ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Fig. 1 Effect of cold work in increasing the hardness of the platinum group metals
In cold rolling, the response of platinum is similar to that of copper, and similar rolling programs are followed. It is
seldom desirable to interpose annealing stages.
Foil thinner than about 0.038 mm (0.0015 in.) is sometimes made in small amounts by book rolling. A sheet of copper
about 1.6 mm ( in.) thick is folded back on itself, a platinum sheet about 0.25 mm (0.01 in.) thick is slipped into the
fold, and the "book" is then rolled down as far as required, with the copper and platinum being reduced together. The
finish of book-rolled strip (when separated) is poor, but the method requires no special equipment. For good surfaces,
direct rolling in a Sendzimirtype mill is preferred.
In wiredrawing, platinum is handled in almost exactly the same manner as copper. Solid lubricants are used for drawing
to about 2.4 mm ( in.); for smaller diameters, water-base lubricants of the soluble-oil type are suitable. Diamond dies,
with profiles similar to those used for drawing copper wire, are used below about 3.2 mm ( in.), and platinum wires are
drawn direct to sizes down to 0.01 mm (0.0004 in.) in diameter.
Wires smaller in diameter than 0.01 mm (0.0004 in.) can be made by the Wollaston process. In this process, a platinum
rod is sheathed with a thick-wall closely fitting cylinder of silver about ten times its diameter. The composite is drawn
without annealing. In the finished wire, the average diameter of the platinum core is nearly in the same ratio to that of the
outer silver coating as in the original assembly, although the platinum core is not quite round or uniform. Wollaston wire
is usually supplied without removing the silver coating, which is dissolved in dilute nitric acid after the wire has been
mounted for use.
The usual press operations of blanking, piercing, bending, and deep drawing are used to form platinum, palladium, and
their commercial alloys through the use of techniques and tools that are similar in all respects to those for cartridge brass
or silver. Production methods have not been used to form the other platinum group metals. These other metals are more
difficult to fabricate, and the demand for press-formed parts is small.
When steel tools are used, tool life may be shortened by cold welding between the platinum metal and the working
surface of the tool. In blanking and cutting operations, the cold welding impairs tool edges and necessitates frequent
regrinding. In cold-heading operations, it may cause pickup on the hammer heads, which must be removed by grinding, as
shown in the following example.
Example 1: Life of Steel Hammers for Cold Heading Silver and Platinum.
The electrical contact illustrated in Fig. 2 was formed from both platinum and silver wires in the same cold-heading
machine, using identical heading tools made from a conventional die steel containing 2% C and 12% Cr and hardened to
62 to 63 HRC. The platinum was lubricated with a smear of kerosene; the silver was run dry. About 15,000 parts could be
headed from silver between tool regrinds, and only 5000 could be headed from platinum, because the steel tools picked up
platinum, which had to be removed by grinding. Total tool life was 150,000 parts from platinum and 1 million from
silver.
Number of parts formed
Platinum
Silver
Between tool repolishings
5,000
15,000
During total tool life 150,000 1,000,000
Fig. 2 Electrical contact
that was produced from platinum wire and silver wire by cold heading using steel
punches. Dimensions given in inches
Pickling. Platinum is often pickled before annealing to remove surface contaminants that might otherwise alloy with and
diffuse into the metal. A hot 10% solution of sulfuric acid in water is usually used. A 10% solution of hydrochloric acid is
occasionally preferred if iron contamination alone is suspected. More rarely, hot aqua regia solution is used, particularly if
slight surface alloying is suspected.
Annealing does not require a protective atmosphere and is done at about 1000 °C (1830 °F). The platinum should be
supported on clean refractories. Silica refractories can be used if fully oxidizing conditions are maintained in the heating
chamber, but alumina is preferred. Flash annealing techniques are often used for platinum wire and sheet to minimize
grain growth.
Working of Platinum Group Metals
Palladium
Hot Working. Palladium can be hot forged or rolled at 1200 to 1400 °C (2190 to 2550 °F). It deforms less readily than
platinum but appreciably more readily than low-carbon steel. It should be quenched in water from above 815 °C (1500
°F) in order to retain a bright surface. A tarnish film of PdO forms on palladium in air between 400 to 850 °C (750 to
1560 °F), and this film is therefore found on metal that has cooled slowly through this temperature range. The oxide
decomposes above 850 °C (1560 °F); metal can be cleaned from tarnish by heating above 850 °C (1560 °F) and
quenching.

Palladium is readily cold worked. Small ingots are frequently reduced to the finished size by cold working, although
larger ingots are usually broken down by hot working.
Cold Working. In cold rolling and wire-drawing, palladium behaves much like platinum, although the rate of work
hardening of palladium is slightly higher, as shown in Fig. 1 and Table 1.
Annealing. Palladium can be annealed in air at about 850 °C (1560 °F), but to retain a bright surface, it must be
quenched in water, as described above. Palladium is more often annealed in a protective atmosphere.
Hydrogen can be used as a protective atmosphere. Although palladium absorbs very large quantities of hydrogen at room
temperature, with a notable increase in volume, the solubility at 850 °C (1560 °F) is low and remains low if the metal is
quenched from the annealing temperature. A 95:5 mixture of nitrogen and hydrogen is, however, equally effective in
preventing tarnish and is usually preferred. Vacuum annealing of palladium is done to a limited extent, and flash
annealing techniques are used to minimize grain growth.
Pickling. Tarnish films of PdO on palladium that has been slowly cooled or slack quenched can be removed by a hot
10% solution of sulfuric acid or by a 10% tartaric acid solution. Hot dilute sulfuric acid dissolves palladium slowly and
can therefore be used to remove contaminated surface layers.
Working of Platinum Group Metals
Rhodium
Hot Working. Ingots cast from melted rhodium, as well as sintered powder metallurgy compacts, can be worked by hot
forging at high temperature. Above 1300 °C (2370 °F), the metal is soft and malleable. The small ingots are usually
heated to about 1500 °C (2730 °F), either in an electric resistance furnace in an atmosphere of hydrogen, in a gas-fired
furnace, or even in a blowpipe; the ingots are frequently reheated during the early stages of reduction. A tarnish film of
RhO
2
begins to form on rhodium when it is heated above about 500 °C (930 °F), and this film persists to much higher
temperatures than the film on palladium. The metal must be quenched from above about 1400 °C (2550 °F) to be entirely
bright and free from oxide. After preliminary forging, rhodium can be hot rolled to sheet or hot swaged to rod.
Cold Working. Once the cast structure of polycrystalline rhodium has been broken down by hot working, it becomes
amenable to further reduction by cold working. However, the rate of hardening by cold work is high, as shown in Fig. 1.
In both cold rolling and wiredrawing, it is necessary to anneal frequently. For the first few reductions, annealing should
follow each reduction in area of 10 to 20%; as the workpiece size decreases, the reduction in area between anneals can be
gradually increased to 30 to 40%. Single crystals of rhodium, made by vertical floating-zone melting, can be readily cold
swaged, rolled, or drawn, and they respond as readily as pure nickel. However, if this cold-worked rhodium is then
recrystallized by full annealing, intercrystalline brittleness develops, and further cold working becomes as difficult as with
normal polycrystalline rhodium. Partial softening, with reasonable ductility, can be achieved by stress-relief annealing at
595 to 815 °C (1100 to 1500 °F) and is sometimes helpful.
Annealing. Rhodium is usually annealed in hydrogen at about 1205 °C (2200 °F) and cooled to below about 200 °C
(390 °F) in hydrogen in order to retain its bright surface. Rhodium wire is preferably continuously annealed in a tube
furnace that has a cooling extension and is fed with hydrogen. Rhodium must always be bright annealed; no satisfactory
method of chemical or electrochemical pickling is available.
Working of Platinum Group Metals
Iridium
Hot Working. Iridium, either as argonarc cast ingots or as powder metallurgy compacts, can be hot forged, like
rhodium, but with greater difficulty. The tarnish film of IrO
2
forms at about 400 °C (750 °F) and persists in the
temperature region of 400 to 1120 °C (750 to 2050 °F). Above 1120 °C (2050 °F), it dissociates. The surface remains
bright when the metal is quenched from temperatures above 1120 °C (2050 °F).
Ingots that have been broken down by forging can be hot rolled by small reductions to sheet or can be hot swaged to rod
if precautions are taken to keep the material hot until it enters the swaging die. After hot forging, iridium, like tungsten,
can be hot drawn through heated dies; the wire is heated to about 700 °C (1290 °F) just before it enters each die. After
working has started, iridium is embrittled if it is heated above its recrystallization temperature of 1350 °C (2460 °F).
Cold Working. Iridium that has been broken down by hot working to a fibrous structure and not recrystallized will
withstand only a very small amount of cold work, such as that imparted by a planishing pass. Single crystals of iridium
(made by vertical-zone melting), like single crystals of rhodium, can be cold worked to reductions of about 50%. They
cannot then be softened by annealing, because intercrystalline brittleness develops upon recrystallization.
Working of Platinum Group Metals
Ruthenium
Hot Working. Small ingots of ruthenium can be deformed by small amounts by careful hot working at about 1500 °C
(2730 °F), but dense fumes of the oxide are evolved and cracks invariably develop. Ruthenium powder compact and cast
ingots have been successfully hot rolled at 1205 °C (2200 °F) after enclosure in an envelope of stainless steel. The
resulting sheet has little ductility.
Working of Platinum Group Metals
Platinum Alloys
The alloys of platinum with up to about 40% Rh, 30% Ir, or 10% Ru constitute those of chief industrial use. All are
worked by the same general methods used for platinum; allowance is made for the greater stiffness and hardness of the
alloys.
Hot Working. The alloys can be forged, hot rolled, and hot swaged, usually at temperatures higher than those for
platinum. The platinum-ruthenium alloys give off fumes of ruthenium oxide above about 1095 °C (2000 °F) in air and are
preferably heated in a protective atmosphere.
Cold Working. All of the alloys respond to cold working by rolling, swaging, and wiredrawing. The effects of cold
work on the hardness of some typical alloys are given in Table 1.
Annealing. The alloys can be annealed in air, but all need to be quenched to prevent tarnishing by the oxide film of the
alloying metal. Wires are usually continuously annealed and cooled in a hydrogen atmosphere. Annealing temperatures
for the alloys are shown in Table 1.
Grain-stabilized platinum and platinum alloys--zirconia grain-stabilized (ZGS) platinum, ZGS Pt-10Rh, and ZGS Pt-5Au-
-have been developed for the glass industry for applications requiring prolonged component life. Temperatures for these
alloys are about 200 °C (360 °F) greater than those for the corresponding nonstabilized alloys. Data on hardness and
recommended annealing temperatures are included in Table 1.
Superplastic Sheet Forming
C.H. Hamilton, Washington State University; A.K. Ghosh, Rockwell International
Introduction
SUPERPLASTICITY is a term used to indicate the exceptional ductility that certain metals can exhibit when deformed
under proper conditions. The term is most often related to the ductile tensile behavior of the material; however,
superplastic deformation has the characteristic of easy deformation under low pressures, and compression deformation
characteristics are also described as superplastic. The tensile ductility of superplastic metals typically ranges from 200 to
1000% elongation, but ductilities in excess of 5000% have been reported (Ref 1). Elongations of this magnitude are one
to two orders greater than those observed for conventional metals and alloys, and they are more characteristic of plastics
than metals.
Because the capabilities and limitations of sheet metal fabrication are most often determined by the tensile ductility limits,
it is clear that there are significant advantages potentially available for forming such materials, provided the high-ductility
characteristics observed in the tensile test can be used in production forming processes. This is of course being done, and
the number of applications of parts formed by these methods is increasing each year. This article will discuss many of the
processes and related considerations involved in the forming of superplastic sheet metal parts.
Reference
1.
M.M.I. Ahmed and T.G. Langdon, Metall. Trans. A, Vol 8A, 1977, p 1832
Superplastic Sheet Forming
C.H. Hamilton, Washington State University; A.K. Ghosh, Rockwell International
Requirements for Superplasticity
Before discussing the details of the superplastic forming (SPF) processes, it is necessary to review the more important
aspects of superplastic material behavior because some of the specific forming parameters are determined by this
behavior. There are several different types of superplasticity in terms of the microstructural mechanisms and deformation
conditions, including the following (Ref 2, 3):
• Micrograin superplasticity
• Transformation superplasticity
• Internal stress superplasticity
At this time, only the micrograin superplasticity is of importance in the fabrication of parts, and the discussion will be
limited to this type. For micrograin superplasticity, the high ductilities are observed only under certain conditions, and the
basic requirements for this type of superplasticity are:
• Very fine grain size material (of the order of 10 m, or 400 in.)
• Relatively high temperature (greater than about one-half the absolute melting point)
• A controlled strain rate, usually 0.0001 to 0.01 s
-1
Because of these requirements, only a limited number of commercial alloys are superplastic, and these materials are
formed using methods and conditions that are different from those used for conventional metals.
Characteristics of Superplastic Metals. For a superplastic metal that is tensile tested under proper conditions of
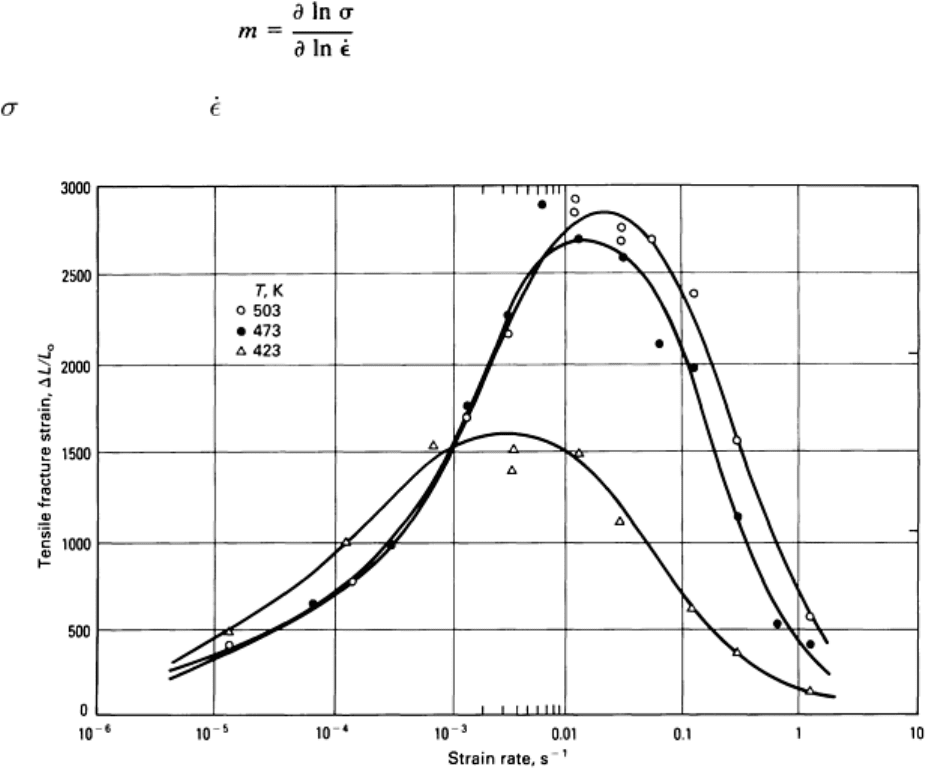
temperature, the observed ductility is seen to vary substantially with strain rate, as shown in Fig. 1 for a zinc-aluminum
eutectoid alloy (Ref 4). As shown, there is a maximum in ductility at a specific strain rate, with significant losses in
ductility as the strain rate is increased or decreased relative to this maximum. It is well known that the primary factor
related to this behavior is the rate of change of flow stress with strain rate, usually measured and reported as m, the strain
rate sensitivity exponent:
(Eq 1)
where is the flow stress and is the strain rate.
Fig. 1 Tensile fracture strain versus initial strain rate for a Zn-22Al alloy having a grain size of 2.5 μ
m (100
μin.) tested at temperatures ranging from 423 to 503 K.
The above characteristics of a superplastic alloy indicate that unusual forming capability should be possible with
superplastic alloys but that control of the forming process parameters is important to obtain the full potential of this class
of material. Such process controls are more demanding than corresponding requirements for conventional forming
processes, and the superplastic forming of sheet metals is a new technology that is different from the conventional
processes. However, superplastic forming offers advantages over other fabrication methods for a number of applications
as a result of its unique capability of fabricating complicated components in a single step.
Superplastic Alloys. Because of the stable grain size requirement for a superplastic metal, not all commercially
available alloys are superplastic. In fact, very few such alloys are superplastic. Many materials have been produced with
laboratory or pilot-plant processing, but very few of these have been produced commercially (Ref 3). Nonetheless, there
are some alloys that can be obtained (or are expected to be available in the future). As SPF technology develops, it is
anticipated that additional alloys will be produced specifically for this process.
A summary of several superplastic alloys is presented in a Table 1, along with some of their characteristics. Particularly
noteworthy are Ti-6Al-4V, aluminum alloy 7475, and the Supral alloys, which are quite superplastic and are
commercially available. The titanium alloys have been found to be superplastic as conventionally produced, and there has
not been a need to develop alloy modifications nor special mill-processing methods to make them superplastic. However,
this has not been the case with the aluminum alloys, and either special processing (Ref 5) or alloy development (Ref 6)
has been necessary to produce superplastic materials. The Zn-22Al alloy has been the focus of substantial research
because it can be readily processed into the superplastic condition; this alloy has also been made available commercially
by several different suppliers.
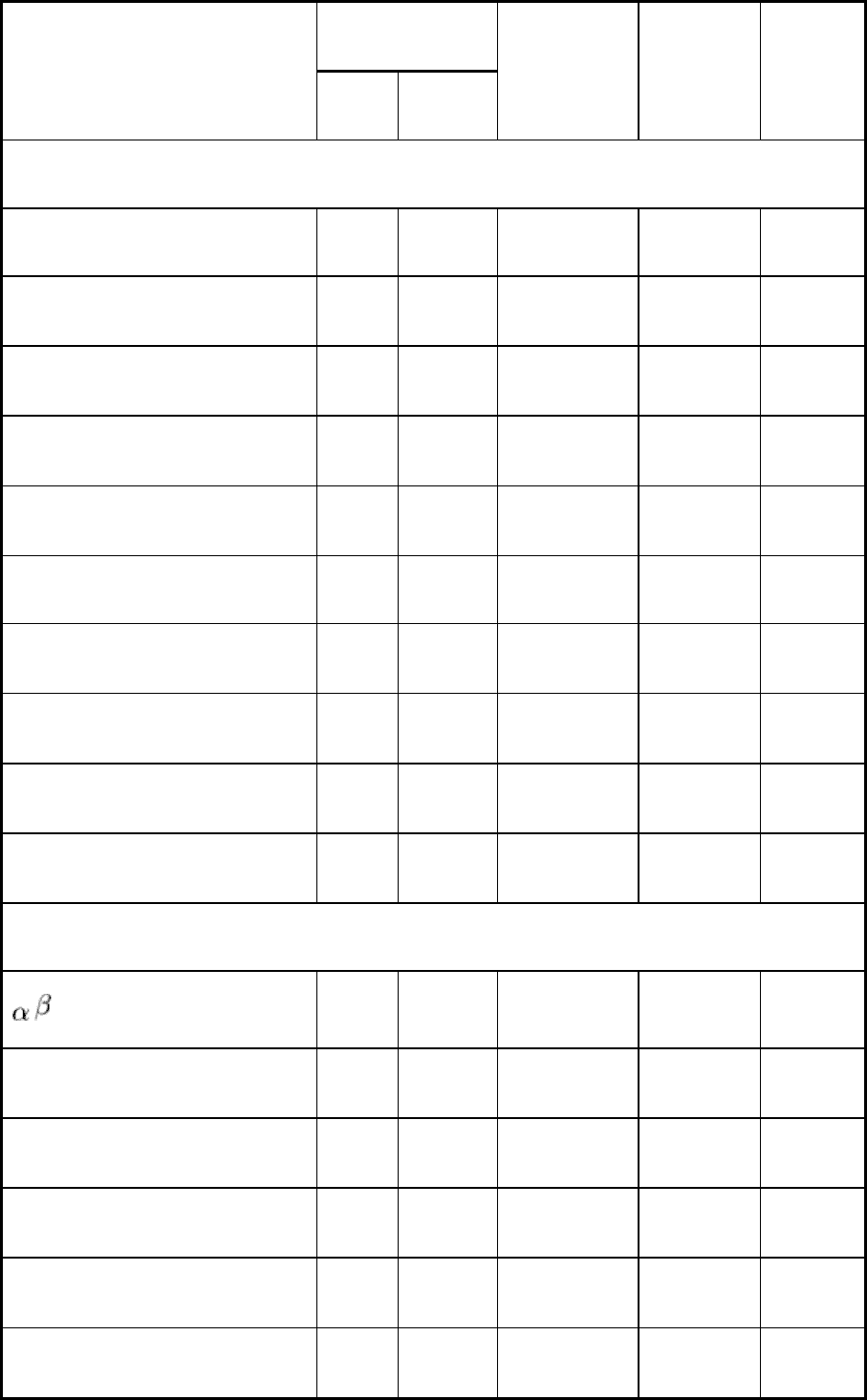
Table 1 Superplastic properties of several aluminum and titanium alloys
Test temperature Alloy
°C °F
Strain rate, s
-1
Strain rate
sensitivity, m
Elongation,
%
Aluminum
Statically recrystallized
Al-33Cu
400-500
752-930 8 × 10
-4
0.8
400-1000
Al-4.5Zn-4.5Ca
550 1020 8 × 10
-3
0.5
600
Al-6 to 10Zn-1.5Mg-0.2Zr
550 1020 10
-3
0.9
1500
Al-5.6Zn-2Mg-1.5Cu-0.2Cr
516 961 2 × 10
-4
0.8-0.9
800-1200
Dynamically recrystallized
Al-6Cu-0.5Zr (Supral 100)
450 840 10
-3
0.3
1000
Al-6Cu-0.35Mg-0.14Si (Supral 220)
450 840 10
-3
0.3
900
Al-4Cu-3Li-0.5Zr
450 840 5 × 10
-3
0.5
900
Al-3Cu-2Li-1Mg-0.2Zr
500 930 1.3 × 10
-3
0.4
878
Titanium
/
Ti-6Al-4V
840-870
1545-1600
1.3 × 10
-4
to 10
-3
0.75
750-1170
Ti-6Al-5V
850 1560 8 × 10
-4
0.70
700-1100
Ti-6Al-2Sn-4Zr-2Mo
900 1650 2 × 10
-4
0.67
538
Ti-4.5Al-5Mo-1.5Cr
871 1600 2 × 10
-4
0.63-0.81
>510
Ti-6Al-4V-2Ni
815 1499 2 × 10
-4
0.85
720
Ti-6Al-4V-2Co
815 1499 2 × 10
-4
0.53
670
Ti-6Al-4V-2Fe
815 1499 2 × 10
-4
0.54
650
Ti-5Al-2.5Sn
1000 1830 2 × 10
-4
0.49
420
and near
Ti-15V-3Cr-3Sn-3Al
815 1499 2 × 10
-4
0.5
229
Ti-13Cr-11V-3Al
800 1470 . . . . . .
<150
Ti-8Mn
750 1380 . . . 0.43
150
Ti-15Mo
800 1470 . . . 0.60
100
CP Ti
850 1560 1.7 x 10
-4
. . . 115
Additional information on superplastic alloys is available in the articles "Forming of Aluminum Alloys," "Forming of
Titanium and Titanium Alloys," and "Isothermal and Hot-Die Forging" in this Volume. Superplastic ferrous alloys are
discussed in the Appendix to this article.
References cited in this section
2.
J.W. Edington, K.N. Melton, and C.P. Cutter, Prog. Mater. Sci., Vol 21, 1976, p 61
3.
K.A. Padmanabhan and G.T. Davies, Superplasticity, Springer-Verlag, 1980
4.
F.A. Mohamed, M.M.I. Ahmed, and T.G. Langdon, Metall. Trans. A, Vol 8A, 1977, p 933
5.
J.A. Wert, N.E. Paton, C.H. Hamilton, and M.W. Mahoney, Metall. Trans. A, Vol 12A, 1981, p 1265
6.
B.M. Watts, M.J. Stowell, B.L. Baikie, and D.G.E. Owen, Met. Sci., Vol 10, 1976, p 198
Superplastic Sheet Forming
C.H. Hamilton, Washington State University; A.K. Ghosh, Rockwell International
Characterization of Superplastic Alloys
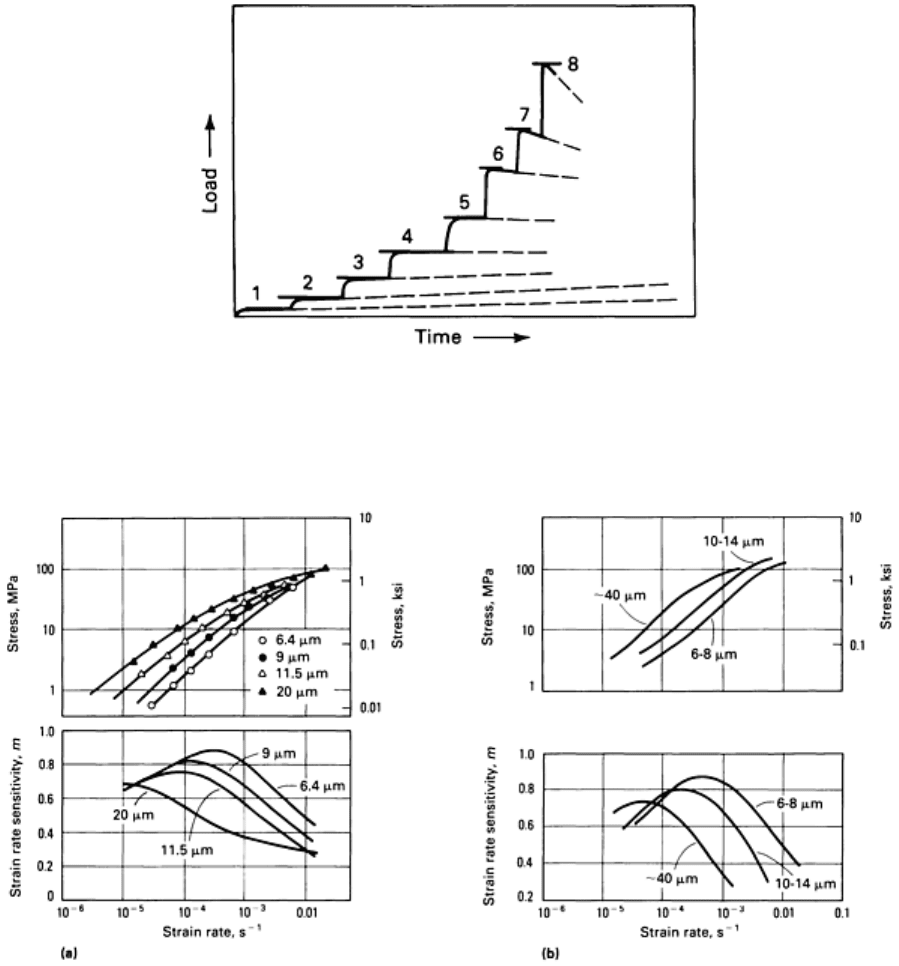
The characteristic flow properties of a superplastic metal are exemplified in Fig. 2 for a Ti-6Al-4V alloy tested at 927 °C
(1701 °F). The very strong dependence of m on strain rate at various grain sizes (Fig. 3) is typical of superplastic metals,
and there is a good relationship between the m value and superplastic ductility. This relationship is demonstrated most
clearly in Ref 7 in a graph of data for a large number of alloys in which the m value is graphed as a function of elongation.
Although the total elongation can also be affected by fracture, the strain rate sensitivity is a first-order effect. The
influence of m on the ductility is understood through mechanics to be due to the stabilizing effect of the strain rate
sensitivity of flow stress on the diffuse necking process (Ref 8, 9, 10). The strong effect temperature has on superplastic
deformation is demonstrated most clearly in Ref 11, in which the ductility of a titanium alloy is graphed as a function of
temperature. The elongation of the titanium alloy rises and falls rapidly over a relatively short temperature range, and
outside the limits of this temperature span, the ductility is quite modest and within the range of conventional material
behavior.
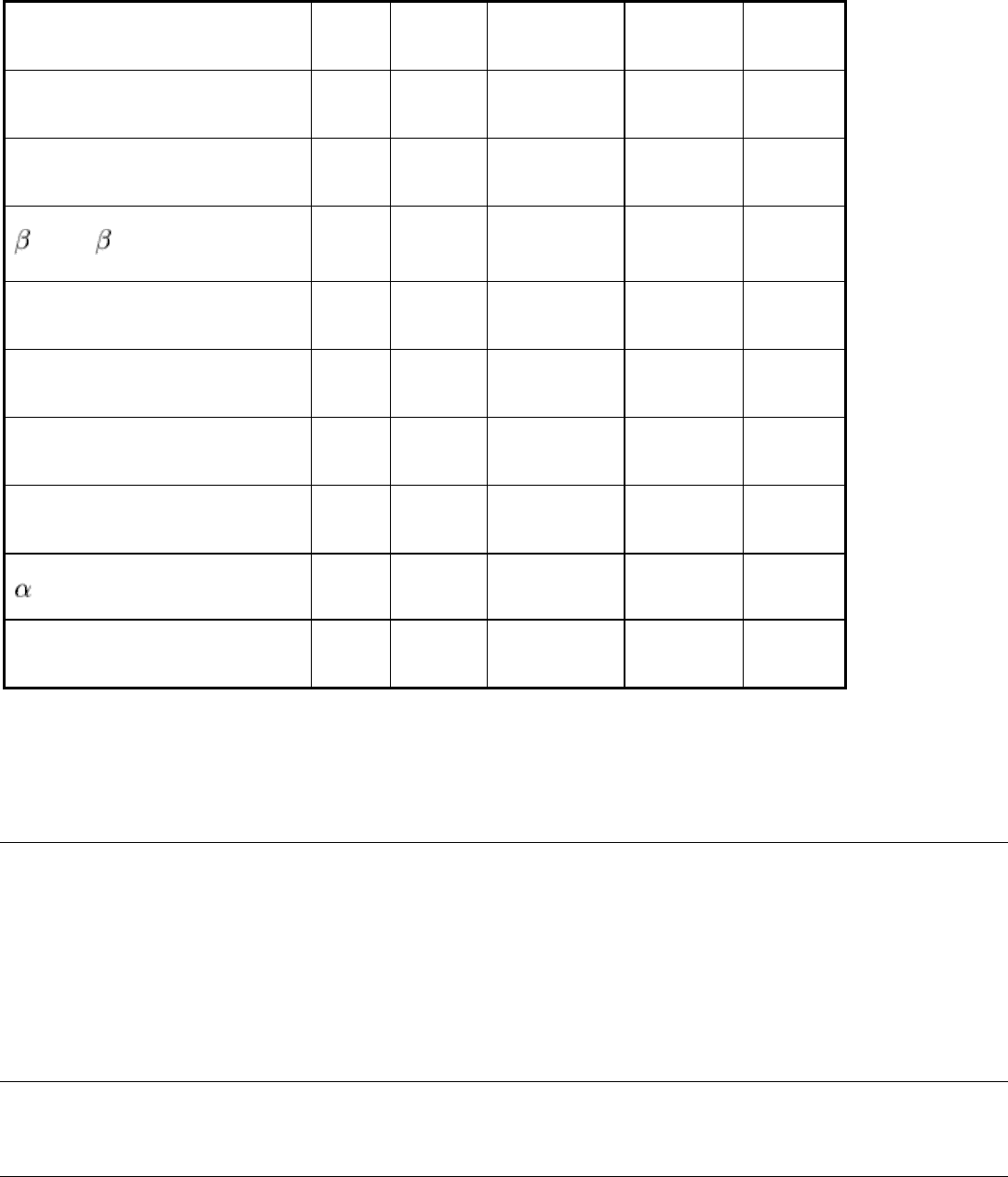
Fig. 2 Schematic plot of load versus time for the tensile deformation of a superplastic Ti-6Al-
4V alloy at 927 °C
(1701 °F) and at progressively increasing crosshead velocities (step strain rate test)
Fig. 3 Stress-
strain rate plots and the corresponding strain rate sensitivity plots from step strain rate tests for
Ti-6Al-
4V at 927 °C (1701 °F) (a) and 7475 aluminum alloy at 516 °C (961 °F) (b), which are both at
superplastic temperature
The characterization of superplastic behavior includes the characterization of plastic flow, internal cavitation, and fracture
behavior. The processing variables needed for an overall characterization of superplastic behavior are introduced in this
section. The parameter that is commonly selected as a measure of superplastic formability is the tensile elongation at the
optimum superplastic temperature and strain rate. Because this is a highly strain rate sensitive property and because real
components can experience significant variations in strain rate during forming, tensile elongation is measured as a
function of strain rate. Although this is somewhat time consuming, an alternative is to determine the strain rate sensitivity
of the flow stress, m, which has been shown to correlate well with tensile elongation for different classes of materials (Ref
7, 8). Measurements of flow stress and strain rate sensitivity of flow stress can be conducted in a single test and can be
used to determine the optimum strain rate for superplastic forming (where m is a maximum). Although strain rate
sensitivity is the dominant parameter in superplastic forming, more recent results show that a significant amount of
hardening can occur as a function of superplastic strain even at a constant strain rate (Ref 9, 10). This type of strain
hardening is believed to be related primarily to the grain growth that occurs during superplastic forming. At higher strain
rates, strain hardening is associated with dislocation cell formation in the classical manner.
Forming temperature is just as important a variable in superplastic forming as the strain rate. Temperature variation in a
forming die is a primary source of localized thinning. Characterization of material behavior should therefore include not
only determination of the optimum superplastic temperature but also the sensitivity of flow stress and elongation to
temperature. A large temperature sensitivity of flow stress is not desirable, because local hot spots will lead to severe
strain localization. When strain localization and necking are the dominant modes of failure, it has been shown that tensile
elongation is related to the m value in a predictable manner (Ref 11). However, when fracture intervenes, the m value
does not provide sufficient quantitative characterization, although within the same alloy system it still provides a
qualitative comparison. Fracture is therefore an important consideration in most superplastic materials of engineering
application. An exception is materials with anomalously high diffusivity (for example, Ti-6Al-4V alloys), which do not
show any evidence of internal cavitation or fracture. Superplastic materials that exhibit cavitation at inclusions, triple
points, and second-phase particles generally fail by the interlinking of growing cavities.
Stress-strain rate behavior is usually characterized by a step strain rate test, in which strain rate is increased in
successive steps and an attempt is made to measure the corresponding steady (or saturated) flow stress. A constant flow
stress indicates a negative loading rate, which occurs at a point somewhat beyond the load maximum. However, even if
the load maximum is used as a criterion for calculating these stresses, it can be shown that the error is negligible. Various
arguments have been put forward for the proper selection of flow stress from transient loading response (Ref 12, 13, 14).
However, because of the changing plastic-strain rate during this test, selection of data at the elastic limit from the rapidly
rising portion of the load curve is thought to be inappropriate.
Figure 2 shows a schematic load versus time plot during a step strain rate test of a typical superplastic alloy. The
interesting features are:
• At the low crosshead speeds, the load does not reach a maximum but continues to show a gradual rise
• At some intermediate speed, load reaches a constant plateau
• At higher speeds, it peaks and begins to show a sharp drop
The load increase at the low strain rates, in spite of a decrease in applied strain rate, indicates hardening of the material
with imposed strain. A part of this hardening is due to a rise in plastic-strain rate, which occurs gradually when crosshead
speed is low. However, the extent of hardening observed is considerable and does not saturate even after significant
plastic strain, which suggests other possible sources of hardening. This type of hardening has been observed in other
superplastic materials, such as aluminum-copper eutectic, and is generally attributed to grain growth occurring during
deformation (Ref 15, 16).
The criticism against the use of strain rate jump tests and the selection of maximum load points for obtaining stress values
is that the strain automatically becomes a variable along the - curve. This could be avoided if load relaxation test
results were used to derive - curves. However, more complex transient effects might be associated with load relaxation
tests, and the results might not be meaningful for a forming application in which strain rate generally increases with
accompanying strain. The step strain rate test is therefore believed to be a logical test method for use in superplastic
forming applications, provided the data are obtained with very little strain accumulation.
The - data for Ti-6Al-4V alloy and 7475 aluminum alloy deformed in the superplastic temperature range are presented
in Fig. 3 for a variety of grain sizes. The total accumulated strain is generally less than 0.25 in these tests. At lower strain
rates (<5 × 10
-4
s
-1
), strain hardening does not permit the establishment of a load maximum. To characterize flow stress
free from grain-growth hardening effects, stresses must be selected soon after the elastic portion. If the load rises slowly,
the plastic-strain rate,
p
, can be obtained from: