Жуйков В.А. Эксплуатация и ремонт оборудования
Подождите немного. Документ загружается.

111
Основные преимущества этого метода в ремонтных условиях заключаются в том, что
для наращивания изношенных деталей пластиками отпадает необходимость в исполь-
зовании дорогостоящих пресс-форм и специального оборудования. Кроме того, покрытие
применяется для защиты химической аппаратуры и других деталей от коррозии. Отдель-
ные пластмассы по химической стойкости превосходят золото и платину.
5.1.4 Восстановление деталей наплавкой
Электродуговая наплавка вручную.
При этой наплавке наращивание, выполняется “валиками”, причем на один наплавленный
слой наносятся последовательно новые слои, перед наложением которых предыдущий слой
должен быть зачищен. Для уменьшения коробления восстанавливаемой детали наплавку
выполняют короткими валиками, расположенными отдельными участками по наплавляемой
поверхности с тем, чтобы нагрев детали происходил менее интенсивно. При необходимости
обеспечить плотность наплавляемого слоя, он прочеканивается при по-мощи зубила с
закругленной кромкой, а затем наносится следующий слой. Чтобы обеспечить хороший
отвод тепла, часть восстанавливаемой детали можно погрузить в ванну с водой или вести
сварку под водой.
Электроды, применяемые при наплавке поверхностей, образующих неподвижное соеди-
нение, должны соответствовать материалу детали.
При подвижных соединениях желательно вести наплавку электродами, повышающими
твердость и износостойкость наращиваемых поверхностей.
Механизированная наплавка под слоем флюса.
Изобретение этого метода, разработка технологии и оборудования для его осуществления
принадлежит советскому ученому акад. Е. О. Патону. В ремонтной практике наплавка под
слоем флюса применяется главным образом ля восстановления тел вращения и плоско-
стей.
Суть автоматической наплавки в том, что электрод-проволока подается к месту образова-
ния дуги автоматически, а сварочная дуга, возникающая между электродом и наплавляе-
мой деталью, также автоматически прикрывается подающимся порошкообразным флюсом,
предохраняющим сварочную ванну от соприкосновения с кислородом и азотом воздуха и
сохраняющим тепло процесса. Автоматическая сварка производительнее ручной, качество
получаемого шва высокое, процесс ведется без разбрызгивания металла, дуга скрыта под
флюсом и не ослепляет рабочего. Этим методом можно наращивать слой до 45 мм. Для
наплавки тел вращения может быть приспособлен токарный станок, на который монтируется
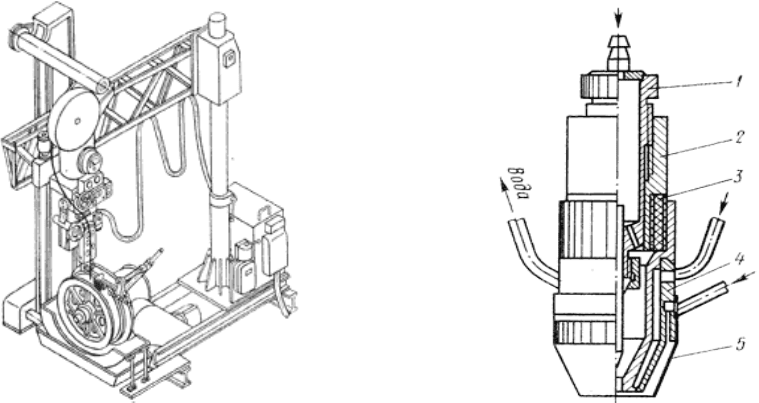
головка автоматической наплавки. На рис. 5.4 приведен специальный станок для наплавки
тел вращения и плоских поверхностей.
Наплавка происходит под слоем флюса, поступающего из бункера. Перемещение свароч-
ной головки по траверсе — ручное и механическое. Установка траверсы по высоте —
ручная. Наплавляемое тело вращения надевается на шпиндель бабки изделия. Скорость
вращения задается сменными зубчатыми колесами. Наплавляемая деталь имеет возмож-
ность наклоняться по отношению к сварочной головке. Станок может быть использован
и для автоматической сварки прямолинейных швов и наплавки плоскостей. Для этого тра-
верса со сварочной головкой поворачивается на 90°, а деталь укладывается на плиту, ус-
тановленную у станка.
112
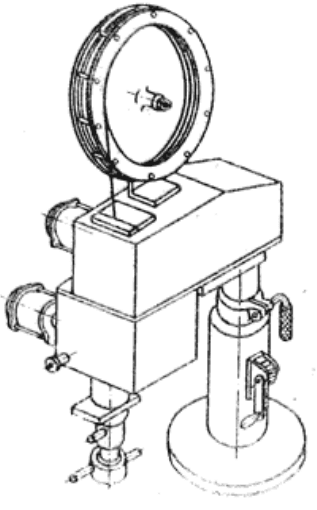
Рис. 5.4. Станок для
автоматической наплавки под
слоем флюса
Рис 5.5 Плазменная головка: 1 — электрододержатель;
2 — корпус; 3 — изоли-рующая втулка; 4 —
водоохлаждаемое сопло-канал; 5 — сопло для подачи
защитного газа
Плазменная наплавка металлов.
Плазма — высокотемпературный, сильно ионизированный газ, который создается дуго-
вым разрядом, возбужденным между двумя электродами, через который газ пропускается
в узком канале. Плазмообразующим газом служит аргон. Струя плазмы обеспечивает ста-
бильность дугового разряда и высокую концентрацию тепловой энергии. Температура
плазменной струи 10000-150000С, что достаточно для расплавления любых металлов. От
влияния атмосферы плазменная струя защищается защитными газами: аргоном, азотом,
углекислым газом. Дуга создается неплавящимся электродом из вольфрама или вольфрама
с присадками тория или лантана. Для создания плазменной струи применяются специаль-
ные плазменные головки (рис. 5.5)
Струя низкотемпературной плазмы используется для плавки различных металлов с целью
создания биметаллических деталей. Расплавление металлов, в том числе и тугоплавких,
позволяет наплавить или напылить поверхности деталей для получения слоя металла,
отличного от основного. При ремонте плазменная наплавка и напыление применяются
главным образом с целью увеличения износостойкости определенных поверхностей
деталей оборудования. Присадочный материал для наплавки или напыления может иметь
вид проволоки, ленты пли порошка. Для наплавки применяются твердые сплавы: стеллит,
сормайт, сталинит. Наплавка может производиться присадочной токоведущей проволокой
(прутками) или порошками. Проволока (прутки) подается непосредственно под плазмен-
ную головку; порошки соответствующей присадки могут быть насыпаны на наплавляе-
мую поверхность ровным слоем. Порошок расплавляется с помощью плазменной струи;
он может также вдуваться в струю из специального бункера. Плазменной наплавкой мож-но
наносить слой металла от 0,5 до 5—6 мм (максимальный слой при наплавке в один проход).
Ширина наплавки зависит от конструкции сварочного оборудования и может достигать
50—60 мм.
Оборудование для плазменной наплавки может быть получено путем модернизации
стандартного сварочного автомата. Для этого головка заменяется плазменной. Если на
автомате отсутствует механизм наклона головки, его следует изготовить и установить. К
головке нужно подвести трубы для подачи охлаждающей воды, плазмообразующего и за-
113
щитного газов. Полезно также установить механизм сообщающий головке и токоведущей
присадочной проволоке поперечные осциллирующие движения с частотой до 60 колеба-
ний в секунду и амплитудой колебаний до 60 мм. Подготовка под наплавку состоит в очи-
стке поверхности и обезжиривании. Легче всего приспособить дтя плазменной наплавки
автоматы АДСВ-2, предназначенные для аргонно-дуговой сварки.
Электровибрационная наплавка.
Суть вибрационной наплавки состоит в том, что электрод при сварке вибрирует. В
результате этого непрерывная дуга превращается в прерывистую — металл, наплавляющий
поверхность, подается на нее небольшими порциями. Кроме того, наплавка выполняется в
струе жидкого электролита или защитного газа, которые охлаждают электрод, место сварки
и защищают дугу от воздействия окружающей атмосферы.
Результатом этих особенностей является минимальная деформация деталей.
Наплавка может вестись в одни или несколько слоев. За один прием можно нарастить слой
металла до 3 мм. При необходимости нарастить больший слон металла рекомендуется
обработать поверхность наплавленного слоя, а затем нанести второй.
Для электровибрационной наплавки в ремонтной практике приспосабливаются токарные
станки, проведя модернизацию главного привода в соответствии с режимами электровиб-
рационной наплавки. На суппорт станка монтируется специальная электровибрационная
головка (рис. 5.6).
Рис. 5.6 Головка для электровибрационной наплавки в
среде защитных газов ВГ-4
Электровибрационной наплавкой можно наращивать
как тела вращения, так и плоскости, шлицы на валах,
торцы деталей и т. д. При подготовке деталей под
наплавку все шпоночные пазы, канавки, отверстия,
которые необходимо сохранить, заделывают графитом
или стальными вставками
Металлизация.
Процесс нанесения на поверхность распыленного расплавленного металла называется
металлизацией.
Методы расплавления металла могут быть различными: электродугой, струей горящего газа,
электро- или газонагрев тигля. Расплавленный металл распыляется струей сжатого воздуха,
сообщающей мельчайшим его частицам кинетическую энергию. Благодаря этому они с
большой скоростью ударяются о предварительно подготовленную поверхность детали. При
ударе о твердую поверхность частицы, будучи в пластичном состоянии, деформируются и
сцепляются с ней. Последующие слои сцепляются с предыдущими, и так до прекращения
процесса.
114
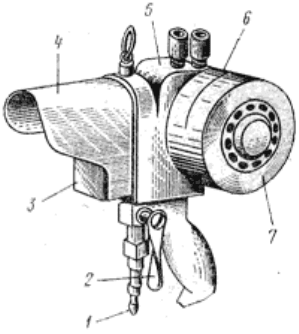
Аппарат, обеспечивающий расплавление металла, распыление его и доставку к поверхности
восстанавливаемой детали, называется металлизатором (рис. 5.7).
Рис. 5.7 Электрометаллизационный аппарат: 1 — штуцер;
2- рычаг включения; 3 — кор-пус; 4— щиток; 5- подающий
аппарат; 6 — турбина; 7 — кожух
Металлизация не вызывает деформации восстанавливаемой детали. Лучше всего
восстанавливать стальные и чугунные детали, работающие на трение при спокойной на-
грузке без значительных ударов с окружной скоростью вращения восстанавливаемых шеек
до 25 м/мин. Наращиваемый металлизацией слой может иметь толщину в пределах от 1,5
до 12 мм. Материалом для наращивания стальных и чугунных деталей служит стальная
проволока.
Слой металла, полученный металлизацией, представляет собой губчатую массу с
заметными порами, довольно активно впитывающий масло. Для получения хорошего сце-
пления наносимого слоя металла с основным важно правильно провести подготовку. Она
заключается в очистке поверхности детали от жира, грязи, влаги, окислов и т. д. и созда-
нии шероховатости поверхности 3-4. Очистка поверхности детали от загрязнений произ-
водится химическими растворителями, песком или дробью; создание нужной шероховато-
сти достигается механической обработкой или другими методами.
При разработке технологии механической обработки следует иметь в виду, что механическая
прочность валов, осей, подвергаемых обработке, снижается за счет уменьшения диаметра
основного тела детали. Поэтому в ответственных случаях механической обработке должен
предшествовать проверочный расчет детали на прочность и долговечность.
Перед металлизацией чугунных деталей следует удалить с них масло, впитавшееся в
верхний слой металла. Эффективным методом удаления масла является выжигание его
огнем горелки. При восстановлении тел вращения наилучшей подготовкой является
проточка и нарезка резьбы. Металлизированная поверхность хорошо работает на износ.
При металлизации возможно создание антифрикционных пар трения. Для этого применя-
ется цинк, алюминий, медь, свинец, латунь в различных сочетаниях или в сочетании со
сталью. Эти металлы подаются в металлизационный аппарат в виде двух проволок, пла-
вятся в нем и распыляются аппаратом в виде мельчайших частиц (пылинок), которые,
смешиваясь, образуют так называемый псевдосплав. Такой антифрикционный слой может
успешно работать со стальными вкладышами. Основным недостатком металлизации явля-
ется хрупкость нанесенного слоя металла, вследствие чего он плохо работает при ударах и
знакопеременных нагрузках.
115
5.1.5 Восстановление изношенных поверхностей металлизацией без нагрева
Новая технология нанесения металлических покрытий за счет сверхзвукового удара
металлических частиц о поверхность изделия. Необходимая скорость придается частицам
с помощью специального портативного технологического оборудования. Конструкция
оборудования обеспечивает создание воздушного сверхзвукового потока, введение в этот
поток частиц напыляемого порошкового материала и ускорения этих частиц до скоростей,
достаточных для эффективного формирования металлических покрытий, обладающих
высокими эксплуатационными свойствами. Для работы оборудования необходим сжатый
воздух давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин и электросеть напряжением 220
В.
Устранение повреждений деталей из легких сплавов, прежде всего алюминиевых или
алюминиево-магниевых сплавов, возникающих как в процессе их производства, так и в
процессе эксплуатации, является наиболее эффективным направлением применения но-
вой технологии. Низкая энергетика процесса позволяет устранять дефекты и повреждения
даже тонкостенных деталей, восстановление которых другими способами оказывается не-
возможным. Причиной высокой эффективности является важная особенность технологии:
отсутствие нагрева обрабатываемой детали – деталь не нагревается выше 100-1500С, и,
следовательно, и отсутствие окисления напыляемого материала и подложки, отсутствие
тепловых деформаций изделия и внутренних напряжений.
Области применения технологии.
• Ремонт отливок. В производстве отливок из легких сплавов технология применяется
для устранения дефектов литья (свищи, каверны, раковины) в тех случаях, когда они
не влияют на прочностные характеристики изделия, но нарушают их герметичность,
требуемые геометрические параметры или товарный вид. Экономическая эффективность
ремонта возрастает, если дефекты являются скрытыми и обнаруживаются только на этапе
механической обработки.
• Устранение механических повреждений. Наиболее характерные повреждения, легко
устраняемые с использованием данной технологии, связаны с уносом массы металла –
коррозийные повреждения, износ, сколы, прогары, трещины, пробоины и др.
• Восстановление посадочных мест подшипников. Покрытия наносятся непо-
средственно на изношенную поверхность, процесс наращивания металла унифицируется
в силу того, что покрытия могут наноситься на любые металлы, из которых могут быть
тзготовлены подшипниковые щиты.
• Герметизация течей жидкостей и газов. Технология позволяет устранять течи рабочих
газов и жидкостей в случаях, когда невозможно использование герметиков: для ремонта
сосудов, работающих под давлением или при низких и высоких температурах, элементов
криогенных систем, систем охлаждения, трубопроводов, теплообменников и т.п.
• Нанесение электропроводящих покрытий. Технологическая простота нанесения
покрытия на любую металлическую, керамическую и стеклянную основу обуслов-
ливает их применение в производстве различных электротехнических изделий. Техноло-
гия используется для создания контактных площадок заземления корпусов различного
электротехнического оборудования, меднения токопроводящих шин печей-электролизеров
в производстве алюминия, соединительной арматуры силовых токонесущих цепей,
нанесения токовводов на стеклянные и керамические изделия, изготовления подслоев под
пайку керамических изоляторов.
• Антифрикционные покрытия. Весьма эффективным оказывается применение новой
технологии для устранения локальных повреждений (сколов, царапин, задиров и т.п.)
поверхностей скольжения путем нанесения покрытий на дефектные места. Использование
116
этого способа позволяет продлить ресурс подшипника и избежать сложной процедуры
полной его перезаливки или замены.
• Эффективное применение технологии возможно и для обеспечения защиты от
высокотемпературной коррозии, предотвращения схватывания в силовых резьбовых
соединениях, герметизации теплообменников и хладоагрегатов, создания светоотражаю-
щих технических и декоративных изделий.
5.2 Выбор оптимального варианта восстановления поверхности деталей
и его экономической целесообразности
Стоимость восстановления поверхностей деталей обычно составляет 15-40 % стоимости
новых деталей.
Восстановление поверхностей детали при ремонте способствует значительной экономии
дефицитных материалов и цветных металлов.
Одни и те же поверхности деталей могут быть восстановлены различными способами. Из
всех всевозможных способов выбирают тот, который наиболее выгоден в условиях данного
предприятия для конкретных видов деталей, при этом исходят из величины и характера
износа и марки материала детали.
Восстановленные поверхности детали должны быть достаточно долговечны и надежны
в эксплуатации. Их поверхности должны обладать качествами, которые имеются у новой
детали, а в некоторых случаях и выше.
Чтобы выбрать соответствующий способ восстановления или упрочнения поверхности
детали, необходимо знать срок службы новых и восстановленных деталей. В основу
выбора способа восстановления принимают экономическую целесообразность, наличие
соответствующего оборудования и материалов, технологические и конструктивные осо-
бенности функционирования детали.
Целесообразность применения того или иного способа в каждом случае зависит от условий
работы деталей в станке: характер сопряжения (подвижное или нет), величина и характер
действующих нагрузок, скорость взаимного перемещения деталей в сопряжениях, условия
смазки деталей и сопряжений.
Основным показателем оценки экономической эффективности служит относительная
себестоимость, т.е. себестоимость восстановления поверхности детали, отнесенная к сроку
службы ее после ремонта.
Такой показатель является наиболее комплексным и обобщенным, т.к. он отражает не только
все элементы затрат, но и износостойкость поверхностей деталей после восстановления.
Наряду с относительной себестоимостью немаловажное значение имеют данные о
продолжительности и трудоемкости технологического процесса, применяемых материа-
лов и соответствующих затрат на приобретение таких материалов. Эти показатели, хотя и
отражены в относительной себестоимости, имеют самостоятельное значение.
Например, данные о материалах, применяемых для восстановления детали различными
способами, дают возможность при выборе варианта восстановления учитывать не только
величину затрат на материал, но и дефицитность материала; износостойкость покрытий при
восстановлении всех деталей ив особенности деталей, лимитирующих работу узла по сроку
службы обусловливают экономический эффект ремонта. Эти данные при выборе и оценке
технологических процессов будут иметь корректирующее значение, а в некоторых случаях
– решающее.
Срок службы деталей зависит от условий работы и собственной работоспособности.

117
Работоспособность большинства восстановленных деталей машин главным образом
характеризуется износостойкостью, усталостной и контактной прочностью. В соответст-
вии с условиями работы и причинами выхода деталей из строя, каждый из указанных по-
казателей служит для определенной группы деталей, работающих в одинаковых условиях,
основным критерием оценки их работоспособности после восстановления.
Подавляющее большинство деталей станков выходит из строя по причине износа. Для
этой группы основным критерием оценки работоспособности деталей, восстанавли-
ваемых различными способами, является износостойкость. Сравнительная износостой-
кость рабочих поверхностей деталей, восстановленных различными технологическими
приемами, определяется экспериментально и численно выражается через коэффициент
износостойкости.
Разрушение деталей станков по причине усталости наблюдается очень редко и характерно
для небольшой группы деталей, работающих при циклических напряжениях.
Методы оценки целесообразности восстановления деталей. Целесообразность
восстановления изношенных деталей устанавливается на основании экономического
анализа, которому предшествует техническая оценка каждой детали по состоянию износа,
по характеру повреждения и по условиям прочности.
На стадии предварительной оценки целесообразности восстановления детали прежде
всего устанавливается возможность выполнения требований, вытекающих из чертежа и
технических условий приемки детали после ремонта.
Большинство применяемых технологических процессов восстановления изношенных
деталей позволяет увеличить только их размеры, но не повысить прочность сечения.
Вследствие этого детали, поступающие в ремонт, должны обладать достаточным запасом
прочности, в особенности детали, работающие при циклических напряжениях.
После определения технической возможности восстановления детали производится
оценка экономической эффективности ее ремонта. Восстановление детали можно считать
экономически эффективным только в том случае, если относительная себестоимость вос-
становления будет меньше или равна относительной себестоимости новой детали, т.е. ко-
гда будет соблюдено условие
где С
в
– себестоимость восстановления детали, в руб.; С
н
– себестоимость изготовления
новой детали, в руб.; Т
в
и Т
н
– средняя продолжительность службы восстановленной и новой
детали, в ч.
Если вместо продолжительности срока службы в формулу ввести коэффициент из-
носостойкости К, который является отношением износостойкости новой детали к износо-
стойкости покрытия, тогда формула примет вид
С
в
≤ КС
н
, руб
Экономическую эффективность восстановления быстроизнашивающихся деталей,
работающих до полного износа, с вынужденной остановкой на ремонт станка по причине
выхода их из строя, необходимо определять с учетом затрат на разборку и сборку (С
рс
) уз-
ла
С
в
≤ КС
н
+С
рс
(К-1)
Численное значение эффективности восстановления изношенной детали при выборе
технологического процесса и оценки целесообразности ее ремонта может быть определено
из отношения

118
С
н
К КС
н
+С
рс
(К-1)
К
э
= или К
э
=
С
в
С
в
Величина КЭ должна быть всегда равна или больше единицы. Таким образом, эко-
номическая эффективность восстановления изношенных деталей будет очевидной во всех
случаях, когда будет соблюдено условие
К
э
≥1
Особо важное значение при выборе способа имеет использование типовых технологических
процессов ремонта деталей для различных групп станков и их общность.
5.3 Оборудование для восстановления деталей
Соответствующее оборудование для восстановления поверхности детали определяется
самим методом восстановления изношенных поверхностей.
При восстановлении деталей механической обработкой используют универсальные станки
различных групп, а также слесарное оборудование и инструмент.
Для восстановления поверхностей деталей сваркой, наплавкой и металлизацией
используют различные установки газоплазменного напыления, специальные установки
для восстановления деталей типа вал, универсальные наплавочные плазменные установки
для восстановления деталей типа вал и плоскостей. Установки для контактного электро-
импульсного покрытия, специальные станки для наплавки, специальные наплавочные
универсальные станки для восстановления наружных поверхностей цилиндрических дета-
лей, сварочное оборудование типа сварочных автоматов.
Высокочастотные металлизаторы, установки для плазменной металлизации, газо-
плазменные металлизаторы, электродуговые металлизаторы, универсальные машины для
сварки трением, специальное оборудование для восстановления деталей с использованием
полимерных композиций.
5.4 Выбор методов, средств и способов измерения восстановленных деталей
Вид технического контроля восстановленных поверхностей деталей определяется
технологическим процессом восстановления или ремонта.
Выбор инструментального средства зависит от допуска на ремонтный размер, при этом
необходимо учитывать, чтобы погрешность метода или средства измерения не превышала
предельно допустимую погрешность этого измерения, которая должна составлять не более
1/3 от величины допуска.
С этой целью в ремонтном производстве используют соответствующие номограммы, которые
составляются согласно необходимой точности контроля размеров измеряемой детали.
Для контроля различных отклонений от формы геометрии деталей применяют различные
приспособления, основанные на индикаторном, пневматическом и оптикомеханическом
методах измерения, как правило, специальной и специализированной конструкцией.
Для проверки плоскостей и прямолинейности используют гостированные лекальные
линейки, для измерения углов - гостированные угольники и угловые меры, синусные
линейки, как узкие, так и широкие.
Для измерения резьбы применяют кольца, пробки, шаблоны, шагомеры, тангенциальные
зубомеры.
Для определения шероховатости поверхностей применяют профилограф, профилометры,
пружинные приборы ИПШ.
119
Для измерения комбинированных составляющих погрешностей используют специальные
измерительные приспособления, аналогичные тем, что применяют при изготовлении новых
изделий.
6 Ремонт деталей металлообрабатывающего оборудования
6.1 Ремонт валов, осей и шпинделей
Ремонт валов, осей и шпинделей осуществляется по типовому технологическому процессу,
т.к. они относятся к телам вращения, у которых длина больше диаметра. При этом
требования, предъявляемые к ремонту этих деталей несколько различны. У таких деталей
в период эксплуатации изнашиваются размеры посадочных шеек, шпоночные и шлицевые
пазы, резьбовые поверхности, центровые отверстия, а также они могут быть изогнутыми
или скрученными. Выбор способа ремонта таки деталей зависит от величины износа и
имеющейся ремонтной базы цеха или участка.
После очистки таких деталей от грязи и смазки их сначала выправляют от изгиба, а
скрученные валы и оси изготовляют вновь, а не ремонтируют.
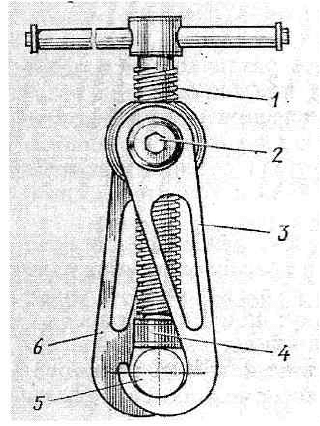
Холодная правка валов может выполняться вручную с помощью винтовых скоб, рычагов,
Рисунок 6.1 Скоба для
правки валов: 1 – винт; 2 –
ось; 3,6 – захваты; 4 – упор;
приспособлений под прессом. Сущность ее заключается
в том, что приложенное усилие вызывает остаточные
деформации, и деталь восстанавливается, приобретая
первоначальные свойства. При холодной правке с
помощью пресса или скобы вал располагают на двух
опорах выгнутой стороной к нагружающему устройству
(винту, ползуну) и нагружают так, чтобы он изогнулся в
противоположную сторону на величину, почти равную
первоначальному прогибу, лишь затем восстанавливают
его первоначальную точность по прямолинейности.
Когда пользуются скобой (рис. 6.1), ее накладывают на
вал 5 захватами 3 и 6 так, чтобы винт 1 своим упором 4
находился против места выгиба вала (захваты можно
раздвигать на осях 2 гайки в пределах 70-300 мм). Вращая
винт, выправляют вал в этом месте и по индикатору
проверяют его биение; затем скобу последовательно
перемещают на другие участки и повторяют операцию до
тех пор, пока вал не будет выправлен.
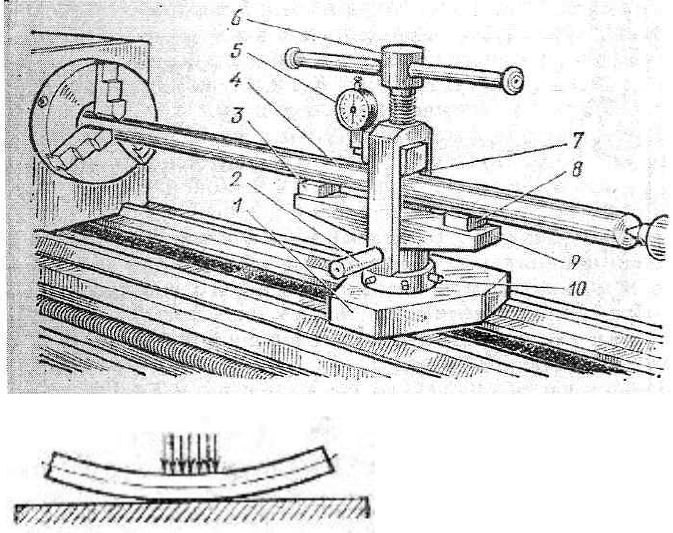
Ручной передвижной пресс (рис.6.2), так же служащий для правки валов, располагают
основанием 1 на направляющих токарного станка и по индикатору 5 находят место
наибольшего прогиба вала 4. Балочку 9 с подвижными опорами 3 и 8 настраивают гайкой
10 так, чтобы опоры соприкасались с образующей рихтуемого вала; затем правят вал вин-
том 6 через прокладку 7 из мягкого металла. Последовательное перемещение пресса по
направляющим на другие участки осуществляется рукояткой 2.
Изогнутые валы диаметром до 30 мм можно править наклепом. Процесс состоит в том, что
вал кладут выгнутой частью вниз на плиту (рис. 6.3) и легким молотком наносят частые
удары, пока он не выпрямиться. Удары наносят также с обеих сторон выгнутой части.
120
Рисунок 6.2 Ручной пресс
для правки валов: 1 –
основание; 2 – рукоятка;
3,8 - опо-ры; 4 – вал; 5
– индикатор; 6 – винт; 7
– прокладка; 9 – балочка;
10 - гайка
Рисунок 6.3 Схема правки вала наклепом
Валы и оси больших диаметров свыше 60 мм правят с использованием местного нагрева.
После правки таких деталей зачищают центровые отверстия выглаживанием с помощью
специальных центров, при этом достигают шероховатость поверхность по Rа от 0,8 до 0,4.
Затем проверяют величину биения шеек и при необходимости производят окончательную
правку. Посадочные шейки валов и осей ремонтируют в зависимости от величины их
износа.
Детали со значительным износом поверхностей шеек протачивают и шлифуют под очередной
ремонтный размер или запрессовывают на предварительно обработанные поверхности
компенсационные кольца, которые затем обтачивают и шлифуют на номинальный размер.
При износе поверхностей шеек до 0,15 мм на диаметр поверхность восстанавливают
хромированием, предварительно выполняя операцию шлифования до вывода рисок и
нецилиндричности шеек.
Шейки валов и осей с износом более 0,2 мм на сторону восстанавливают вибродуговой
наплавкой, осталливанием, электролитическим способом или ферромагнитными порошками.
При износе шеек валов более 3-х мм на сторону применяют наплавку, металлизацию или
осталливание с последующей механической обработкой.
Механическая обработка ведется по обычной технологии в зависимости от требований к
точности и шероховатости поверхности.
Шпоночные пазы у валов восстанавливают различными способами, их возможно фрезеровать
на следующий ремонтный размер или под нестандартную ступенчатую шпонку.
Другой способ заключается в том, что изношенный шпоночный паз заваривают и выполняют
вновь на номинальный размер с противоположной стороны.
Шлицевые поверхности валов при малом их износе хромируют с последующей за-
чисткой.
Резьбы при ремонтах валов обычно выполняют заново с изготовлением к ним новых
нестандартных гаек или болтов по месту.
Отклонение от формы и размеров поверхностей шпинделей допускаются в очень узком
диапазоне, поэтому ремонту шпинделей предъявляют повышенные требования, определена
специфика ремонта концов шпинделей, которые имеют конические отверстия и резьбу для