Справочная энциклопедия дорожника (том I) Строительство и реконструкция автомобильных дорог. Под ред. Васильева А.П
Подождите немного. Документ загружается.

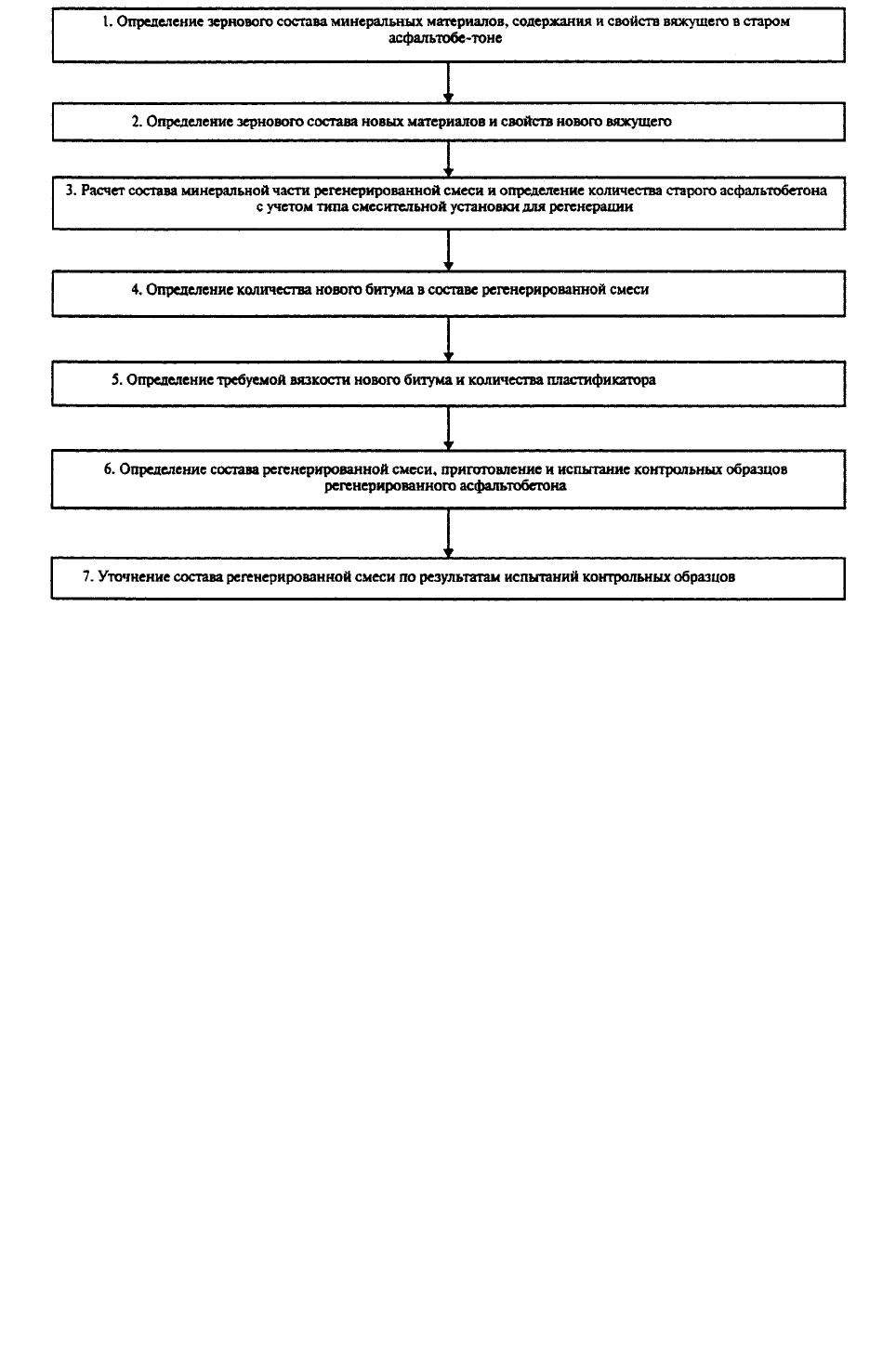
Рис. 26.14. Последовательность подбора состава регенерированного асфальтобетона
26.6. Автоматизация технологических процессов асфальтобетонного завода и контроль качества
Автоматизация технологических процессов на АБЗ позволяет улучшить условия труда, повысить качество
смесей и производительность заводов, снизить себестоимость производства продукции, сократить количество
обслуживающего персонала, обеспечить безопасность и надежность в работе.
Различают три стадии автоматизации АБЗ:
частичная, при которой автоматизированы отдельные операции, в то время как управление смежными
операциями выполняется вручную;
комплексная, при которой автоматизирован весь технологический процесс;
полная, когда автоматизировано все производство и присутствие людей необязательно.
В настоящее время автоматизация АБЗ в России находится на первом этапе. В перспективе - внедрение на
АБЗ комплексной автоматизации технологических процессов производства и выпуска асфальтобетонной смеси
на базе микропроцессорной системы управления асфальтосмесительной установкой.
В конструкциях асфальтосмесительных установок ДС-185 и ДС-168 ОАО «Кредмаш» (Украина)
обеспечено:
автоматизированное и дистанционное дозирование по массе каменных материалов, битума, минерального
порошка и пыли, их перемешивание и выдача в бункер готовой смеси;
контроль и регулирование температуры каменных материалов и отходящих дымовых газов на выходе из
сушильного барабана, температуры топлива и готовой смеси;
автоматическое или дистанционное управление всеми основными узлами.
Асфальтосмесительные установки ОАО «Саста» (Россия) оснащены системой управления на базе
промышленного контроллера и компьютера. Качество асфальтобетонной смеси, комфорт и простота при
управлении не уступает аналогам зарубежных фирм. В системе управления асфальтосмесительными
установками использованы комплектующие известных зарубежных фирм (помимо контроллера и компьютера
привода плавного пуска и частотного регулирования - датчики, автоматические выключатели, пускатели,
кнопки и т.д.), что обеспечивает высокую надежность системы.
Основные возможности системы управления асфальтосмесительных установок ОАО «Саста»:
автоматический пуск и автоматическая остановка всей асфальтосмесительной установки;
автоматическое дозирование всех компонентов асфальтобетонной смеси с точностью не более 1 %;
возможность раздельного или одновременного управления 4 (при дополнительном заказе до 12)
регулируемыми питателями подачи каменных материалов;
управление подачей минерального порошка и битума;
возможность получения смеси по заранее заданным рецептам (количество рецептов не ограничено);
подачу сигналов о возникновении неисправностей и об отклонениях от нормального технологического
режима работы, выдача на экран монитора сообщений о необходимых действиях оператора по устранению
возникших неисправностей;
быстрая и точная настройка (калибровка) всех весовых и температурных датчиков;
контроль всех параметров горелки сушильного барабана с выводом на монитор: последовательность пуска и
остановки; степень использования (% открытия горелки) и т.д.;
учет времени работы каждого узла оборудования с возможностью задания времени работы оборудования до
необходимого осмотра или технического обслуживания;
звуковая предупредительная и аварийная сигнализация.
Контроль качества исходных материалов и готовой смеси. При производстве асфальтобетонных смесей
контролируют: качество всех компонентов, температурный режим подготовки битума, температуру нагрева
минеральных материалов, температуру готовой смеси, качество готовой асфальтобетонной смеси.
В соответствии с действующими стандартами контроль подразделяется на три этапа: входной,
операционный и приемочный.
При входном контроле устанавливают соответствие качества исходных материалов в каждой поступившей
на АБЗ партии действующим стандартам.
Операционный контроль осуществляют не реже 1 раза в 10 смен с определением следующих показателей:
зерновой состав щебня (гравия), песка, материалов из отсевов дробления и минерального порошка, содержание
пылевидных и глинистых частиц в щебне (гравии) и песке, влажность неактивированного минерального
порошка и порошковых отходов промышленности, гидрофобность активированного минерального порошка.
Для испытаний отбирают пробы со складов материалов.
При контроле качества битума определяют глубину проникновения иглы при 25°С вязкого битума или
вязкость жидкого битума. Для этого отбирают пробы из каждого рабочего котла и битумоплавильных
установок непрерывного действия 1 раз в смену. При приготовлении разжиженного битума на АБЗ проверяют
правильность дозирования и последовательность загрузки в котел исходных материалов в соответствии с
подобранным в лаборатории составом.
Кроме того, проверяют температуру нагрева битума через каждые 2-3 ч в котлах; в битумоплавильных
установках непрерывного действия температуру битума контролируют в отсеке готового битума.
В процессе приготовления асфальтобетонной смеси 2-3 раза в смену контролируют соблюдение
установленного времени перемешивания для каждого вида смеси, если смесители не имеют
автоматизированного управления.
Для приемочного контроля качества готовой асфальтобетонной смеси отбирают одну пробу из каждой
партии. Температуру асфальтобетонных смесей проверяют в кузове каждого автомобиля-самосвала
непосредственно после выпуска смесей из смесителя.
При приемочном контроле готовой смеси в лаборатории контролируют: температуру готовой смеси;
зерновой состав и содержание битума; водонасыщение; набухание; предел прочности при сжатии при
температуре 20°С и 50°С; коэффициент водостойкости; слеживаемость (только для холодных смесей).
Показатели физико-механических свойств должны соответствовать требованиям, предъявляемым ГОСТ
9128-97 к данному виду асфальтобетона.
Слеживаемость холодных асфальтобетонных смесей рекомендуется определять через каждые 2-3 ч в
течение смены; складировать холодные смеси в штабели можно только после получения удовлетворительных
результатов по этому показателю.
Кроме перечисленных испытаний готовой продукции в процессе приемочного контроля производят также
периодический контроль пористости минерального остова; остаточной пористости; предела прочности при
сжатии при 0°С для горячих смесей и при 20°С после прогрева для холодных смесей.
Периодический контроль производят не реже 1 раза в 6 мес. и при изменении исходных материалов.
Если в результате приемочного контроля выявлено, что показатели физико-механических свойств
асфальтобетонных смесей отличаются от показателей, полученных при подборе, проверяют свойства всех
материалов, состав смеси и технологический процесс ее приготовления.
26.7. Базы и установки для обработки грунтов вяжущими
База для укрепления грунта вяжущим - смонтированный комплекс технологического, энергетического и
вспомогательного оборудования, предназначенного для приготовления грунтоцементных смесей. По месту
расположения различают два типа предприятий с размещением на прирельсовой базе или в притрассовом
грунтовом карьере. Прирельсовые базы для обработки грунтов вяжущими организуются чрезвычайно редко и
включают в свой состав:
склады песчано-гравийной смеси, состоящие из прирельсовых устройств для разгрузки железнодорожных
вагонов и укладки материалов в штабеля, машин и устройств для загрузки каменных материалов из штабелей в
расходные бункеры грунтосмесительной установки;
склады цемента, состоящие из приемных устройств, разгрузчиков вагонов, оборудования для
транспортирования цемента на склады и от них в расходные емкости грунтосмесительных установок;
грунтосмесительные установки с расходными бункерами для грунтов различного типа и цемента,
оборудованием для дозирования и перемешивания грунтов с цементом, выдачи готовой смеси в накопительные

бункеры и транспортные средства;
вспомогательные отделения - электростанции или трансформаторные подстанции, парокотельные и
компрессорные установки, устройства водоснабжения и канализации, служебные и бытовые помещения.
Притрассовые грунтосмесительные установки (ГСУ) (рис. 26.15) организуются в грунтовом карьере или на
площадке вблизи мест укладки смеси. Они включают в свой состав грунтосмесительную установку, расходные
склады грунтов и емкости для цемента, передвижные компрессорные установки и электростанции.
Для притрассовых ГСУ характерна доставка цемента автоцементовозами с прирельсовой базы. Для
приготовления смеси грунт разрабатывают бульдозером или доставляют из карьера автомобилями-самосвалами
и складируют в штабели вблизи приемного бункера смесительной установки.
Уровень основных технических решений вновь строящихся прирельсовых и притрассовых ГСУ должен
соответствовать действующим типовым проектам. Способы приемки щебня, гравия, песка и минерального
порошка, их складирование и внутризаводское транспортирование должны исключить возможность снижения
их качества и загрязнения окружающей среды.
На территории ГСУ, кроме основных отделений, размещаются механическая мастерская, материально-
технический склад, трансформаторная подстанция или передвижная электростанция, контора, лаборатория,
склад ГСМ, столовая, бытовые помещения, медпункт и др.
Притрассовые ГСУ организуются на базе грунтосмесительных установок мобильного типа. Для обработки
грунтов вяжущими могут применяться в основном смесительные установки с принудительным смешением
материалов.
В России на объектах дорожного строительства широко используются грунтосмесительные установки ДС-
50А, ДС-50Б, ДС-50Б-1 непрерывного действия с принудительным смешением материалов ОАО
«Кременчугский завод дорожных машин» (табл. 26.5).
Установка ДС-50А предназначена для приготовления смесей из малосвязных грунтов с
многокомпонентными вяжущими в притрассовых карьерах при работе с измельчителем. Установка ДС-50А
может использоваться и для приготовления смесей на основе связных грунтов (до легких суглинков с числом
пластичности не более 12). Она рассчитана на дозирование пяти компонентов смеси: грунт, цемент, сыпучие
добавки (известь, гипс, зола и т.д.), битум, вода или специальные неагрессивные водные химические добавки;
перемешивание и выдачу смеси в автотранспортные средства.
Основные узлы установки: агрегат питания, дозатор цемента и сыпучих материалов, транспортер,
смесительный агрегат, накопительный бункер, установка битумного и водяного насосов, кабина управления с
тележкой и электрооборудованием.
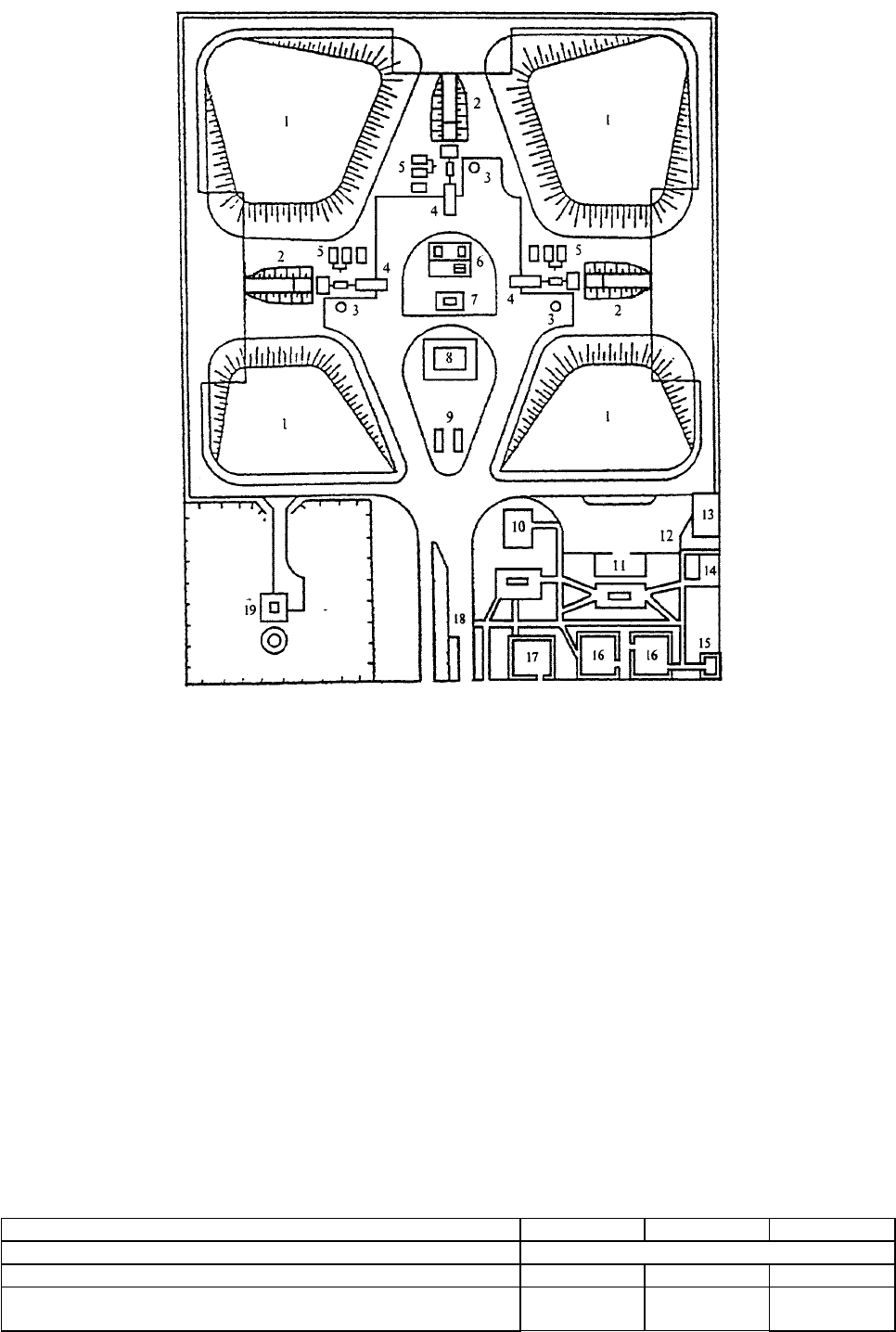
Рис. 26.15. Генеральный план притрассовой базы для укрепления грунта вяжущими:
1 - склад песчано-гравийной смеси вместимостью 600 тыс. м
3
; 2 - отделение подачи заполнителей; 3 -
силосный склад цемента вместимостью 60 т; 4 - грунтосмесительные отделения на базе трех смесителей
ДС-50А; 5 - резервуары для воды, 6 - компрессорная установка на два компрессора ПР-10М; 7 -
трансформаторная подстанция; 8 - склад ГСМ; 9 - резервуары противопожарного запаса воды; 10 -
котельная; 11 - ремонтно-механическая мастерская; 12 - площадка для открытых ремонтных работ; 13 -
материально-технический склад; 14 - туалет; 15 - буфет; 16 - бытовые помещения; 17 - контора,
лаборатория и красный уголок; 18 - весовая с автомобильными весами; 19 - канализационные очистные
сооружения
Производительность установки ДС-50А зависит от крупности обрабатываемого материала. Например, при
обработке цементом каменных материалов производительность установки может достигать 140-170 т/ч, при
обработке крупнозернистых песков до 110 т/ч, а при обработке легкой пылеватой супеси не более 70 т/ч.
Дальнейшее увеличение содержания пылеватых и глинистых частиц приводит к снижению производительности
установки до 30-40 т/ч. При наличии в составе грунта глинистых частиц целесообразно вводить в смесь не
более 60 % требуемого количества воды в целях устранения возможного залипания.
Агрегат питания предназначен для приема и непрерывного дозирования грунта в соответствии с заданной
рецептурой. Он состоит из рамы, бункера, решетки, ленточного питателя с приводом и площадки обслуживания
с лестницей. Решетка, установленная на бункере, ограничивает попадание негабаритного материала в бункер.
Непрерывное перемешивание материала обеспечивают вибраторы, монтируемые на ворошителе, решетке и
стенках бункера.
Т а б л и ц а 2 6 . 5
Техническая характеристика грунтосмесительных установок
Показатели ДС-50Б ДС-50Б-1 ДС-50А
Тип установки Передвижная
Средняя техническая производительность, т/ч 200-240 200-240 100-120
Установленная мощность, кВт, не более:
электродвигателей
122
30
140
30
117
20
электронагревателей
Напряжение питающей сети, вольт:
силовой
цепей управления
\
\
\
380/220
220
Тип установленных двигателей Трехфазные, асинхронные
Вместимость бункеров агрегата, м
3
2×16 3×16 3×10
Вместимость бункера агрегата порошкообразных материалов, т 22 2×32,5 н/д
Вместимость бункера готовой смеси, м
3
5 5 2,9
Вместимость цистерны для жидких вяжущих материалов или
воды, м
3
14 14 88
Вместимость цистерны для жидких вяжущих, м
3
- 30 -
Габаритные размеры установки в рабочем положении, м, не
более (длина, ширина, высота)
26,6×20,0×11,
5
26,6×27,0×11,
5
22,7×14,5×7,45
Изготовитель ОАО «Кремдормаш» (Украина)
Дозатор цемента и сыпучих материалов предназначен для приема, дозирования и выдачи их на ленту
транспортера под слой грунта. Для предотвращения зависания материала на стенках бункера установлены
вибраторы, а в нижней части бункера - ворошители, имеющие общий привод с дозаторами лопастного типа.
Смесительный агрегат со смесителем непрерывного действия предназначен для приема грунта и
порошкообразных материалов, дозирования битума или воды, приготовления смеси, загрузки
автотранспортных средств готовой смесью. Он состоит из блока дозаторов, блока смесителя и подкатной
тележки.
Блок дозаторов состоит из полуприцепа, дозатора битума, дозаторов воды, ящика для запасных частей и
инструмента. Полуприцеп является основанием, на котором крепится все оборудование смесительного
агрегата. Подкатная тележка и полуприцеп имеют пневматическую тормозную систему. Блок смесителя
включает смеситель с приводом, раму и накопительный бункер. Смеситель непрерывного действия
(двухвальный лопастного типа) предназначен для распыления и ввода жидких вяжущих в грунт,
перемешивания компонентов грунтовых смесей и распределения готовой смеси в накопительном бункере. На
каждом из двух валов смонтировано 12 пар стоек с лопатками с углом подъема винтовой линии 45°. Установка
стоек с лопатками обеспечивает в смесителе направленное движение материала к выгрузочному отверстию.
Для создания подпора смеси две пары стоек установлены с обратным расположением лопаток. Привод валов
смесителя осуществляется от электродвигателя через зубчатую муфту, редуктор и зубчатые муфты привода
смесителя.
Накопительный бункер состоит из бункера и затворов, предназначен для накопления и выгрузки готовой
смеси в автотранспортные средства. Для контроля заполнения бункера смесью установлен указатель верхнего
уровня.
Установка битумного насоса предназначена для перемещения битума. Она выполнена из рамы сварной
конструкции и смонтированных на ней битумного насоса, электродвигателя и редуктора для привода насоса,
фильтра грубой очистки, бачка для дизельного топлива, системы трубопроводов с кранами и пульта
управления.
Установка водяного насоса выполнена из рамы сварной конструкции и смонтированного на ней моноблока-
насоса.
Кабина управления установки металлическая. Внутреннее оборудование кабины управления состоит из
электрошкафа, пульта, на котором сосредоточены элементы управления всеми агрегатами и световая
сигнализация контроля их работы. Кабина оборудована кондиционером и электровентилятором.
Установки ДС-50Б и ДС-50Б-1 для приготовления грунтовых смесей из малосвязных грунтов с
многокомпонентными вяжущими является модернизированным вариантом установки ДС-50А. Их используют
в составе комплекта машин для скоростного строительства автомобильных дорог.
Установки ДС-50Б и ДС-50Б-1 (рис. 26.16) предназначены для приготовления в притрассовых карьерах из
несвязных грунтов (до супесей с числом пластичности 3-7) цементогрунтовых и битумогрунтовых смесей,
используемых в дорожном строительстве.
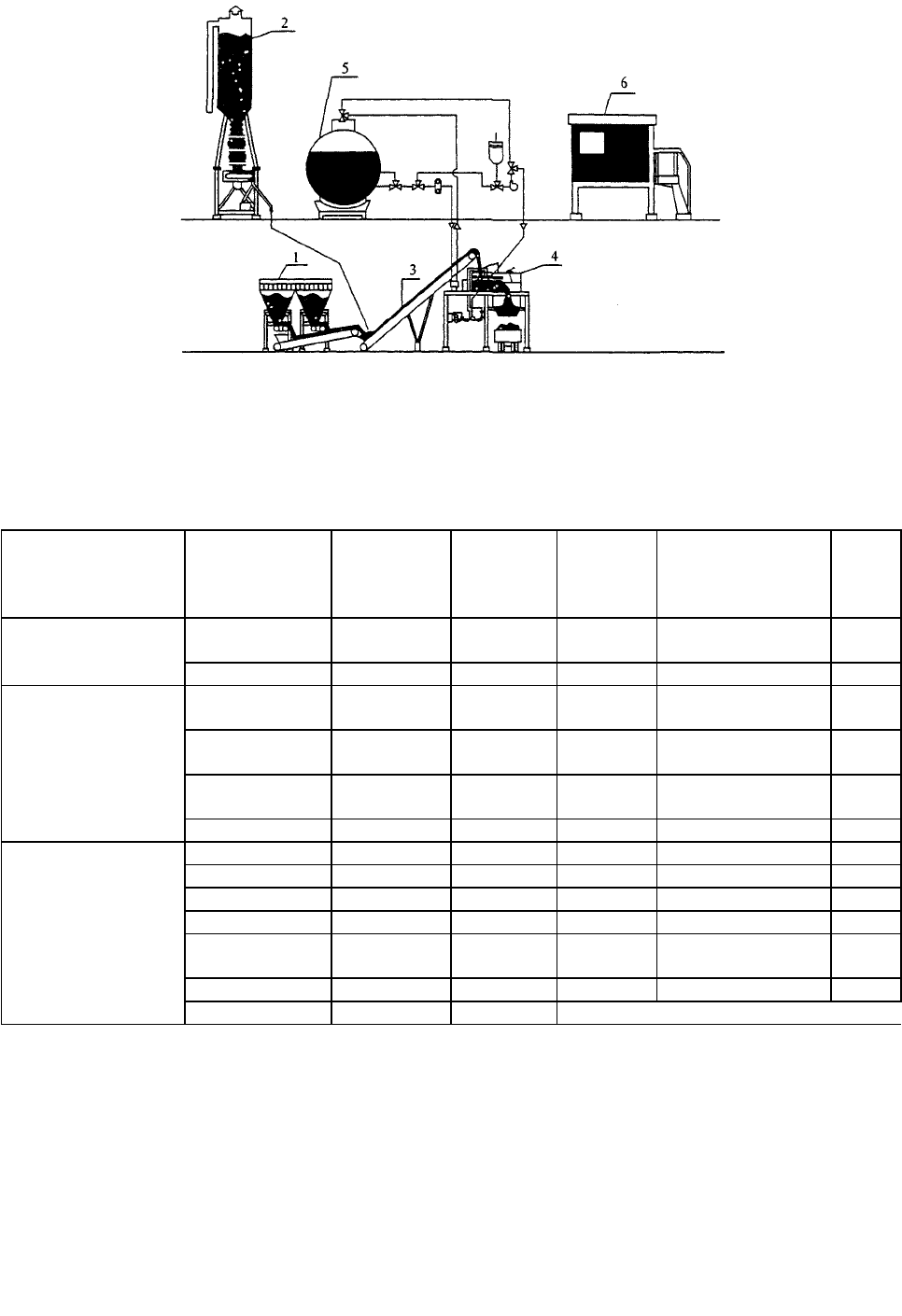
Рис. 26.16. Установка ДС-30Б для приготовления цементогрунтовых и битумоминеральных смесей в
притрассовых карьерах:
1 - агрегат питания; 2 - агрегат порошкообразных материалов; 3 - транспортер; 4 - смесительный
агрегат; 5 - цистерна с насосными установками (для воды, битума и эмульсии); 6 - кабина оператора
Т а б л и ц а 2 6 . 6
Техническая характеристика карьерных смесителей
Производитель,
страна
Индекс машины,
тип
Производи-
тельность,
т/час
Установлен
-
ная мощ-
ность, кВт
Количеств
о
бункеров,
шт.
Система
взвешивания, тип
Масса,
т
Kalottikone Oy,
Финляндия
MX-30
передвижная
300 140 2 Тензометр 22
МХ-45 то же 350 170 2 То же 25
Machinari Oy,
Финляндия
АМО ВС 60 то
же
60 71,5 4 То же н/д
АМО ВС 120 то
же
120 80 4 То же н/д
АМО ВС 240 то
же
240 120 4 То же н/д
ВС-200 то же 200 130 3 То же 15
ASE, Франция
EURO 120 то же 80-150 100 3 То же н/д
EURO 200 то же 100-200 125 3 То же н/д
EURO 300 то же 150-300 150 4 То же н/д
EURO 400 то же 180-400 170 4 То же н/д
MCL 35
мобильная
80 60 2 То же 14
MCL 40 то же 100 72 2 То же 15
MCL 45 то же 150 91 2 То же 16
Оборудование установки обеспечивает приготовление непрерывным способом высококачественных
цементогрунтовых, битумогрунтовых и цементощебеночных смесей.
Конструкция грунтосмесительных установок позволяет выполнить следующие операции технологического
процесса:
дозирование грунта, освобожденного от крупных (более 100 мм) каменных включений в соответствии с
заданной рецептурой смеси и подачу его в смеситель;
дозирование и подачу в смеситель цемента или других сухих минеральных вяжущих материалов из
расходного бункера, заполнение которого производится из цементовозов пневмотранспортом;
дозирование и подачу в смеситель жидких вяжущих материалов или воды из промежуточной емкости;
смешивание всех компонентов смеси в смесительном агрегате и подачу готовой смеси в бункер;
выгрузку готовой смеси из бункера в автотранспорт.
Кроме перечисленных грунтосмесительных установок из Украины в нашей стране находят применение
карьерные смесители из Германии, Франции, Финляндии и др. (табл. 26.6).

ГЛАВА 27. Заводы по производству цементобетонных смесей
27.1. Классификация заводов и особенности их размещения
Цементобетонный завод (ЦБЗ) - смонтированный комплекс технологического, энергетического и
вспомогательного оборудования, предназначенного для выполнения операций по приготовлению бетонных
смесей.
При строительстве автомобильных дорог с цементобетонным покрытием различают два типа бетонных
заводов: прирельсовые и притрассовые.
Прирельсовые ЦБЗ устраивают у железной дороги. Они включают в свой состав ряд отделений основного и
вспомогательного назначения:
склады каменных материалов, состоящие из приемных устройств для разгрузки железнодорожных вагонов и
укладки каменных материалов в штабеля, машин и устройств для погрузки каменных материалов из штабелей в
расходные бункеры смесительных установок;
склады цемента, состоящие из приёмных устройств, разгрузчиков вагонов, оборудования для
транспортирования цемента на склады и от них в расходные бункеры бетоносмесительных устройств;
бетоносмесительные установки, включающие расходные бункеры для каменных материалов и емкости для
цемента, резервуары для воды и специальных добавок, технологическое оборудование для дозирования
компонентов и приготовления бетонной смеси, узлы выдачи готовой смеси в автомобильный транспорт;
вспомогательные отделения - электростанции или трансформаторные подстанции, парокотельные
устройства, компрессорные устройства, устройства водоснабжения, канализации, служебные и жилые
помещения.
В отличие от прирельсовых притрассовые ЦБЗ организуются вблизи мест укладки бетонной смеси и
предназначены для кратковременного использования (не более года) на одном месте. Притрассовые
цементобетонные заводы состоят из дозировочного и смесительного отделений, расходных складов
заполнителей и цемента, передвижных компрессорных установок и электростанций. В соответствии с
организацией процессов приготовления и транспортирования бетонных смесей ЦБЗ подразделяются на заводы
с законченным и незаконченным циклом.
Заводы с законченным циклом производят готовую бетонную смесь, затворенную водой и перемешанную.
Заводы с незаконченным циклом выдают отдозированную сухую смесь, которой загружаются секционные
автомобили-самосвалы, автобетоносмесители и контейнеры.
По принципу работы технологического оборудования ЦБЗ и установки подразделяются на две категории:
циклические и непрерывные. На ЦБЗ циклического действия используются установки периодического действия
и порционные дозаторы для дозирования компонентов бетонной смеси. На ЦБЗ непрерывного действия
операции дозирования, перемешивания и выдачи готовой смеси совмещены во времени.
По мощности бетоносмесительных установок ЦБЗ подразделяются на следующие типы: малые
производительностью до 30 м
3
/ч; средние 60-90 м
3
/ч; большие 120-240 м
3
/ч; сверхмощные 300-480 м
3
/ч.
По компоновке технологического оборудования в вертикальной плоскости ЦБЗ и установки делятся на
башенные и партерные (ступенчатые). По степени инвентарности установки подразделяются на три типа:
стационарные, сборно-разборные и мобильные.
Особенности размещения ЦБЗ. Опыт строительства магистральных автомобильных дорог с
цементобетонным покрытием показал, что наиболее оптимальным вариантом является вариант раздельного
размещения притрассового ЦБЗ и прирельсовой разгрузочной базы для компонентов цементобетонной смеси.
При организации совместной работы притрассовых ЦБЗ и прирельсовых баз руководствуются следующими
правилами: вдоль строящейся автомобильной дороги на выбранные площадки для размещения притрассовых
ЦБЗ заранее, преимущественно в зимний период, с прирельсовой базы вывозят крупный заполнитель; песок
вывозят на стоянку притрассового ЦБЗ лишь с незначительным опережением времени на его передислокацию.
В сочетании с прирельсовой базой применение притрассовых ЦБЗ обеспечивает сокращение дальности
транспортирования готовой смеси, что положительно влияет на темп и качество работ; возможность более
равномерного распределения объемов перевозок каменных материалов в течение года, благодаря чему
сокращается потребность в технологическом транспорте в строительный сезон; упрощение технологических и
организационных схем и прирельсовых баз для разгрузки дорожно-строительных материалов и притрассовых
ЦБЗ для приготовления цементобетонных смесей.
27.2. Генеральный план ЦБЗ
Прирельсовые и притрассовые ЦБЗ организуются на базе бетоносмесительных установок различного типа.
При этом отдается предпочтение бетоносмесительным установкам циклического действия, обеспечивающим
более точное дозирование компонентов бетонной смеси, регулирование ее подвижности и времени
перемешивания.
Основные технические решения вновь строящихся прирельсовых и притрассовых ЦБЗ должны
соответствовать действующим типовым проектам. Способы приемки песка, щебня (гравия) и цемента, их
складирование и внутризаводское транспортирование должны исключить возможность ухудшения их качества
и загрязнения окружающей среды.

Целесообразно иметь на прирельсовом ЦБЗ два тупика: для заполнителей и цемента. Железнодорожные
пути лучше располагать на повышенной части для уменьшения объема земляных работ при сооружении
складов.
На территории ЦБЗ, кроме основного технологического оборудования, размещаются: дозировочное
отделение, механическая мастерская, материально-технический склад, трансформаторная подстанция или
передвижная электростанция, лаборатория контроля материалов, склад ГСМ, контора и бытовые помещения.
Проектные решения ЦБЗ принимаются с учетом требований противопожарных норм проектирования зданий
и сооружений. Пожарные участки технологических линий ЦБЗ оборудуют средствами тушения по
согласованию с местной пожарной инспекцией.
Решение генеральных планов прирельсовых ЦБЗ подчиняется общим требованиям с учетом:
получения по железной дороге фракционного щебня (гравия) и песка и резервирования в отдельных случаях
на площадке завода территории для сортировочно-моечного отделения;
обеспечения нормативных сроков разгрузки поступающих по железной дороге заполнителей и цемента;
использования для хранения заполнителей открытых площадок, а для хранения цемента - складов силосного
типа, оборудованных системой пневмотранспорта;
обеспечения минимального объема строительно-монтажных работ при строительстве базы и монтаже-
демонтаже оборудования и строительных конструкций при перебазировании.
Территория, на которой располагается прирельсовый ЦБЗ, должна быть благоустроена и иметь подъездные
пути, водоотвод, ограду и освещение для работы в темное время суток и при плохой видимости.
Покрытие на открытых площадках для хранения заполнителей и на основных проездах рекомендуется
устраивать как из монолитного и сборного бетона, так и из асфальтобетона. Площадки притрассовых ЦБЗ,
особенно на путях движения автомобилей-самосвалов, должны иметь твердое покрытие - цементобетонное или
цементогрунтовое. Движение автомобилей на территории ЦБЗ организуется по кольцевой схеме без
пересечений путей движения. На площадках и путях движения должен быть обеспечен хороший водоотвод.
Прирельсовый ЦБЗ производительностью 240 м
3
/ч (рис. 27.1) включает склад каменных материалов
вместимостью 70 тыс. м
3
с подрельсовым бункером и радиально-штабелирующим конвейером РШК-30М;
отделение подачи каменных материалов с их погрузкой и выдачей со склада в расходные бункеры
фронтальными погрузчиками; отделение грохочения песка; два силосных склада цемента с обшей
вместимостью 3,0 тыс.т; битумохранилище вместимостью 500 т; склад нефтепродуктов вместимостью 350 м
3
;
хранилище пленкообразующих материалов; мазутохранилище; разгрузочную рампу; бетоносмесительное
отделение на базе двух бетоносмесительных установок СБ-109; узел приготовления водных растворов добавок;
вспомогательные отделения - трансформаторная подстанция, компрессорная установка, артезианские
скважины, котельная, резервуары для запаса воды вместимостью 50 м
3
(2 шт.); комплекс служебных и
вспомогательных помещений - контора с лабораторией, столовая, механическая мастерская, бытовые
помещения, площадка для открытых ремонтных работ, материально-технический склад, канализационные
очистные сооружения, туалеты, весовая с автомобильными весами грузоподъемностью 30 т (2 шт.), навес для
тарного хранения материалов вместимостью 350 м
3
.
Генплан прирельсового ЦБЗ предусматривает размещение прирельсового склада с приемом каменных
материалов в подрельсовый бункер и складированием их РШК-30М в радиальный штабель. Вспомогательные
отделения располагают в сборно-разборных зданиях и сооружениях.
Трансформаторные подстанции, вентиляционные установки, как правило, делаются встроенными в главный
корпус. Компрессорная станция располагается вблизи основных потребителей сжатого воздуха, то есть около
склада цемента, котельная в районе склада каменных материалов по условиям противопожарной безопасности
и рационального использования внутризаводских дорог.
Склады горюче-смазочных материалов должны быть размещены на крайних участках заводской
территории, с учетом норм пожарной безопасности. Санитарные разрывы открытых складов пылящих
материалов до вспомогательных отделений принимают не менее 15 м, а между складом и административным
корпусом не менее 35 м.
На притрассовом ЦБЗ (рис. 27.2) каменные материалы (щебень и песок) доставляются автомобильным
транспортом и выгружаются у соответствующего штабеля склада. Надвижка материалов в штабели
выполняется бульдозерами или фронтальными погрузчиками. Расчетная высота штабелей 5 м. Площадки под
штабели устраивают с покрытиями из каменного отсева толщиной 12 см. Подача каменных материалов со
склада к загрузочным бункерам смесительной установки производится одноковшовыми фронтальными
погрузчиками на пневмоколесном ходу. Для хранения каменных материалов на ЦБЗ используются открытые
площадки.
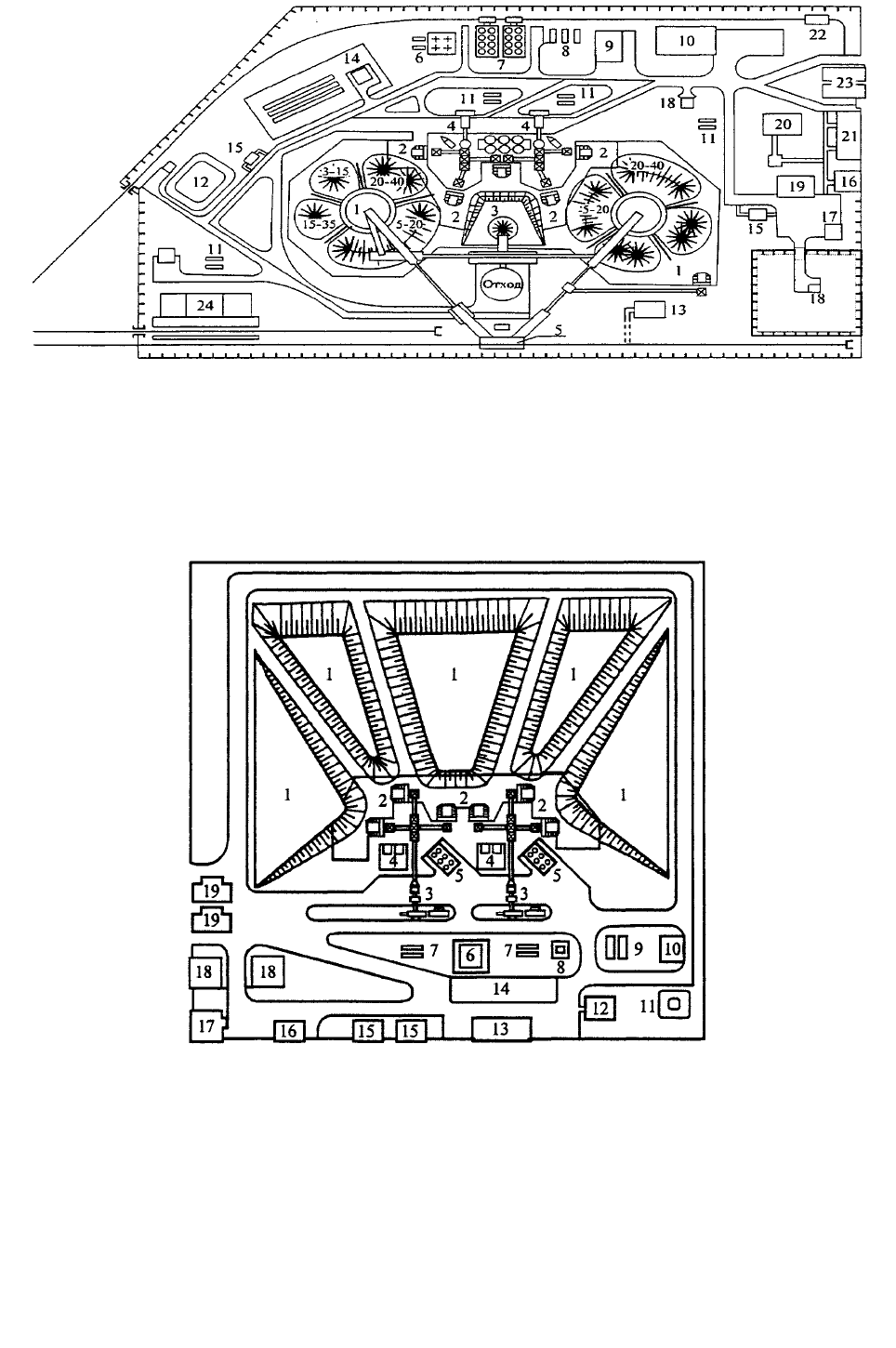
Рис. 27.1. Прирельсовый ЦБЗ: 1 - склад каменных материалов; 2 - отделение подачи каменных
материалов; 3 - отделение грохочения песка; 4 - бетоносмесительное отделение; 5 - подрельсовый бункер;
6 - компрессорная установка; 7 - склад цемента; 8 - хранилище пленкообразующих материалов; 9 -
трансформаторная подстанция; 10 - отделение для приготовления водных растворов добавок; 11 -
резервуары для запаса воды; 12 - склад нефтепродуктов; 13 - котельная; 14 - канализационные очистные
сооружения; 15 - туалет; 16 - площадка для открытых ремонтных работ; 17 - материально-технический
склад; 18 - артезианские скважины; 19 - ремонтно-механическая мастерская; 20 - столовая; 21 - контора
с лабораторией; 22 - разгрузочная рампа; 23 - весовая, 24 - битумохранилище
Рис. 27.2. Притрассовый ЦБЗ: 1 - склад каменных материалов; 2 - отделение подачи каменных
материалов; 3 - бетоносмесительное отделение; 4 - компрессорная установка; 5 - склад цемента; 6 -
отделение для приготовления водных растворов добавок; 7 - резервуары для запаса воды; 8 -
трансформаторная подстанция; 9 - хранилище пленкообразующих материалов; 10 - навес для тарного
хранения материалов; 11 - склад нефтепродуктов; 12 - котельная; 13 - ремонтно-механическая
мастерская; 14 - площадка для открытых ремонтных работ; 15 - туалет; 16 - столовая; 17 - контора с
лабораторией; 18 - бытовые помещения; 19 - весовая с автомобильными весами
Хранение цемента предусматривается в расходном силосном складе мобильного типа. Обеспечение сжатым
воздухом осуществляется от компрессорных установок на базе передвижных компрессорных станций.
Транспортируют цемент с использованием средств пневмотранспорта.
Для систематического контроля технологического процесса приготовления бетонной смеси и качества
исходных материалов, поступающих на завод, в составе ЦБЗ организуется лаборатория.
Дизельное топливо, необходимое для работы машин и оборудования завода хранится в емкостях под

навесом.
Отделения вспомогательного назначения размещаются в мобильных зданиях и сооружениях контейнерного
типа. Для технического обслуживания и текущего ремонта технологического оборудования инженерных сетей
и коммуникаций на заводе предусмотрена ремонтно-механическая мастерская.
В отличие от предприятий стационарного типа сборно-разборные и мобильные притрассовые ЦБЗ более
экономичны за счет значительного сокращения объемов работ при их строительстве и передислокации и
использования сборно-разборных конструкций, блочного (крупноагрегатного) технологического оборудования.
Использование таких ЦБЗ обеспечивает уменьшение строительно-монтажных работ на 20-30 %, снижение
приведенных затрат на приготовление 1000 м
3
бетонной смеси на 5-10 %, сокращение затрат труда на 10-20 %.
27.3. Технологические процессы производства и оборудование
Приготовление цементобетонной смеси складывается из следующих операций: сортировки каменных
материалов; дозирования каменных материалов, цемента и воды; перемешивания каменных материалов с
цементом, водой и специальными добавками поверхностно-активных веществ.
Для приготовления бетонных смесей рекомендуется применять каменные материалы, цемент, воду и
добавки поверхностно-активных веществ, имеющих минимальную изменчивость свойств. Это обеспечивает
наибольшую стабильность технологических свойств бетонной смеси: подвижность, жесткость, объем
вовлеченного воздуха, деформативность свежеприготовленного бетона. Для улучшения свойств бетона и
снижения расхода цемента в бетонную смесь вводят пластифицирующие и воздухововлекающие добавки. Их
применение обеспечивает снижение расхода цемента до 25 т на 1 км покрытия.
Бетонную смесь на ЦБЗ приготавливают в автоматизированных установках циклического и непрерывного
действия с гравитационным или принудительным смещением материалов. При возможности выбора
предпочтительнее применять бетоносмесительные установки циклического действия, затем непрерывного с
принудительным перемешиванием и в последнюю очередь непрерывного действия с гравитационным
перемешиванием.
У бетоносмесительных установок циклического действия процесс приготовления представляет собой цикл
последовательно чередующихся операций. При этом дозируют по массе определенные дозы составляющих
смеси, соответствующие объему смесителя. Отдозированные материалы поступают в смеситель.
Продолжительность перемешивания в установках циклического действия устанавливает экспериментально
лаборатория ЦБЗ.
В установках непрерывного действия операции дозирования, смешения и выдачи готовой смеси совмещены
по времени. Смесь непрерывным потоком поступает в смеситель, где по мере прохождения от загрузочного
отверстия к разгрузочному смешивается, и затем непрерывным потоком готовая смесь выходит из смесителя.
В России на объектах дорожного строительства широко используются бетоносмесительные установки
непрерывного и циклического действия различных типоразмеров в сборно-разборном и мобильном исполнении
производства ОАО «Бетонмаш» (Украина) и ОАО «345 Мехзавод» (Россия).
Сборно-разборные бетоносмесительные установки СБ-37, СБ-75, СБ-75А, СБ-78 непрерывного действия с
принудительным перемешиванием предназначены для приготовления жестких и малоподвижных бетонных
смесей с крупностью каменных материалов 40 и 70 мм. Основное отличие модернизированной установки СБ-
75А заключается в изменении схемы расположения лопастей, способствующей повышению
производительности.
В состав установок СБ-37, СБ-75, СБ-75А и СБ-78, которые отличаются одна от другой массой, входят
следующие основные узлы: дозировочный блок для каменных материалов, блок дозатора цемента, расходный
бункер цемента, смесительный блок, наклонный конвейер, блок водопитания и блок управления. Установки
СБ-75, СБ-78 могут выдавать не только готовые бетонные смеси, но и загружать автобетоносмесители
отдозированными сухими компонентами бетона (табл. 27.1, рис. 27.3).
Все технологическое, контрольно-измерительное оборудование установок СБ-109 непрерывного действия
со свободным перемешиванием (СБ-109А) и СБ-118, а также системы автоматики и управления размещены по
отдельным мобильным блокам, выполненным в виде полуприцепов и оборудованным колесными парами для
транспортирования их тягачами. Блочная конструкция позволяет сократить время монтажа и демонтажа на
дорожно-строительном объекте и упростить перемещение установок автомобилями.
Т а б л и ц а 2 7 . 1
Техническая характеристика бетоносмесительных установок непрерывного действия
Показатели
Бетоносмесительные установки
СБ-37 СБ-75 (СБ-75А) СБ-78 СБ-109 (СБ-109А) СБ-118
Производительность, м
3
/ч 30 30(35) 60 120 (135) 240
Количество фракций
заполнителей:
\ \ \ \ \
песок 1 1 (1) 1 1 (1) 1
щебень 3 3 (2) 3 2 (2) 2
Вместимость расходных \ \ \ \ \