ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

recrystallized metals).
The intermediate temperature region of low ductility shown in Fig. 9 is found in many metallurgical systems (Ref 7). This
occurs at a temperature that is sufficiently high for grain-boundary sliding to initiate grain-boundary cracking, but not so
high that the cracks are sealed off from propagation by a dynamic recrystallization process.
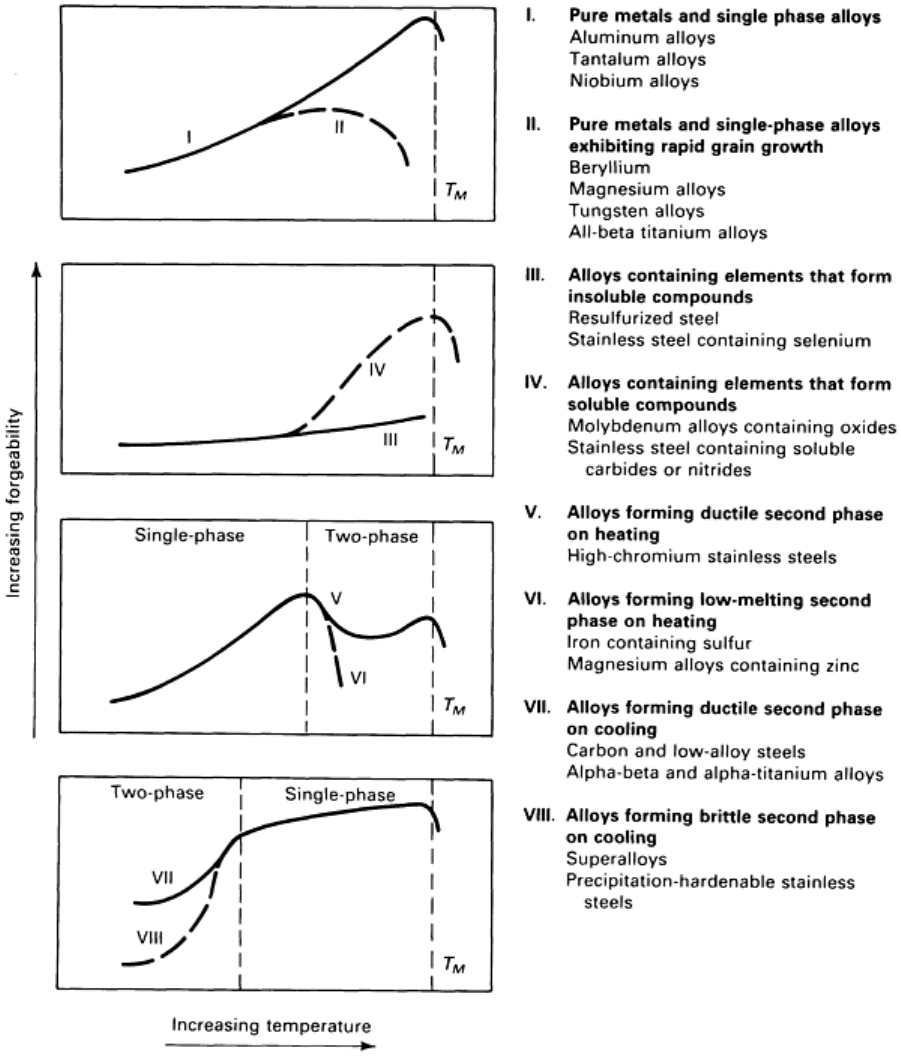
The relationship between workability and temperature for various metallurgical systems is summarized in Fig. 10.
Generally, pure metals and single-phase alloys exhibit the best workability, except when grain growth occurs at high
temperatures. Alloys that contain low melting point phases (such as γ'-strengthened nickel-base superalloys) tend to be
difficult to deform and have a limited range of working temperature. In general, as the solute content of the alloy
increases, the possibility of forming low melting point phases increases, while the temperature for precipitation of second
phases increases. The net result is a decreased region for good forgeability (Fig. 11).
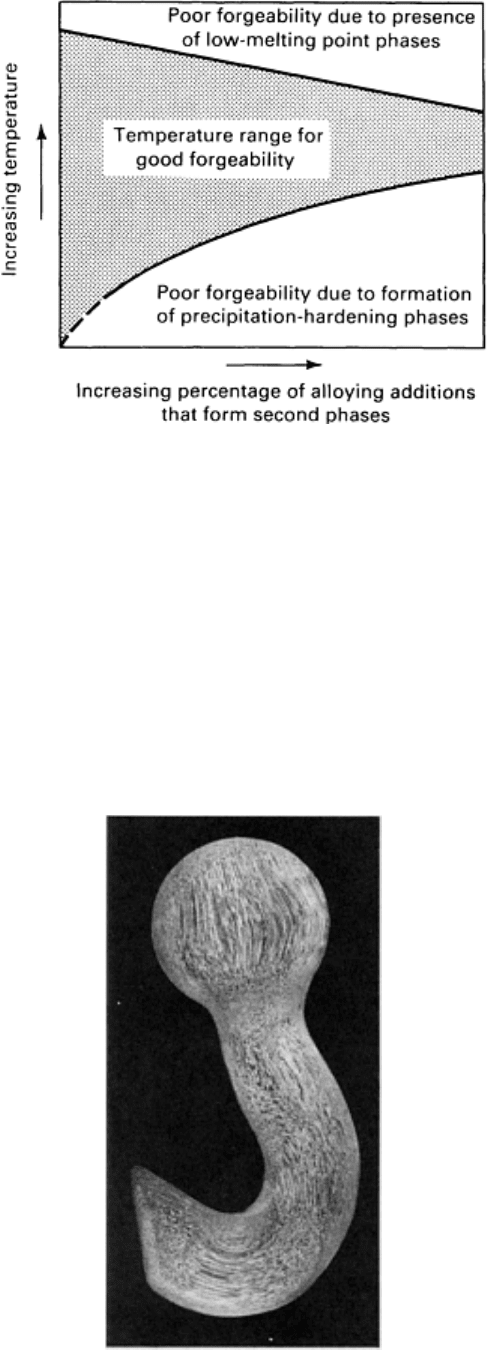
Fig. 10 Typical workability behavior exhibited by different alloy systems. T
M
: absolute melting temperature.
Source: Ref 8.
Fig. 11 Influence of solute content on melting and solution temperatures and therefore on forgeability.
During the breakdown of cast ingots and the subsequent working by forging nonuniformities in alloy chemistry, second-
phase particles, inclusions, and the crystalline grains themselves are aligned in the direction of greatest metal flow. This
directional pattern of crystals and second-phase particles is known as the grain flow pattern. This pattern is responsible for
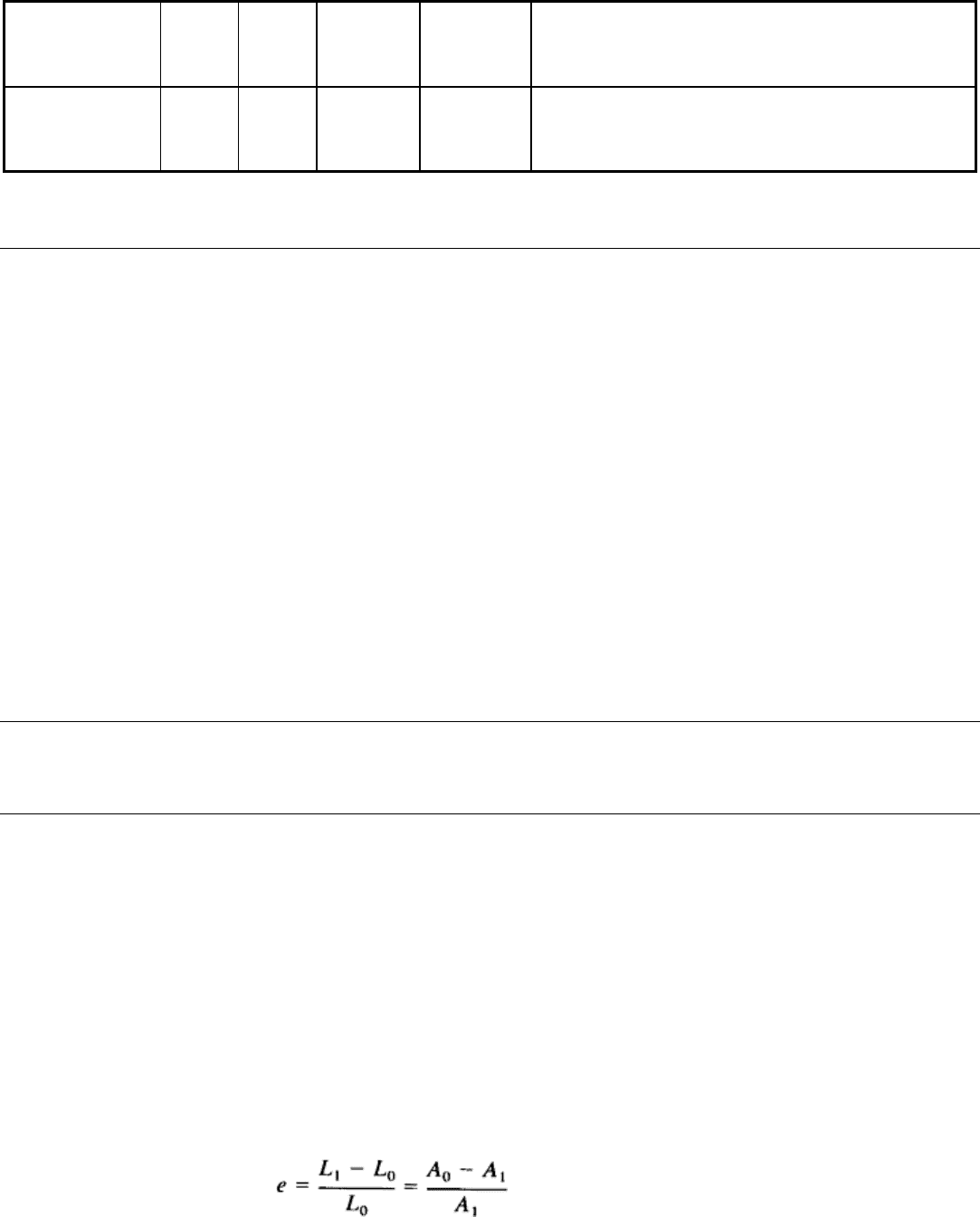
the familiar fiber structure of forgings (Fig. 12). It also produces directional variation in such properties as strength,
ductility, fracture toughness, and resistance to fatigue. This anisotropy in properties is greatest between the working
(longitudinal) direction and the transverse direction (Fig. 13). In a properly designed forging, the largest stress should be
in the direction of the forging fiber, and the parting line of the dies should be located so as to minimize disruption to the
grain flow lines.
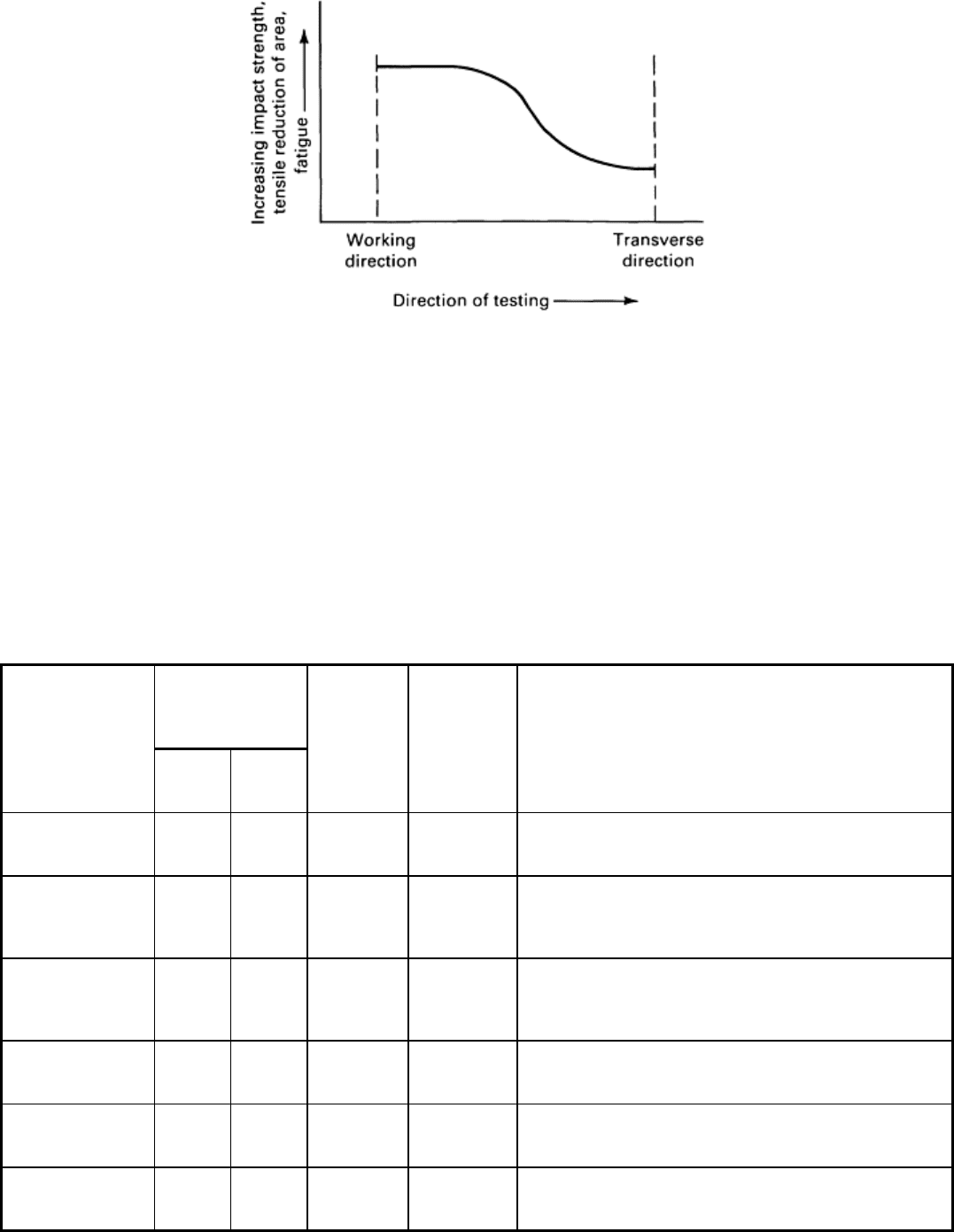
Fig. 12 Flow lines in a forged 4140 steel hook. Specimen was etched using 50% HCl. 0.5×.
Fig. 13 Anisotropy in wrought alloys.
In closed-die forging, an important consideration is for the metal to flow during forging to fill the cavities of the
impression die. The forgeability of the metal is a way of expressing this capability. Poor forgeability can be caused by
rupture before the die is filled or by a high flow strength, which causes the metal to flow past recesses without filling
them or causes underfilling with the maximum loads available. A shop floor evaluation of forgeability is provided in
Table 2. Different alloys were hammer forged into a connecting rod for an automobile engine in a set of dies ordinarily
used for 1030 steel rods. The forgeability of the materials is indicated by the number of blows needed to complete the
forging and the remarks about die filling.
Table 2 Forging data on connecting rods forged from eight different materials representing increasing
forging difficulty
Forging
temperature
Material
°C °F
Number of
times
heated
Total
number
of blows to
complete
forging
Remarks
1030 steel 1260 2300 1 <20
Completely filled
Type 304 stainless
steel
1200 2200 1 40
Completely filled
Type 347 stainless
steel
1200 2200 1 50
Completely filled
Monel 1120 2050 2 51
Completely filled
16-25-6 1100 2000 5 76
Incomplete fill on shaft end
N-155 1100 2000 5 89
Incomplete fill on both ends and ribs
Alloy B (UNS
N10001)
1200 2200 3 . . .
Extreme difficulty in drawing and fullering shape;
experiment discontinued
Alloy C (UNS
N10002)
1180 2150 4 . . . Same as for Alloy B
Source: Ref 8
References cited in this section
1.
T. Gladman, B. Holmes, and L.D. McIvor, Effect of Second-
Phase Particles on the Mechanical Properties of
Steel, Iron and Steel Institute 1971,p 78
2.
T.G. Byrer, Ed., Forging Handbook, American Society for Metals, 1985
3.
H. Gegel, S. Nadiv, and R. Raj, Dynamic Effects on Flow and Fracture During Is
othermal Forging of a
Titanium Alloy, Scr. Metall., Vol 14, 1980, p 241
4.
R. Raj, Development of a Processing Map for Use in Warm-Forming and Hot-Forming Processes,
Metall.
Trans. A, Vol 12A, 1981, p 1089-1097
5.
S.L. Semiatin and G.D. Lahoti, The Occurrence of Shear Bands in Isothermal Hot Forging, Metall. Trans. A,
Vol 13A, 1982, p 275-288
6.
M.C. Mataya and G. Krauss, A Test to Evaluate Flow Localization During Forging, J. Appl. Metalwork.,
Vol
2, 1981, p 28-37
7.
F.N. Rhines and P.J. Wray, Investig
ation of the Intermediate Temperature Ductility Minimum in Metals,
Trans. ASM, Vol 54, 1961, p 117
8.
A.M. Sabroff, F.W. Boulger, and H.J. Henning, Forging Materials and Practices, Reinhold, 1968
Introduction to Workability
George E. Dieter, University of Maryland
Process Variables Controlling Workability
Strain. The principal objective in plastic deformation processes is to change the shape of the deformed product. A
secondary objective is to improve or control the properties of the deformed product. In dense metals, unlike porous
powder compacts, the volume of the workpiece remains constant as it increases in cross-sectional area, A, and decreases
in length, L:
A
0
L
0
= A
1
L
1
(Eq 3)
The strain produced in a deformation process is described by the engineering strain:
(Eq 4)
or alternatively by the true strain:
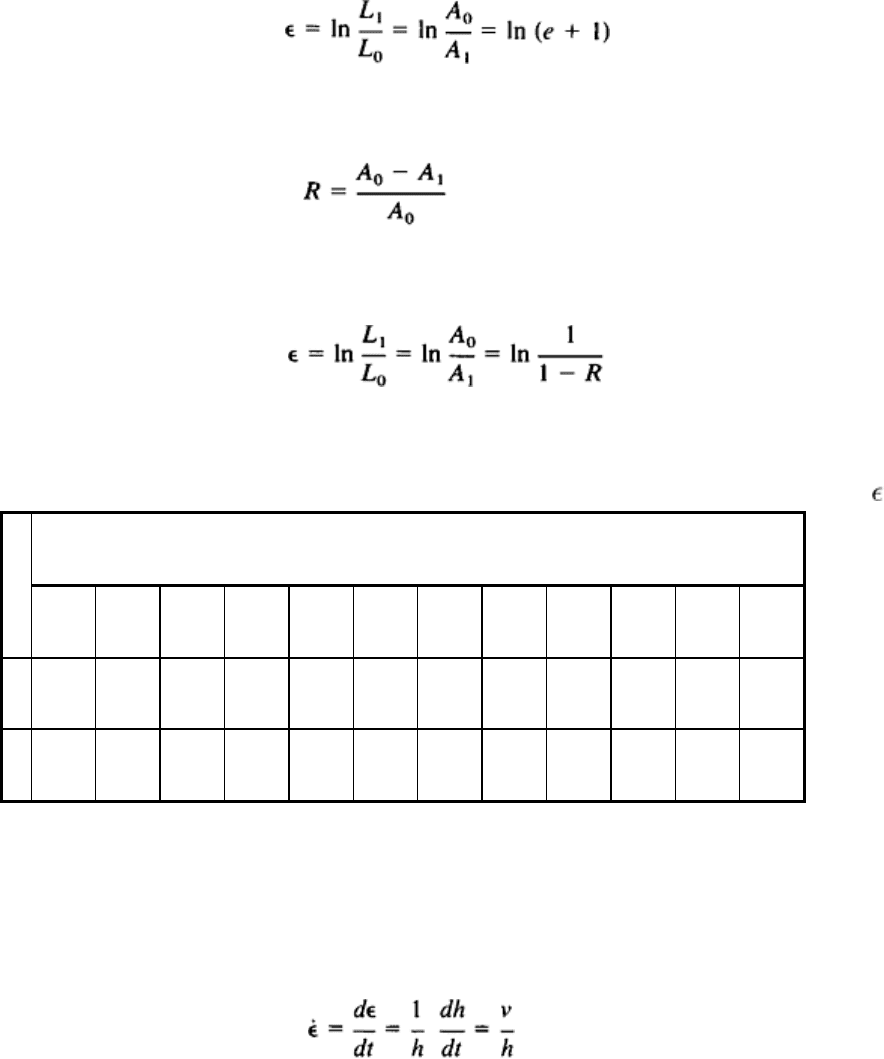
(Eq 5)
Deformation in metalworking is often expressed by the cross-sectional area reduction, R:
(Eq 6)
but from constancy of volume (Eq 3), A
0
L
0
= A
1
L
1
, and:
(Eq 7)
The relationship between area reduction and the various measures of strain is given in Table 3.
Table 3 Relationships among area reduction (R), engineering strain (e), and true strain ( )
Area reduction (R), %
5 10 15 20 25 30 40 50 60 70 80
90
e
0.052
0.111
0.176
0.250
0.333
0.428
0.667
1.000
1.500
2.333
4.000
9.000
ε 0.051
0.105
0.162
0.223
0.287
0.356
0.511
0.693
0.916
1.204
1.609
2.303
Strain rate is the time rate of change of strain, that is, the rate at which deformation proceeds. It can be an important
variable in workability experiments and may be difficult to control. The true strain rate for a cylinder of height h upset in
compression at a deformation velocity v at time t is:
(Eq 8)
Temperature. Metalworking processes are commonly classified as hot-working or cold-working operations. Hot
working refers to deformation under conditions of temperature and deformation velocity such that recovery processes
occur simultaneously with deformation. Cold working refers to deformation carried out under conditions for which
recovery processes are not effective during the process. In most hot working, the strain hardening and the distorted grain
structure produced by deformation are eliminated rapidly by the formation of new strain-free grains as a result of
recrystallization during or immediately after deformation.
Very large deformations are possible in hot working, because the recovery processes keep pace with the deformation. Hot
working occurs at essentially constant flow stress. Flow stress decreases with the increasing temperature of deformation.
In cold working, strain hardening is not relieved, and the flow stress increases continuously with deformation. Therefore,
the total deformation possible before fracture is less for cold working than for hot working, unless the effects of strain
hardening are relieved by annealing.
About 95% of the mechanical work expended in deformation is converted into heat. Some of this heat is conducted away
by the tools or lost to the environment. However, a portion remains to increase the temperature of the workpiece. The
faster the deformation process, the greater the percentage of heat energy that goes to increase the temperature of the
workpiece.
Friction. An important concern in all practical metalworking processes is the friction between the deforming workpiece
and the tools and/or dies that apply the force and constrain the shape change. Friction occurs because metal surfaces, at
least on a microscale, are never perfectly smooth and flat. Relative motion between such surfaces is impeded by contact
under pressure.
The existence of friction increases the value of the deformation force and makes deformation more inhomogenous (Fig.
7c), which in turn increases the propensity for fracture. If friction is high, seizing and galling of the workpiece surfaces
occur, and surface damage results.
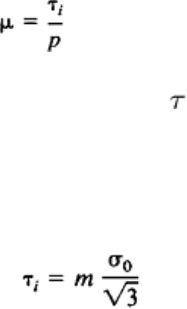
The mechanics of friction at the tool/workpiece interface are very complex; therefore, simplifying assumptions are
usually used. One such assumption is that friction can be described by Coulomb's law of friction:
(Eq 9)
where μ is the Coulomb coefficient of friction,
i
is the shear stress at the interface, and p is the stress (pressure) normal
to the interface.
Another simplification of friction is to assume that the shear stress at the interface is directly proportional to the flow
stress σ
0
of the material:
(Eq 10)
where m, the constant of proportionality, is the interface friction factor. For given conditions of lubrication and
temperature and for given die and workpiece materials, m is usually considered to have a constant value independent of
the pressure at the interface. Values of m vary from 0 (perfect sliding) to 1 (no sliding). In the Coulomb model of friction,
τ
i
increases with p up to a limit at which interface shear stress equals the yield stress of the workpiece material.
Control of friction through lubrication is an important aspect of metalworking. High friction leads to various defects that
limit workability. However, for most workability tests, conditions are selected under which friction is either absent or
easily controlled. Most workability tests make no provision for reproducing the frictional conditions that exist in the
production process; consequently, serious problems can result in the correlation of test results with actual production
conditions.
Stress State. Because of the different geometries of the tools and workpiece and the different manners in which the
forces of deformation are applied, different metalworking processes produce different stress states. A common system of
classifying the stress state found in metalworking processes is:
Tensile-compressive systems
• Biaxial tension-uniaxial compression, such as under the roll of a two-roll rotary piercer
• Uniaxial tension-uniaxial compression, such as in the flange of a cup in deep drawing
• Uniaxial tension-biaxial compression, such as in the deformation zone in wire and rod drawing
Compressive stress systems
• Uniaxial stress, such as in forging and upsetting in closed dies
• Biaxial stress, such as between the rolls of a rolling mill when operating without front or back tension
• Triaxial stress, such as in extrusion and in certain parts of a forging deformed in a die
Tensile stress systems
• Biaxial stress, such as stretch forming
Two states that occur frequently in structural or metalworking applications--plane stress and plane strain--deserve special
mention. The use of the adjective plane implies that the condition is confined to a two-dimensional situation. Plane stress
occurs when the stress state lies in the plane of the member. This typically occurs when one dimension of the member is
very small compared to the other two, and the member is loaded by a force lying in the plane of symmetry of the body.
Examples are thin, plate-type structures, such as thin-wall pressure vessels.
Plane strain occurs when the strain in one of the three principal directions is zero (for example, e
3
= 0), as in an extremely
long member subjected to lateral loading or a thick plate with a notch loaded in tension. A common plane-strain condition
in metalworking is the rolling of a wide sheet. In this case, there is no strain in the width direction. Although e
3
= 0 for
plane strain, there is a stress acting in that direction. For plastic deformation, the stress in the principal direction for which
strain is zero is the average of the other two principal stresses, that is, σ
3
= (σ
1
+ σ
2
)/2.
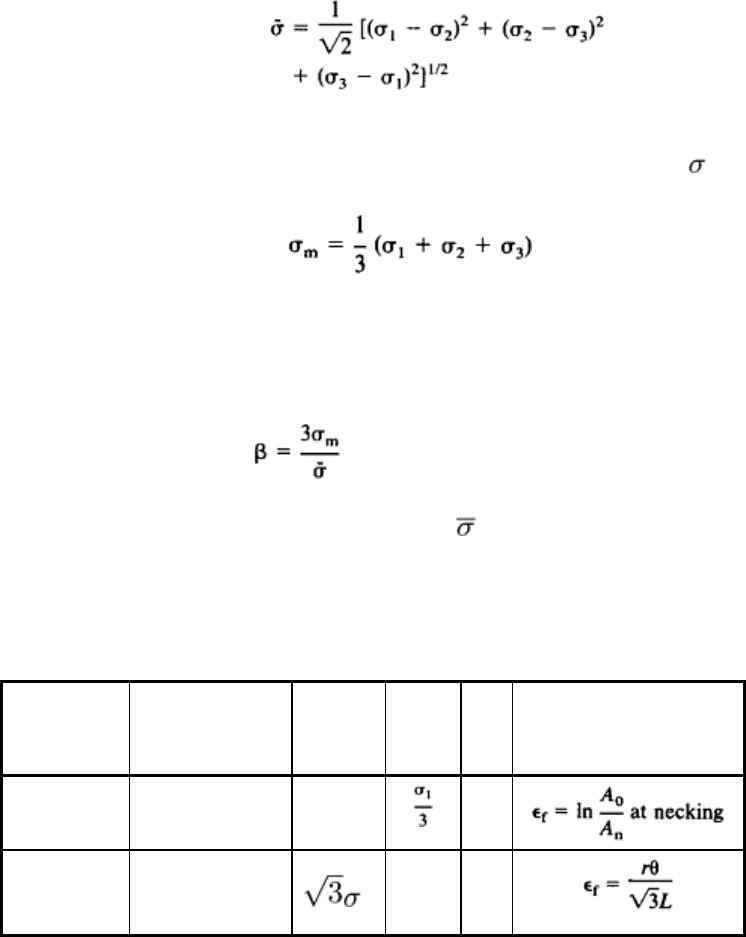
Stress systems in metalworking are usually complex. To describe a complex stress system rather briefly, it is necessary to
calculate an effective stress, σ:
(Eq 11)
where σ
1
> σ
2
> σ
3
are the three principal stresses. Tensile stresses are positive, and compressive stresses are negative.
Another important stress term is the mean or hydrostatic component of stress,
m
:
(Eq 12)
In general, the greater the level of tensile stress, the more severe the stress system is with regard to workability. For a
given material, temperature, and strain rate of deformation, the workability is much improved if the stress state is highly
compressive. A general workability parameter has been proposed that allows for the stress state (Ref 9):
(Eq 13)
where σ
m
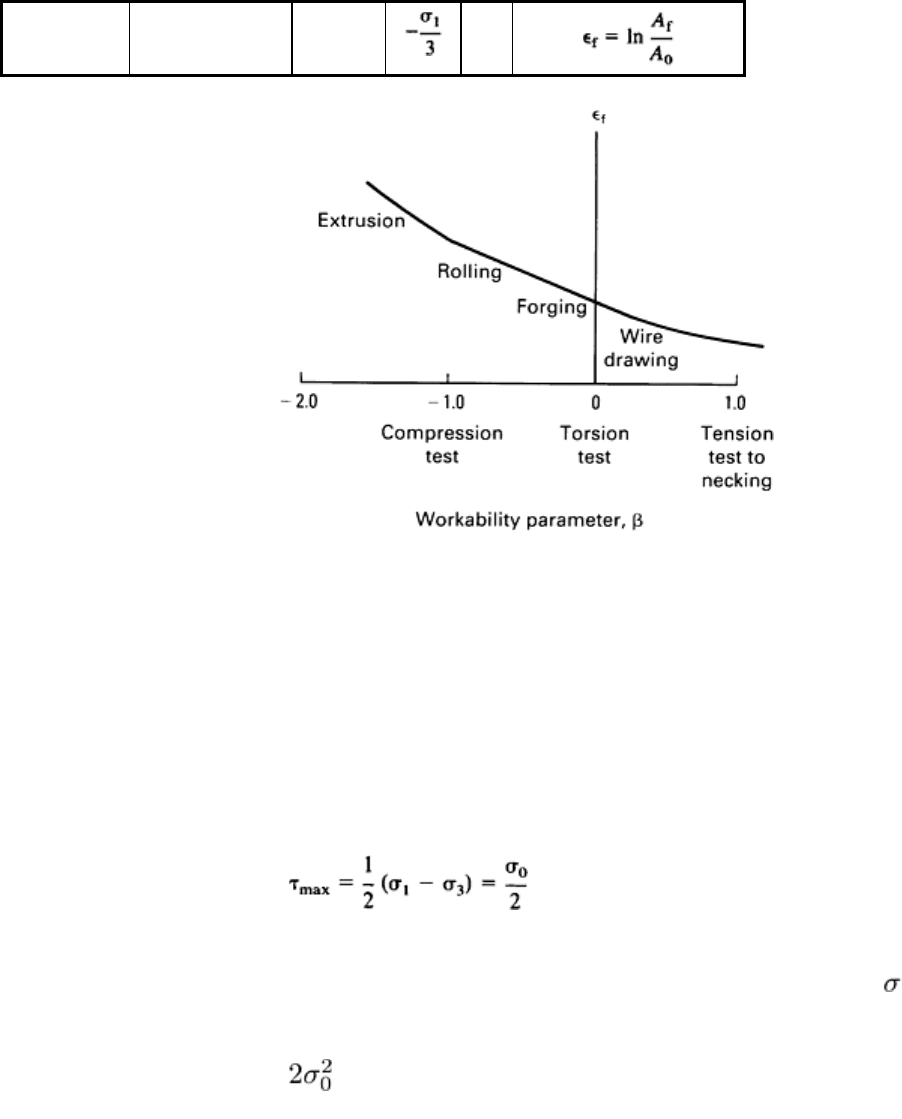
is the hydrostatic stress component, and is the effective stress. Figure 14 shows the β parameter plotted for
various mechanical tests and metalworking processes. The curve is evaluated by three basic tests: tension, torsion, and
compression. Table 4 gives the pertinent values for each test. Figure 14 shows that workability is enhanced when β is
predominately compressive.
Table 4 Evaluation of β parameter
Test Principal stresses
Effective
stress
Mean
stress
β
Strain-to-fracture
measurement
Tension σ
1
; σ
2
= σ
3
= 0 σ
1
1.0
Torsion σ
1
= -σ
2
; σ
3
= 0
1
0 0
Compression
-σ
1
; σ
2
= σ
3
= 0 -σ
1
-1.0
Fig. 14 Influence of stress state on strain to fracture.
Yielding Criteria. The ease with which a metal yields plastically or flows is an important factor in workability. If a
metal can be deformed at low stress, as in superplastic deformation, then the stress levels throughout the deforming
workpiece are low, and fracture is less likely. The dominant metallurgical conditions and temperature are important
variables, as is the stress state. Plastic flow is produced by slip within the individual grains, and slip is induced by a high
resolved shear stress. Therefore, the beginning of plastic flow can be predicted by a maximum shear stress, or Tresca,
criterion:
(Eq 14)
where τ
max
is the maximum shear stress and σ
0
is the yield (flow) stress measured in either a uniaxial tension or uniaxial
compression test. Although adequate, this yield criterion neglects the intermediate principal stress
2
. A more complete
and generally applicable yielding criterion is that proposed by von Mises:
= (σ
1
- σ
2
)
2
+ (σ
2
- σ
3
)
2
+ (σ
3
- σ
1
)
2
(Eq 15)
where σ
1
> σ
2
> σ
3
are the three principal stresses, and σ
0
is the uniaxial flow stress of the material. This is the same
equation given earlier for effective stress.
The significance of yield criteria is best illustrated by examining a simplified stress state, in which σ
3
= 0 (plane stress).
The Tresca yield criterion then defines a hexagon, and the von Mises criterion an ellipse (Fig. 15).
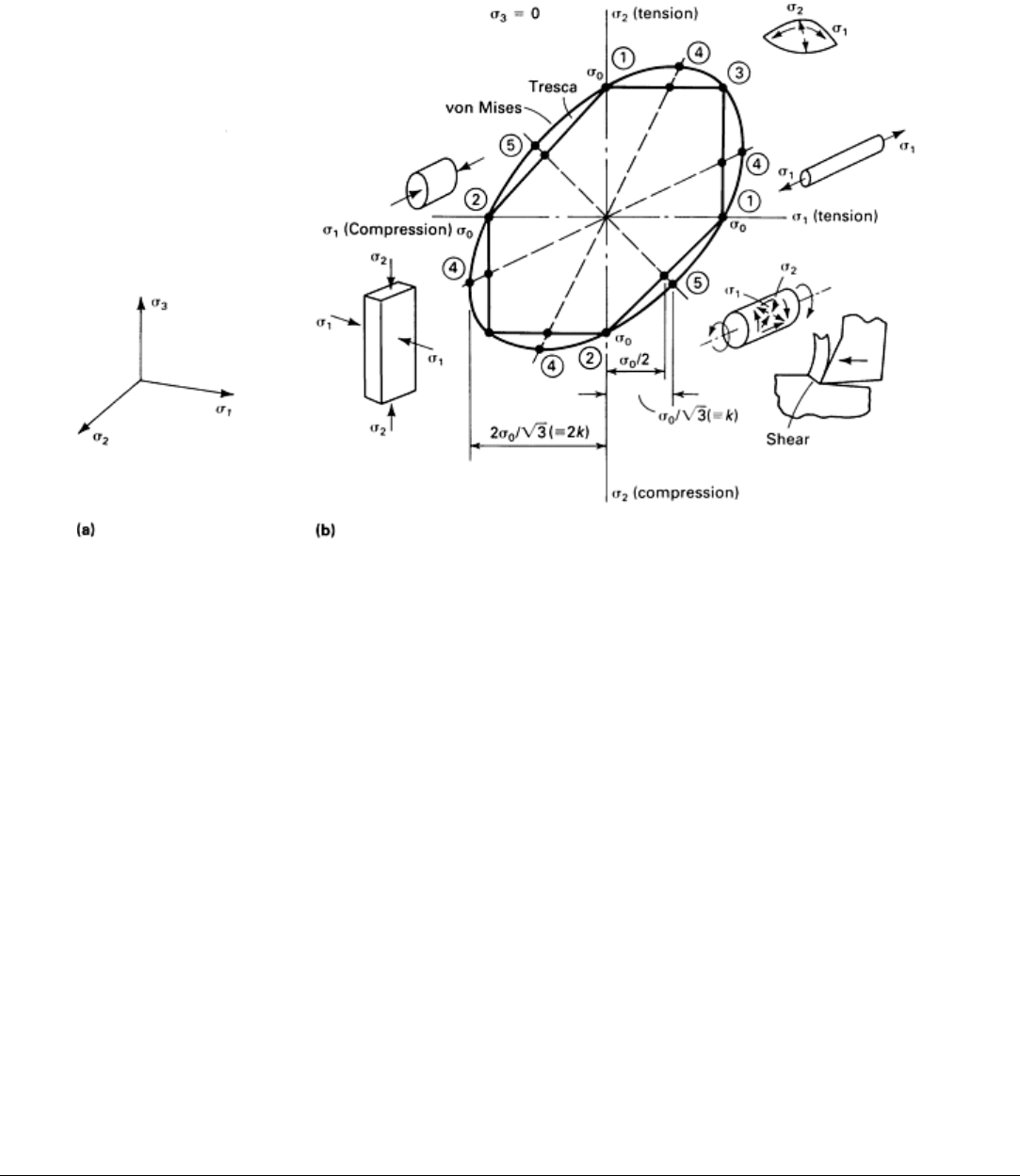
Fig. 15 Directions of principal stresses (a) and yield criteria (b) with some typical stress states.
Yielding (plastic flow) can be initiated in several modes. In pure tension, flow occurs at the flow stress σ
0
(points 1 in Fig.
15 corresponding to two directions in the plane of a sheet). In pure compression, the material yields at the compressive
flow stress, which, in ductile materials, is usually equal to the tensile flow stress σ
0
(points 2, Fig. 15). When a sheet is
bulged by a punch or a pressurized medium, the two principal stresses in the surface of the sheet are equal (balanced
biaxial tension) and must reach σ
0
(point 3, Fig. 15).
A technically important condition is reached when deformation of the workpiece is prevented in one of the principal
directions (plane strain). This occurs because a die element keeps one dimension constant; or only one part of the
workpiece is deformed, and adjacent nondeforming portions exert a restraining influence. In either case, the restraint
creates a stress in that principal direction; the stress is the average of the two other principal stresses (corresponding to
points 4, Fig. 15). The stress required for deformation is still σ
0
according to Tresca, but is 1.15σ
0
according to von Mises.
The latter is usually regarded as the plane-strain flow stress of the materials. It is sometimes called the constrained flow
stress.
Another important stress state is pure shear, in which the two principal stresses are of equal magnitude but of the opposite
sign (points 5, Fig. 15). Flow now occurs at the shear flow stress τ
0
, which is equal to 0.5σ
0
according to Tresca and
0.577σ
0
according to von Mises. The shear flow stress according to von Mises is often denoted as k. Figure 15 illustrates
how the stress required to produce plastic deformation varies significantly with the stress state and how it can be related
to the basic uniaxial flow stress of the material through a yield criterion.
Reference cited in this section
9.
V. Vujovic and A.H. Shabaik, A New Workability Criterion for Ductile Metals, J. Eng.
Mater. Technol.
(Trans. ASME), Vol 108, 1986, p 245-249

Introduction to Workability
George E. Dieter, University of Maryland
Workability Fracture Criteria
Workability is not a unique property of a given material. It depends on such process variables as strain, strain rate,
temperature, friction conditions, and the stress system imposed by the process. For example, metals can be deformed to a
greater extent by extrusion than by drawing because of the compressive nature of the stresses in the extrusion process that
makes fracture more difficult. Therefore, workability can be expressed as:
Workability = f
1
(material) · f
2
(process)
(Eq 16)
where f
1
is a function of the basic ductility of the material, and f
2
is a function of the stress and strain imposed by the
process. Because f
1
depends on the material condition and the fracture mechanism, it is a function of temperature and
strain rate. Similarly, f
2
depends on such process conditions as lubrication (friction) and die geometry.
Therefore, to describe workability in a fundamental sense, a fracture criterion must be established that defines the limit of
strain as a function of strain rate and temperature. Also required is a description of stress, strain, strain rate, and
temperature history at potential fracture sites. The application of computer-aided finite-element analysis of plastic
deformation and heat flow has facilitated this goal (see the Section "Computer-Aided Process Design for Bulk Forming"
in this Volume). The forming limit diagrams illustrated and discussed in the article "Workability Theory and Application
in Bulk Forming Processes" in this Volume are a direct outgrowth of the above concept of workability.
The simplest and most widely used fracture criterion is that discussed in Ref 10. This fracture criterion is not based on a
micromechanical model of fracture, but simply recognizes the joint roles of tensile stress and plastic strain in producing
fracture:
(Eq 17)
where is the effective stress; σ* is the maximum tensile stress; d is the effective strain, which is equal to ( /3)[(dε
1
- dε
2
)
2
+ (dε
2
- dε
3
)
2
+ (dε
3
- dε
1
)
2
]
1/2
; and C is a material constant evaluated from the compression test. This fracture
criterion indicates that fracture occurs when the tensile strain energy per unit volume reaches a critical value.
Use of this fracture criterion is shown in Fig. 16. The values of the reduction ratio at which centerburst fracture occurs in
the cold extrusion of two aluminum alloys are illustrated. The energy conditions for different die angles are given by the
three curves that reach a maximum. The fracture curves for the two materials slope down to the right. Centerburst occurs
in the regions of reduction, for which the process energies exceed the material fracture curve. No centerburst occurs at
small or large reduction ratios.