ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

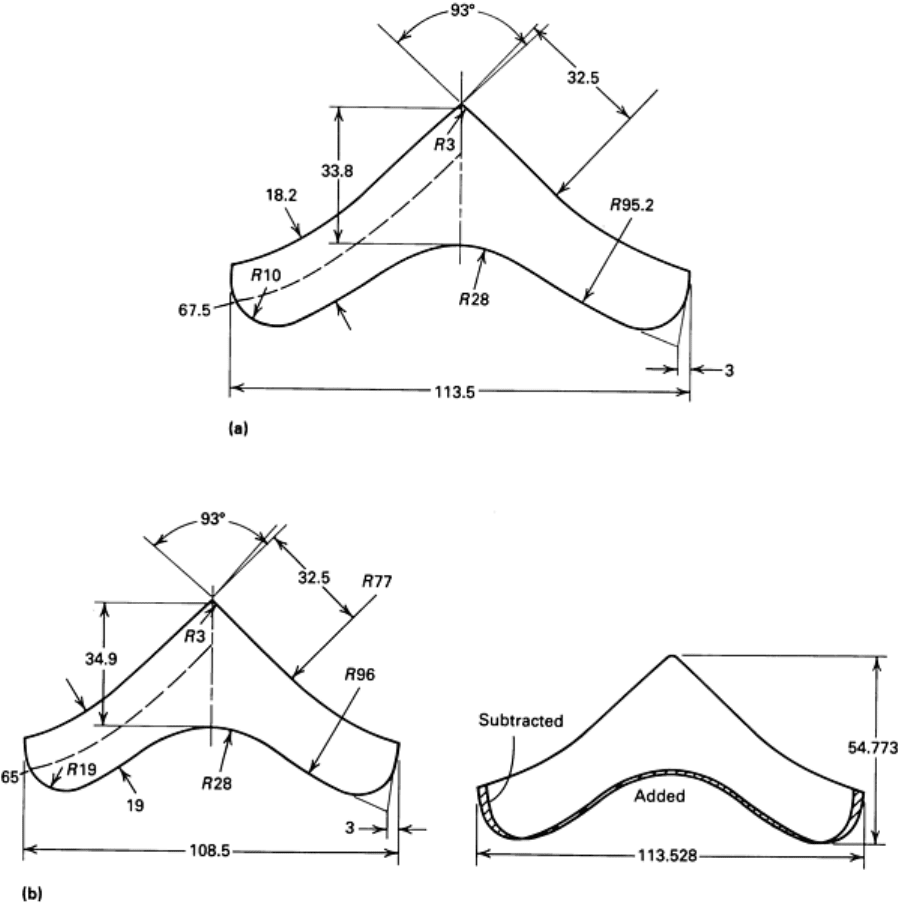
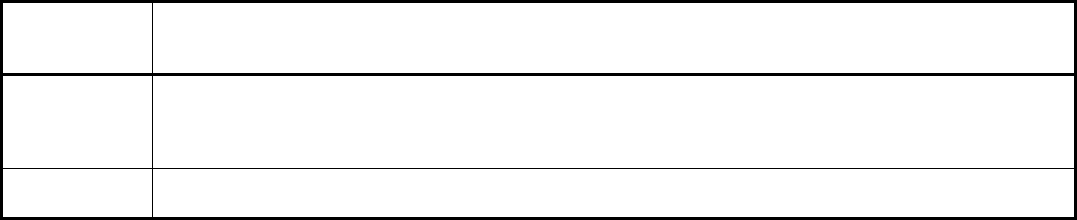
Fig. 18 (a) Alternative design for an intermediate-
angle pass obtained by assigning values to the parameters
given in Fig. 17. (b) Modified design of the intermediate-
angle pass shown in (a), with new dimensions (left)
and added and subtracted areas (right). Source: Ref 43
This interactive graphics program does not involve any analysis of metal flow or stresses. Nevertheless, it is extremely
useful to the designer for modifying section geometries quickly and accurately, calculating cross-sectional areas, and
cataloging all this geometrical information systematically. The program also automatically prepares engineering drawings
of the sections and the templates for quality control as well as tapes for numerically controlled milling of the templates
and the graphite EDM electrodes used in manufacturing the necessary cutting tools for roll machining (Ref 43).
Finite-element modeling has been used in the analysis of three-dimensional metal flow and of stress and strain
distributions in shape rolling (Fig. 19, 20). By this so-called FEM method, the complex shape under the roll gap is divided
into cells or elements with simple three-dimensional shapes. Through the analysis of these elements one at a time, the
deformation pattern in a complex shape can be determined. Such calculations take hours on most computers; however, as
new generations of computer hardware that perform calculations at greater speed become available, the laborious task of
designing rolls for complex shapes will be greatly simplified.
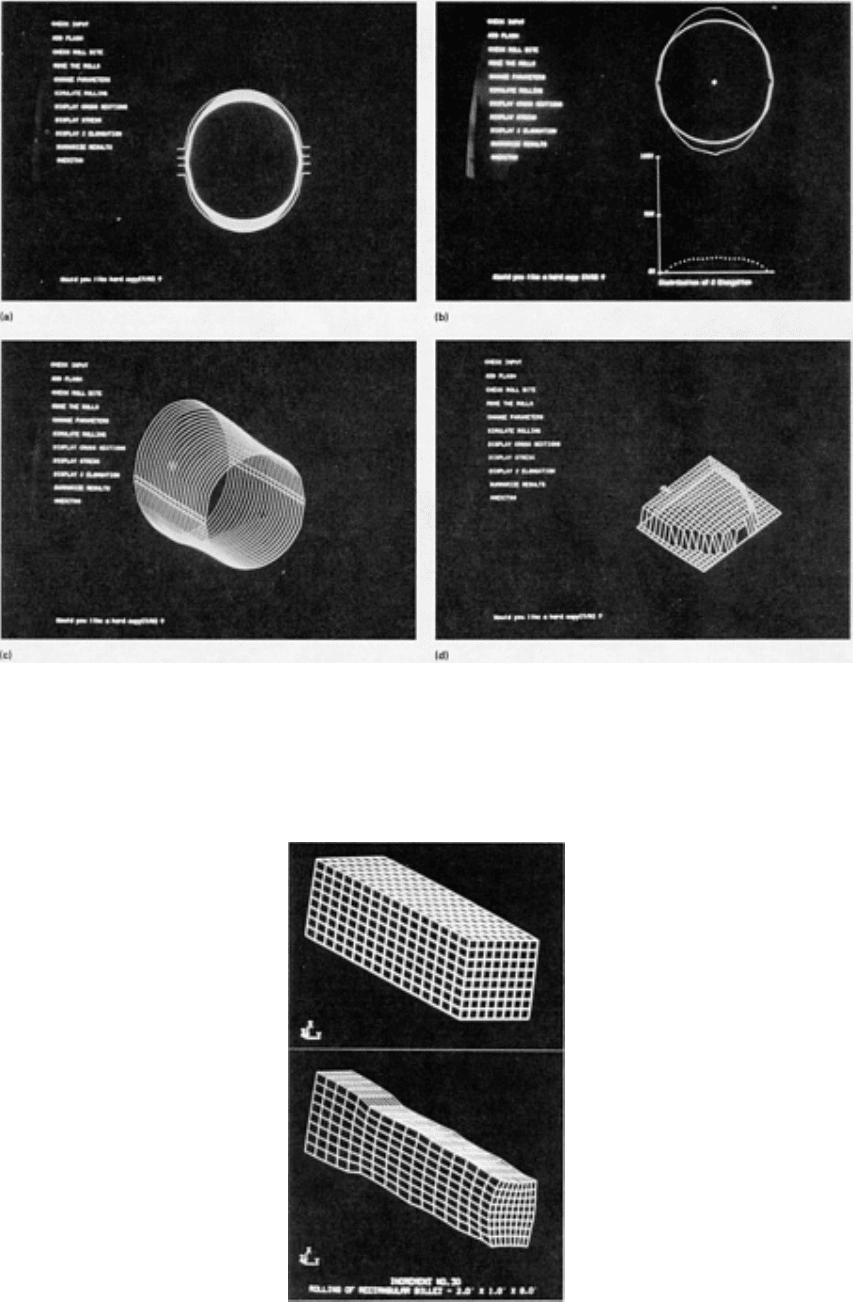
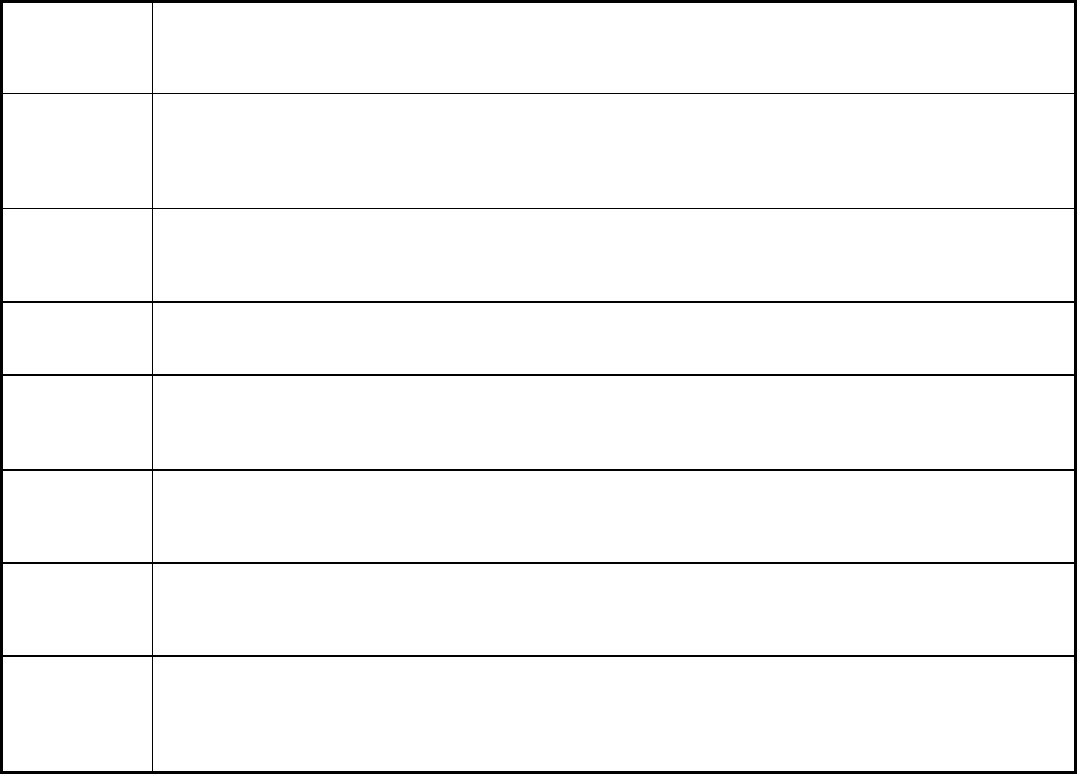
Fig. 19 Computer analysis of a bar-
rolling pass. (a) Cross sections of the bar at various stages through the roll
bite. (b) Distribution of elongation at the roll exit. (c) Three-
dimensional view of the roll bite. (d) Pressure
distribution along the arc of contact. Courtesy of K.F. Kennedy
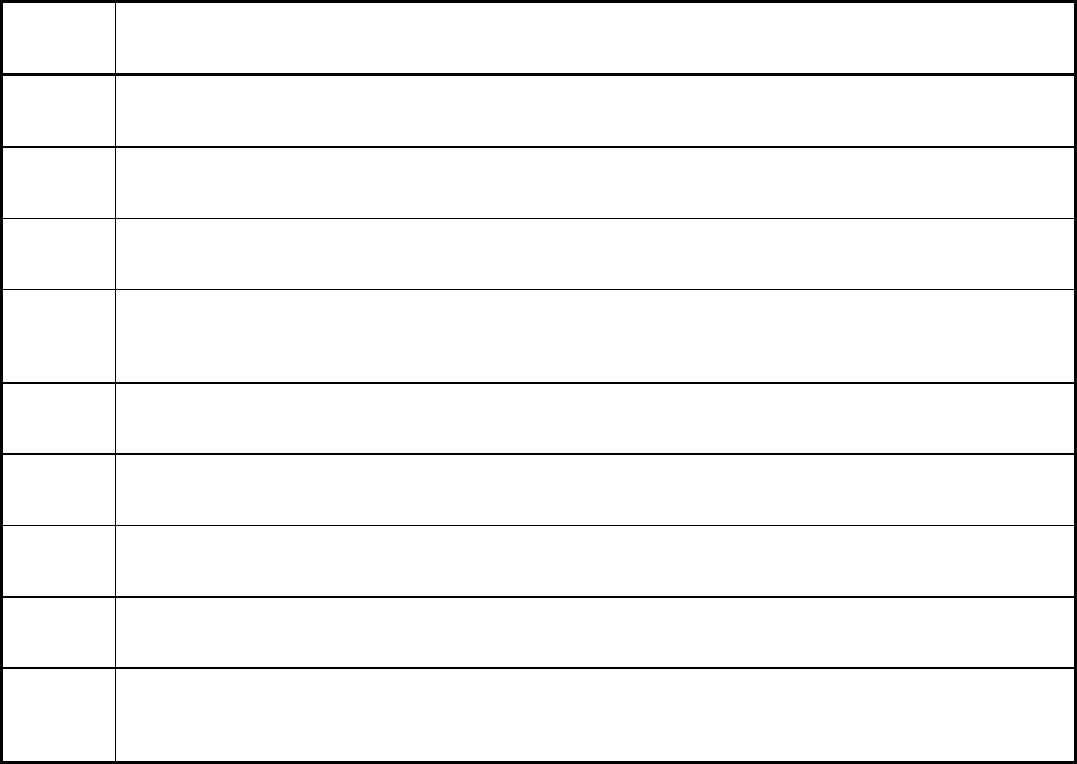
Fig. 20
Finite element modeling of metal flow in rolling. The square bloom is divided into numerous elements
(top), and an analysis of a pass through a rolling stand is carried out. The bulging of the sides of the workpiece
after a given reduction in height is shown at bottom. Courtesy of B. Kiefer, Bethlehem Steel Corporation

References cited in this section
17.
N. Akgerman, G.D. Lahoti, and T. Altan, Computer Aided Roll Pass Design in Rolling of Airfoil Shapes,
J.
Appl. Metalwork., Vol 1, 1980, p 30
24.
H. Neumann, Design of Rolls in Shape Rolling, VEB Deutscher Verlag, 1969 (in German)
26.
R.E. Beynon, "Roll Design and Mill Layout," Association of Iron and Steel Engineers, 1956
27.
A. Schutza, Comparison of Roll Pass Designs Used for Rolling Angle Sections, Stahl Eisen,
Vol 90, 1970,
p 796 (in German)
28.
"Roll Pass Design," British Steel Corporation, 1979
29.
W. Trinks, Roll Pass Design, Vol I and II, Penton, 1941
30.
Z. Wusatowski, Fundamentals of Rolling, Pergamon Press, 1969
31.
E.H. Hoff and T. Dahl, Rolling and Roll-Shape Design, Verlag Stahleisen, 1956 (in German)
32.
A.E.G. El-
Nikhaily, "Metal Flow Models for Shape Rolling," Ph. D. thesis, Technical University of
Aachen, 1979 (in German)
33.
K.F. Kennedy, G.D.
Lahoti, and T. Altan, Computer Aided Analysis of Metal Flow, Stresses and Roll Pass
Design in Rolling of Rods, submitted to AISE J., Sept 1982
34.
K. Bollmann and G. Kuchenbuch, Development of Methods for Manufacturing of Wide- and Parallel-
Flanged V-beams, Stahl Eisen, Vol 80, 1960, p 1501 (in German)
35.
C.M. Kruger, Characteristics for the Theory and Practice of Roll Pass Design, Stahl Eisen,
Vol 81, 1961, p
858 (in German)
36.
P.S. Raghupathi and T. Altan, "Roll Pass Design in Shape Rolling," unpubl
ished review of German
literature, Battelle Columbus Laboratories, 1980
37.
H. Neumann and R. Schulze, Programmed Roll Pass Design for Blocks, Neue Hütte,
Vol 19, 1974, p 460
(in German)
38.
H. Gedin, Programmed Roll Pass Design for Quality Steels (in German), Kalibreur, Vol 11, 1969, p 41
39.
U. Suppo, A. Izzo, and P. Diana, Electronic Computer Used in Roll Design Work for Rounds, Kalibreur,
Vol 19, Sept 1973, p 3
40.
A.G. Schloeman-Siemag, private communication, Sept 1979
41.
J. Spyra and J. Ludyga,
Mechanization of Roll Engineering Calculations Using Modern Electronic
Computers, Kalibreur, Vol 28, 1978, p 3
42.
J. Metzdorf, Computer Aided Roll Pass Design--Possibilities of Application, Kalibreur,
(No. 34), 1981, p
29 (in German and French)
43.
F. Schmeling, Computer Aided Roll Pass Design and Roll Manufacturing, Stahl Eisen,
Vol 102, 1982, p
771 (in German)
Flat, Bar, and Shape Rolling
G. D. Lahoti, The Timken Company; S.L. Semiatin, Battelle Columbus Division
Rolling Mills (Ref 44)
Mills are classified by descriptive dimensions that indicate the size of the mill, by the arrangement of roll stands, and by
the type of product that is rolled. The dimensions used to indicate size vary depending on the type of mill and the product.
(More information on classification and other aspects of rolling mills is available in Ref 44.)
However, there are three principal types of rolling mills, referred to as two-high, three-high, and four-high mills (Fig. 21).
This classification, as the names indicate, is based on the way the rolls are arranged in the housings. A two-high stand
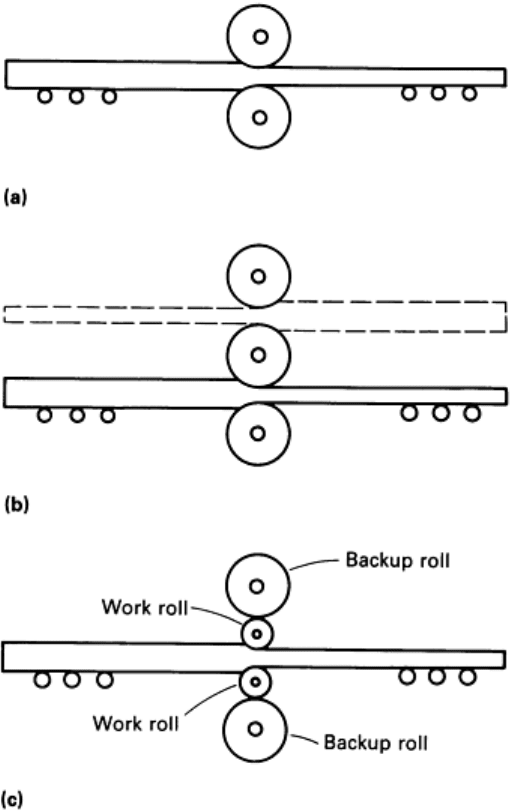
consists of two rolls, one positioned directly above the other; a three-high mill has three rolls, and a four-high mill has
four rolls, also arranged one on top of the other.
Fig. 21 The most common types of rolling mills. (a) Two-high. (b) Three-high. (c) Four-high
Two-high mills (Fig. 21a) may be either pull-over (drag-over) mills or reversing mills. In pull-over-type mills, the rolls
run in only one direction. The workpiece must be returned over the top of the mill for further rolling, hence the name pull-
over. Reversing mills employ rolls on which the direction of rotation can be reversed. Rolling then takes place alternately
in two opposite directions. Reversing mills are among the most widely used in industry, and can be used to produce slabs,
blooms, plates, billets, rounds, and partially formed sections suitable for rolling into finished shapes on other mills.
In three-high mills (Fig. 21b), the top and bottom rolls rotate in the same direction, while the middle roll rotates in the
opposite direction. This allows the workpiece to be passed back and forth alternately through the top and middle rolls and
then through the bottom and middle rolls without reversing the direction of roll rotation.
Four-high mills (Fig. 21c) are used for rolling flat material such as sheet and plate. This type of mill uses large backup
rolls to reinforce smaller work rolls, thus obtaining fairly large reductions without excessive amounts of roll deflection.
Four-high mills are used to produce wide plates and hot-rolled or cold-rolled sheet, as well as strip of uniform thickness.
Specialty Mills. Two other types of mills that are used are cluster mills and planetary mills. The most common type of
cluster mill is the Sendzimir mill. In a typical Sendzimir mill design (Fig. 22a), each work roll is supported through its
entire length by two rolls, which in turn are supported by three rolls. These rolls transfer roll-separating forces through
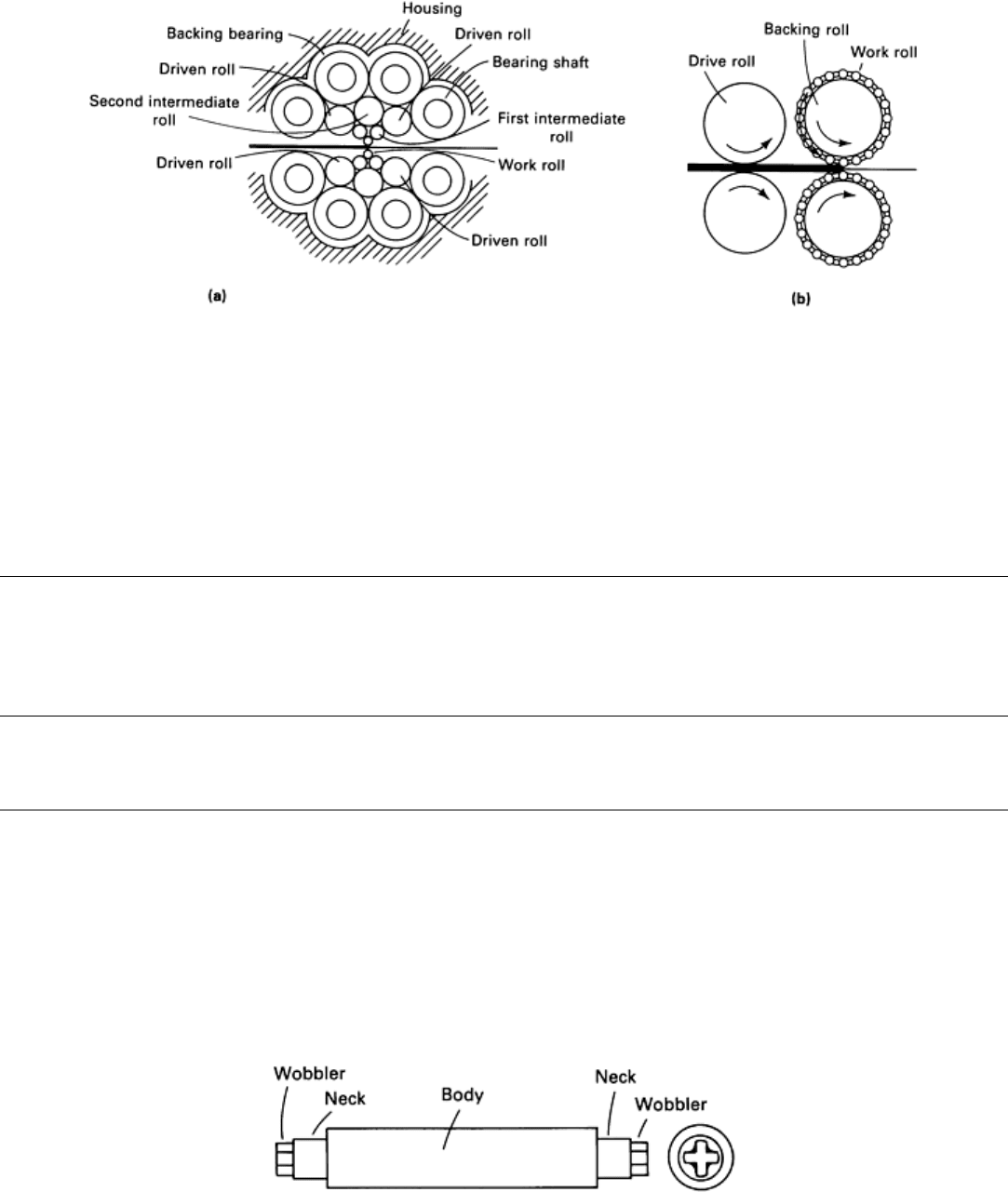
four large backup rolls to a rigid, cast steel housing. Sendzimir mills are used for the cold rolling of sheet and foil to
precise thicknesses.
Fig. 22
Two types of specialty mills. (a) Sendzimir mill, used for precision cold rolling of thin sheet and foil. (b)
Planetary mill, used to accomplish large reductions in a single pass
Planetary mills were developed in Germany to reduce slabs to hot-rolled strip in a single pass. This is accomplished by
the use of two backup rolls surrounded by a number of small work rolls (Fig. 22b). Planetary mills are capable of
reductions of up to 98% in a single pass, and have been designed up to 2030 mm (80 in.) in width.
Reference cited in this section
44.
Construction and Operation of Rolling Mills, chapter 23 in The Making, Shaping, and Treating of Steel,
10th ed., W.T. Lankford, Jr. et al., Ed., U.S. Steel/Association of Iron and Steel Engineers, 1985
Flat, Bar, and Shape Rolling
G. D. Lahoti, The Timken Company; S.L. Semiatin, Battelle Columbus Division
Rolls and Roll Materials
Of all the components of a rolling mill, the rolls are probably of primary interest, because they control the reduction and
shaping of the work metal. There are three main parts of a roll: the body (the part on which the actual rolling takes place),
the necks (which support the body and take the rolling pressure), and the driving ends, commonly known as wobblers
(where the driving force is applied). These parts are shown in Fig. 23.
Fig. 23 Principal parts of a rolling mill roll
Rolls must have good wear resistance; sufficient strength to withstand the bending, torsional, and shearing stresses to
which they are subjected; and, for hot rolling, ability to withstand elevated temperatures without heat checking (thermal
fatigue) and oxidation.
Roll Design
Rolls are designed by engineering companies and builders of rolling mills, except for pass and groove designs on grooved
rolls, which generally are engineered in the user's roll shop. The proportions of rolls are based on application and mill
design. The width of the metal to be rolled, or the length of the billet where cross rolling is required, determines the width
of the body face. Body diameter is selected to provide the required bite and pass angle to accomplish reduction and to
provide sufficient mass to resist roll deflection and breakage. Rolls of smaller diameter result in less spread of the work
metal and require less rolling pressure, separating force, and power for a given reduction. In designing rolls for shape
rolling, deep grooves should be placed as far as possible from the center, in a location where the bending moment is at a
minimum.
The size of a roll is generally designated by body diameter and body length, in that order; for example, a 600 × 1200 mm
(24 × 48 in.) roll would have a body diameter of 600 mm and a body length of 1200 mm. For rolls used in processing
shapes, the body diameter given is the nominal, or pitch, diameter.
Journal, or neck, dimensions are determined by imposed bending loads and by bearing design. The abrupt change in
diameter from roll body to roll neck intensifies bending and torsional stresses at this location. To prevent breakage, the
neck diameter should be as large a proportion of the body diameter as is feasible. Safe ratios of neck diameter to body
diameter vary with type of bearing, type of mill, and conditions of service. In any event, neck diameter should never be
smaller than 50% of body diameter. More information on roll design and manufacture is available in Ref 44.
Roll Materials
Cast iron rolls are used in the as-cast condition or after stress relief. Some high-alloy iron rolls are heat treated by
holding at high temperature, then subjected to several lower-temperature treatments. Cast irons used for rolls are
metastable and may be white or gray depending on composition, inoculation (if any), cooling rate, and other factors.
Because of the number of elements present, determination of transformation diagrams is complicated.
Development of proper roll specifications to meet widely varying rolling requirements is an extremely complicated,
technical undertaking; for example, when specifying radial hardness penetration, roll manufacturers must consider the
requirements dictated by the design of each particular mill. Because of these factors, each roll must be more or less
tailored for its intended use, and close cooperation between manufacturer and user is necessary to obtain maximum roll
life and performance.
In American practice, cast iron rolls are classified as chilled iron rolls, grain rolls, sand iron rolls, ductile iron rolls, or
composite rolls.
Chilled iron rolls (hardness 50 to 90 HSc) have a definitely formed, clear, homogeneous, chilled white iron body
surface and a fairly sharp line of demarcation between the chilled surface and the gray iron interior portion of the body.
Clear, chilled iron rolls can be made in unalloyed or alloyed grades, as shown in Table 2. The depth of chill is measured
visually as the distance between the finished surface of the body and the depth at which the first graphitic specks appear.
Below this, there is an area consisting of a mixture of white and gray iron known as mottle, which gradually becomes
more gray and more graphitic, until it merges with the main gray iron structure of the roll interior.
Table 2 Applications of cast iron rolls
Type of roll
Applications
Chilled iron
rolls
Unalloyed
(50-72 HSc)
Hot and cold rolls for sheet mills, tin mills, two-high and three-high plate mills, and jobbing mills; wet and dry
work rolls for four-high hot strip mills and for intermediate and finishing stands in rod, merchant, sheet, bar,
and skelp mills
Alloy iron
(60-90 HSc)
Hot rolls for sheet and strip mills in ferrous, nonferrous, rubber, plastic, and paper industries, two-high and
three-high plate mills, and universal mills; work rolls for four-high hot strip mills and for finishing stands in
sheet, bar, skelp, strip, and merchant mills; cold rolls for finishing ferrous and nonferrous sheet and strip
Grain rolls (40-
90 HSc)
Mild hard
Light-duty roughing rolls for small merchant and bar mills
Medium
hard
Intermediate rolls for merchant and bar mills and for large structural mills
Hard
Finishing rolls for merchant, bar, and structural mills; flat finishing rolls for sheet, bar, and skelp mills; sizing,
high-mill, reeler, and welding rolls for tube mills
Sand iron rolls
(35-45 HSc)
Mild-duty rolls for roughing stands in small mills and finishing stands in large structural mills
Ductile iron
rolls (50-80
HSc)
Roughing and intermediate rolls for bar and merchant mills and for tube mills and various other uses
Alloy chilled iron rolls have hardnesses ranging from 60 to 90 HSc that are controlled by carbon and alloy contents.
Customary maximum percentages of alloying elements are 1.25 Mo, 1.00 Cr, and 5.5 Ni. Many different combinations
are used to produce desired properties. Rolls of this type, particularly in the harder grades, are used chiefly for rolling flat
work, both hot and cold. The softer, machinable grades are used for rolling rod and small shapes.
Grain rolls are "indefinite chill" iron rolls (hardness 40 to 90 HSc) that have an outer chilled face on the body. There is
finely divided graphite at the surface, which gradually increases in amount and in flake size, with a corresponding
decrease in hardness, as distance from the surface increases. These rolls have high resistance to wear and good finishing
qualities, to considerable depths. The harder grades are used for hot and cold finishing of flat rolled products, and the
softer grades are for deep sections (even with small rolls). Alloying elements such as chromium, nickel, and molybdenum
are usually added, either singly or in combination, to develop specific levels of hardness and toughness similar to those of
chilled iron rolls.
Sand iron rolls (no chill; hardness 35 to 45 HSc) are cast in sand molds, in contrast to chilled iron rolls and grain rolls,
the bodies of which are cast directly against chills. In a sand iron roll, the metal in the grooves of the body may be mildly
hardened by use of cast iron ring inserts set in the sand mold. Sand iron rolls are used chiefly for intermediate and
finishing stands on mills that roll large shapes. They are also used for roughing operations in primary mills.
Ductile iron rolls (hardness 50 to 65 HSc) are made of iron of restricted composition to which magnesium or rare-earth
metals are added under controlled conditions to cause the graphite to form, during solidification, as nodules instead of the
flakes common to gray iron. The resulting iron has strength and ductility properties between those of gray iron and steel.
Composite rolls, sometimes called double-pour rolls (hardness: bodies, 70 to 90 HSc; necks, 40 to 50 HSc) are rolls in
which the body surface is made of a richly alloyed, hard, wear-resistant cast iron, and the necks, wobblers, and central
areas of the body are of a tougher and softer material. The metals are firmly bonded together during casting to form an
integral structure that produces a wearing surface of high hardness, along with a tougher body and neck. Composite rolls
are thus better able to withstand impact and thermal stresses. The outer rolling surface may be of either chilled or grain
iron. The chief application of composite rolls in the rolling of steel has been for work rolls in four-high hot and cold strip
mills and in plate mills; in the rolling of nonferrous metals, the chief application has been for rolls for hot breakdown and
cold reduction of sheet and strip.
Cast Steel Rolls. Differentiation between cast iron rolls and cast steel rolls cannot be made strictly on the basis of
carbon content. Iron rolls are usually of compositions that produce free graphite in unchilled portions; steel rolls do not
exhibit free graphite.
The harder cast alloy steel rolls have hardnesses equivalent to those of the softer cast iron rolls, and the superior
toughness of cast steel rolls often makes them preferable to cast iron rolls.
Composition. Alloy steel rolls have almost entirely superseded carbon steel rolls in use. Compositions of most alloy
steel rolls are within the following limits: 0.40 to 2.0 C; less than 0.012 S, usually 0.06 max; less than 0.012 P, usually
0.06 max; up to 1.25 Mn; up to 1.50 Cr; up to 1.50 Ni; and up to 0.60 Mo. Higher carbon contents increase hardness and
wear resistance. Some rolls have higher alloy contents, but these are usually employed for special purposes.
Applications. Cast steel rolls are graded according to carbon content. The general applications of these rolls are listed in
Table 3. This table does not constitute a rigid classification, because conditions vary widely from mill to mill.
Adjustments in carbon and alloy content are commonly made to suit individual conditions.
Table 3 Applications of cast steel rolls
Carbon, %
Applications
0.50-0.65
Applications in which strength is the only requirement
0.70-0.85
Blooming mills; roughing stands in jobbing, plate, and sheet mills; muck mills
0.90-1.05
Blooming mills; slab mills; roughing stands in continuous bar mills; backing rolls
1.10-1.25
Blooming and slab mills where breakage is not great; piercing mills; roughing stands in billet, bar, rail, and
structural mills
1.35-1.55
Intermediate stands for rail mills; structural, continuous-billet, and continuous-bar mills
1.60-1.80
Intermediate stands for continuous-bar and billet mills; middle rolls for three-high mills
1.85-2.05
Middle rolls for rail and structural mills; finishing mills where housing design is too limited for iron rolls
2.10-2.60
Finishing rolls for unusual conditions
2.65 and
up
Special applications
Hardened forged steel rolls are principally used for cold rolling various metals in the form of coiled sheet and strip.
Extremely high pressures are used in cold rolling, and forged rolls have sufficient strength, surface quality, and wear
resistance for cold-rolling operations. Forged rolls are sometimes employed in nonferrous hot mills in preference to iron
rolls because of their higher bending strength and resistance to metal pickup.

Type and Design. Forged steel rolls are generally flat-bodied (or plain-bodied) rolls designed to close dimensional
tolerances and concentricity. They vary widely in size from a few kilograms to as much as 45 Mg (50 tons). During
manufacture, holes are bored through the centers of larger rolls for heat treatment and inspection purposes. New design
developments include tapered journals with drilled holes to accommodate a special type of roller bearing, and somewhat
greater use of fully hardened bearing journals for direct roller-bearing contact. Forged rolls have been specified for work
rolls, backup rolls, auxiliary rolls, and special rolls.
Composition. The most commonly used composition for forged steel rolls, sometimes known as regular roll steel,
averages 0.85 C, 0.30 Mn, 0.30 Si, 1.75 Cr, and 0.10 V. About 0.25% Mo is sometimes added to this basic composition,
and the chromium content may be varied to obtain specific characteristics. For rolling nonferrous metals, a forged steel
containing 0.40 C and 3.00 Cr is preferred. In Sendzimir mills, the work rolls and first and second intermediate supporting
and drive rolls usually are made from high-carbon high-chromium tool steel with 1.50 or 2.25% C and 12.00% Cr (AISI
D1 or D4). For more severe service, work rolls of M1 are used. The powder metallurgy (P/M) alloy CPM 10V has wear
resistance approaching that of cemented carbide, which makes it attractive for some special forged steel rolls. The
composition of CPM 10V is 2.45 C, 5.25 Cr, 10.0 V, and 1.30 Mo.
Hardness. Selection of the proper hardness for the body of the roll is essential for successful service performance. The
hardness range varies with the specific application and is developed with the cooperation of mill operators. Most forged
rolls are heat treated to high hardness, but they may be processed to lower values for specific purposes. Because of their
high hardness, hardened steel rolls require careful handling in shipping, storage, mill service, and grinding.
Hardness of work rolls for rolling thin strip averages about 95 HSc; lower hardnesses are employed for rolling thicker
strip. In temper and finishing mills, work roll hardness is sometimes higher than 95 HSc, and for special applications such
as foil rolls, it is up to 100 HSc. In nonferrous rolling, especially in aluminum plate mills, work roll hardness generally
ranges from 60 to 80 HSc. Hardness of backing rolls varies from 55 to 95 HSc; values on the high side of this range are
specified for rolls in small mills and foil mills.
For Sendzimir mills, customary hardness is 61 to 64 HRC for D1 and D4 steel work rolls and 64 to 66 HRC for high-
speed steel work rolls. Customary hardness of intermediate rolls is 58 to 62 HRC.
Only the body section of a forged roll is hardened. Journals are usually not hardened, except those for direct-contact
roller-bearing designs, for which a minimum hardness of 80 HSc is specified. In normal practice, the journals of forged
rolls range in hardness from 30 to 50 HSc.
Sleeve Rolls. Use of forged and hardened sleeve-type rolls in certain hot strip and cold reduction mills has become
common because such rolls are more economical. Sleeves are forged from high-quality alloy steel. Chromium-
molybdenum-vanadium and nickel-chromium-molybdenum-vanadium compositions are generally used. Sleeves are heat
treated by liquid quenching in either oil or water and are tempered to hardnesses of 50 to 85 HSc, depending on
application.
The mandrel over which the sleeve is slipped may be made from a cast roll that has been worn below its minimum usable
diameter, from a new casting made specifically for use as a mandrel, or from an alloy steel forging.
The outside diameter of the mandrel and the inside diameter of the sleeve are accurately machined or ground for a shrink
fit. Mounting is accomplished by heating the sleeve to obtain the required expansion and then either slipping the sleeve
over the mandrel or inserting the mandrel in the sleeve. This operation is performed with the mandrel in a vertical
position. A locking device prevents lateral movement of the sleeve. Final machining is done after the sleeve is mounted.
Forged sleeves provide the hard, dense, spall-resistant surface required for the severe service encountered in hot and cold
reduction mills. Another economical advantage of this type of roll is that the mandrel may be resleeved four or five times.
Reference cited in this section
44.
Construction and Operation of Rolling Mills, chapter 23 in The Making, Shaping, and Treating of Steel,
10th ed., W.T. Lankford, Jr. et al., Ed., U.S. Steel/Association of Iron and Steel Engineers, 1985

Flat, Bar, and Shape Rolling
G. D. Lahoti, The Timken Company; S.L. Semiatin, Battelle Columbus Division
Instruments and Controls
Early rolling mills used few, if any, sensing and monitoring devices and were manually controlled by the operators.
However, in modern high-speed mills, instrumentation and process controls are essential to ensure a correct set, the
proper operation of mills, and an acceptable product quality. At a rolling speed of 1500 m/min (4900 ft/min), for example,
1200 mm (48 in.) wide sheet that is rolled 0.01 mm (0.0004 in.) too thick can result in a loss of one ton of steel every 5
min. Therefore, at each mill stand, instruments are used to measure roll force, drive motor current, roll speed, and roll
gap. In addition, other devices measure workpiece temperature, size, and shape. Furthermore, microprocessors and
computers are being used to program the mill operation, based on mathematical models. In slower mills, such as
blooming, billet, and slab mills, the operator often acts as the controller, adjusting the mill operation based on feedback
from instrumentation. However, for high-speed mills (bar, sheet, and strip mills), this is best accomplished by computer
control.
The principal components of a computer-controlled system are:
• Mathematical models that adequately describe the process
• Instrumentation to measure the required variables of the system
• Control equipment, including
a digital computer, to perform the required functions for control of the
system
Process Models. A computer-controlled system can only follow orders; it is necessary to tell the computer what to do.
This instruction is provided by programming the computer in accordance with mathematical formulations or process
models that describe the relationships between the process variables. The mathematical form of these relationships
depends on the specific application and might include differential equations derived from theoretical considerations,
empirical equations developed from experimental data, statistical analysis, logical decisions, or some combination of
these. The chosen treatment of the processing data must provide the processing parameters to be controlled and the
desired degree of control. In addition to inputting the computational instructions, the computer must be programmed for
the logic to be used, the time sequence of required events, priorities of control actions under certain circumstances, and
other decisions necessary for proper process control.
Instrumentation. A computer-controlled system accepts the quantitative values of the many processing variables and
executes its control function based on these values. A prime requisite of such a system is adequate, reliable
instrumentation for translating a process variable from its physical or chemical units to a form suitable for use by the
computer. Many instruments are presently available to provide rapid on-line measurements of such variables as width,
thickness, position, force, temperature, and flow. Instruments that measure other physical and chemical properties of both
raw materials and finished products are available. However, this kind of measurement generally involves the taking of a
sample and subsequent analysis in an off-line laboratory.
Control Equipment. The final component of a computer control system is the digital computer system, including
hardware and software, and process regulating devices. The computer hardware includes a central processing unit that has
the arithmetical and logical capability needed to run the mathematical models, a storage (memory) unit for accumulation
of process measurement data and other information, and a computer interface to allow the central processing unit and
memory to communicate with the instrumentation, with process regulators such as screw position regulators and speed
regulators, with operators, and with other computers, including a business computer system.
Software consists of all the computer programs needed to accomplish the desired functions of the computer controlled
system.