Zuo-Guang. Ye Advanced Dielectric Piezoelectric and Ferroelectric Materials: Synthesis, Characterisation and Applications
Подождите немного. Документ загружается.

Handbook of dielectric, piezoelectric and ferroelectric materials820
the group have been investigated; a large number have been found to be
ferroelectric.
14–20
Crystallographic studies of bismuth-layered oxides have
been made by many workers,
13–20
the dielectric properties have been examined
in detail by Subbarao,
18
and ferroelectric and piezoelectric properties have
been studied by some Japanese scientists.
2,3,7–8
The bismuth layer-structured oxides (BLSO) have a generalized chemical
formula of A
m–1
Bi
2
B
m
O
3m+3
where A is mono-, di-, or trivalent ions or a
mixture of them and B is tetra-, penta-, or hexavalent ions, or a mixture of
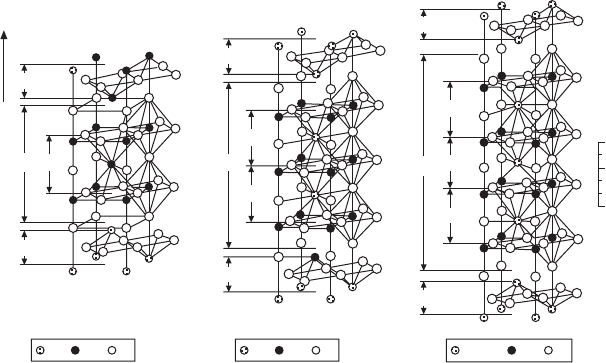
them, and the integer m takes any value from 1 to 5. Examples of their
crystal structures are shown in Fig. 27.l, where A shows (A
m–1
B
m
O
3m+1
)
which consists of (m – 1) layers of perovskite-like units (B) and is sandwiched
between (Bi
2
O
2
) layers (C). Bismuth titanate, Bi
4
Ti
3
O
12
(BIT) (Fig. 27.1b),
is a prototype of many bismuth layer structure oxides with the simplest
chemical composition (m = 3) and has a high Curie point of 680°C.
11,12
BLSO have BO
6
octahedra like perovskite, pyrochlore, and tungsten-
bronze structures and many of them are ferroelectric. An electrically neutral
condition gives the following formula, (m – 1)N(A) + m N(B) = 6m, where
N(A) and N(B) indicate the mean valencies of the A and the B ions, respectively.
However, BLSO have a great variety of available combinations of A and B
ions, respectively. For example, the basic BLSF are Bi
4
Ti
3
O
12
(BIT) (m = 3),
PbBi
2
Nb
2
O
9
(PBN) (m = 2), Bi
3
TiNbO
9
(BTN) (m = 2), Na
0.5
Bi
4.5
Ti
4
O
15
(c)
BaBi
Ti OBi Ti O
(b)
Bi
Pb O
(a)
C
AB
C
c
-axis
C
A
C
B
B
C
A
C
B
B
B
5Å
3
0
27.1
Schematic drawings of (a) PbBi
2
Nb
2
O
9
(PBN) (
m
= 2),
(b) Bi
4
Ti
3
O
12
(BIT) (
m
= 3) and (c) BaBi
4
Ti
4
O
15
(BBT) (
m
= 4) structures
(one-half of the unit cell). A: The perovskite layer of (Bi
2
Ti
3
O
10
)
2–
in
BIT, B: a unit cell of the hypothetical perovskite structure BiTiO
3
in
BIT, C: the layer of (Bi
2
O
2
)
2+
(after Aurivillius
13
).
WPNL2204
Grain orientation and electrical properties of bismuth 821
(NBT) (m = 4), PbBi
4
Ti
4
O
15
(PBT) (m = 4), and Pb
2
Bi
4
Ti
5
O
18
(P2BT)
(m = 5). Many derivative solid solutions have also been studied, mainly in
grain-oriented piezoelectric and pyroelectric ceramics.
Among a great number of the BLSF compounds, the following solid
solution systems were selected in this chapter on the basis of the results of
the electrical properties:
Bi
4
Ti
3
O
12
[BIT]
6
Pb
1–x
(Na
1/2
Bi
1/2
)
x
Bi
4
Ti
4
O
15
[PNBT–100x]
21
Pb
1–x
(Na
1/2
Ce
1/2
)
x
Bi
4
Ti
4
O
15
[PNC–100x]
7
(Na
1/2
Bi
1/2
)
1-x
Ca
x
Bi
4
Ti
4
O
15
[NCBT–100x]
8,22
(x = 0: NBT
23
; x = 1: CBT)
Sr
m–3+x
Bi
4–x
Ti
m–x
Ta
x
O
3m+3
(m = 2 [SBTT2(x)], x = 1~2; m = 3
[SBTT3(x)], x = 0~2)
24,25
where [ ] shows the abbreviation of the respective systems.
Among a great number of the BLSF compounds, the Na
0.5
Bi
4.5
Ti
4
O
15
(NBT) (m = 4) ceramic displays excellent piezoelectric properties.
2,23
On the
other hand, substituted perovskite compounds by Ca for A-site ions are
expected to have large anisotropic piezoelectric properties because the calcium
ionic radius is the smallest in the A-site ion group of the perovskite compounds.
Due to an enhanced anisotropy, the electromechanical coupling factor k
p
or
k
31
in the radial or transverse mode of 24 mol% calcium-modified PbTiO
3
(PT) ceramics is almost negligible,
26
in contrast with the large coupling
factor k
t
or k
33
in the thickness expansion or longitudinal expansion mode,
resulting in a very large anisotropy in the coupling factor, k
t
/k
p
or k
33
/k
31
. The
Ca-modified NBT, namely, (Na
1/2
Bi
1/2
)
1–x
Ca
x
Bi
4
Ti
4
O
15
[NCBT], ceramics
can be expected to show the most excellent piezoelectric and/or pyroelectric
properties.
Figure 27.2 shows the phase relation between well-known bismuth layer-
structured ferroelectrics such as Bi
3
TiTaO
9
(BTT) (m = 2), SrBi
2
Ta
2
O
9
(SBT)
(m = 2) and Bi
4
Ti
3
O
12
(BIT) (m = 3), including a perovskite compound
SrTiO
3
. The general formula of phase relation in Fig. 27.2 is as follows:
Sr
m–3+x
Bi
4–x
Ti
m–x
Ta
x
O
3m+3
(m = 2, x = 1~2; m = 3, x = 0~2)
where x corresponds to the amount of Ta ions in the layer structure and
1 ≤ x ≤ 2 for m = 2 and 0 ≤ x ≤ 2 for 3 ≤ m ≤ 5. Hereafter the formula is
abbreviated to SBTTm (x), especially the series of m = 2 and 3 are abbreviated
to SBTT2(x) (1 ≤ x ≤ 2) and SBTT3(x) (0 ≤ x ≤ 2).
WPNL2204

Handbook of dielectric, piezoelectric and ferroelectric materials822
27.3 Grain orientation and HOT-Forging (HF)
method
27.3.1 Ceramic sample preparations
OF (non-oriented) ceramic samples were prepared by the conventional ceramic
technique. Reagent grade oxide or carbonate powders of Bi
2
O
3
, PbO, Na
2
CO
3
,
CaCO
3
, TiO
2
, and Nb
2
O
5
with 99+% purity were used as the starting materials.
To prepare the perovskite type (Na
1/2
Ce
1/2
)TiO
3
powders for the PNC system,
raw materials of CeO
2
, Na
2
CO
3
, and TiO
2
were pre-calcined in a reduced
atmosphere using carbon graphite powders. The materials mixed using ball
milling were calcined at 850°C for 2h. After calcining, the ground and ball-
milled powders were pressed into a disc of 20mm in diameter and about
10mm in thickness. Pressed discs were finally sintered at 1000–1250°C for
1–2h in air.
n
= 2
n
= 3
n
= 4
n
= 5
Bi
4
Ti
3
O
12
BIT
SrBi
4
Ti
4
O
15
SBT
Sr
2
Bi
4
Ti
4
O
18
Sr
m
–3
Bi
4
Ti
m
O
3
m
–3
m
> = 3
Sr
m
–2
Bi
3
Ti
m
–1
TaO
3
m
–3
m
> = 12
Sr
m
–1
Bi
2
Ti
m
–2
Ta
2
O
3
m
+3
m
> = 12
Bi
3
TiTaO
9
BTT
SrBi
2
Ta
2
O
g
SBT
Sr
4
Bi
2
Ti
3
Ta
2
O
18
Sr
3
Bi
2
Ti
2
Ta
2
O
15
Sr
2
Bi
2
TiTa
2
O
12
Sr
2
Bi
3
Ti
3
TaO
15
Sr
3
Bi
3
Ti
4
TaO
18
SrBi
3
Ti
2
TaO
12
n
= ∞
Perovskite structure
SrTiO
3
27.2
The phase relation between well-known bismuth layer-
structured ferroelectrics such as Bi
3
TiTaO
9
(BTT) (
m
= 2), SrBi
2
Ta
2
O
9
(SBT) (
m
= 2) and Bi
4
Ti
3
O
12
(BIT) (
m
= 3) including a perovskite
compound SrTiO
3
.
WPNL2204
Grain orientation and electrical properties of bismuth 823
27.3.2 Grain orientation by hot-forging method
Grain-oriented samples were prepared by the HF method as described in
detail elsewhere.
6
Cylinder bodies 15mm in diameter and about 30–40mm
in height were pre-pressed in a steel die at a pressure of about 800kg/cm
2
,
and were used as starting bodies in the HF process. The pre-pressed cylinder
(green body) was sandwiched between two platinum plates to prevent the
sample from reacting with alumina plungers. A uniaxial compressive load of
about 200kg/cm
2
for the area of π (15/2)
2
mm
2
was applied along the thickness
of the sample (the forging axis) using oil pressure. After ordinary firing at
1000–1200°C for 2h, the sample was gradually pressed by two alumina
plungers, since abrupt pressing will produce cracks in the sample. Then a
constant pressure and a maximum temperature were maintained for a variable
time. A lower temperature and abrupt pressing will produce cracks in the
sample. Four conditions are most critical: T
m
, the maximum temperature; P
h
,
the maximum total pressure; t
p
, the soaking time when the maximum pressure
is maintained; and t
a
, the annealing time. A degree of deformation in HF
ceramics is expressed in terms of an area ratio γ, and a thickness contraction
rate λ; i.e. γ = S
f
/S
i
, and λ = (h
i
– h
f
)/h
i
, where S
i
and S
f
are cross-section
areas, and h
i
, h
f
thickness, of pre-sintered and hot-forged samples, respectively.
The value of h
i
is estimated by a relation of h
i
= (1 – α)h
gb
, where h
gb
is a
thickness of the green body and α is a linear shrinkage of the ordinarily fired
pellet which was sintered at the same temperature. The plastic deformations,
namely γ and λ, depend heavily on the forging temperature and the composition
of the sample. For example, HF BLSF ceramics showed an area ratio, λ, of
about 2–10, and a thickness contraction rate, λ, of about 50–90%, respectively.
A measured density of 7.78g/cm
3
in HF samples was 97% of the X-ray
density 8.04g/cm
3
, and it increased to 99% if further hot-pressing was applied
after the hot-forging.
27.4 Grain orientation effects on electrical
properties
27.4.1 Grain orientation and microstructure
The crystalline structure was confirmed by X-ray powder diffraction analysis
using a Ni-filtered CuKα radiation at a scanning speed of 1deg/min. Evaluation
of the HF samples was performed for the grain orientation factor, F, obtained
from X-ray diffraction patterns compared with that from the powder diffraction
patterns of the OF sample using the Lotgering method.
27
The texture of HF
samples was observed with a scanning electron microscope (SEM). For
preparing samples, ceramics were polished with successively finer
carborundum, were finished with 3 µm diamond paste, and then were thermally
etched at 1000–1100°C for 30min.
WPNL2204
Handbook of dielectric, piezoelectric and ferroelectric materials824
In the growth of BIT single crystals,
11,12
it is known that the c-plate grows
into a mica-like shape. Furthermore, Ikegami and Ueda
2
reported that grain
boundaries in OF BIT ceramics are of nearly rectangular in shape and fine
stripes are observed in each grain, always parallel to the length of each
rectangular grain boundary, which will be related closely to the crystal structure
with Bi
2
O
2
layers. Therefore, when X-rays are reflected by the plane
perpendicular to the forged direction of the ceramic, (00l) reflections are
expected to increase and others to decrease compared with those of OF
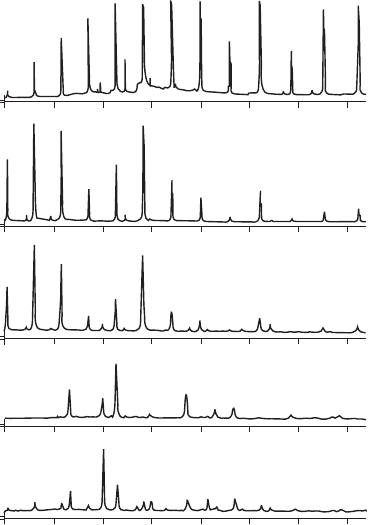
ceramics. Figure 27.3 shows X-ray diffraction patterns, reflected by the
perpendicular plane (b), (c) and by the parallel plane (d), respectively, in the
HF samples; reflected by the c-plate of a single crystal (a), and by OF
ceramics (e).
As shown in Fig. 27.3, (00l) reflections increase in the perpendicular
plane (b), (c) whose patterns resemble that of the c-plate of a single crystal
10 20 30 40 50 60 70 80
10 20 30 40 50 60 70 80
2 θ (deg) (cuKα)
(a)
(b)
(c)
(d)
(e)
(004)
(006)
(008)
(0010)
(0012)
(0014)
(0016)
(0018)
(0022)
(0020)
(0016)
(0012)
(0024)
(0026)
(0028)
(006)
(008)
(117)
(326)
(111)
(117)
(020)
(028)
(220)
(131)
(137)
(040)
(337)
(240)
(004)
(006)
(008)
(111)
(115)
(117)
(020)
(0014)
(028)
(220)
(034)
(137)
(3111)
(043)
(337)
(240)
27.3
X-ray diffraction patterns for Bi
4
Ti
3
O
12
(BIT), for (a) the
c
-plate of
a single crystal, (b) the perpendicular plane (non-polished), (c) the
perpendicular plane (polished) and (d) the parallel plane of hot-
forged ceramics, and (e) the ordinarily fired ceramics.
6
WPNL2204

Grain orientation and electrical properties of bismuth 825
(a), and (00l) reflections in the parallel plane (d) almost disappear, in comparison
with OF ceramics (e). Thus, in the HF ceramics, the grains are found to be
oriented with c-axes along a forged direction. The degree of grain orientation,
F, can be estimated by comparing the X-ray diffraction patterns with those
of non-oriented (OF) ceramics as follows.
27
First, a ratio p of the sum of the
intensities I (00l) of the (00l) reflections to the sum of the intensities I (hkl)
including (00l) is calculated over the range between 10° and 84° of 2θ.
Namely,
p
Il
I hkl
=
(00 )
()
Σ
Σ
27.1
As the degree of orientation is increased, the value of p is increased from p
0
(a value for a non-oriented case) to 1 (a value for a completely oriented
case). Hence, if F is defined as
F
pp
p
=
–
1 –
0
0
27.2
F varies from 0 (non-oriented) to 1 (completely oriented) and F may be used
as a measure of the grain orientation. In this way, F is estimated as 1, 0.98
and 0.95 for Fig. 27.3(a), (b) and (c), respectively, and F increased as the
area ratio γ increased (for example, γ = 8 in Fig. 27.3b and 27.3c).
The HF NCBT-5 sample was almost smoothly deformed at temperatures
of 1100–1150°C, and a thickness contraction rate λ of about 90% was obtained
with good reproducibility. The grain orientation factor F of the Mn-doped
NCBT system was more than 90%. The F values of the respective samples
are given in Table 27.1, with other related values.
27.4.2 Dielectric properties
The anisotropies in the electrical properties of HF samples were measured
by applying an electric field perpendicular [⊥] and parallel [//] to the forging
axis, that is, the electrodes of the HF samples
6,7
were adhered to the faces to
which were applied electric fields perpendicular and parallel to the forging
axis, respectively. Electrodes for studying the temperature dependence of
dielectric properties were made with fired-on silver–palladium (Ag-Pd) paste.
The temperature dependence of the dielectric constant, ε
s
, and dielectric
loss tangent, tan δ, was measured at 1 or 10MHz by an automated dielectric
measurement system with a multi-frequency LCR meter (YHP 4275A) in
the temperature range of room temperature to 800°C.
The dielectric constants ε
s
[⊥] and ε
s
[//] of HF BIT ceramics are
approximately 160 and 130, respectively, at room temperature. The εs [⊥]
increases steeply above 500°C and reaches about 1170 at ca. 680°C, which
WPNL2204
Handbook of dielectric, piezoelectric and ferroelectric materials826
Table 27.1
Elastic, piezoelectric, and dielectric (EPD) constants of the OF and HF (Na
1/2
Bi
1/2
)
1–
x
Ca
x
Bi
4
Ti
4
O
15
(NCBT–100
x
) ceramics
Sample NBT + Mn (0.1) NCBT-5 + Mn (0.1) NCBT-5 + Mn (0.2)
HF OF HF OF HF OF
Grain orientation factor
F
i
0.98 / 0.91 / 0.93 /
Measured density ρ
o
(g/cm
3
) 7.29 7.01 6.92 6.88 7.20 6.65
Curie temperature
T
c
(°C) 660 658 665 680 – 677
Dielectric constant
εε
33
T
0
/
149 140 134 148 132 135
Coupling factor (%)
k
33
32.5 14.7 35.6 16.1 40.0 18.8
k
31
2.8 3.3 2.75 2.85 2.34 2.39
Frequency constant (Hzm)
N
33
2170 2000 2260 1950 2290 1950
N
31
2130 1990 2180 1980 2170 1970
Piezoelectric constant
d
33
(10
–12
C/N) 33.7 15.6 34.9 18.3 38.3 20.8
d
31
2.80 3.49 2.61 3.15 2.17 2.58
g
33
(10
–3
V m/N) 25.6 12.6 29.4 13.9 32.8 17.4
g
31
2.12 2.81 2.20 2.40 1.86 2.16
d
h
g
h
(10
–15
m
2
/N) 600 60 742 109 988 205
Elastic constant (10
–12
m
2
/N)
s
33
E
8.17 9.13 8.11 9.84 7.85 10.2
s
11
E
7.56 9.01 7.58 9.32 7.38 9.72
WPNL2204
Grain orientation and electrical properties of bismuth 827
corresponds to the Curie temperature of single crystal. On the other hand, ε
s
[//] depends to some degrees on temperature over the whole temperature
range and has a small peak of 270 at ca. 680°C. Dielectric constant ε
s
[OF]
of OF ceramics shows an intermediate value between ε
s
[⊥] and εs [//]. The
symmetry of BIT is monoclinic below the Curie temperature of 675 °C.
11,12
In a BIT single crystal,
28
the dielectric constants ε
a
and ε
b
are about 100 and
200, respectively, at room temperature, and their temperature dependences
show sharp peaks of about 1750 at the Curie point, while εc has a value of
100 at room temperature and shows no peak up to 750°C. The dielectric
constants εs [⊥] and εs [//] of HF ceramics have similar temperature
dependences to those of ε
a
(or ε
b
) and ε
c
of a single crystal, respectively, so
that a large anisotropy in the dielectric constant was observed, the ratio of ε
s
[⊥] to ε
s
[//] being about 5 at the Curie point.
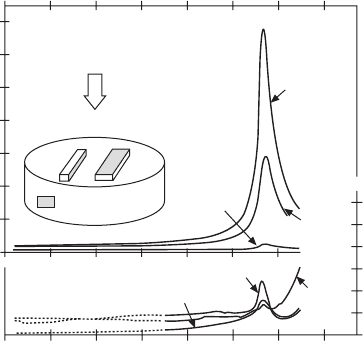
Figure 27.4 shows the temperature dependence of ε
s
and tan δ of the HF
PNC-10 ([⊥] and [//]), together with that of the OF sample for the sake of
comparison. A remarkable anisotropy in ε
s
[⊥] and ε
s
[//] is observed. The
ratio of ε
s
[⊥] to ε
s
[//] increases with temperature rise and reaches a maximum
at T
c
. In our previous paper
29
it has been shown that the ratio ε
s
[⊥]/ε
s
[//] can
be considered to be proportional to the degree of grain orientation F and has
various values from 4 to 12 at T
c
depending on the magnitude of F. In our
present measurement on PNC-10, for example, this ratio is found to be 2.0
at room temperature and 26.5 at T
c
, with F = 0.97. This suggests that PNC
solid solution can be an attractive member of a BLSF family because of its
large anisotropy.
Dielect, const, ε
s
(×10
3
)
7
6
5
4
3
2
1
0
0 100 200 300 400 500 600 700
Temp. (°C)
PNC–10
Pressure=forging axis
(⊥) (//)
Electrodes
at 1 MHz
OF
(⊥)
(//)
OF
HF
(//)
HF
(⊥)
tan δ (%)
12
10
8
6
4
2
0
27.4
Temperature dependence of ε
s
and tan δ for the HF PNC-10,
compared with those of the OF samples.
WPNL2204
Handbook of dielectric, piezoelectric and ferroelectric materials828
Figure 27.5 shows the T
c
of the (Na
1/2
Bi
1/2
)
1–x
M
x
Bi
4
Ti
4
O
15
(M = Ba, Ca,
Pb, Sr, and K
1/2
Bi
1/2
) (NXBT) system as a function of the amount (x) of the
substituted ions. The T
c
, except the case of M = Ca (NCBT), decrease as the
concentration, x, of the substituted ions increases. On the other hand, the T
c
of M = Ca (NCBT) increases as the Ca concentration, x, increases. This
suggests
22
that the T
c
is related to the change of the lattice distortion b/a as
mentioned above. The T
c
of CaBi
4
Ti
4
O
15
CBT (x = 1: Ca substituting for
Na
1/2
Bi
1/2
) reaches a high of 785°C.
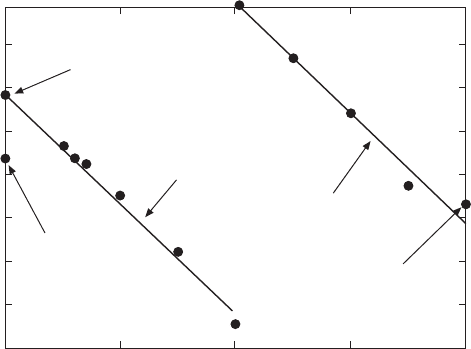
Figure 27.6 shows the Curie temperature T
c
of SBTT2 (x) and SBTT3 (x)
as a function of Ta concentration (x). The T
c
of the BIT (x = 0) ceramic in
SBTT3 is 680°C, and becomes lower gradually with the increasing amount
of Ta concentration (x). In other words, the ferroelectricity becomes weak
with the increasing amount of Sr and Ta ions, compared with that of the BIT
ceramic. The reason why the T
c
becomes lower is the increase of the amount
of modified SrTiO
3
, which has a paraelectric phase at room temperature, for
the perovskite-like unit in BLSF. The T
c
of the SBTT2 is higher than those
of the SBTT3. On the other hand, the T
c
of SBTT4(0) (m = 4, SBTi ) is lower
than those of the SBTT3(0) (BIT). It is thought that this tendency of the T
c
may be caused by the effects of the Bi
2
O
2
layer.
27.4.3 Resistivities
Temperature dependence of resistivity,
ρ
, was measured by using a high-
resistance meter (YHP 4329A and 4339B). Resistivity measurements were
Curie temperature
T
C
(°C)
800
700
600
500
400
0
NBT
0.0 0.2 0.4 0.6 0.8 1.0
Substituted ions (mol)
NXBT system
Sr
Ba
Bb
Ca
[KBi]
1/2
27.5
Curie temperature,
T
c
, of the (Na
1/2
Bi
1/2
)
1–
x
M
x
Bi
4
Ti
4
O
15
(M = Ba,
Ca, Pb, Sr and K
1/2
Bi
1/2
) (NXBT) system as a function of the amount
(
x
) of the substituted ions.
WPNL2204
Grain orientation and electrical properties of bismuth 829
made on unpoled specimens. In general, the conductivity of most dielectric
materials increases with increasing temperature. It is essential for the high-
temperature poling process that the conductivity of the material should
somehow be suppressed, otherwise it becomes very difficult for a large
electric field to be built up across the material at a high temperature. Also,
piezoceramics having a high Curie temperature or large coercive field such
as BLSF or PbTiO
3
must have high resistivity at high temperatures to avoid
thermal breakdown during the poling process.
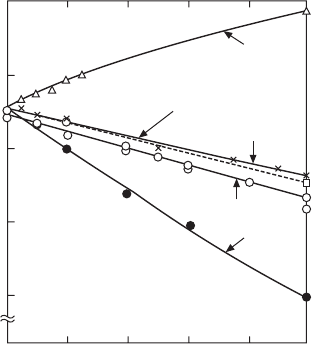
Figure 27.7 shows the temperature dependence of the resistivity ρ of the
Pb
1–x
(Na
1/2
Ce
1/2
)
x
Bi
4
Ti
4
O
15
[PNC–100x]
7
system as a function of the reciprocal
absolute temperature. The resistivities of PNC-2 and PNC-5 are 10
2
or 10
3
times larger than those of conventional piezoceramics such as PZT and
BaTiO
3
. The resistivity at room temperature has a very high value of about
10
15
Ω cm. Even at 150°C, it ranges from 10
12
to 10
13
Ω cm. In Fig. 27.7, the
amount of Ce
4+
in PBT + CeO
2
(0.11 wt.%) corresponds to that of Ce
3+
in
PNC-2. PNC solid solution is more effective for realizing high resistivity
than using CeO
2
as an additive. It seems to suggest that the trivalent cerium
ion Ce
3+
contributes to suppress the increase of electrical conductivity.
As shown in Fig. 27.8, the resistivity ρ [//] of hot-forged samples in the
parallel direction to the forging axis is higher than ρ [⊥] in the perpendicular
direction. We find the value of ρ [OF] for ordinarily fired ones midway
between ρ [//] and ρ [⊥]. The parallel resistivity ρ [//] is about five times as
large as the perpendicular resistivity ρ[⊥] over the range of measurements
that is, ρ[//]/ρ[⊥] = ρ[⊥]/ρ[//] ≅ 5, where σ[⊥] and σ[//] are conductivities.
Curie temperature,
T
c
(°C)
900
800
700
600
500
400
300
200
100
SBTi (
m
= 4)
BIT
SBTT3
SBTT2
SBTa (
m
= 2)
at 1 MHz
0 0.5 1 1.5 2
Ta concentration (
x
)
27.6
Curie temperature
T
c
of SBTT2 (
x
) and SBTT3 (
x
) as a function
of Ta concentration (
x
).
WPNL2204