Жигжитов А.В. Механизация процессов консервирования и приготовления кормов
Подождите немного. Документ загружается.


2.4. Механизация процессов измельчения концентрированных кормов
2.4.1. Классификация способов измельчения и требования, предъявляемые к
измельченному материалу
Машины для дробления различаются по принципу действия. На рисунке
2.10 показаны основные способы измельчения (дробления).
По назначению дробилки могут быть универсальными и
специализированными (для дробления продукта одного вида).
Работа вальцовых мельниц основана на резании и скалывании материала.
При вращении пар вальцов их рифленые поверхности затягивают материал в
рабочий зазор между пальцами и разрушают его. Вальцы в паре вращаются с
различной частотой; это позволяет избежать залипания рифлей. Регулируют
качество помола, изменяя ширину рабочей щели между вальцами и соотношения
их окружных скоростей. Плиточный, брикетный корм дробят на дробилках-
ломачах, вальцы которых имеют штифты или тупые грани. Способ растирания
реализован в жерновых мельницах, где в рабочем пространстве между жерновами
происходит разрушение продукта. Обычно один жернов вращается, а другой
неподвижен или имеет возможность вращения за счет возникающих в процессе
помола сил трения. Помол регулируют изменением величины рабочего зазора
между жерновами. Конструктивно мельницы отличаются расположением рабочих
органов (жерновов), их устройством, материалом и др.
Плющение зерна проводят на плющилках в рабочем зазоре между двумя
гладкими вальцами, вращающимися с одинаковой рабочей скоростью. В
некоторых конструкциях плющилок привод от двигателя устроен на один валец, а
второй вращается свободно. Регулируют процесс плющения, изменяя расстояние
между вальцами.
Дробление свободным ударом используется в молотковых дробилках.
Молотки, в зависимости от назначения машины, могут иметь различную
конфигурацию; расположенные на вращающемся роторе, они разрушают
подаваемый в дробильную камеру продукт. Дополнительно продукт измельчается
при ударах частиц о стенки камеры, которые обычно делают рифлеными,
Измельченные частицы просеиваются через сменное решето, размер отверстий в
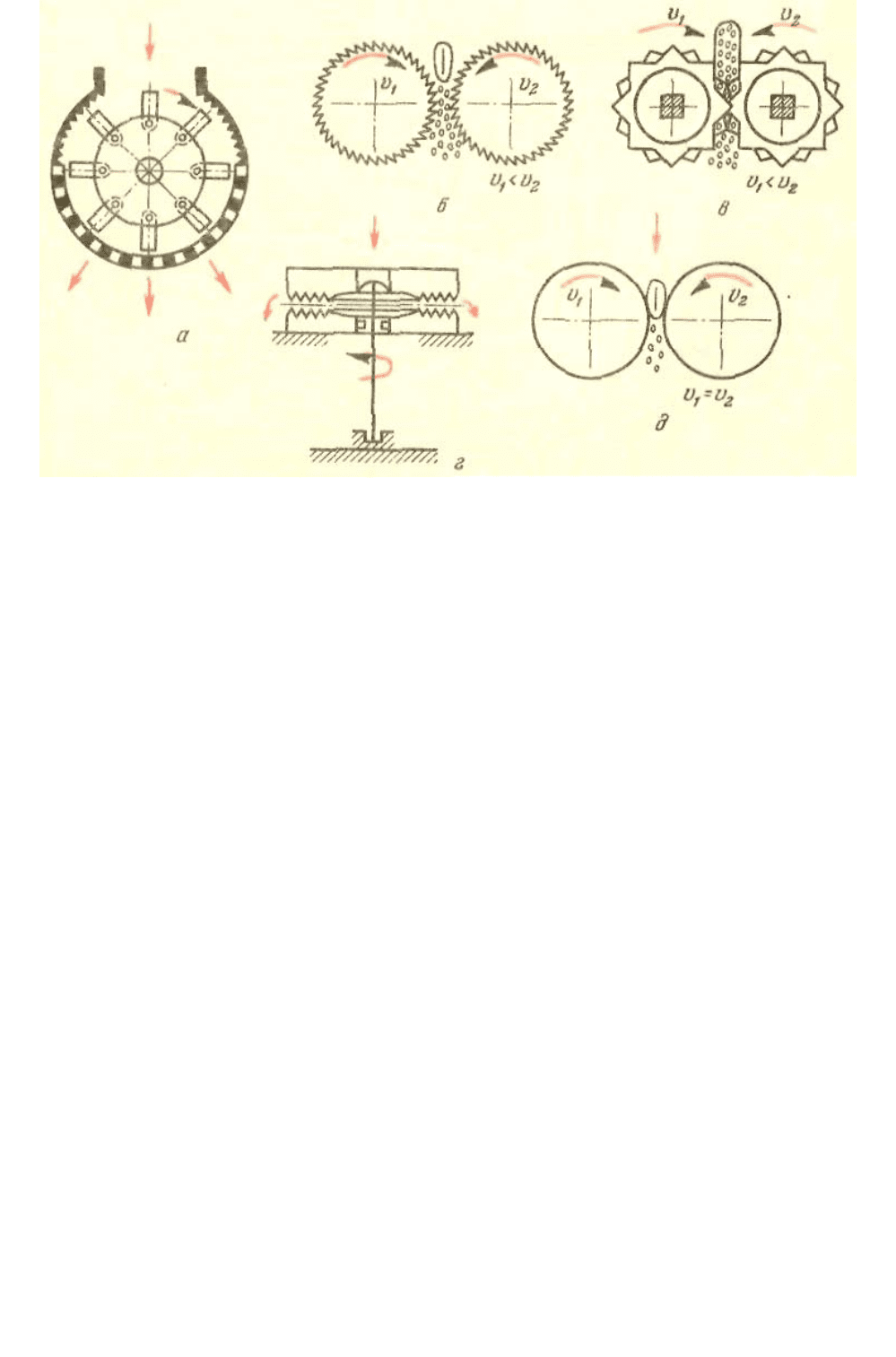
Рис. 2.10. Схемы способов измельчения:
а - свободный удар; б- скалывание; в- крошение; г- растирание; д- плющение.
котором определяется требуемым качеством помола.
В зависимости от организации рабочего процесса в дробильной камере
различают молотковые дробилки открытого (безрешетные) и закрытого типов. В
дробилках первого типа материал быстро удаляется из нее. Применяется для
крупнокускового, хрупкого, сухого, немажущегося материалов. Измельчение
производится за счет энергии свободного удара молотка по кускам значительной
массы.
В дробилках закрытого типа решето и деки охватывают барабан от 120 до
360°. Материал удаляется по мере измельчения до заданного размера через
отверстия решета. Эти дробилки могут быть с горизонтальным и вертикальным
валом.
По конструктивным признакам дробилки подразделяют на одно- и
двухбарабанные, с радиальной, тангенциальной и боковой подачей материала в
камеру дробления, с подачей его самотеком или принудительно, с вентилятором
для отвода измельченного материала или без него, с жестким и шарнирным
креплением молотков на роторе.
По назначению дробилки могут быть простыми (специализированными) и

универсальными с молотковым и ножевым рабочим органом.
Большинство молотковых дробилок сельскохозяйственного назначения
оборудованы циклонами с системой трубопроводов и фильтрами-
пылеуловителями, образующими единую замкнутую пневмосистему. Это
способствует обеспыливанию помещений, уменьшает взрывобезопасность и
улучшает условия труда.
К рабочим органам относят молотки, решета и деки. Все остальные
механизмы — транспортеры-питатели, бункеры, вентиляторы, циклоны, фильтры,
трубопроводы, выгрузные транспортеры — являются вспомогательными,
обеспечивающими непрерывность и надежность технологического процесса.
Молотки предназначены для измельчения материала влет. Их различают по
форме, размерам и назначению. Молотки бывают пластинчатые прямоугольной
(а) и ступенчатой (б) формы, а также составные фигурные (в).
Для измельчения зерна и мягких материалов используют пластинчатые
молотки толщиной 2...3 мм, для стебельных кормов — 6...8 мм, для
крупнокусковых (початки, жмых) — 8...12 мм, для сочных кормов — составные
фигурные.
Изготавливают молотки из марганцовистой стали 65Г с закалкой рабочих
(активных) поверхностей или углеродистой стали с наплавкой кромок сармайтом.
Молотки с одним отверстием для пальца после износа кромки поворачивают, с
двумя отверстиями — переставляют трижды. В зависимости от конструкции
молотков и физико-механических свойств измельчаемого материала молотки
могут служить 72...280 часов.
Размещают молотки на цилиндрической поверхности ротора по винтовой
линии с двумя или тремя заходами или же параллельными рядами. В зависимости
от числа заходов или количества рядов через каждую точку дробильной камеры
молотки пройдут z раз в секунду:
(2.7)
где k — число заходов винта или рядов.
Столько же ударов может произойти в каждой точке камеры.
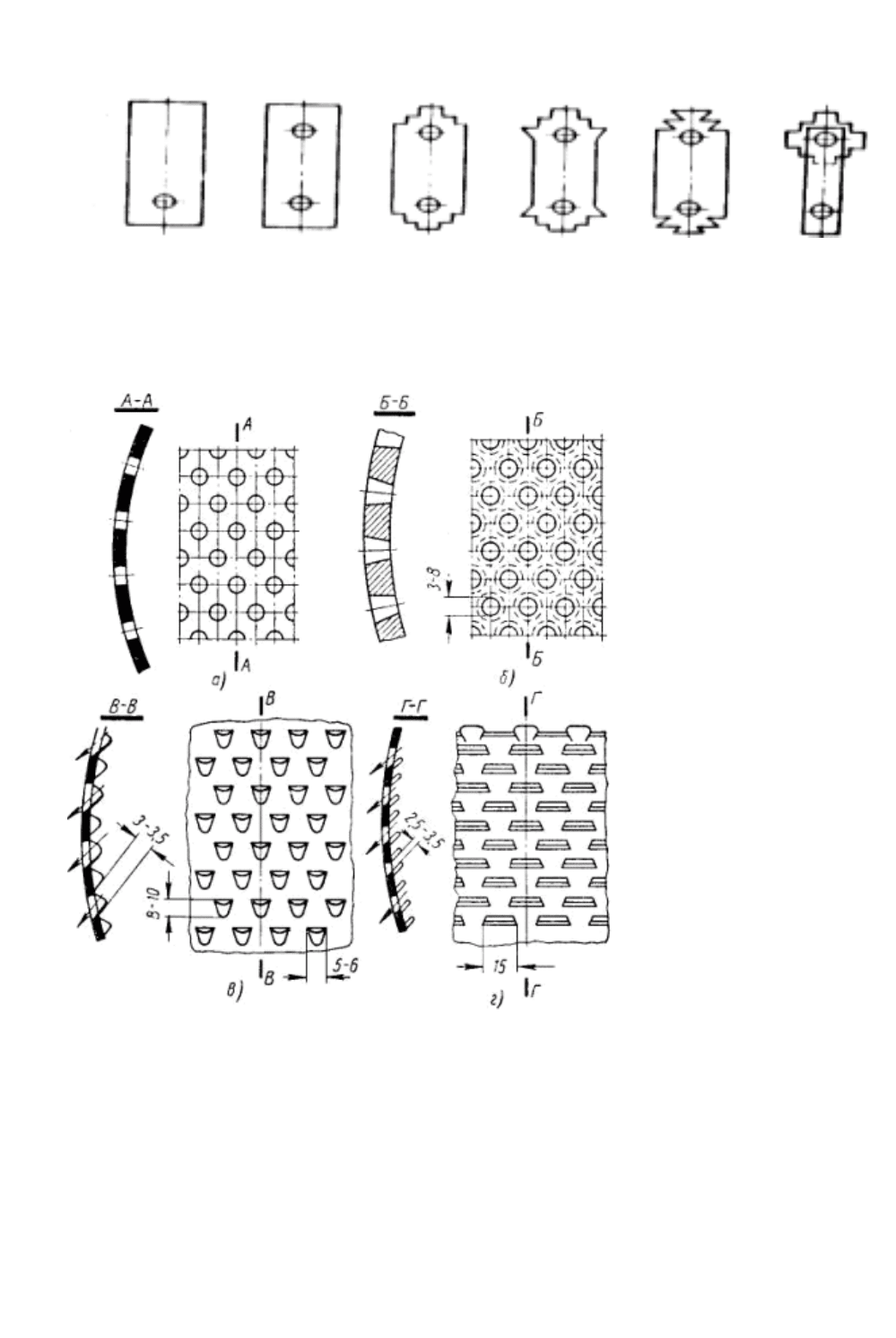
Рис. 2.11. Формы молотков.
Рис. 2.12. Решета молотковых дробилок.
Решета предназначены для отвода готового продукта, дополнительного его
измельчения и регулирования степени измельчения. В кормодробилках
применяют гладкие решета из листовой стали с пробивными круглыми
отверстиями диаметром от 3 до 10 мм. Живое сечение решет составляет 0,08...0,35
мм.

Они изготавливаются из листовой стали толщиной от 2 до 8 мм и бывают
гладкими (а, б) и чешуйчатыми (в, г). В тонких гладких решетах отверстия
штампуются, а в толстых высверливаются. Для уменьшения сопротивления
движению продукта отверстия в толстых решетах делают коническими.
Чешуйчатые решета имеют острошероховатые поверхности, что значительно
повышает эффект измельчения и пропускную способность в сравнении с
гладкими решетами.
Деки предназначены для повышения эффективности процесса измельчения.
Они представляют собой отражательные поверхности, установленные в верхней
части корпуса и охватывающие ротор с одной или двух сторон на определенной
дуге окружности. Они вместе с решетами составляют неподвижную стенку, о
которую ударяются частицы материала, отброшенного молотками.
Деки бывают рифленые чугунные или стальные с пробивными отверстиями.
Уложенные плотно к корпусу они образуют шероховатую поверхность. Рифли дек
имеют угол зуба 95...105°, а передняя грань наклонена к радиусу под углом
40...45°. Это обеспечивает возврат частицы в зону действия молотков.
Наибольшая эффективность измельчения происходит при прямом ударе частицы
в риф деки.
Процесс измельчения в молотковой дробилке происходит следующим
образом. Зерна материала, попав в зону действия молотков, получают первый
удар и отбрасываются к периферии, где отражаются поверхностью от деки или
решета.
Отражаясь от них, частицы замедляют свое движение, но в зоне действия
молотков они опять ускоряются от их ударов и потока воздуха. При
установившемся процессе по всей внутренней окружности корпуса дробилки
образуется вращающийся непрерывно перемешивающийся слой материала. От
многократных столкновений с молотками, решетом и декой зерна измельчаются.
При достижении заданного размера частицы материала проходят через отверстия
решета и удаляются из дробилки. На их место поступают новые порции
неизмельченного материала.
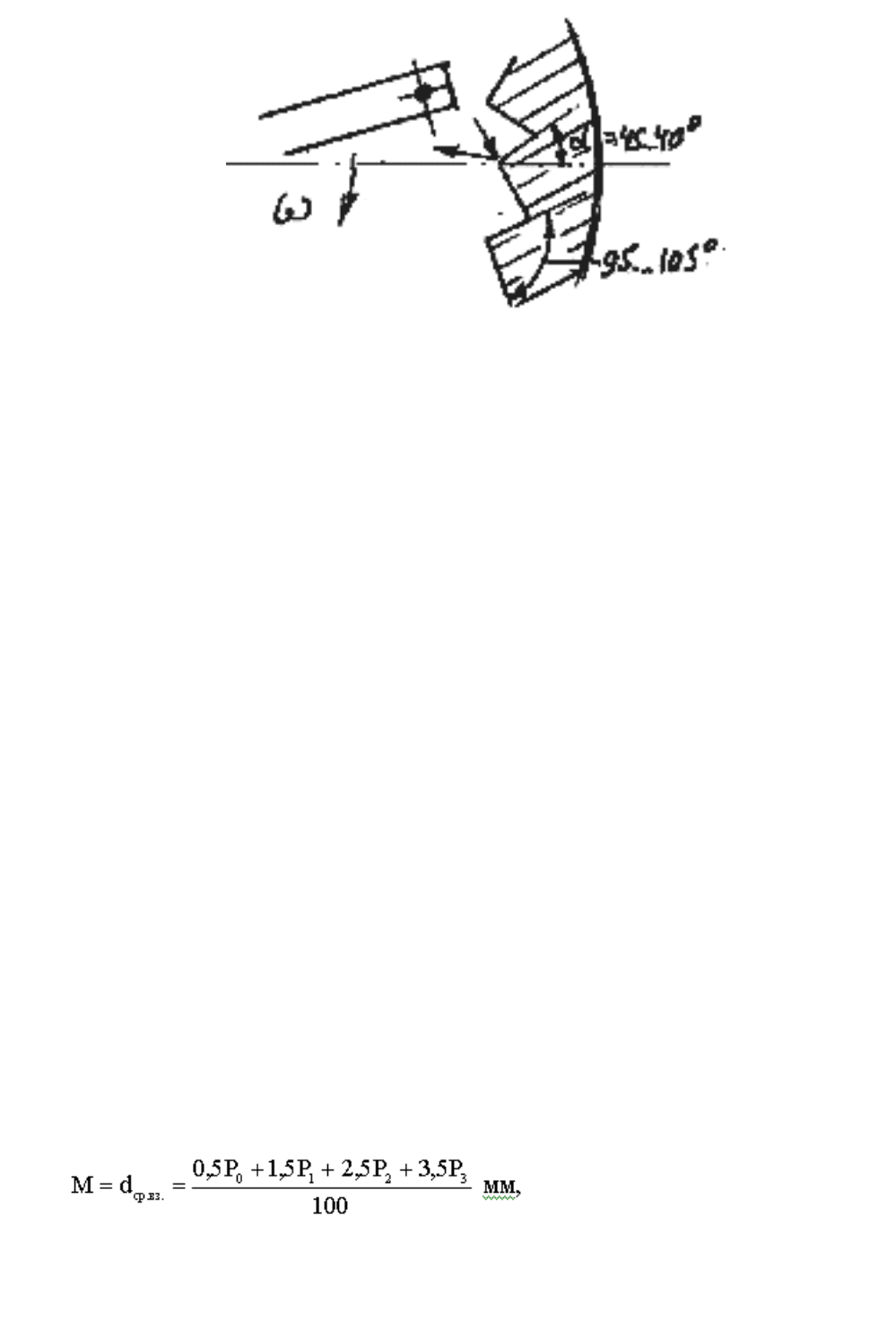
Рис.2.13. Схема измельчения зерна.
Своевременные молотковые дробилки позволяют дробить продукт
влажностью до 20. ..22%. Однако при использовании их для приготовления
сенной или травяной муки влажность продукта должна быть не выше 10...12%.
Универсальные дробилки могут дробить сено более высокой влажности.
Мельницы и вальцовые дробилки не могут работать на зерне влажностью выше
16 % по причине повышенного залипания поверхности рабочих органов.
При чрезмерной сухости зерна и других кормов в случае их размола
увеличивается выход мелко-мучнистого продукта и пыли, что ведет к потере
продукта. Оптимальная влажность сухих кормов, предназначенных для размола,
должна составлять 12. ..15%, как и при их хранении.
При дроблении зерна для правильной настройки машины проводят
предварительный контрольный помол и оценивают его результат с помощью
решетного классификатора. Навеску пробного помола в течение 5 мин
просеивают на решетном классификаторе, состоящем из набора сит с различным
диаметром отверстий. Взвешивают отдельные фракции, снятые с решет (сит), и
находят среднеарифметический размер (модуль) частиц помола по формуле
(2.8.)
где: Р
0
- масса фракции на дне коробки классификатора, г;
Р
1
, Р
2
, Р
3
- массы фракции на ситах с диаметром соответственно 1, 2 и 3 мм,

г;
Р - масса взятой навески, г.
Числовые коэффициенты в формуле - среднеарифметический размер частиц
соответствующей фракции. Различают три степени помола: тонкий (М= 0,2. ..1,0
мм), средний (М=1,0...1,8) и грубый (М = ,8. ..2,6). Величина требуемого помола 1
корма для различных видов и групп животных тицы устанавливается и п
зоотехническими рекомендациями, в соответствии с которыми регулируют
машину.
2.4.2. Конструкции машин для измельчения концентрированных кормов
Универсальная дробилка кормов КДУ-2,0 (рис. 2.14) состоит из рамы 16,
ножевого барабана 12, дробильного аппарата 7, вентилятора 2, загрузочного
ковша 3, циклона 6 со шлюзовым затвором 5 и трубопроводов 7 и 8. Питающее
устройство (в виде подающего 14 и подпре совывающего 17 транспортеров) и с
ножевой барабан служат соответственно для подачи и предварительного
измельчения несыпучих кормов.
Рабочий процесс (рис. 2.15) протекает так. Из ковша 8 продукт через
регулируемое щелевое окно поступает на магнитный сепаратор 7 и далее в
дробильную камеру. Вентилятор отсасывает измельченный продукт, оторый к
через патрубок 16 проходит в нагнетательную трубу и с потоком воздуха
поступает в циклон. Здесь он отделяется от воздуха благодаря вращательному
движению потока за счет центробежных сил, прижимающих частицы корма к
внутренней поверхности циклона. Появляющихся при этом силы трения гасят
энергию вижения частиц, оторые оседают в циклоне. Через люзовой затвор д к ш
продукт направлялся на дальнейшую обработку. Воздух из циклона по
трубопроводу поступает обратно в дробильную камеру патрубок 13. Часть
воздуха через фильтр-рукав циклона, удержиудерживающий пылевидные
частицы, проходит в атмосферу.
При дроблении сена, кукурузных початков и других несыпучих сухих
кормов их предварительно измельчают ножевым барабаном. Заслонка ковша 8
при этом должна быть закрыта. С помощью сменных решет с отверстиями
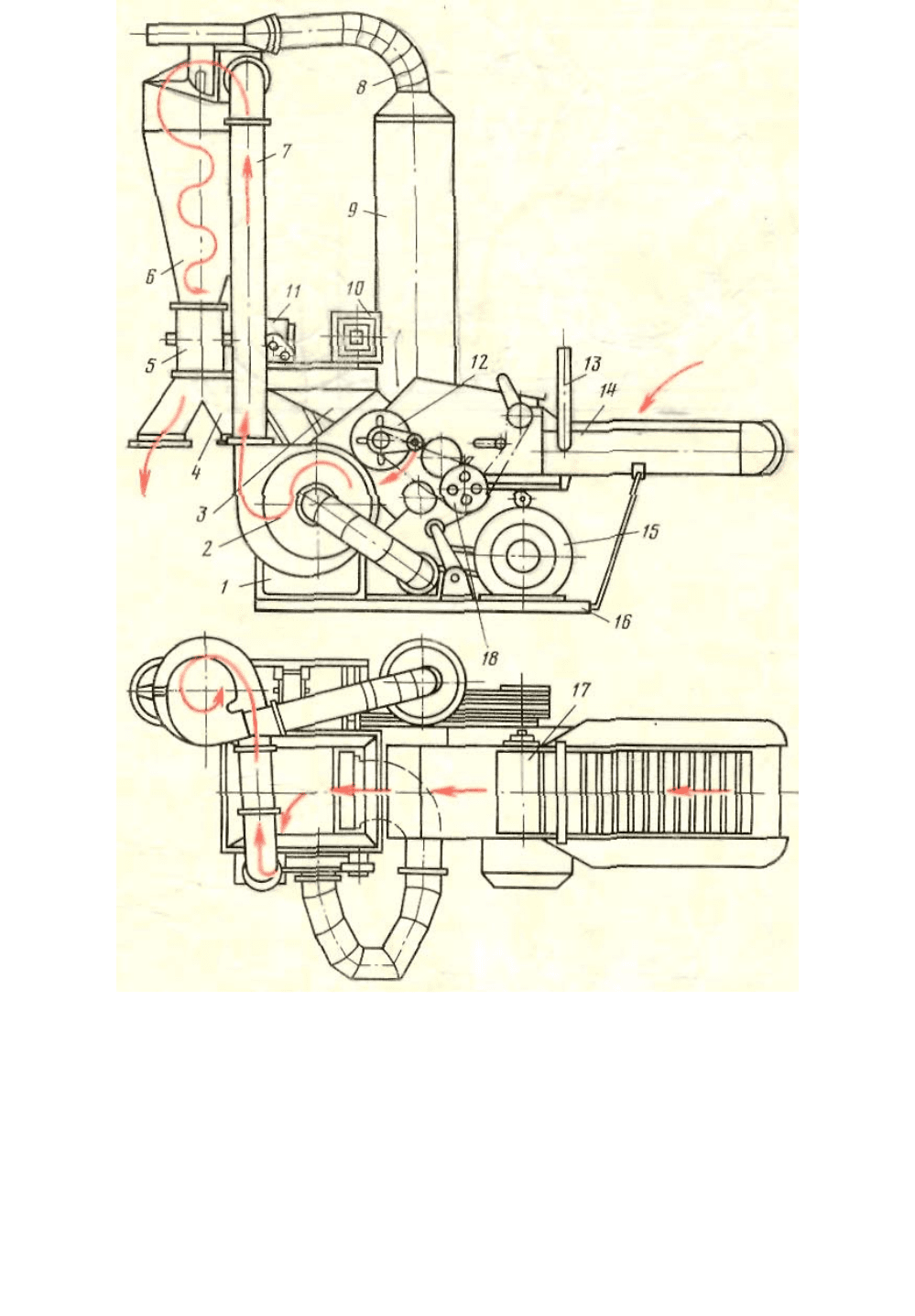
Рис.2.14. Универсальная дробилка кормов КДУ-2,0
1-дробильный аппарат; 2-вентилятор; 3-загрузочный ковш; 4-рукава выгрузки; 5-
шлюзовой затвор; 6-циклон; 7-кормовой трубопровод; 8-воздушный трубопровод;
9-фильтровальный рукав; 10-амперметр-индикатор; 11-червячный редуктор; 12-
ножевой барабан; 13-рычаг включения; 14-подающий транспортёр; 15-
электродвигатель; 16-рама; 17-подпрессовывающий транспортёр; 18-редуктор.
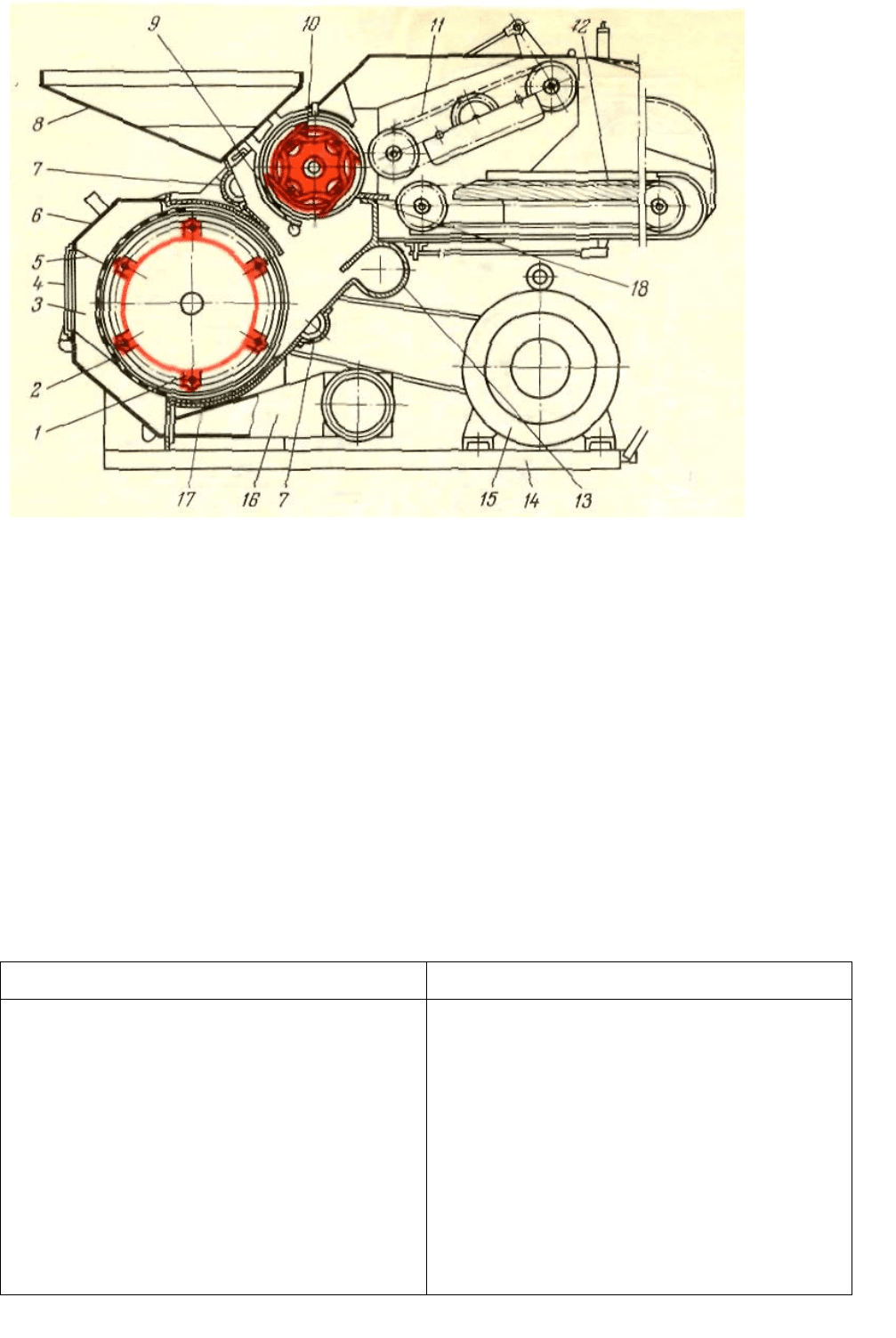
Рис.2.15. Схема дробилки КДУ-2,0 (разрез)
1-дробильный барабан; 2-сменное решето; 3-зарешетная камера; 4-люк выброса;
5-вставная выбросная горловина; 6-крышка дробильной камеры; 7-магнитный
сепаратор; 8-ковш бункер для сыпучих кормов; 9-патрубок для воды; 10-режущий
барабан; 11-подпрессовыающий транспортёр; 12-питающий (подающий)
транспортёр; 13-приемный воздушный патрубок; 14-рама; 15-электродвигатель;
16-отсасывающий патрубок вентилятора; 17-дека; 18-противорежущая пластина.
Технические характеристики
Табл.2.5.
Наименование показателя Значение показателя для дробилки
Производительность, т/ч:
зерно
сено
корнеклубнеплоды
Мощность двигателя, кВт
Частота вращения ротора, с
-1
Габариты, мм
Масса, кг
До 2
0,8
5,0
28
45
2800×1660×2975
1300

диаметром 4, 6, 8 и 10 мм устанавливают дробилку на требуемую степень
измельчения продукта.
Сочные и влажные корма дробят также после предварительного
измельчения. Перед началом работы заменяют решето 2 на горловину 5, по
которой измельченный корм выбрасывается из машины. Привод дробилки от
электродвигателя или от ВОМ фактора. Для плавного разгона ротора служит
автоматическая фрикционная муфта.
Дробилку готовят к работе, проверяя состояние всех сборочных единиц,
креплений, натяжение ремней и цепных передач, регулировки и смазку в
редукторах и подшипниках. Зазор между ножами барабана и противорежущей
пластиной 18 должен быть не более 1 м. Для контроля величины зазора и
регулировки откидывают кожух и, сняв натяжные устройства плавающего
транспортера, отводят его вверх. Регулируют зазор каждою ножа при помощи
двух установочных винтов, предварительно ослабни крепления ножа к
крестовинам барабана. Болты крепления перемешают с ножами в пазах
крестовин. По достижении требуемого зазора проводят затяжку болтов крепления
и закрепляют контргайками установочные винты. Перестановкой планки на
противорежущей пластине устраняют зазор между лентой транспортера и
противорежущей пластиной.
Натяжение ремней привода дробильного барабана производят
перемещением электродвигателя по салазкам, а натяжение цепей — при помощи
натяжных роликов и звездочек. Ленту подающего транспортёра натягивают
болтами регулировки в его хвостовой части, а подпрессовывающего
транспортёра- перемещением натяжных звёздочек внутри корпуса транспортера
путем перестановки крепежных болтов в прорезях боковин. Прогиб цепей и
транспортерной ленты при усилии 60…70 Н должен составлять 10...15 мм, а
ремней привода 20...25 мм.
Через 250...300 ч работы меняют трансмиссионное масло в редукторах
транспортера и шлюзового затвора. Смазку УС-2 или УС-3 применяют для
подшипников валов транспортеров, редуктора, дробильного барабана, режущего
барабана, натяжных роликов. Смазку муфты предельного момента, находящейся