ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

(Eq 2)
where
t
is the applied strain rate, E is Young's modulus, P is the load, is the loading rate, and A is the instantaneous
area.
The second term within the brackets in Eq 2 can generally be neglected, and even the first term can be neglected for most
metals where /A < 0.015 MPa s
-1
(0.0022 ksi s
-1
). Therefore, for most purposes,
p
=
t
is a reasonable assumption as
long as the loading rate is low (it need not be zero). The stress versus strain rate data plotted on the basis of such small
strain accumulation serve as the initial behavior of the superplastic material. Deformation produces changes in this
behavior, however, and a stress versus strain rate plot taken after a considerable plastic strain exhibits a higher stress level
compared with the initial curve (Ref 9).
The proper method for determining m from step strain rate test results is to obtain the slope of the curve of best fit through
the log versus log data. The determination of m from two consecutive strain rate jumps assumes a constant m over that
strain rate range and introduces an error that is dependent on the size of the range of jump strain rates. Figure 3 shows that
grain size has a strong effect on flow stress and m value in the superplastic range. Because of the sigmoidal shape of the
stress-strain rate curves, m values exhibit a maximum at an intermediate strain rate, and the m peak shifts to higher strain
rates with decreasing grain size. In the titanium and aluminum alloys, the value of the m peak is typically in the range of
0.7 to 0.9 and increases with decreasing grain size. The value of m also exhibits a maximum as a function of temperature.
The effects of grain size and temperature are closely tied to the diffusional creep contribution during superplastic flow
(Ref 17, 18). In the power-law creep regime (at higher strain rates), however, the stress values tend to converge as the
grain size dependence decreases.
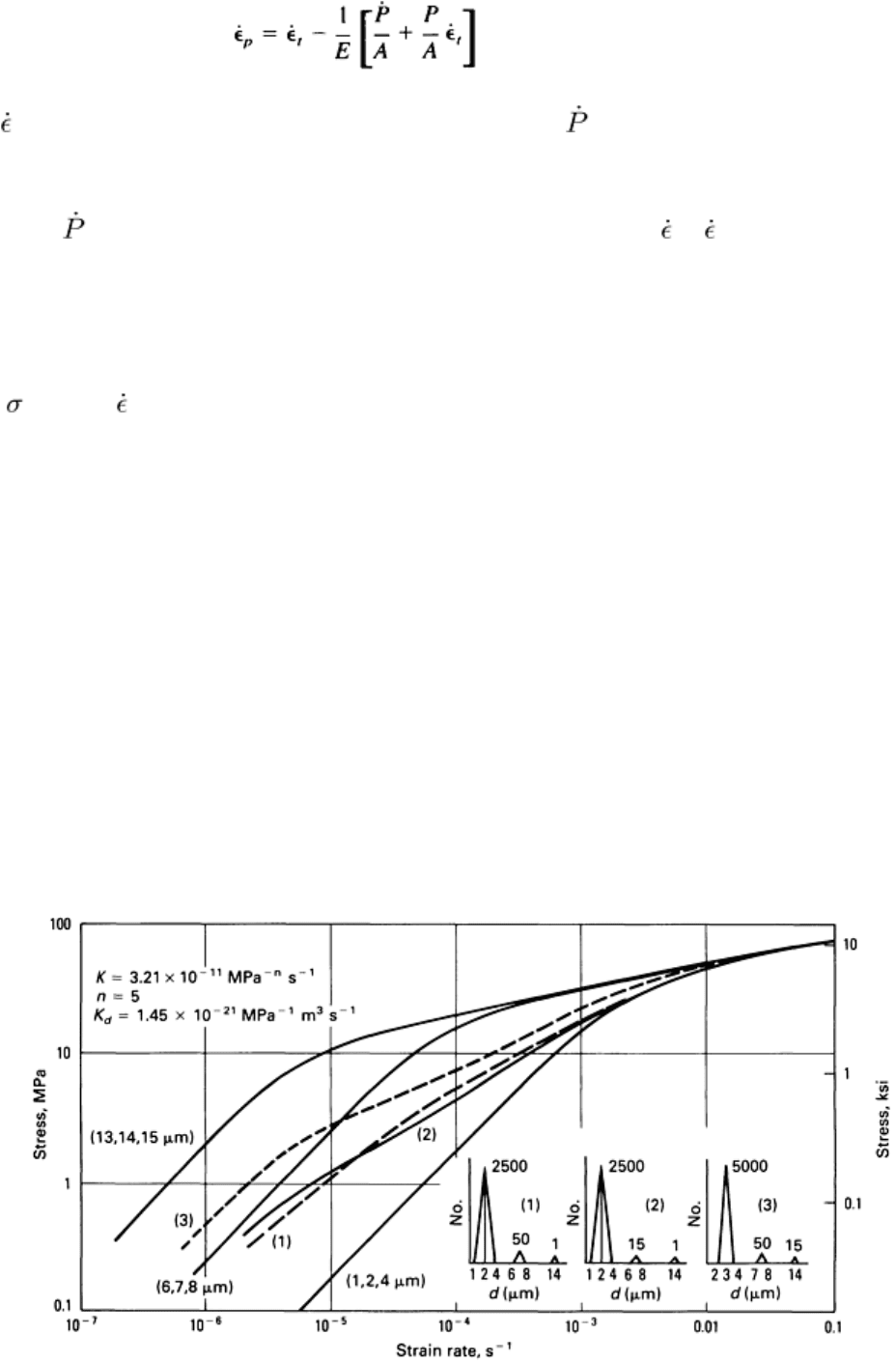
Grain Size Distribution Effects on Stress-Strain Rate. Grain size has a profound influence on the superplasticity
of metals. When the grain size is fine, the flow stress is low, the value of m is generally high, and the tensile elongation is
greater. Characterization of grain size is therefore important in the overall characterization of superplasticity. However,
because polycrystalline aggregates, in general, possess a distribution of grain size, it is not very meaningful to assign a
fixed grain size to metals. The nature of the distribution has also been shown to influence the stress-strain rate curve (Ref
19, 20). A few coarse grains in an otherwise fine grain structure can control the strain rate range over which m is high,
and may in some cases cause the appearance of a threshold stress. The important effect of grain size distribution in real
materials is to produce a relatively high m (m > 0.5) over almost three decades in strain rate; this is a transition region
between power-law creep and diffusional creep (Fig. 4).
Fig. 4 Influence of different grain size distributions on the steady-state stress-
strain rate curves. The solid lines
are for essentially singular grain sizes. Distribution in grain size yields a gradual transition in stress-
strain rate
curves.
Stress-Strain Behavior. Superplastic metals are generally regarded as ideally rate sensitive; that is, no strain
hardening occurs during deformation. However, grain growth induced strain hardening has been observed, and it can be
quite significant in some cases (Ref 9, 10, 15, and 16). In testing superplastic materials, constant crosshead speed leads to
a decreasing strain rate within the specimen gage length, particularly at large tensile strains. An effort to maintain
constant strain rate requires that:
• The specimen fillet region be reduced to a minimum to reduce its contribution to the overall extension
•
The crosshead speed be programmed to increase with specimen elongation in order to maintain a
constant strain rate (assuming the elongation to arise uniformly out of the gage length)
An on-line computer serves this function by altering the crosshead speed, v, in the following manner:
v = l
o
t
exp (
t
t)
(Eq 3)
where l
o
is the initial gage length,
t
is the applied strain rate, and t is the time from the start of test. Temperature control
during the test also must be accurate (within 2 °C, or 4 °F) in order to avoid any localized deformation.
Figure 5 shows the stress-strain curves for titanium and aluminum alloys obtained at various constant strain rates. The
extent of hardening is quite large and appears to produce a linear stress-strain behavior. In diffusional creep, one can
expect d
2
; if grain growth kinetics are such that d t
p
, where t is time, p is the exponent, and d is grain size, then
t
2p
. When p is about 0.5, a linear hardening behavior would be expected. If diffusional creep due to grain-boundary
transport is considered, d
3
, and p may be as low as 0.33, thus causing the appearance of linear hardening. In reality,
the value of the hardening exponent, 2p or 3p, may be somewhat less than unity. A small component of strain rate
dependent increase of flow stress also influences these experimental results because strain rate does not remain absolutely
constant during the tests. The last portion of the stress-strain curves (shown dashed or with stress drop) is where
nonuniformity of deformation within the gage length makes stress measurements incorrect.

Fig. 5 Stress-strain curves at various constant strain rates for Ti-6Al-
4V at 927 °C (1701 °F) (a) and 7475
aluminum alloy at 516 °C (961 °F) (b). Initial grain size: 10 to 14 m
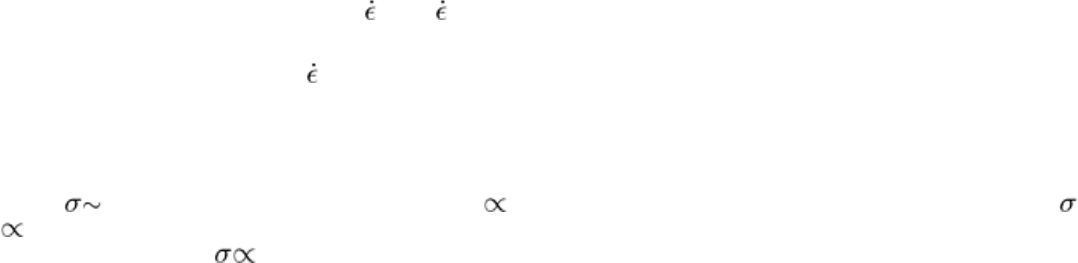
The significant strain hardening observed in Fig. 5 is believed to be due to concurrent grain growth, the evidence for
which is shown in Fig. 6. In the case of Ti-6Al-4V, the grain growth kinetics appear to some degree to be a function of
strain rate as well. It is clear, however, that slower strain rates produce the largest grain sizes, particularly because of the
long exposure times, and in all cases, dynamic grain growth is significantly greater than static growth.
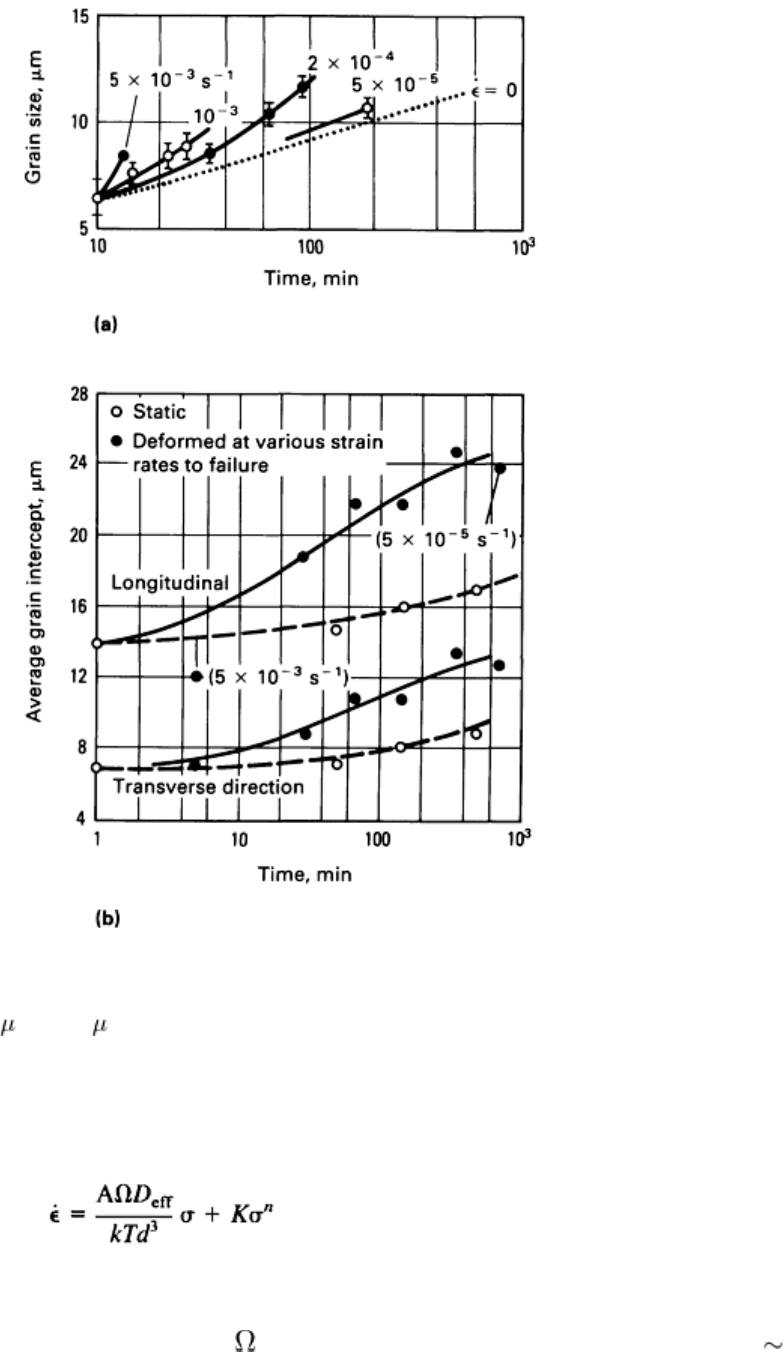
Fig. 6 Grain growth kinetics at four different tensile strain rates compared with static kinetics for Ti-6Al-
4V at
927 °C (1701 °F) with 6.4 m (250 in.) initial grain size (a) and 7475 aluminum at 515 °C (959 °F) (b)
Concurrent grain growth effects can also influence the stress-strain rate data measured at the low strain rates. This can be
understood from the consideration of a constitutive equation of the form:
(Eq 4)
where A is a constant, Ω is the atomic volume, D
eff
is the effective diffusion coefficient, k is Boltzmann's constant, T is
absolute temperature, K is the constant for power-law creep (containing dependencies on temperature and shear modulus),
and n is the power-law creep exponent. Designating (A D
eff
/kT by A', and if dynamic grain growth is given by d d
o
t
p
,
the diffusional creep portion can be rewritten as:
(Eq 5)
where d
o
refers to the initial grain size. During the step strain rate test with constant strain rate segments, if a stress of
1
is obtained at a strain rate
1
and a strain of
1
, and
2
at
2
and
2
, from Eq 4, then:
(Eq 6)
because t = / for a constant strain rate test. The strain rate sensitivity m can be given by:
(Eq 7)
Therefore, the amount of strain accumulated in each strain rate step will influence the value of m through its influence on
dynamic grain growth kinetics. If p = 0.25 (Ref 9), then in the limit, m could vary between 0.25 and 1 and might be
responsible for the apparent threshold stress-like behavior at low strain rates. The concurrent grain growth induced
hardening thus makes it difficult to describe superplastic flow behavior accurately.
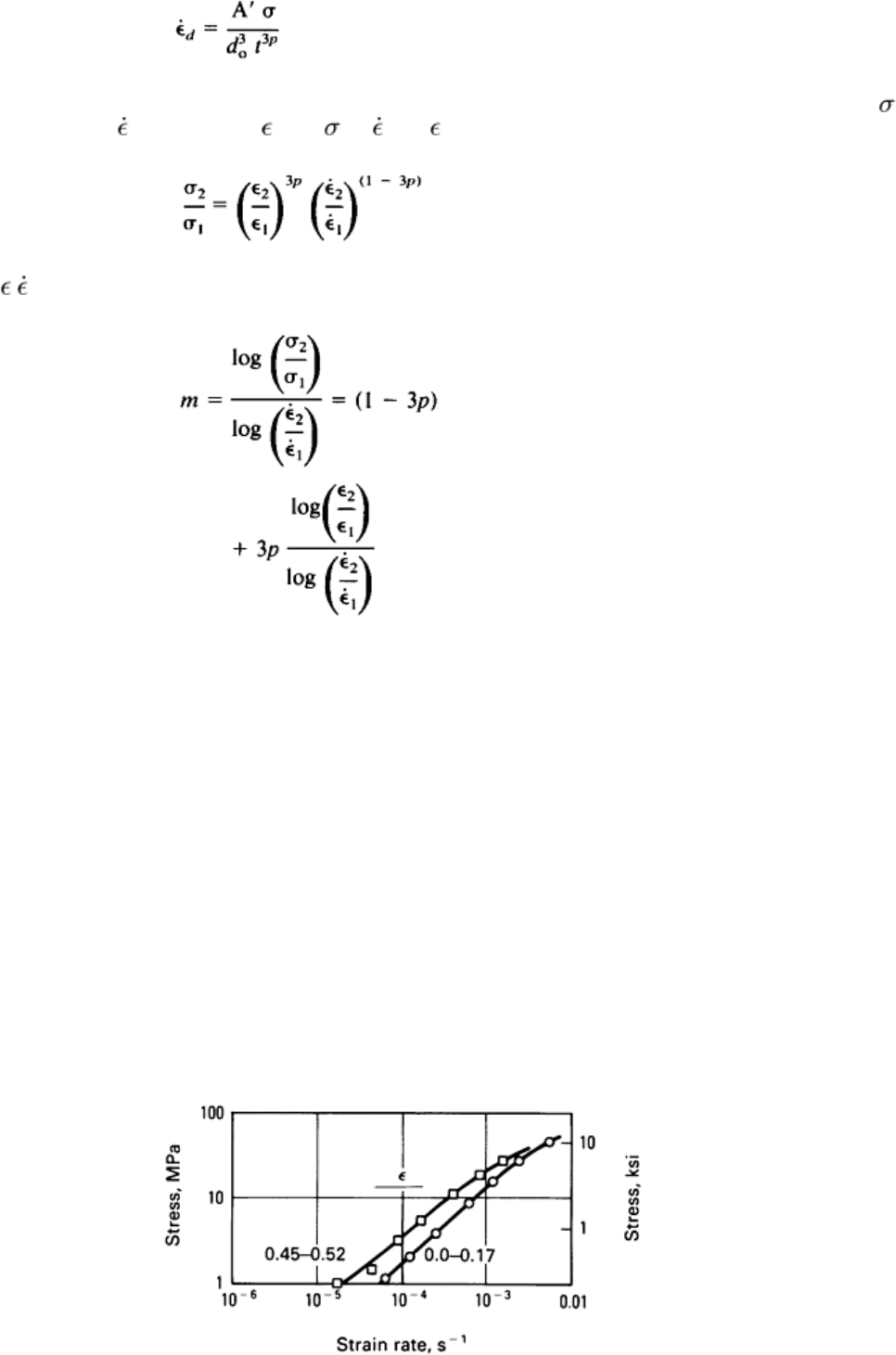
Step strain rate tests conducted with minimum strain accumulation are used as the initial stress-strain rate behavior of the
materials, and the strain-hardening component is measured and added separately. The rationale for this is seen in Fig. 7, in
which two step strain rate tests conducted with intermediate superplastic deformation clearly show that the hardening
effect is not negligible. Although it may not be obvious from the slopes of these plots that m is also influenced by strain, a
drop in m would be expected on the basis of grain growth (Fig. 3). The strain dependence of m can also be determined
during constant strain rate tests by making incremental strain rate changes (Fig. 8a) of a small magnitude. With strain rate
changes of 25 to 40% maintained over a 2 to 3% plastic strain, the microstructure may not be altered significantly after
return to the original strain rate. Figure 8(b) shows the decrease in m measured from these tests. Similar results have also
been observed in aluminum alloys (Ref 21). The drop in m is usually more rapid at the higher strain rates and may be
related to classical hardening due to dislocation buildup, which is also faster at high strain rates. Even though strain
hardening has important implications for superplastic flow, the rate sensitivity of strain hardening is usually small, and m
is still the parameter of greater interest.
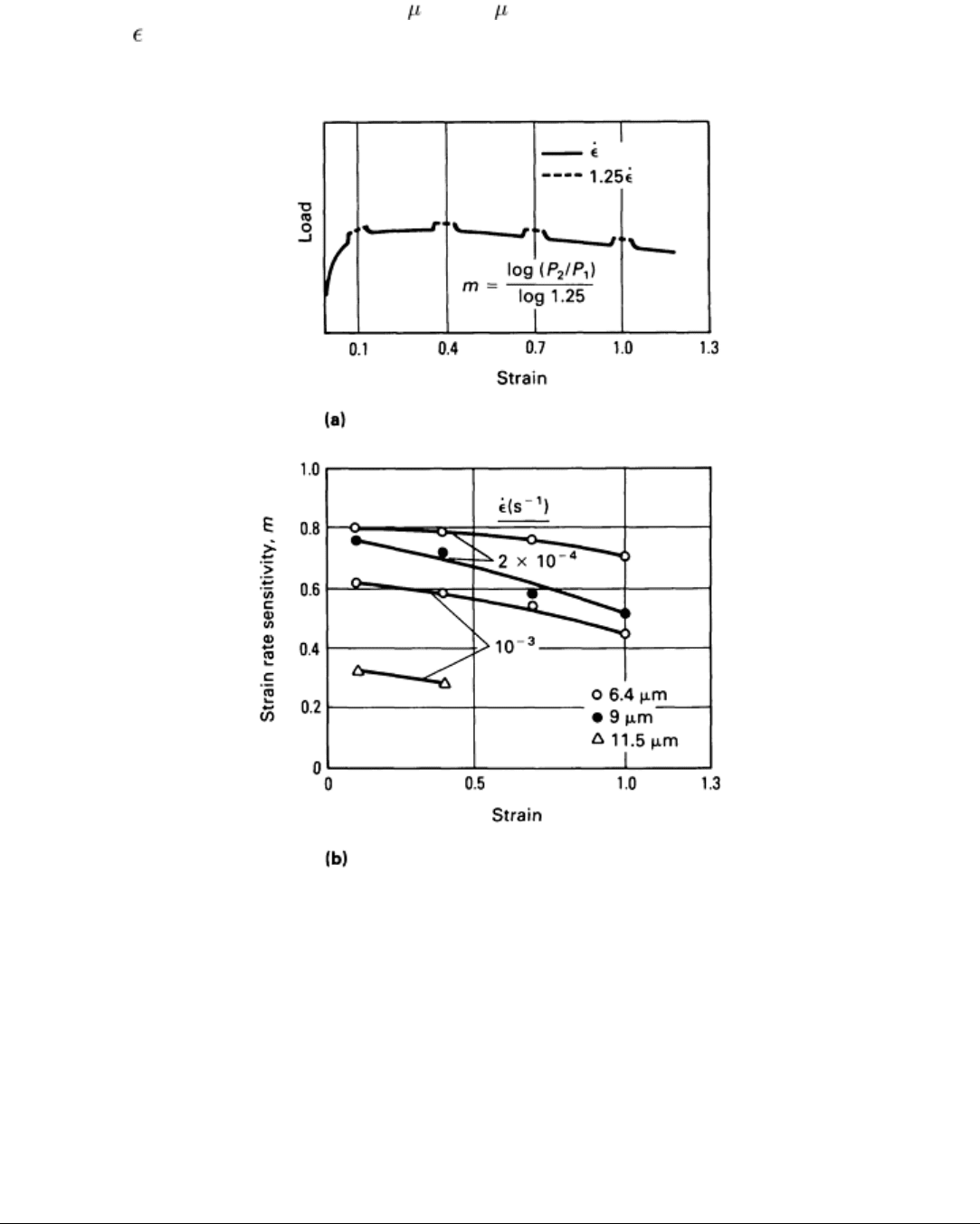
Fig. 7 Stress versus strain rate plots for 6.4 m (250 in.) grain size Ti-6Al-
4V at 927 °C (1701 °F) initially
(that is, up to = 0.17) and after a strain of 0.45 at a rate of 2 × 10
-4
s
-1
showing the hardening contribution
due to the deformation.
Fig. 8 Schematic representation (a) showing how instantaneous measurements of m
can be made at periodic
intervals during the tensile test by strain rate increments of 25%. (b) Corresponding m
value as a function of
strain for Ti-6Al-4V at 927 °C (1701 °F)
Important considerations in the selection and use of a superplastic alloy are the total elongation capability, the stability of
the superplastic microstructure at high temperature, the latitude of the temperature and strain rate range over which
superplasticity is observed, and the rate of development of cavitation during superplastic deformation. All of these factors
can change from lot to lot of the material, and it is generally advisable to check each lot for the superplastic properties as
well as design properties. Information on superplasticity in specific materials is available in the articles "Forming of
Aluminum Alloys" and "Forming of Titanium and Titanium Alloys" in this Volume.
References cited in this section
7. D.A. Woodford, Trans. ASM, Vol 62, 1969, p 291
8. D. Lee and W.A. Backofen, Trans. TMS-AIME, Vol 239, 1967, p 1034

9. A.K. Ghosh and C.H. Hamilton, Metall. Trans. A, Vol 10A, 1979, p 699
10.
A.K. Ghosh, Deformation of Polycrystals: Mechanisms and Microstructures, in
Proceedings of the Second
Riso International Symposium on Metallurgy and Materials Science, N. Hansen et al., Ed., 1981, p 277
11.
A.K. Ghosh and R.A. Ayres, Metall. Trans. A, Vol 7A, 1976, p 1589
12.
J. Hedworth and M.J. Stowell, J. Mater. Sci., Vol 6, 1971, p 1061
13.
C.P. Cutler, Ph.D. thesis, University of Cambridge, 1971
14.
A. Arieli and A. Rosen, Metall. Trans. A, Vol 8A, 1977, p 1591
15.
B.M. Watts and M.J. Stowell, J. Mater. Sci., Vol 6, 1971, p 228
16.
M. Surey and B. Baudelet, J. Mater. Sci., Vol 8, 1973, p 363
17.
C. Herring, J. Appl. Phys., Vol 21, 1950, p 437
18.
R.L. Coble, J. Appl. Phys., Vol 34, 1963, p 1679
19.
N.E. Paton and C.H. Hamilton, Metall. Trans. A, Vol 10A, 1979, p 241
20.
A.K. Ghosh and R. Raj, Acta Metall., Vol 29, 1981, p 607
21.
A.K. Ghosh and C.H. Hamilton, in Proceedings of the Fifth International Conference on the Stre
ngth of
Metals and Alloys, P. Haasen, Ed., 1979, p 905
Superplastic Sheet Forming
C.H. Hamilton, Washington State University; A.K. Ghosh, Rockwell International
SPF Processes
A number of methods and techniques have been reported for forming superplastic materials, each of which has a unique
capability and develops a unique set of forming characteristics (Ref 3, 22). The following are forming methods that have
been used with superplastic alloys:
• Blow forming
• Vacuum forming
• Thermo-forming
• Deep drawing
• Superplastic forming/diffusion bonding (DB)
• Forging
• Extrusion
• Dieless drawing
Only those processes that relate to sheet metal forming will be described in this section. Superplasticity as related to bulk
forming operations is discussed in the Appendix to this article and in the article "Isothermal and Hot-Die Forging" in this
Volume.
Blow forming and vacuum forming are basically the same process (sometimes called stretch forming) in that a gas
pressure differential is imposed on the superplastic diaphragm, causing the material to form into the die configuration
(Ref 3, 22, 23, and 24). In vacuum forming, the applied pressure is limited to atmospheric pressure (that is, 100 kPa, or 15
psi), and the forming rate and capability are therefore limited. With blow forming, additional pressure is applied from a
gas pressure reservoir, and the only limitations are related to the pressure rating of the system and the pressure of the gas
source. A maximum pressure of 690 to 3400 kPa (100 psi to 500 psi) is typically used in this process.
The blow forming method is illustrated in Fig. 9, which shows a cross section of the dies and forming diaphragm. In this
process, the dies and sheet material are normally maintained at the forming temperature, and the gas pressure is imposed
over the sheet, causing the sheet to form into the lower die; the gas within the lower die chamber is simply vented to
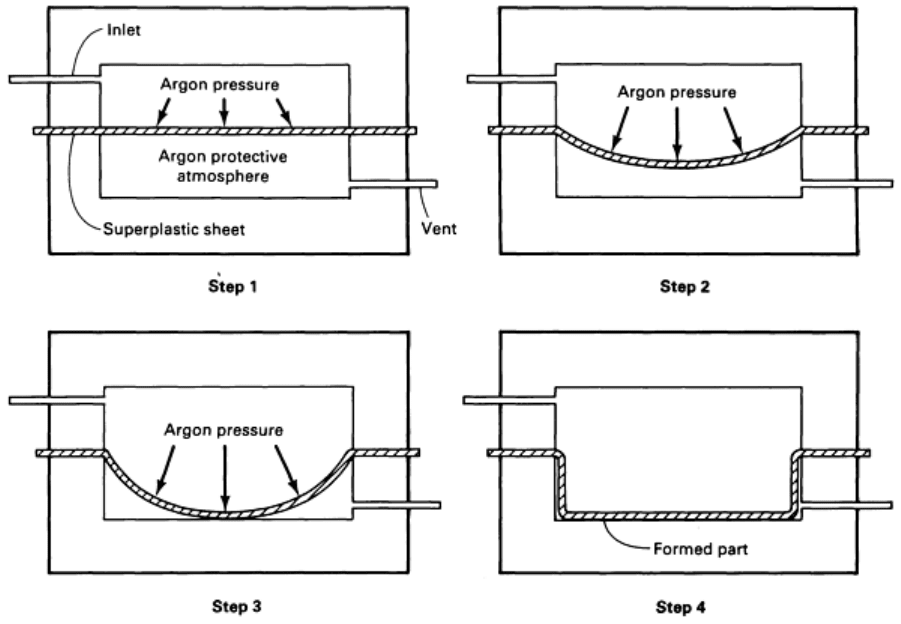
atmosphere. The lower die chamber can also be held under vacuum, or a back pressure can be imposed to suppress
cavitation if necessary. The use of back pressure to control or prevent cavitation is discussed in the sections "Pressure
Profiling" and "Cavitation and Cavitation Control" in this article.
Fig. 9 Schematic of the blow forming technique for superplastic forming
The rate of pressurization is normally established such that the induced strain rates in the forming sheet are maintained in
the superplastic range. The rate of pressurization is determined by trial and error or by the application of analytical
modeling methods (Ref 25, 26, 27, and 28). This pressure is generally applied slowly rather than abruptly in order to
prevent too rapid a strain rate and consequent rupturing of the part.
The periphery of the sheet is held in a fixed position and does not draw-in, as would be the case in typical deep-drawing
processes. It is common to use a raised land (seal bead) machined into the tooling around the periphery as shown in Fig.
10 to secure the sheet from slippage and draw-in and to form an airtight seal in order to prevent leakage of the forming
gas. Therefore, the sheet alloy stretches into the die cavity, and all of the material used to form the part comes from the
sheet overlying the die cavity. This results in considerable thinning of the sheet for complex and deep-drawn parts, and it
can also result in significant gradients in the thickness in the finished part.
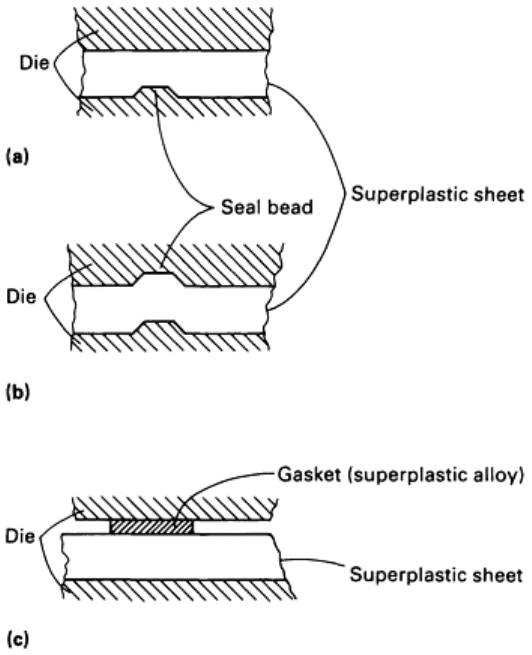
Fig. 10
Various sealing methods that have been used around the sheet to provide a pressure seal suitable for
containing the gas pressure during forming. Sections (a) and (b) utilize seal beads machined into the tooling,
and (c) shows the use of a superplastic frame used as a soft gasket.
This process is being increasingly used to fabricate structural and ornamental parts from titanium, aluminum, and other
metals. An example of the process applied to the forming of a titanium aircraft nacelle frame is illustrated in Fig. 11 (Ref
29). In this case, the forming is conducted at about 900 °C (1650 °F), and inert gas (argon) is used on both sides of the
sheet to minimize oxidation and related detrimental surface degradation due to the reactivity of titanium. The use of such
protective gases is not usually necessary for aluminum alloys.
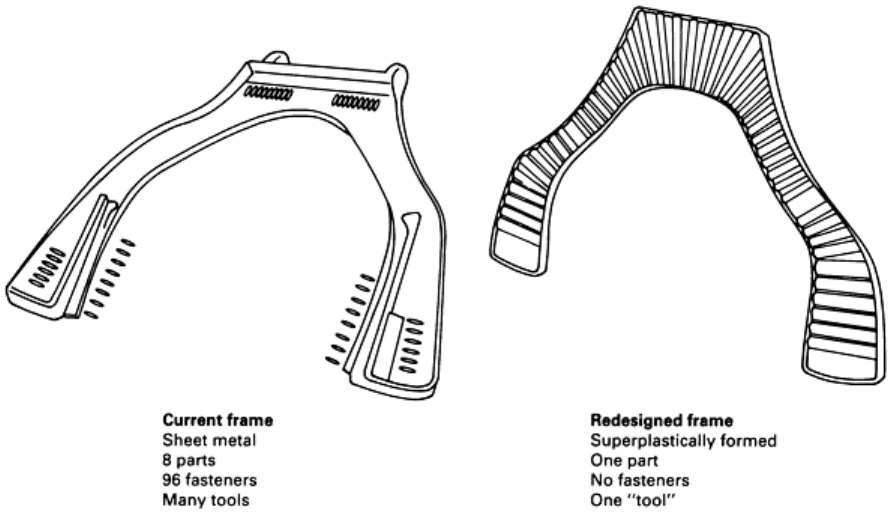
Fig. 11 Ti-6Al-4V aircraft nacell
e frame that was redesigned from a conventional configuration to one suitable
for superplastic forming having fewer parts and fasteners. The redesigned version of this B-
1B aircraft
component, having 0.161 m
2
(250 in.
2
) plan view area, resulted in a 33% we
ight savings and a 55% cost
savings over a conventional multiple-piece assembly.
Large, complex parts can be readily formed by this method; it has the advantage of no moving die components (that is, no
double-acting mechanisms) and does not require mated die components. Multiple parts can be formed in a single process
cycle, thus permitting an increase in the production rate for some parts.
Thermo-forming methods have been adopted from plastics technology for the forming of superplastic metals, and
these methods sometimes use a moving or adjustable die member in conjunction with gas pressure or vacuum (Ref 23, 24,
30). Figure 12 shows two examples of thermo-forming methods. In Fig. 12(a), an undersize male die punch is used to
stretch form the superplastic sheet, followed by application of gas pressure to force the sheet material against the
configurational die to complete the shaping operation. In Fig. 12(b), the first step involves blowing a bubble in the sheet
away from the tool. The male tool is then moved into the bubble, and the pressure is reversed to cause the bubble to
conform to the shape of the tool.