ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

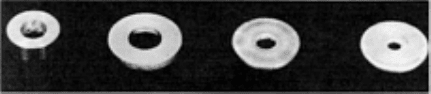
Fig. 14 Varia
tion in shape of ring test specimens deformed the same amount under different frictional
conditions. Left to right: undeformed specimen; deformed 50%, low friction; deformed 50%, medium friction;
deformed 50%, high friction.
The ring test, then, is a compression test with a built-in frictional measurement. Therefore, it is possible to measure the
ring dimensions and compute both the friction value and the basic flow stress of the ring material at the strain under the
given deformation conditions.
Analysis of Ring Compression. The mechanics of the compression of flat ring-shaped specimens between flat dies
have been analyzed using an upper bound plasticity technique (Ref 20, 21). Values of p/σ
0
(where p is the average forging
pressure on the ring, and σ
0
is the flow stress of the ring material) can be calculated in terms of ring geometry and the
interfacial shear factor, m. In these calculations, neither σ
0
nor the interfacial shear stress, τ, appears in terms of
independent absolute values, but only as the ratio m (see the article "Introduction to Workability" in this Section).
The analysis assumes that this ratio remains constant for a given material and deformation conditions. If the analysis is
carried out for a small increment of deformation, σ
0
and τ can be assumed to be approximately constant for this increment,
and the solution is valid. Therefore, if the shear factor m is constant for the entire operation, the mathematical analysis can
be continued in a series of small deformation increments, using the final ring geometry from one increment as the initial
geometry for the subsequent increment. As long as the ratio of the interfacial shear stress, τ, to the material flow stress, σ
0
,
remains constant, strain hardening of the ring material during deformation has no effect if the increase in work hardening
in any single deformation increment can be neglected.
The progressive increase in interfacial shear stress accompanying strain hardening is also immaterial if it can be assumed
to be constant over the entire die/ring interface during any one deformation increment. Therefore, the analysis can be
justifiably applied to real materials even though it was initially assumed that the material would behave according to the
von Mises stress-strain rate laws, provided the assumption of a constant interfacial shear factor, m, is correct. However, it
has been shown that a highly strain rate sensitive material requires a different analysis (Ref 22).
Based on these assumptions, the plasticity equations have been solved for several ring geometries over a complete range
of m values from 0 to unity (Ref 23), as shown in Fig. 15. The friction factor can be determined by measuring the change
in internal diameter of the ring.

The ring thickness is usually expressed in relation to
the inside and outside diameters. The maximum
thickness that can be used while still satisfying the
mathematical assumption of thin-specimen
conditions varies, depending on the actual friction
conditions. Under conditions of maximum friction,
the largest usable specimen height is obtained with
rings of dimensions in the OD:ID:thickness ratio of
6:3:1. Under conditions of low friction, thicker
specimens can be used while still satisfying the
above assumption. For normal lubricated conditions,
a geometry of 6:3:2 can be used to obtain results of
sufficient accuracy for most applications.
For experimental conditions in which specimen
thicknesses are greater than those permitted by a
geometry of 6:3:1 and/or the interface friction is
relatively high, the resulting side barreling or
bulging must be considered. Analytical treatment of
this more complex situation is available in Ref 24.
The ring compression test can be used to measure
the flow stress under high-strain practical forming
conditions. The only instrumentation required is that
for measuring the force needed to produce the
reduction in height. The change in diameter of the
6:3:1 ring is measured to obtain a value of the ratio
p/σ
0
by solving the analytical expression for the
deformation of the ring or by using computer
solutions for the ring (Ref 25). Measurement of the
area of the ring surface formerly in contact with the
die and knowledge of the deformation load facilitate
calculation of p and therefore the value of the
material flow stress, σ
o
, for a given amount of deformation. Repetition of this process with other ring specimens over a
range of deformation allows the generation of a complete flow stress-strain curve for a given material under particular
temperature and strain rate deformation conditions.
Hot Tension Testing. Although necking is a fundamental limitation in tension testing, the tension test is nevertheless
useful for establishing the temperature limits for hot working. The principal advantage of this test for industrial
applications is that it clearly establishes maximum and minimum hot-working temperatures (Ref 26).
Most commercial hot tensile testing is done with a Gleeble unit, which is a high strain rate, high-temperature testing
machine (Ref 27). A solid buttonhead specimen that has a reduced diameter of 6.4 mm (0.250 in.) and an overall length of
89 mm (3.5 in.) is held horizontally by water-cooled copper jaws (grips), through which electric power is introduced to
resistance heat the test specimen (Fig. 16). Specimen temperature is monitored by a thermocouple welded to the specimen
surface at its midlength. The thermocouple, with a function generator, controls the heat fed into the specimen according to
a programmed cycle. Therefore, a specimen can be tested under time-temperature conditions that simulate hot-working
sequences.
Fig. 15 Th
eoretical calibration curve for standard ring with
an OD:ID:thickness ratio of 6:3:2.
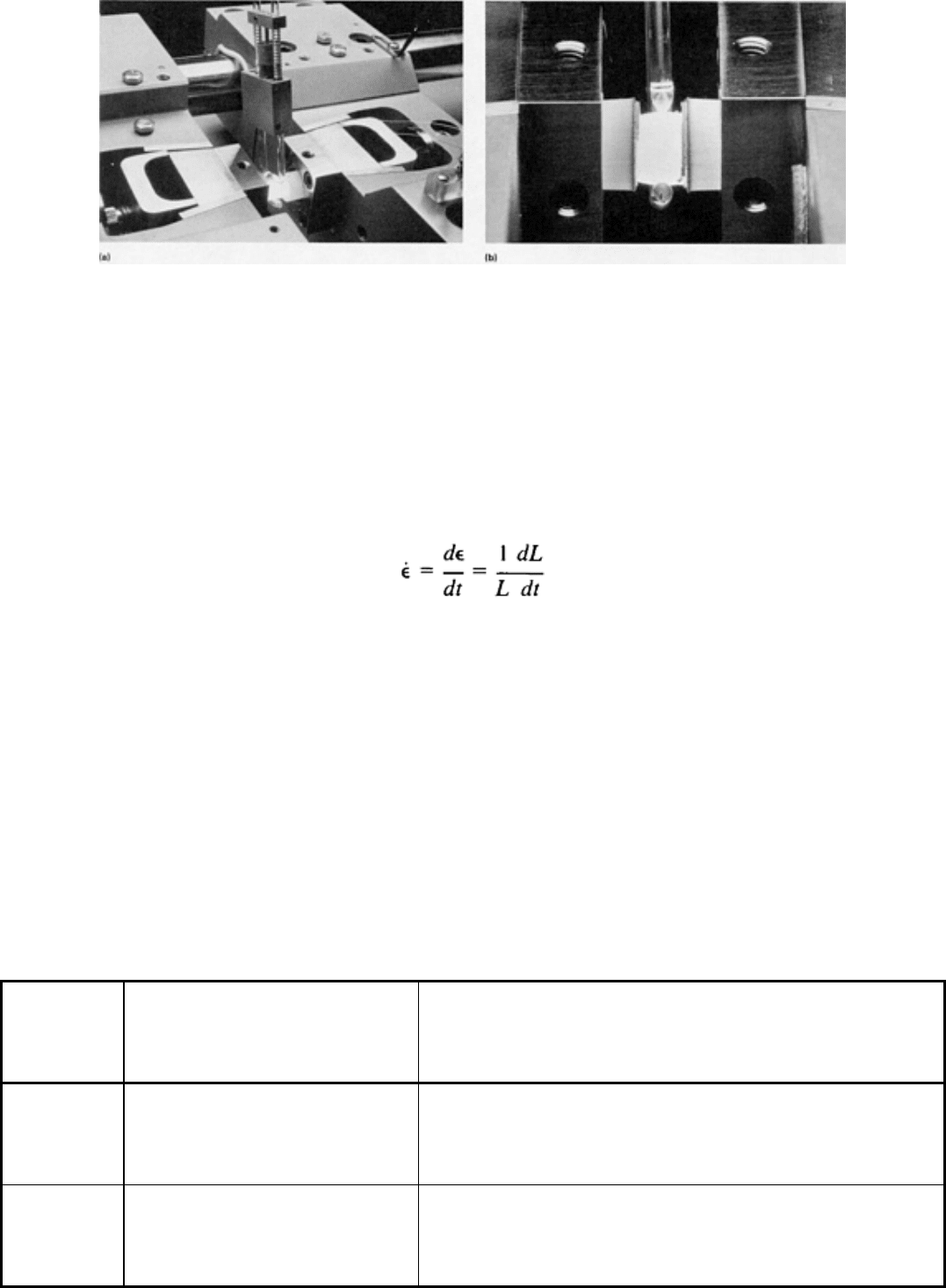
Fig. 16
The Gleeble test unit used for hot tension and compression testing. (a) Specimen in grips showing
attached thermocouple wires and linear variable differential transformer for measuring strain. (b) Close-
up of a
compression test specimen. Courtesy of Duffers Scientific, Inc.
The specimen is loaded by a pneumatic-hydraulic system. The load can be applied at any desired time in the thermal
cycle. Temperature, load, and crosshead displacement are measured as a function of time. In the Gleeble test, the
crosshead speed can be maintained constant throughout the test, but the true strain rate decreases until necking occurs,
according to the relationship:
When the specimen necks, the strain rate increases suddenly in the deforming region, because deformation is concentrated
in a narrow zone. Although this variable strain rate history introduces some uncertainty into the determination of strength
and ductility values, it does not negate the utility of the hot tension test. Moreover, a procedure has been developed that
corrects for the change in strain rate with strain so that stress-strain curves can be constructed (Ref 28).
The percent reduction in area is the primary result obtained from the hot tension test. This measure of ductility is used to
assess the ability of the material to withstand crack propagation. Reduction in area adequately detects small ductility
variations in materials caused by composition or processing when the material is of low-to-moderate ductility. It does not
reveal small ductility variations in materials of very high ductility.
A general qualitative rating scale between reduction in area and workability is given in Table 2. This correlation was
originally based on superalloys. In addition to ductility measurement, the ultimate tensile strength can be determined with
the Gleeble test. This gives a measure of the force required to deform the material.
Table 2 Qualitative hot-workability ratings for specialty steels and superalloys
Hot tensile
reduction in
area
(a)
, %
Expected alloy behavior under
normal hot reductions in open-die
forging or rolling
Remarks regarding alloy hot-working practice
<30 Poor hot workability, abundant cracks
Preferably not rolled or open-die forged; extrusion may be feasible;
rolling or forging should be attempted only with light reductions, low
strain rates, and an insulating coating.
30-40 Marginal hot workability, numerous
cracks
This ductility range usually signals the minimum hot-working
temperature; rolled or press forged with light reductions and lower-
than-usual strain rates
40-50 Acceptable hot workability, few cracks
Rolled or press forged with moderate reductions and strain rates
50-60 Good hot workability, very few cracks
Rolled or press forged with normal reductions and strain rates
60-70 Excellent hot workability, occasional
cracks
Rolled or press forged with heavier reductions and higher strain rates
than normal if desired
>70 Superior hot workability, rare cracks.
Ductile ruptures can occur if strength
is too low.
Rolled or press forged with heavier reductions and higher strain rates
than normal if alloy strength is sufficiently high to prevent ductile
ruptures
Source: Ref 26
(a)
Ratings apply for Gleeble tension testing of 6.4-mm (0.250 in.) diam specimens with 25-mm (1 in.) head separation.
Hot Tension Test Procedure Variations. Two variations of the hot tension test can be used to establish the
temperature limits of hot working: on-heating tests and on-cooling tests. The on-heating test method is used for a material
for which little or no hot-working information is available. The specimens are resistance heated to the test temperature,
held for 1 to 10 min, and pulled to fracture at a crosshead rate approximating the strain rate of plant practice.
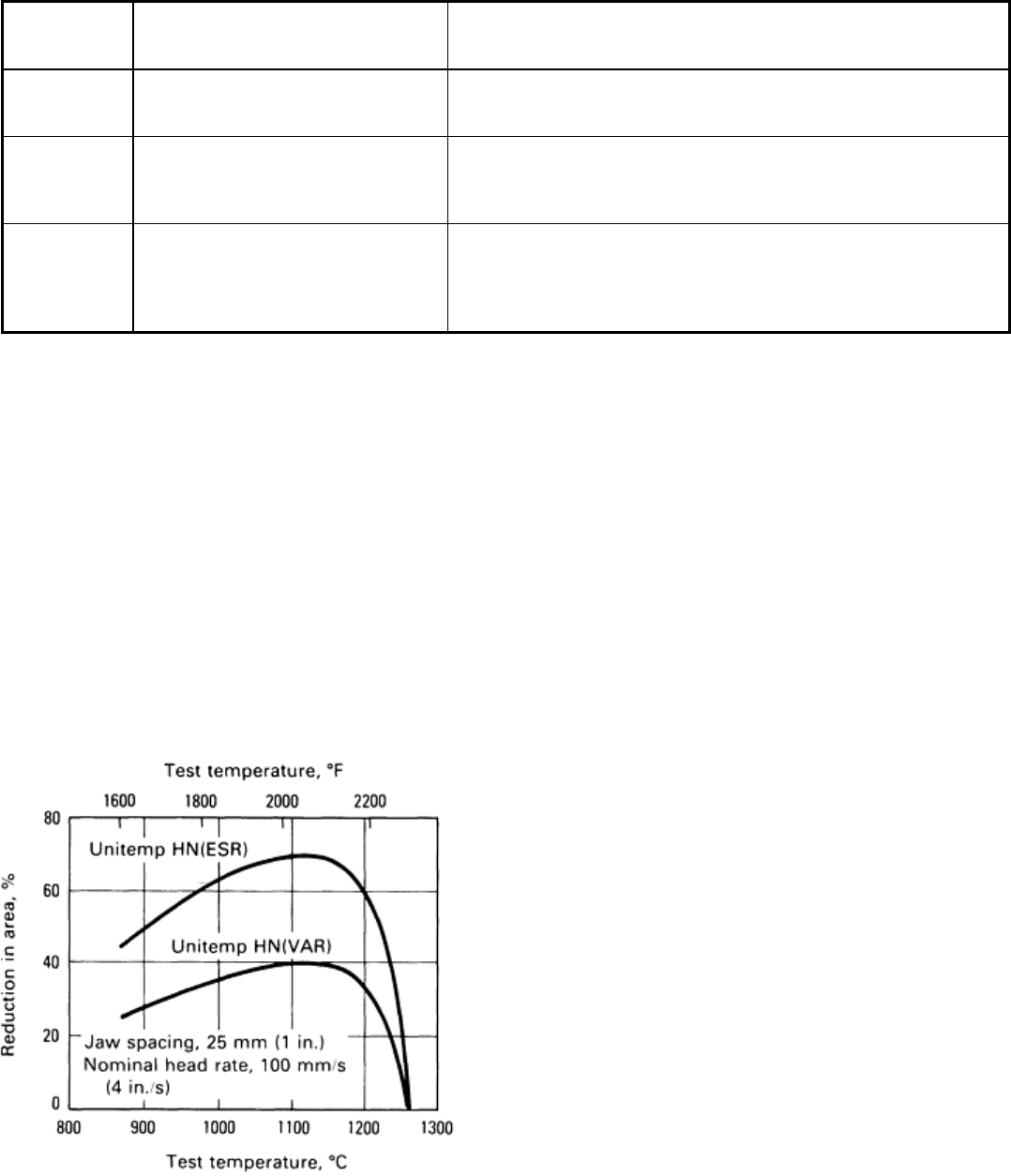
The reduction in area versus test temperature obtained by the on-heating testing of a heat-resistant alloy is shown in Fig.
17. The optimal reheat temperature for working lies between the peak ductility temperature and the zero-ductility
temperature. The test clearly distinguishes between ingots prepared by electroslag remelting (ESR) and vacuum arc
remelting (VAR) practices.
The on-cooling test procedure is used to establish the
optimal preheat temperature in this range. The objective is
to determine which hot-working temperature provides the
highest ductility over the broadest temperature range
without risking permanent damage to the material from
overheating. Unmachined specimen blanks are heat treated
in a furnace at a given preheat temperature and duration to
duplicate a furnace soak commensurate with the workpiece
size and the hot-working operation. Samples are water
quenched from the soak temperature to retain the high-
temperature structure.
After machining, tensile specimens are heated to the
preheat temperature in the Gleeble unit and held for 1 to
10 min to dissolve any phases that may have precipitated
during cooling. Specimens are then cooled to a series of
temperatures below the preheat temperatures at 28 to 55
°C (50 to 100 °F) intervals, held 5 s at the test temperature,
and pulled to fracture at the appropriate head speed.
Data obtained from on-cooling tests conducted on three
test specimens that were subjected to varying preheat
temperatures are shown in Fig. 18. A preheat temperature
of 1205 °C (2200 °F) was selected as optimal in this
example, because it produced a slightly higher and rather
broad band of high ductility. The minimum hot-working
temperature was established as the temperature at which the reduction in area decreases to the 50% level for typical
workpiece reductions.
Fig. 17
Reduction in area versus test temperature
obtained by hot tension testing on heating. Specimens
were heated to the test temperature, held 5 min, and
pulled to fracture.
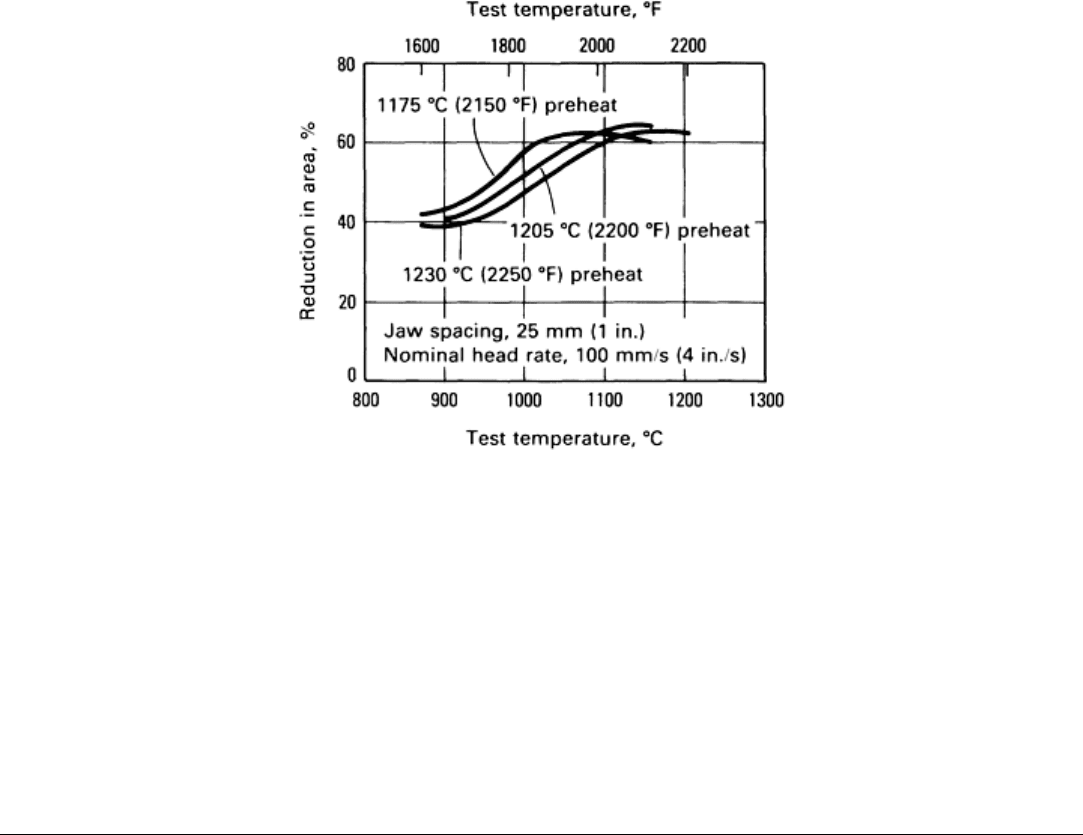
Fig. 18 Reduction in area versus testing temperature for Unitemp HN (ESR) generated by
testing on cooling.
Specimen blanks were furnace soaked 2 h at the preheat temperatures. The specimens were then heated to the
preheat temperatures in the Gleeble unit, held 5 min, cooled to the test temperature, held 5 s, and pulled to
fracture.
On-cooling hot tension testing is useful, because the brief hold times for on-heating tests may not develop a grain size
representative of that temperature, or they may be insufficient to dissolve or precipitate a phase that will occur during an
actual furnace soak prior to hot working. In addition, most industrial hot-working operations are performed while the
workpiece temperature cools slowly. On-cooling tests also indicate how closely the zero-ductility temperature can be
approached before hot ductility is severely reduced.
References cited in this section
11.
A.B. Watts and H. Ford, On the Basic Yield Stress Curve for a Metal, Proc. Inst. Mech. Eng.,
Vol 169,
1955, p 1141-1149
16.
J.A. Bailey, The Plane Strain Forging of Aluminum at Low Strain Rates and Elevated Temperatures,
Int. J.
Mech. Sci., Vol 11, 1969, p 491
17.
O. Pawelski, U. Rudiger, and R. Kaspar, The Hot Deformation Simulator, Stahl Eisen, Vol 98, 1978, p 181-
189
18.
S.M. Woodall and J.A. Schey, Development of New Workability Test Techniques, J. Mech.Work. Technol.,
Vol 2, 1979, p 367-384
19.
S.M. Woodall and J.A. Schey, Determination of Ductility for Bulk Deformation, in Formability Topics--
Metallic Materials, STP 647, American Society for Testing and Materials, 1978, p 191-205
20.
B. Avitzur, Metal Forming: Processes and Analysis, McGraw-Hill, 1968
21.
B. Avitzur and C.J. Van Tyne, Ring Forming: An Upper Bound Approach, J.Eng. Ind. (Trans. ASME),
Vol
104, 1982, p 231-252
22.
G. Garmong, N.E. Paton, J.C. Chesnut, and L.F. Necarez, An Evaluation of the Ring Test for Strain-
Rate
Sensitive Materials, Metall. Trans. A, Vol 8A, 1977, p 2026, 2027
23.
A.T. Male and V. DePierre, The Validity of Mathematical Solutions for Determining Friction From the
Ring Compression Test, J. Lubr. Technol. (Trans. ASME), Vol 92, 1970, p 389-397
24.
V. DePierre, F.J. Gurney, and A.T. Male, "Mathematical Calibration of the Ring Test With Bulge
Formation," Technical Report AFML-TR-37, U.S. Air Force Materials Laboratory, March 1972

25.
G. Saul, A.T. Male, and V. DePie
rre, "A New Method for the Determination of Material Flow Stress Values
Under Metalworking Conditions," Technical Report AFML-TR-70-
19, U.S. Air Force Materials
Laboratory, Jan 1970
26.
R.E. Bailey, R.R. Shiring, and H.L. Black, Hot Tension Testing, in Workability Testing Techniques,
G.E.
Dieter, Ed., American Society for Metals, 1984
27.
E.F. Nippes, W.F. Savage, B.J. Bastian, H.F. Mason, and R.M. Curran, An Investigation of the Hot
Ductility of High Temperature Alloys, Weld. J., Vol 34, April 1955, p 183-196
28.
R.L. Plaut and C.M. Sellars, Analysis of Hot Tension Test Data to Obtain Stress-
Strain Curves to High
Strains, J. Test Eval., Vol 13, 1985, p 39-45
Workability Tests
George E. Dieter, University of Maryland
Forgeability Tests
Basically, all forging processes consist of the compressive deformation of a metal workpiece between a pair of dies (Ref
14). The two broad categories of forging processes are open-die and closed-die modes. The simplest open-die forging
operation is the upsetting of a cylindrical billet between two flat dies. The compression test is a small-scale prototype of
this process. As the metal flows laterally between the advancing die surfaces, there is less deformation at the die
interfaces (because of the friction forces) than at the midheight plane. Therefore, barreling occurs on the sides of the upset
cylinder. Generally, metal flows most easily toward the nearest free surface because this path presents the least friction.
Closed-die forging is done in closed or impression dies that impart a well-defined shape to the workpiece. The degree of
lateral constraint varies with the shape of the dies and the design of the peripheral areas where flash is formed, as well as
with the same factors that influence metal flow in open-die forging (amount of reduction, frictional boundary conditions,
and heat transfer between the dies and the workpiece).
Because forging is a complex process, a single workability test cannot be relied on to determine forgeability. However,
several testing techniques have been developed for predicting forgeability, depending on alloy type, microstructure, die
geometry, and process variables. This section will summarize some of the common tests for determining workability in
open-die and closed-die forging.
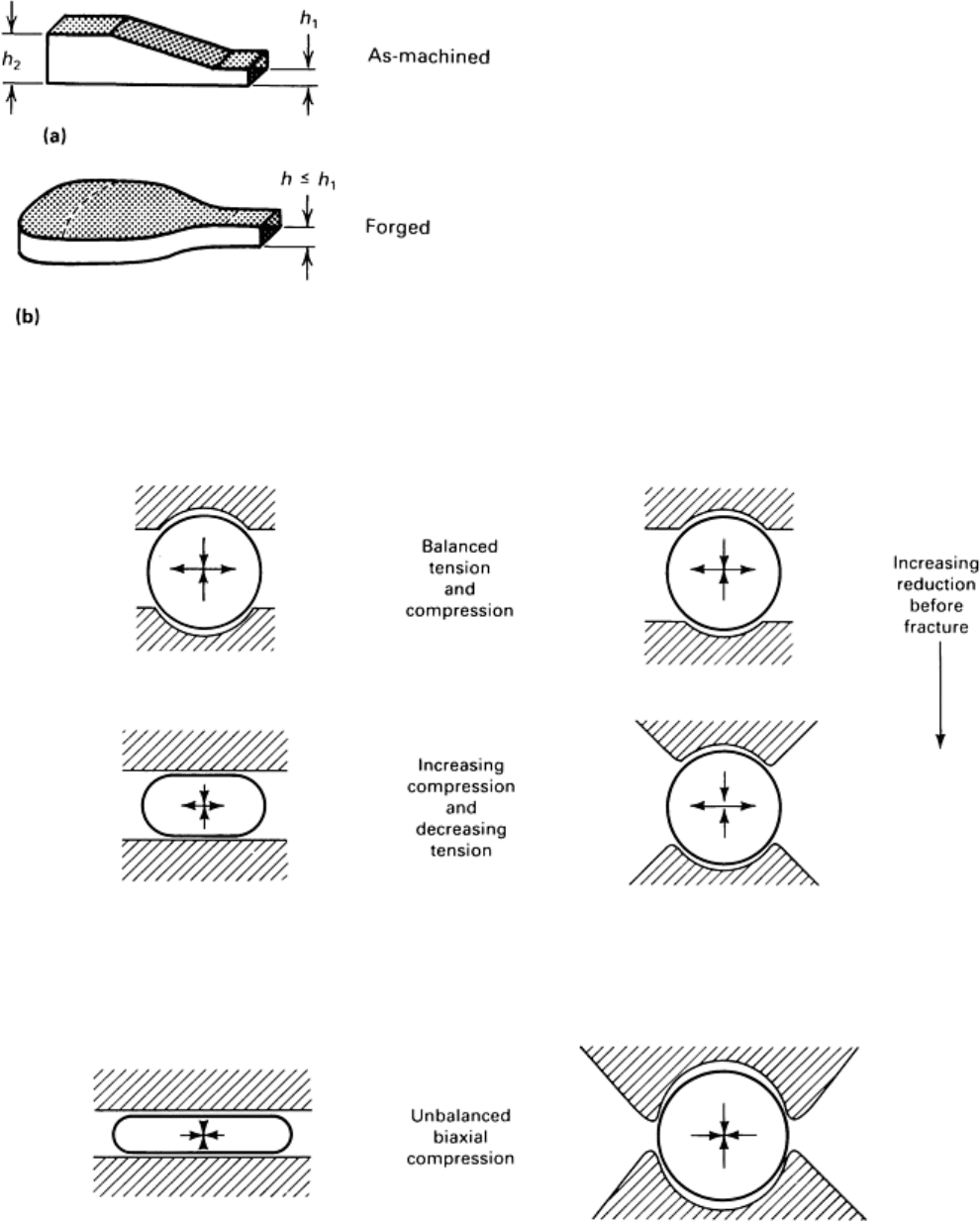
Wedge-Forging Test. In this test, a wedge-shaped piece of metal is machined from a cast ingot or wrought billet and
forged between flat, parallel dies (Fig. 19). The dimensions of the wedge must be selected so that a representative
structure of the ingot is tested. Coarse-grain materials require larger specimens than fine-grain materials. The wedge-
forging test is a gradient test in which the degree of deformation varies from a large amount at the thick end (h
2
) to a
small amount or no deformation at the thin end (h
1
). The specimen should be used on the actual forging equipment in
which production will occur to allow for the effects of deformation velocity and die chill on workability.
Tests can be made at a series of preheat temperatures,
beginning at about nine-tenths of the solidus temperature or
the incipient melting temperature. After testing at each
temperature, the deformation that causes cracking can be
established. In addition, the extent of recrystallization as a
function of strain and temperature can be determined by
performing metallographic examination in the direction of the
strain gradient.
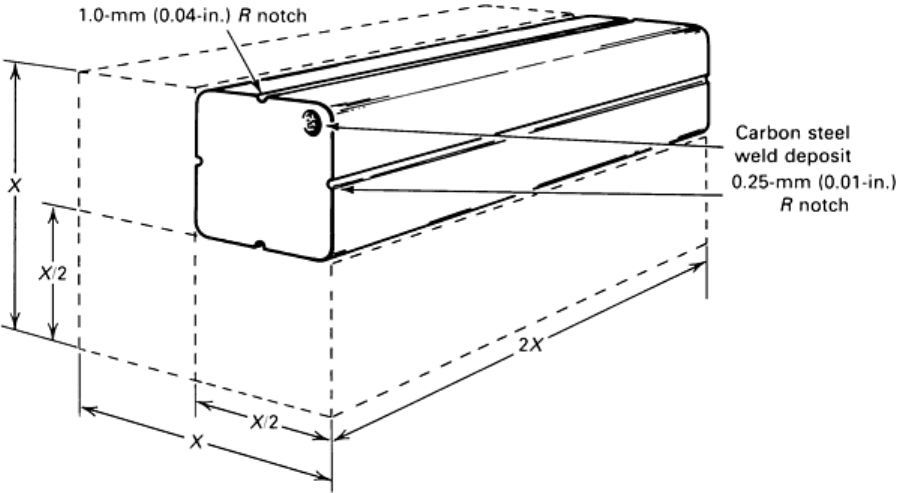
The sidepressing test consists of compressing a
cylindrical bar between flat, parallel dies where the axis of the
cylinder is parallel to the surfaces of the dies. Because the
cylinder is compressed on its side, this testing procedure is
termed sidepressing. This test is sensitive to surface-related
cracking and to the general unsoundness of the bar, because
high tensile stresses are created at the center of the cylinder
(Fig. 20).
Fig. 20
Effects of billet shape and degree of enclosure on stress state in forging with good lubrication and no
chilling. Source: Ref 29.
For a cylindrical bar deformed against flat dies, the tensile stress is greatest at the start of deformation and decreases as
the bar assumes more of a rectangular cross section. As shown in Fig. 20, the degree of tensile stress can be reduced at the
outset of the tests by changing from flat dies to curved dies that support the bar around part of its circumference.
Fig. 19 Specimens for the wedge test. (a) As-
machined specimen. (b) Specimen after forging.
The typical sidepressing test is conducted with unconstrained ends. In this case, failure occurs by ductile fracture on the
expanding end faces. If the bar is constrained to deform in plane strain by preventing the ends from expanding,
deformation will be in pure shear, and cracking will be less likely. Plane-strain conditions can be achieved if the ends are
blocked from longitudinal expansion by machining a channel or cavity into the lower die block.
The notched-bar upset test is similar to the conventional upset test, except that axial notches are machined into the
test specimens (Ref 30). The notched-bar test is used with materials of marginal forgeability for which the standard upset
test may indicate an erroneously high degree of workability. The introduction of notches produces high local stresses that
induce fracture. The high levels of tensile stress in the test are believed to be more typical of those occurring in actual
forging operations.
Test specimens are prepared by longitudinally quartering a forging billet, thus exposing center material along one corner
of each test specimen (Fig. 21). Notches with 1.0 or 0.25 mm (0.04 or 0.01 in.) radii are machined into the faces as
shown. A weld button is frequently placed on one corner to identify the center and surface material of alloys that are
difficult to forge because of segregation.
Fig. 21 Method of preparing specimens for notched-bar upset forgeability test. Source: Ref 30.
Specimens are heated to predetermined temperatures and upset about 75%. The specimen is oriented with the grooves
(notches) in the vertical direction. Because of the stress concentration effect, ruptures are most likely to occur in the
notched areas. These ruptures can be classified according to the rating system shown in Fig. 22. A rating of 0 indicates
that no ruptures are observed, and higher numbers indicate an increasing frequency and depth of rupture.
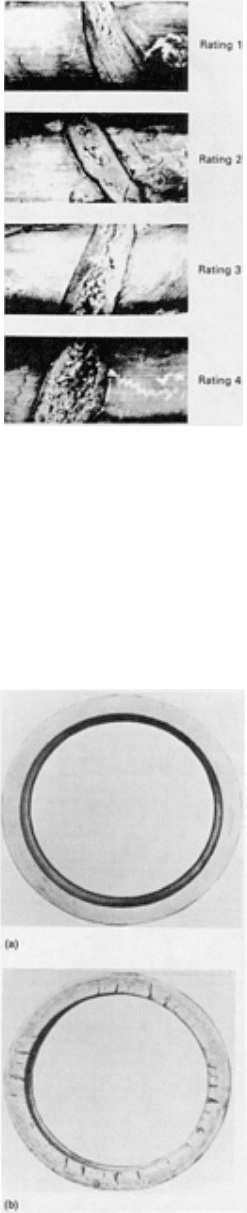
Fig. 22 Suggested rating system for notched-bar upset tes
t specimens that exhibit progressively poorer
forgeability. A rating of 0 indicates freedom from ruptures in the notched area. Source: Ref 30.
Figure 23 shows roll-forged rings made from two heats of type 403 stainless steel. The ring shown in Fig. 23(a) came
from a billet with a notched-bar forgeability rating of 0. The billet shown in Fig. 23(b) had a forgeability rating of 4.
Fig. 23
Rolled rings made from two heats of type 403 stainless steel exhibiting different forgeability ratings in
notched-bar upsetting tests. (a) Forgeability rating is 0. (b) Forgeability rating is 4. Courtesy of L
adish
Company.
Truncated Cone Indentation Test. This test involves the indentation of a cylindrical specimen by a conical tool
(Fig. 24). As a result of the indentation, cracking is made to occur beneath the surface of the testpiece at the tool/material
interface. The reduction (measured at the specimen axis) at which cracking occurs can be used to compare the workability
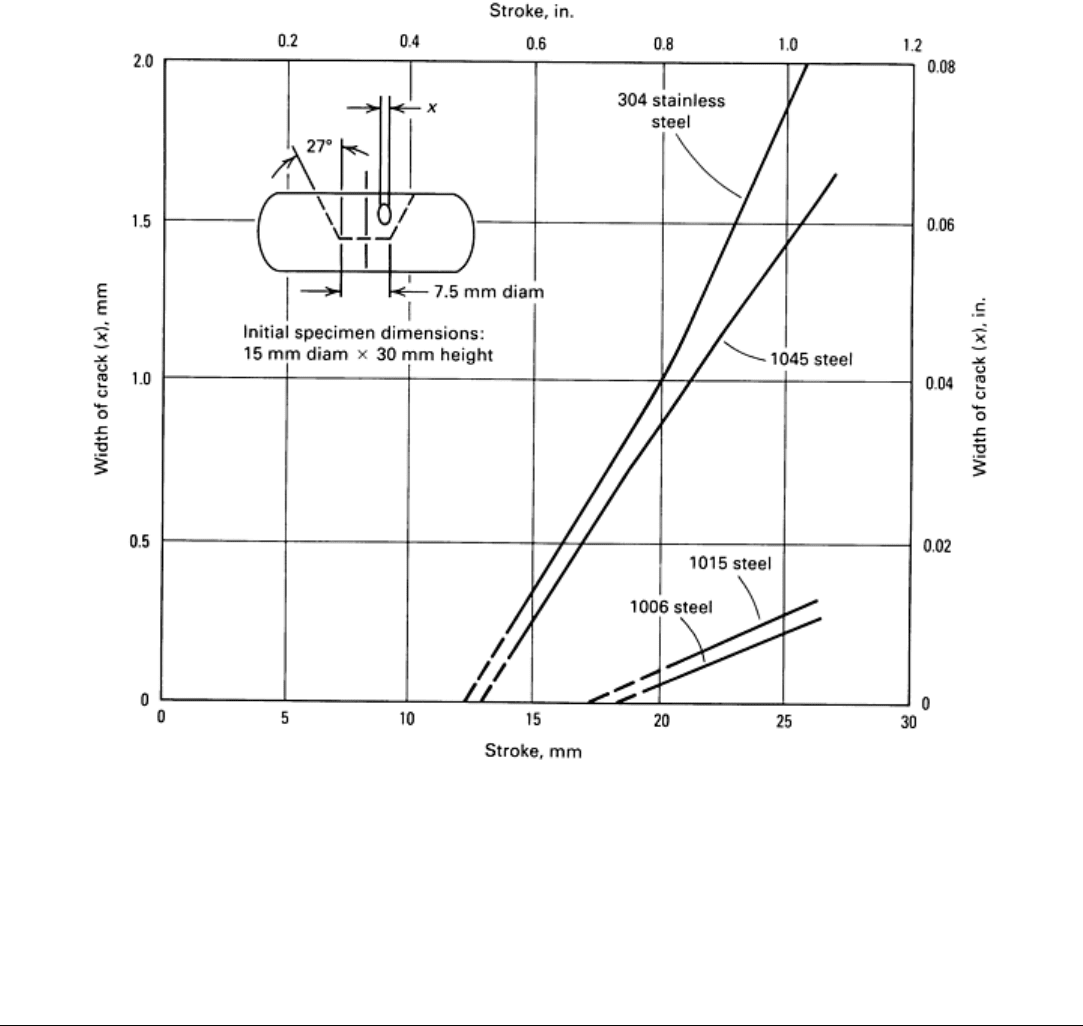
of different materials. Alternatively, the reduction (stroke) at which a fixed crack width is produced or the width of the
crack at a given reduction can be used as a measure of workability.
Fig. 24
Relationship between crack width and stroke in truncated cone indentation test for workability of
various steels at cold-forging temperatures.
The truncated cone was developed as a test that minimizes the effects of surface flaws and the variability they produce in
workability (Ref 31). This test has been primarily used in cold forging.
References cited in this section
14.
S.L. Semiatin, Workability in Forging, in Workability Testing,
G.E. Dieter, Ed., American Society for
Metals, 1984, p 197-247
29.
A.L. Hoffmanner, "Plasticity Theory as Applied
to Forging of Titanium Alloys," Paper presented at the
Symposium on the Thermal-Mechanical Treatment of Metals, London, May 1970
30.
R.P. Daykin, Ladish Company, unpublished research, 1951
31.
T. Okamoto, T. Fukuda, and H. Hagita, Material Fracture in Cold Forging--
Systematic Classification of
Working Methods and Types of Cracking in Cold Forging, Sumitomo Search, No. 9, May 1973, p 46;
Source Book on Cold Forming, American Society for Metals, 1975, p 216-226