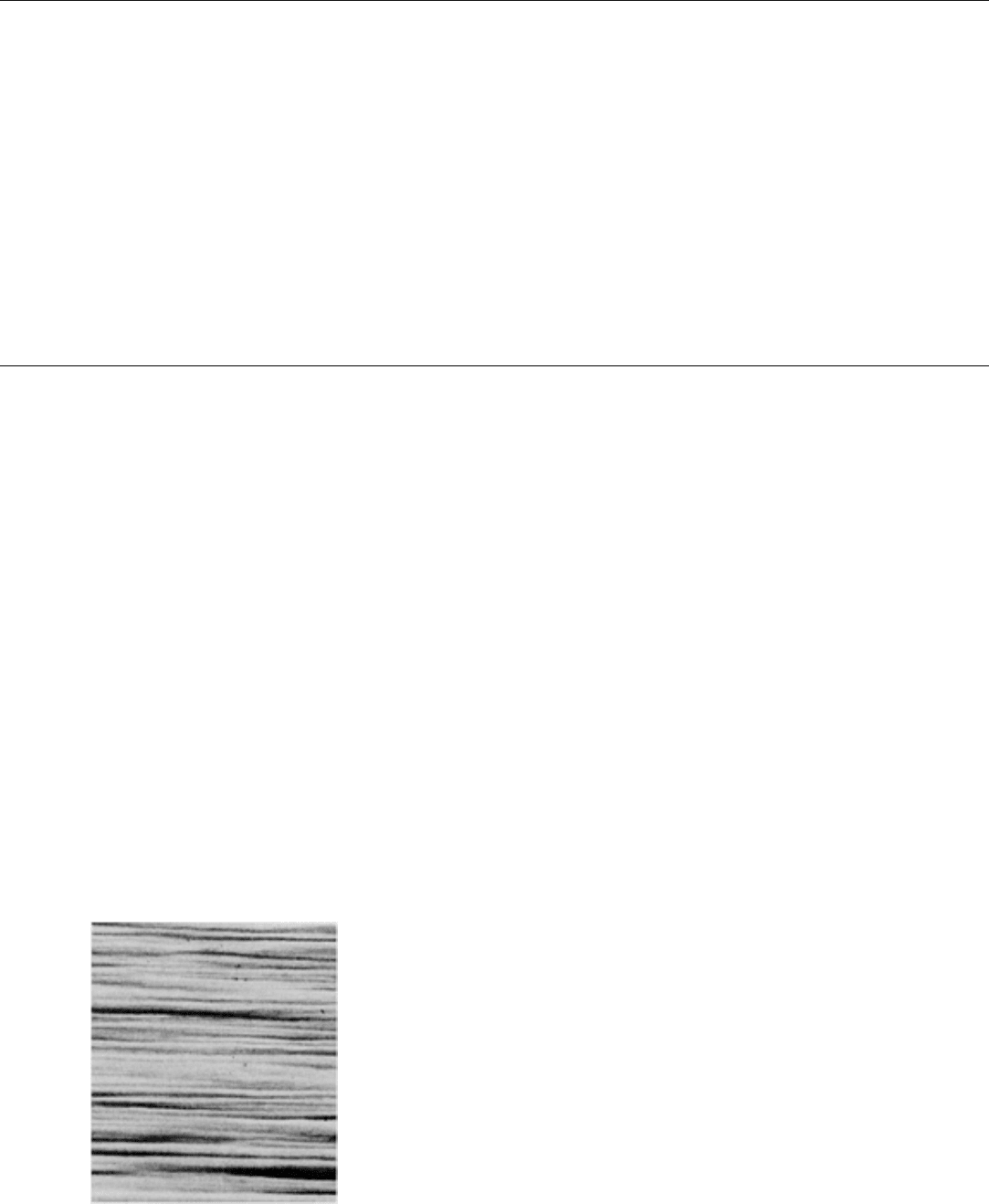
Forging can partially correct the results of segregation by recrystallizing or breaking up the grain structure to promote a
more homogeneous substructure. However, the effects of a badly segregated ingot cannot be totally eliminated by
forging; rather, the segregated regions tend to be altered by the working operation, as shown in Fig. 1.
In metals, the presence of localized regions that deviate from the
nominal composition can affect corrosion resistance, forging and
joining (welding) characteristics, mechanical properties, fracture
toughness, and fatigue resistance. In heat-treatable alloys,
variations in composition can produce unexpected responses to
heat treatments, which result in hard or soft spots, quench cracks,
or other flaws. The degree of degradation depends on the alloy and
on process variables. Most metallurgical processes are based on an
assumption that the metal being processed is of a nominal and
reasonably uniform composition.
Ingot Pipe and Centerline Shrinkage. A common
imperfection in ingots is the shrinkage cavity, commonly known as
pipe, often found in the upper portion of the ingot. Shrinkage
occurs during freezing of the metal, and eventually there is
insufficient liquid metal near the top end to feed the ingot. As a
result, a cavity forms, usually approximating the shape of a
cylinder or cone--hence the term pipe. Piping is illustrated in Fig.
Fig. 1
Microstructural bonding due to chemical
segregation and mechanical working
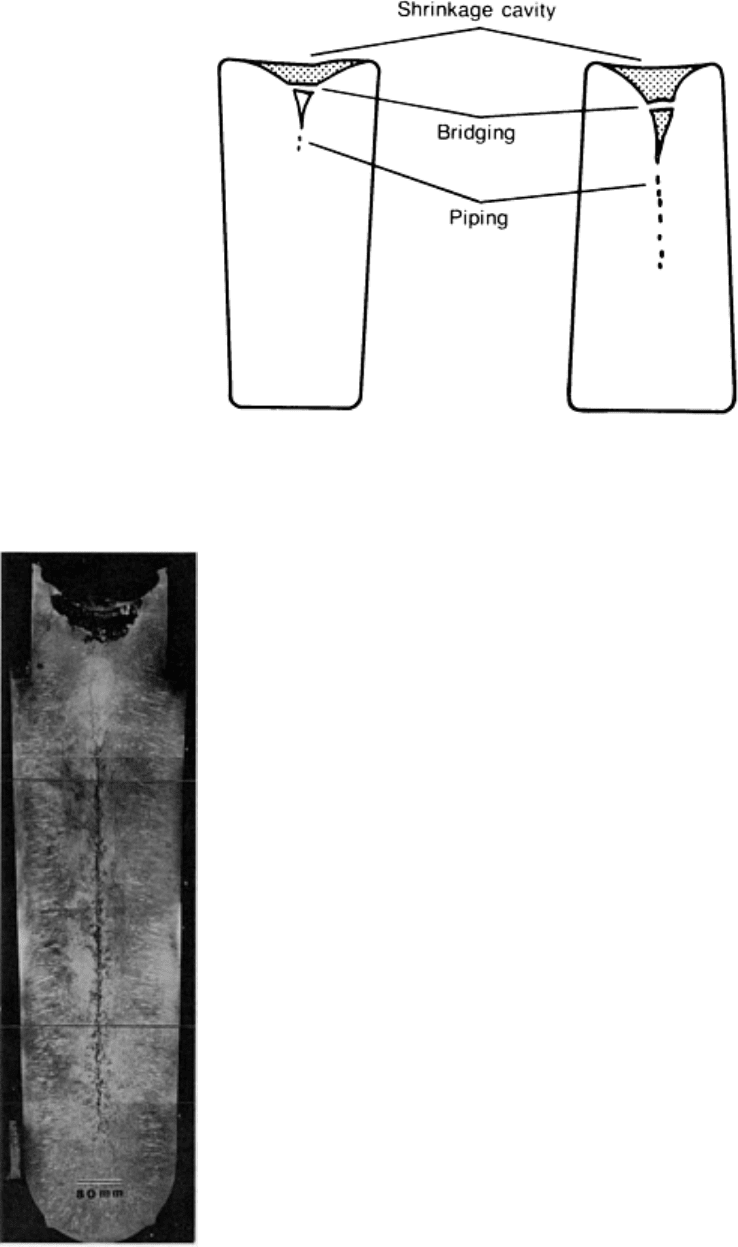
2. In addition to the primary pipe near the top of the ingot, secondary regions of piping and centerline shrinkage may
extend deeper into an ingot (Fig. 3).
Fig. 2 Schematic showing piping in top-poured ingots
Primary piping is generally an economic concern, but if it extends sufficiently deep
into the ingot body and goes undetected, it can eventually result in a defective
forging. Detection of the pipe can be obscured in some cases if bridging has
occurred.
Piping can be minimized by pouring ingots with the big end up, by providing risers
in the ingot top, and by applying sufficient hot-top material (insulating refractories
or exothermic materials) immediately after pouring. These techniques extend the
time that the metal in the top regions of the ingot remains liquid, thus minimizing
the shrinkage cavity produced in this portion of the ingot.
On the other hand, secondary piping and centerline shrinkage can be very
detrimental because they are harder to detect in the mill and may subsequently
produce centerline defects in bar and wrought products. Such a material condition
may indeed provide the flaw or stress concentrator for a forging burst in some later
processing operation or for a future product failure.
High Hydrogen Content. A major source of hydrogen in certain metals and
alloys is the reaction of water vapor with the liquid metal at high temperatures. The
water vapor may originate from the charge materials, slag ingredients and alloy
additions, refractory linings, ingot molds, or even the atmosphere itself if steps are
not taken to prevent such contamination. The resulting hydrogen goes into solution
at elevated temperatures; but as the metal solidifies after pouring, the solubility of
hydrogen decreases, and it becomes entrapped in the metal lattice.
Hydrogen concentration in excess of about 5 ppm has been associated with flaking,
especially in heavy sections and high-carbon steels. Hydrogen flakes (Fig. 4) are
small cracks produced by hydrogen that has diffused to grain boundaries and other
preferred sites, for example, inclusion/matrix interfaces. However, hydrogen
concentrations in excess of only 1 ppm have been related to the degradation of
mechanical properties in high-strength steels, especially ductility, impact behavior,
and fracture toughness.
Fig. 3
Longitudinal section
th
rough an ingot showing
extensive centerline shrinkage
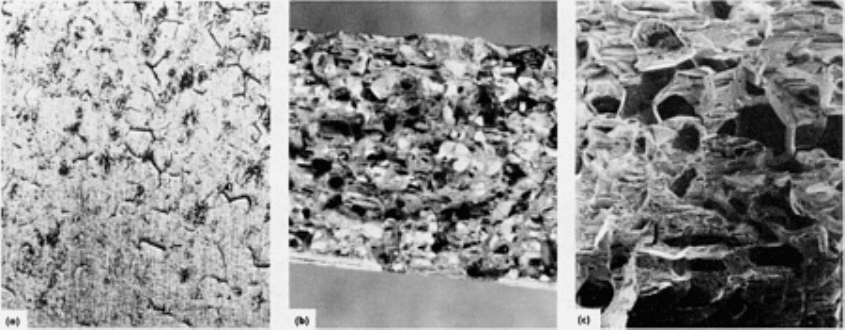
Fig. 4
Hydrogen flaking in an alloy steel bar. (a) Polished cross section showing cracks due to flaking. (b)
Fracture surface containing hydroge
n flakes. Note the reflective, faceted nature of the fracture. (c) SEM
micrograph showing the intergranular appearance of the flakes in this material
Metals can also possess a high hydrogen content without the presence of flakes or voids. In this case, the hydrogen may
cause embrittlement of the material along selective paths, which can drastically reduce the resistance of a forged part to
crack propagation resulting from impact loading, fatigue, or stress corrosion.
In cases where hydrogen-related defects can serve as the initiation site for cracking and thus increase the likelihood of
future failures, it is advisable to use a thermal treatment that can alleviate this condition. For example, slow cooling
immediately following a hot-working operation or a separate annealing cycle will relieve residual stresses in addition to
allowing hydrogen to diffuse to a more uniform distribution throughout the lattice and, more important, to diffuse out of
the material.
Nonmetallic inclusions, which originate in the ingot, are likely to be carried over to the forgings, even though several
intermediate hot-working operations may be involved. Also, additional inclusions may develop in the billet or in
subsequent forging stages.
Most nonmetallic inclusions originate during solidification from the initial melting operation. If no further consumable-
remelting cycles follow, as in air-melted or vacuum-induction products (with no remelting cycle to follow), the size,
frequency, and distribution of the nonmetallic inclusions will not be altered or reduced in size or frequency during further
processing. If a subsequent vacuum-remelting operation is used, the inclusions will be lessened in size and frequency and
will become more random in nature. If an electroslag-remelting cycle is used, a more random distribution of inclusions
will result.
Two kinds of nonmetallic inclusions are generally distinguished in metals:
•
Those that are entrapped in the metal inadvertently and originate almost exclusively from particles of
matter that are occluded in the metal while it is molten or being cast
• Those that separate from the metal because of a change in temperature or composition
Inclusions of the latter type are produced by separation from the metal when it is in either the liquid or the solid state.
Oxides, sulfides, nitrides, or other nonmetallic compounds form droplets or particles when these compounds are produced
in such amounts that their solubility in the matrix is exceeded.
Air-melted alloys commonly contain inclusions mainly of these chemical characteristics. Vacuum- or electroslag-
remelted alloys more commonly contain conglomerates of any of these types, frequently combined with carbon or the
hardening element or elements that precipitate during stabilization and aging cycles to form inclusions such as titanium
carbonitrides or carbides. Homogenizing cycles are normally used for the ingot prior to conversion or at an early stage of
conversion.
Because these compounds are products of reactions within the metal, they are normal constituents of the metal, and
conventional melting practices cannot completely eliminate such inclusions. However, it is desirable to keep the type and
amount of inclusions to a minimum so that the metal is relatively free from those inclusions that cause the most problems.
Of the numerous types of flaws found in forgings, nonmetallic inclusions appear to contribute significantly to service
failures, particularly in high-integrity forgings such as those used in aerospace applications. In many applications, the
presence of these inclusions decreases the ability of a metal to withstand high static loads, impact forces, cyclical or
fatigue loading, and sometimes corrosion and stress corrosion. Nonmetallic inclusions can easily become stress
concentrators because of their discontinuous nature and incompatibility with the surrounding composition. This
combination may very well yield flaws of critical size that, under appropriate loading conditions, result in complete
fracture of the forged part.
Unmelted electrodes and shelf are two other types of ingot flaws that can impair forgeability. Unmelted electrodes
(Fig. 5a) are caused by chunks of electrodes being eroded away during consumable melting and dropping down into the
molten material as a solid. Shelf (Fig. 5b) is a condition resulting from uneven solidification or cooling rates at the ingot
surfaces.
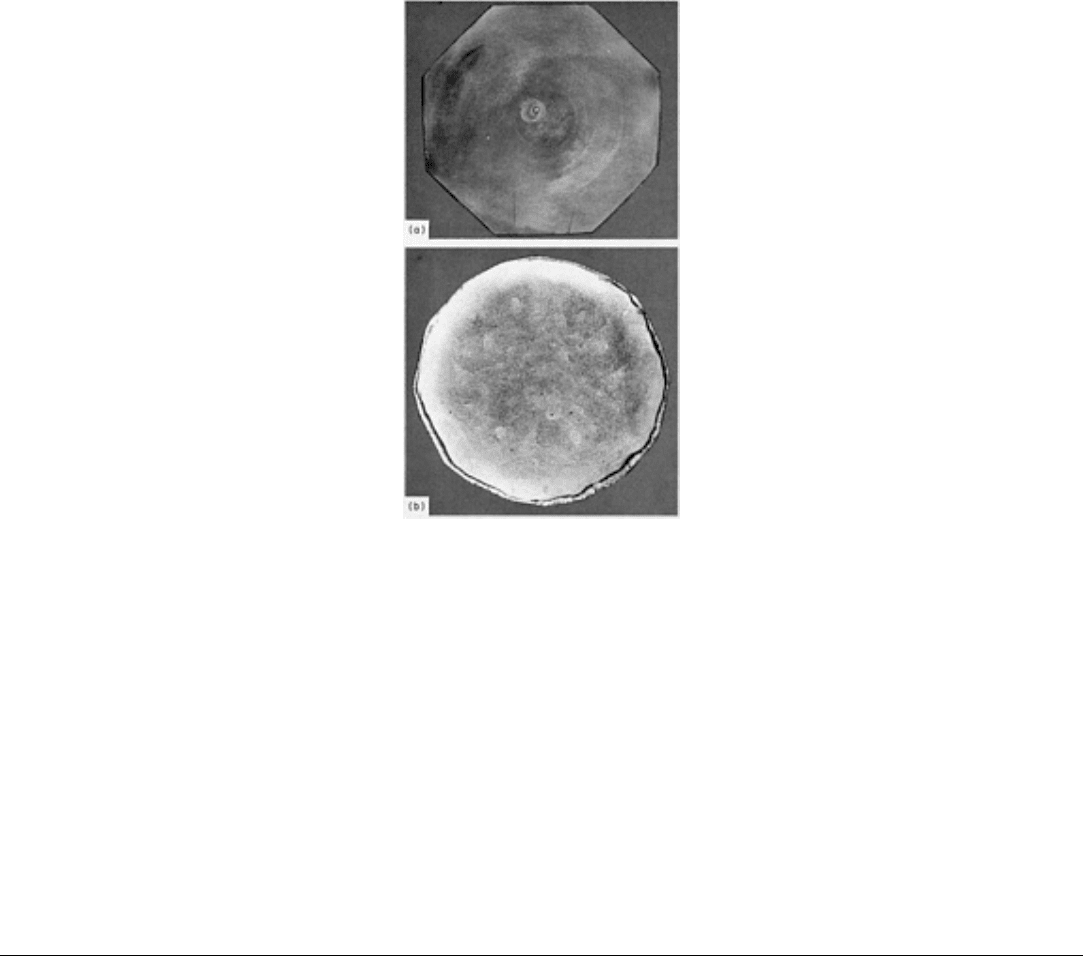
Fig. 5 Sections through two heat-
resistant alloy ingots showing flaws that can impair forgeability. (a) Piece of
unmelted consumable electrode (white spot near center). (b) Shelf (black line along edge) resulting from
uneven solidification of the ingot
The consumable-melting operation has occasionally been continued to a point where a portion of the stinger rod is melted
into the ingot, which may be undesirable because the composition of the stinger rod may differ from that of the alloy
being melted. To prevent this occurrence, one practice is to weld a wire to the stinger rod, bend the wire down in tension,
and weld the other end of the wire to the surface of the electrode a few inches below the junction of the stinger rod and
the electrode. When the electrode has been consumed to where the wire is attached to it, the wire is released and springs
out against the side of the crucible, thus serving as an alarm to stop the melting. A disadvantage of this practice is that the
wire may become detached and contaminate the melt.
Nondestructive Inspection of Forgings
Flaws Caused by the Forging Operation