Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

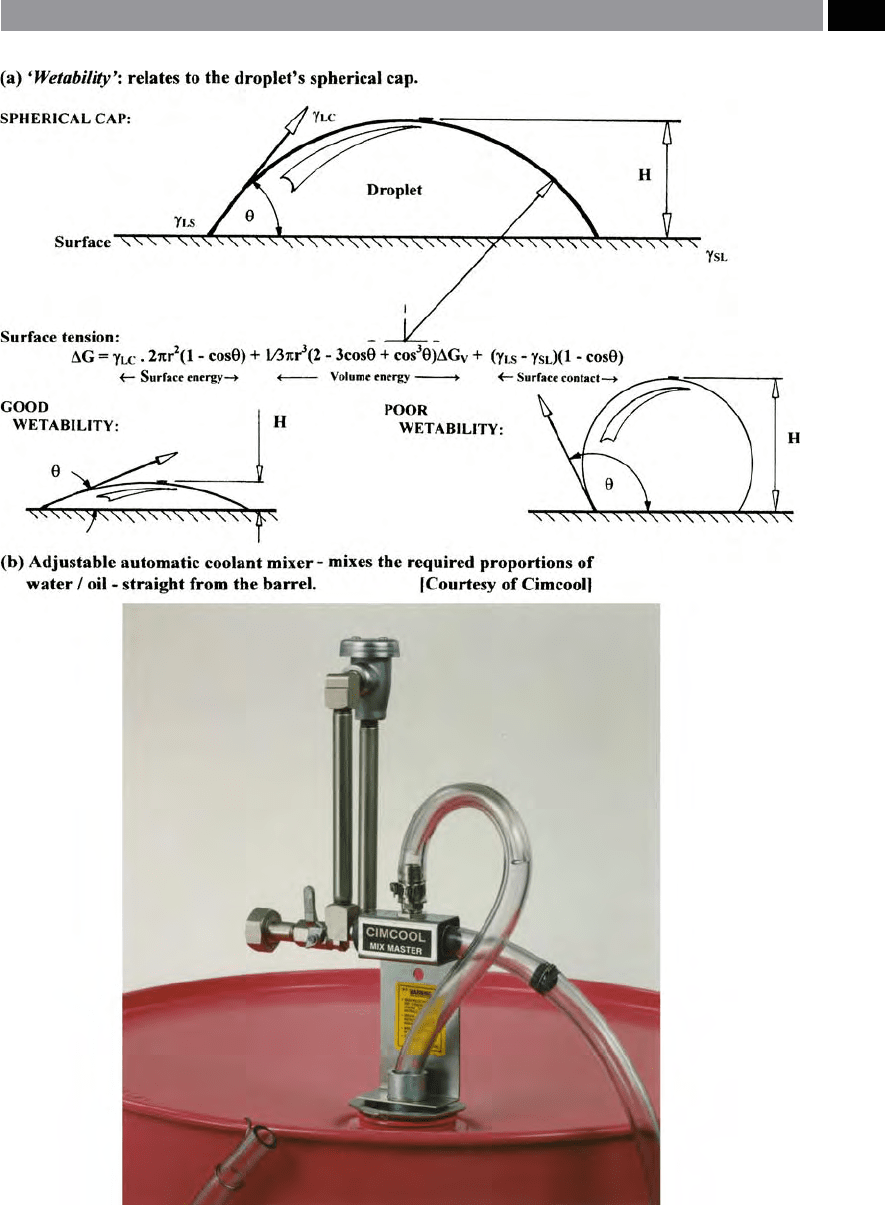
Figure 208. ‘Wetability’ related to a droplet’s spherical cap, plus an automatic (aqueous) coolant mixing device.
Cutting Fluids 413

1. Physical removal of all deposits: swarf; debris; oil and
food contamination in the uid-system – using say,
coolant extraction equipment (Fig. 209a and b),
2. Treatment of the uid-system with an appropriate
system-cleaner – normally added to either the old
cutting uid – prior to draining, or more eectively,
to clean water and pumped-around the system for
the specied time-period, as recommended by the
uid’s manufacturer,
3. Removal of: all guarding; swarf conveyors; etc.; as
necessary to allow eective cleaning of inaccessible
areas – if ‘maintenance window’ time-frames per
-
mit,
4
. Flush the uid-system – pumping around it with
clean water,
5. Rell the
uid-system with fresh emulsion at the
correct dilution.
NB O
nce the fresh cutting uid is in-situ, it should
be inspected and checked on a regular basis, as
this proactive activity will considerably prolong its
working-life.
Maintenance of the Fluid During Use
e following on-going maintenance procedures to
the cutting uid during use, will assist in prolonging
its overall eectiveness and life:
•
Checking of the dilution regularly using a refrac-
tometer (Fig. 206), to ensure that the dilution
remains relatively constant – within the recom-
m
ended range
22
,
•
Never wait until the uid level falls below the pump
before topping-up, while regular top-ups to the re-
qu
ired level with fresh uid assists
i
n controlling
bacterial growth,
•
Restrict the amount of swarf build-up, as large vol-
umes of swarf can encourage both corrosion and
bacterial growth,
•
Do not allow the cutting-uid’s sump to be used as
a ‘dustbin’ for example: cigarette ends; uneaten food
remnants; paper cups; general rubbish; etc.,
22 ‘Dilution control’ – if the emulsion is:
under-diluted, never add water, but rather pour in a weaker
emulsion;
Over-diluted, do not add concentrate, but rather pour in a
strong emulsion.
–
–
•
Avoid excessive leakage of oil from the machine
(i.e. tramp-oil’), especially during maintenance
overhauls/procedures.
M
ore sophisticated condition monitoring is of course
possible and may be tting where the consequences of
uid failure are serious, such as in a large centralised
system. Some cutting uid manufacturers oer this as
a service. While at another extreme, one UK cutting
uid manufacturer, actually achieves
‘on-line condi-
tion monitoring’ of emulsion b
y continuous control
of a
n automotive company’s engine production line
from a distance of over 100 km away.
e monitoring
and operational procedure is typically as follows: on
the production line, as the cutting uid’s character
-
i
stics change – when being continuously monitored,
the uid manufacturer (i.e. from the ‘HQ’), can au-
t
omatically ‘dope’ the system by discharging from a
centralised and strategically positioned stillage, ap-
p
ropriate chemicals, or uids – as necessary. While at
this remote monitoring station (HQ), they watch and
monitor on-line for say, the dilution ratio to change
– and as the newly-discharged ‘doping’ takes eect in
real-time, thereby keeping the emulsion at its opti
-
m
um performance.
Cutting Fluid Testing
ese testing procedures are important to undertake,
as they dene the
c
urrent status of the cutting uid.
Many aqueous-based cutting uid tests can be un-
d
ertaken, with the following ones normally being the
most oen employed:
•
Testing for concentration levels (e.g. using a re-
fractometer
23
– Fig. 206) – this being an important
23 ‘Refractometer operation’ (Fig. 206):
Place a few drops of cutting uid on the instrument’s prism,
Close the lid over these droplets,
Hold the instrument up to the light and view through the
eyepiece.
NB In the eyepiece, the light and dark interface is visually-
apparent and a measurement is obtained against the engraved
optical graticule – which is calibrated in % readings. Some
types of refractometer’s can be simply read-o from the eye-
piece numerical value – as shown in Fig. 206, while other ver-
sions obtain the actual % reading when the ‘interface value’
reading is compared against a specic calibration chart – to
obtain the dilution level. Such refractometers can be utilised to
obtain dilutions for a range of aqueous-based cutting uids.
–
–
–
414 Chapter 8
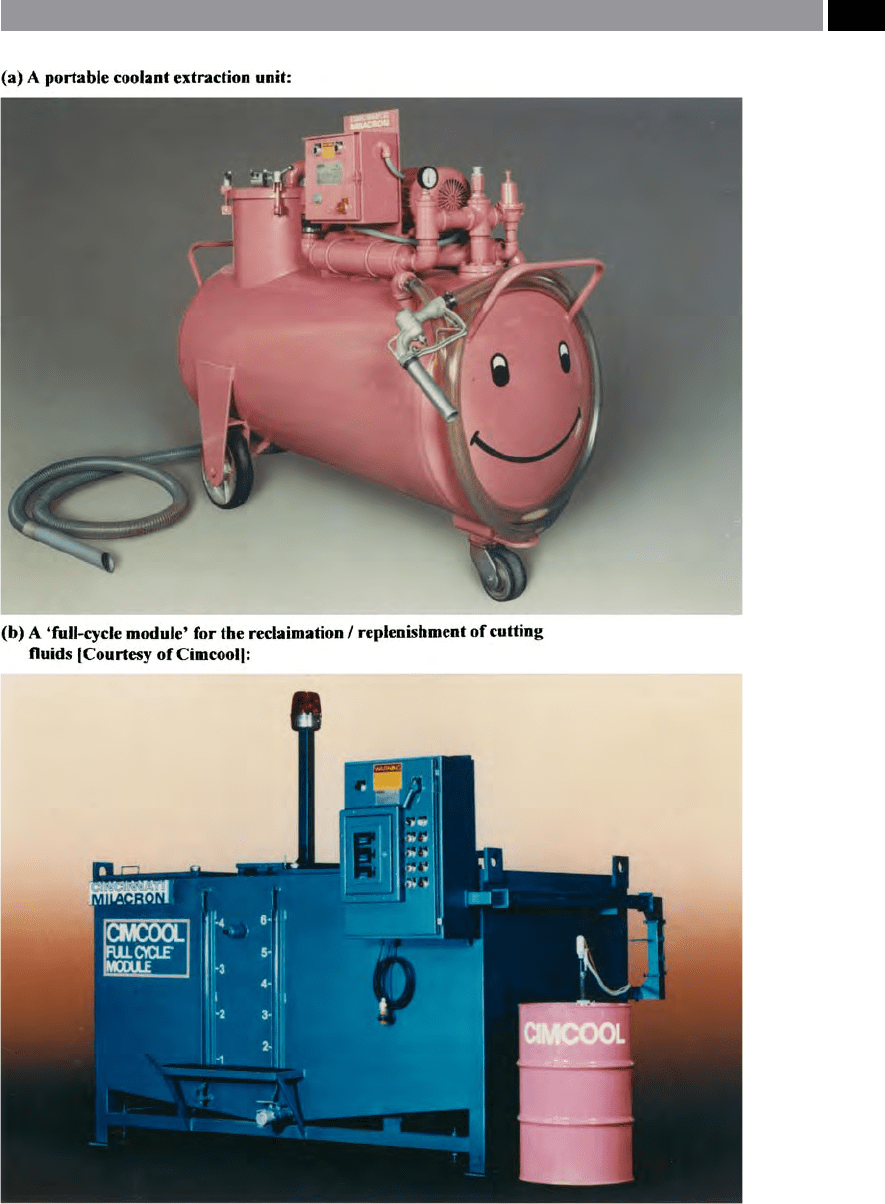
Figure 209. Typical coolant extraction/reclamation units.
Cutting Fluids 415
preventative measurement for water-mixed cutting
uids. ere are a variety of techniques currently
available, but in all cases, the results should be
treated with a certain amount of caution. As previ
-
o
usly mentioned, Fig. 207 graphically depicts how a
range of methods of assessment can give quite ap-
p
reciably diering results. For semi-synthetic prod-
u
cts, the concentration measurement by means of
a refractometer is very popular, although they tend
to be more accurate and precise only when fresh
mixtures are assessed. e more the contamination
from the machine tool’s lubricating system, the less
accurate and precise will be the results. A refrac
-
t
ometer being
a p
ortable hand-held instrument can
be transported and used anywhere within the pro-
d
uction plant – as necessary. It is also important to
ensure that only adjustable refractometers are used,
as prior to taking a reading, they must be set to
zero,
•
Testing for pH level – this is a simple, yet important
test, which should be undertaken on water mixed
with cutting uids – this being a measure of the
pH value. e pH value, or to be more specic, the:
hydrogen ion concentration, is a measure of the
acidity, or alkalinity of a solution. Aqueous-based
cutting uids tend to be alkaline, with a typical pH
range of between 8 to 9.5 (i.e see Fig. 202b, for these
values on the pH scale). us, a change in the pH
value indicates a disturbance of the hydrogen ion
equilibrium. is ‘disturbance’ in turn, suggests a
deterioration in the uid’s properties, due to either
biological, or chemical action, or both, but more
specically, indicating that heavy contamination
has occurred. e simplest manner of obtaining
a measure of pH, is by using
‘pH indicator strips’
w
hich once dipped in the cutting uid, the strips
will now change colour. is colour change in
the ‘strip’ is then visually
c
ompared and matched
against a coloured and graduated scale, to obtain a
pH reading. More exact measurements can be ob
-
t
ained by means of an electronic equipment for a
pH measurement reading
24
. Yet another technique
used to determine the pH value, is by means of ‘ti-
24 ‘pH readings’ , are in accordance with many countries na-
tional Standards, such as that found in Germany, namely:
DIN51369.
tration’
25
, which is a quantitative analysis method
to determine alkalinity. In contrast to the pH value,
which can only can only give the degree of alkalin-
i
ty, the ‘titration method’ a
lso establishes the alka-
linity level, but it also determines the rate of change
of this alkalinity – helping to estimate the cause of
the alteration. So when a
rapid rise i
n alkalinity is
detected, this points towards the presence o
f a con-
taminant, c
onversely, a fall in the alkalinity level in-
dicates p
robable bacteria growth
26
– decreasing the
e
ectiveness of the additive,
•
Corrosion protection – its measurement is an im-
portant preventative operation when using water-
mixed cutting uids, in order to avoid unexpected
corrosion of ferrous workpieces – owing to insuf
-
cient, or ineective corrosion inhibitors in the
uid. With some products, even small variations in
concentration can adversely aect corrosion pro
-
tection
27
,
•
Product stability – any deviation in emulsion sta-
bility in use can be quickly determined using the
‘centrifuge testing method’. I
n this technique, the
centrifuged sample of emulsion is compared: under
specied conditions; with the current working
Standard, giving an indication of the cutting uid’s
anticipated stability,
25 ‘Titration’ , is a volumetric analytical determination in which
a reagent solution with a known content (i.e. a ‘standard solu-
tion’), is bled into the metalworking uid to be determined.
e rate of change in alkalinity allows inferences to be drawn
on the probable causes of this increased alkalinity.
26 ‘B
acteriological eects’ , if too high a degree of alkalinity pres-
ent in the aqueous-based cutting uid: which for example,
can be caused by adding excessive amounts of highly alkaline
bactericides, this being just one of the main causes of skin ir-
ritation, indicating the importance of regular checking of the
cutting uid’s alkalinity.
NB More will be said on this topic later in the chapter, in the
relevant section concerning setter/operator ‘health-issues’.
27 ‘C
orrosion protection’ , the degree of corrosion protection can
be simply measured to many national Standards, typical of
these are the German: DIN51360 and DIN51759 – known as
the ‘Steel strip method’.
NB ese corrosion development tests are most reliable, if
the local water and authentic chips taken are from the actual
machine tool used.
416 Chapter 8
•
Bacteria count – the most accurate, but an expen-
sive test method of determining the ‘bacteria lev-
e
ls’
28
present in a cutting uid is by actual count-
ing – for example, according to the German unit.
A much more simple technique of achieving good
estimates of bacteria levels is by utilising
‘dip-slides’.
Here, the slides are dipped into the cutting uid,
then the potential bacteria are incubated for a set
time period and, nally compared with sample pic
-
tu
res – oering a good and reliable attribute quality
control test method.
8.9 Multi-Functional Fluids
Tramp-oils: hydraulic uid and slideway lubricants;
will inevitably become mixed into the cutting uids
during machining operations. Today, one technique
to minimise the deleterious eects of their unwanted
inclusion in the coolants, is via usage of the so-called:
‘multi-functional uids’.
ese products will extend
coolant life, because they maintain their performance
even in the presence of tramp-oils.
e multi-functional uid concept means that to
prevent a reduction in overall coolant performance –
if tramp-oils leak into the machine’s sump,
all
uids
utilised in support of the machining operation: hy-
28 ‘Bacteria levels’ , in a cutting uid like all living organisms,
need trace amounts of minerals in the ‘diet’ for optimal
growth. While sulphates promote the growth of sulphate-re-
ducing bacteria (i.e. more specically: desulphovibrio desul-
phurican). Such bacteria ‘split’ the oxygen o sulphate ions
and utilise it chemically, as their oxygen source. is process
‘liberates’ hydrogen sulphide, producing the smell which is
very similar to that of rotten eggs! Specically, in soluble-oil
coolants, the mineral content of hard water reduces the eec-
tive concentration of emulsiers in a working solution. us,
reduced emulsier concentration produces a coarse emulsion
having large oil droplets, in a similar fashion to simply mixing
oil with pure water. Bacteria are very much ‘size-specic’ , as a
result, they attack large oil droplets more readily in a coarse
emulsion, the opposite is true for smaller oil droplets in a tight
emulsion. So, the easier the attack, the more readily the bacte-
ria can extract nutrition and as a result, they grow. Moreover,
bacteria grow best at the interface of the water droplet and
the tramp-oil. Certain oils have elements that promote bacte-
rial attack, being exacerbated by organic materials, such as:
tobacco; fruit peelings; etc.; that nd their way into the ma-
chine’s sump.
draulic oils; slideway lubricants; greases; should con-
tain identical a
dditives to that of the coolant. By way
of a practical illustration of this concept, in an auto-
m
otive engine machining plant, all operations are per-
f
ormed by a multi-functional oil, having a viscosity of:
10 mm
2
s
–1
at 40°C. While all the hydraulic functions
of the transfer-line, use a higher viscosity multi-func-
t
ional oil, having the same additives. is identical ad-
d
itive usage, ensures that tramp-oils as the leak into
the metalworking uid, do not degenerate, nor desta-
b
ilise the product, thus ensuring a longer working life
at optimum performance.
8.10 Disposal of Cutting Fluids
Cutting uid disposal costs have been reported to be
as high as 22% of the total cutting uid-related cost.
With environmental laws in Europe and in particu-
l
ar Germany, these laws have driven up uid-disposal
costs to >$1 per litre. With any coolant today, once it
has reached the end of its productive and useful life,
whether it is a: soluble oil; preformed emulsion; solu
-
t
ion; pure oil; etc.; it cannot be simply and indiscrim-
i
nately poured down a drain, or disposed of at will.
Waste cutting uid normally contains toxic substances,
which were either present when it was new, or exist
via contamination during its use. Possible contami
-
n
ants include tramp-oils: lubrication and hydraulic
oils and greases from the machine tool and, occasion-
a
lly from nitrite adhering to the heat-treated hardened
workpieces that have been subjected to ‘hard-part ma-
chining’ – m
ore will be said on this machining strat-
egy in the following chapter. ese contaminants now
being present in the ‘old’ cutting uid, markedly-dif-
f
er from the original product. To emphasise the point
still further, if initially pure water – not a good choice
today! – was used as a cutting uid, it would absorb
so much contaminant that aer a signicant amount
of machining operations, it could not now simply
b
e
poured away.
So, any used cutting uid should be thought of as
toxic waste and must be disposed of in accordance
with the appropriate authority’s regulations. Normally
the local water authority governs such cutting uid
waste disposal by: reprocessing; incineration; or other
means; with its removal depending upon the cost and
the amount of toxic waste material present. Typical
toxic substances that should
not b
e present in cutting
Cutting Fluids 417
uid waste are: nitrate; chlorine compounds; poly-
chlorinated biphenyl (PCB); as reputable cutting uid
manufacturers try to avoid their use, although traces
have been found in certain formulations. In the past,
sodium nitrate was once popular as a corrosion inhibi
-
t
or, but nowadays, should not be utilised. While PCB
should not be present in any o
f today’s cutting uids,
but previously it was sometimes illegally-added to re-
rened used oils. While, chlorine compounds – used
as EP additives – are
no l
onger acceptable for cutting
uids, as are many previous used emulsion additives
29
.
In order to keep uid disposal costs as low
a
s possi-
b
le, it is advisable to collect and separately store dier-
e
nt types of ‘spent’ cutting uid, for future appropriate
disposal, or reprocessing. ere are various processes
for reprocessing, or disposal of used cutting uids
available, such as: chemical and thermal processes,
while
ultra-ltration i
s oen used today (i.e. see Fig.
210 for cutting uid ltration details). Whichever in-
d
ividual disposal, or reprocessing route that is chosen,
29 Water-based uid additives:
‘Sodium nitrate’*, was previously employed as a corrosion
inhibitor – due to its eectiveness and cheapness, but it
should not be used today, owing to the potential problems
with nitrosamine formation. Nitrosamine formation being
strongly carcinogenic (i.e. acting irrespective of the mode
of intake into the body) causing tumours, attacking primar-
ily the: liver; kidneys; or respiratory organs. Modern cutting
uids tend to use additives such as: amine borates; amine
carboxylates; carboxylic acids; amine phosphates; as well
as sulphonates, while other corrosion inhibitors have been
specically designed for non-ferrous metals, such as alloys
of; aluminiums, or brasses;
* Previously, sodium nitride can react with diethanolamine,
forming very weak carcinogen nitrosodiethanolamine.
‘Chloroparans’ , moving from ‘short-chain’ chlorparans
(i.e. C10-C13) – suspected in an advanced study in USA of
being a carcinogen, to that of ‘longer-chain’ chlorparans
(i.e. C14-C17), mainly used as an extreme pressure (EP) ad-
ditive;
‘Triazine biocides’*, reduction, or elimination of triazine
biocides, due to the possibility of skin sensitisation;
*New and safer biocides are now available to replace ‘Triazine-
types’ of biocides.
‘Endocrine hormone’ , elimination of the endocrine hor-
mone-disrupting chemicals.
NB Cutting uid manufacturers are attempting to replace oil-
based products with ‘greener- equivalents‘, such as: Vegetable
oil-based MWF’s., such as oils extracted from either: soybean;
rapeseed; canola; etc.
–
–
–
–
will depend on a variety of factors, including retrieval
costs and local regulations
30
.
8.11 Health and Safety
Factors – Concerning
Cutting Fluid Operation
and Usage
Introduction
e ‘traditional’ petroleum-based metal-working
uids (MWF’s), are complex formulated products that
include sophisticated mixtures of: oils; detergents;
lubricants; and other additives, that have the poten
-
t
ial to be toxic. Most uid manufacturers today, have
complex additive packages coupled to newly-revised
formulation strategies that are based upon renewable
resources to ensure that MWF’s have: longer sump-
life; are safer to both the setter/operator and the en
-
v
ironment; with the added benet of being
l
ess la-
b
our-intensive to use – than was previously the case.
Moreover, these more recent MWF products must re-
s
ist: tramp-oil contamination; biological and chemical
stresses: these latter factors could change their ‘chem-
i
stries’ to produce otherwise unhealthy environments
for the users and detract from their overall stability.
In the last few years in particular in many industri
-
a
lised countries, there has been increased pressure by
interested parties: unions; companies; legislation; to
look into the toxic eects cutting uids have on that of
worker’s health issues and more recently, their disposal
and its aect on the environment. Until relatively late,
30 An example of cutting uid disposal:In the UK: which is in
the top 5 users of water-based MWF’s in Western Europe; it
produces approximately 20,000 tonnes of product concentrate
per annum. erefore, at the most common working-con-
centration of 5% (i.e. 5 parts MWF to 95 parts water), this
would simply equate to 400,000 tonnes of waste cutting uid
per year – which must be adequately disposed of in an envi-
ronmentally-friendly manner! Although in reality, this actual
gure does not take account of uid: evaporation; nor drag-
out; during the overall machining processes. [Source: Kuwait
Petroleum International Lubricants]
418 Chapter 8
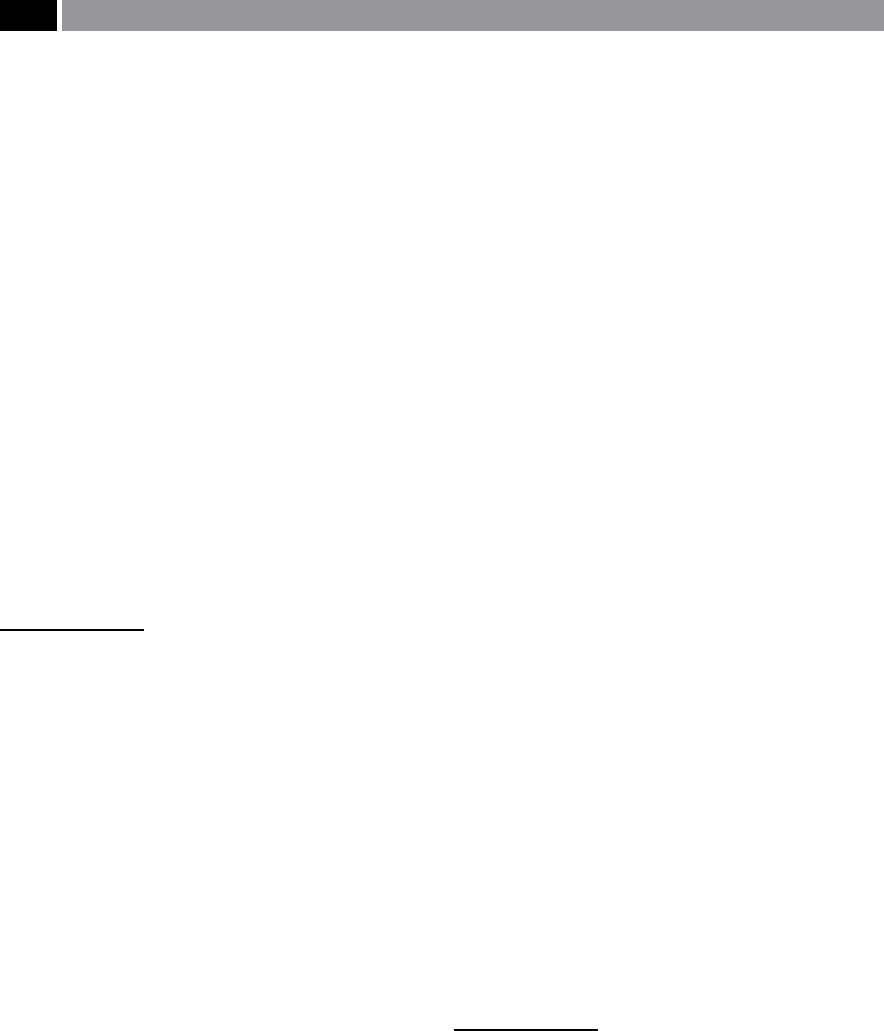
Figure 210. Air-borne contamination from cutting uids and a variety of sources, can normally be l-
tered-out – producing a safer user working environment. [Courtesy of Kitagawa Europe]
.
Cutting Fluids 419
the cause of worker’s decline in health was only indi-
rectly-related to the exposure to MWF’s. Now, with the
higher-than-expected reported incidence of: skin dis-
o
rders (i.e. see Fig. 211); respiratory illnesses; asthma;
bronchitis; stomach cancer; liver and kidney tumours
and disorders; etc.; together with any associated liti
-
g
ation, this has meant that such issues are taken very
seriously by all interested-parties. In fact, there is some
concern with the increasing usage of synthetic cutting
uids, in combination with the far higher cutting feeds
and speeds used today, which jointly increase the par
-
t
iculate count in the workshop atmosphere. Bacteria
tend to be more pronounced in newly-developed u-
i
ds, where it is exceedingly dicult to control growth
of both the microbes and bacteria, although it is pos-
s
ible to manage and control the coolant mist emanat-
i
ng from the machine tool
31
.
8.11.1 Cutting Fluid-Based
Health Issues
Skin Conditions
It is generally acknowledged that prolonged, or re-
peated contact with MWF’s can cause a variety of skin
complaints: dermatitis (not shown), folliculitis, skin
irritation; etc.; as illustrated in Fig. 211. us occupa
-
t
ional dermatoses is a general term used to describe
any skin abnormality, or aggravation induced by the
working environment. While dermatitis is a more spe
-
c
ic skin condition, causing at the early stages: skin
i
n-
ammation/irritation; leading to eventual breakdown
and appearance of a skin cracking condition – when at
31 ‘Permissible exposure levels’ (PEL’s), in the USA and in par-
ticular the Occupational Safety and Health Administration
(OSHA) Standard, previously (i.e. prior to 1999) said that mist
control in the working environment had a maximum value of
0.5 mg m
–3
, however aer 1999, OSHA brought this PEL down
to a tenth of the previous gure, specically to: 0.05 mg m–3
over an 8-hour period – and it can be achieved at relatively
small additional plant cost. In November 2001 OSHA, released
a document that recommended in its ‘Best Practices Manual’
the ‘way-forward’ in achieving this PEL.
NB Today, many automotive companies in particular, operate
at PEL’s well below this value – but being much closer to the
lower threshold value, typically having a PEL of: ≤ 0.05 mg m
–3
over an 8-hour period.
an acute stage. More specically, occupational derma-
titis can be characterised still further, into:
•
Primary irritation – resulting from an immediate
skin contact with MWF’s, or shortly aerward,
•
Sensitisation – results from an allergic reaction
(i.e. an immune-system response) to a particular
uid/additive substance. Initial uid contact may
not in the rst instance cause skin irritation, but
could initiate an exposure sensitivity build-up over
time. us, once the skin has become sensitised
32
,
then even the slightest exposure to
t
his substance
results in a severe reaction, being not restricted to
the contact site on the body,
•
Photosensitisation – is virtually identical to that of
‘sensitisation’ , except that the presence of light is
necessary to activate the sensitiser.
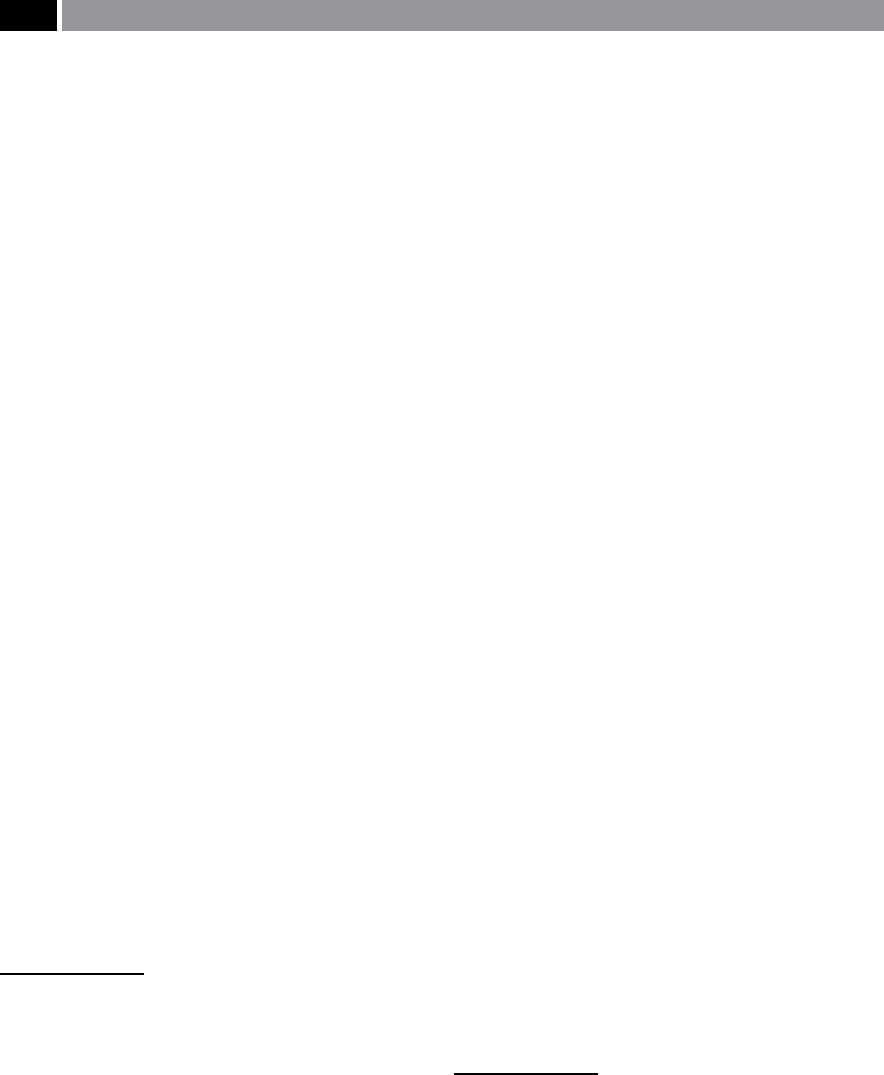
Folliculitis (Fig. 211a) is a supercial irritation of the
hair follicles by oil, or foreign matter suspended in it,
plus secondary microbial sceptic infection. It normally
occurs on the backs of arms and forearms, when the
basic requirements of correct washing and skin hy
-
g
iene are neglected. Remedial medical treatment is
relatively straightforward, usually clearing up aer a
few days.
Eczematous-type rashes, are skin inammation
arising from continued contact with soluble oil emul
-
s
ions, specically on the hands and forearms. e con-
t
inual and daily combination of wetting and alkalinity,
allied to mineral oil contact exposure. Makes the skin
macerated and can develop small, eczematous erup
-
t
ions, or dry, red patches, which may itch, but tend to
be more unsightly, than serious, which with correct
medication, should clear up reasonably quickly. If, the
allergic reaction recurs, then this indicates continuing
sensitivity, meaning this particular worker may need
to be transferred to other duties – not involving con
-
t
act with aqueous-based cutting uids.
32 ‘Allergic reactions’ , most people can be allergic to virtually
anything, but only 1% of the population get allergic reactions
to MWF’s. Although many other factors can inuence the
acuteness of the allergic reaction, such as: racial characteristics
– light complexion (e.g. redheads and blondes – due to skin
pigmentation have higher sensitivity levels); age – younger
people tend to get dermatitis more readily than older workers;
workers general good health/diet – this can build-up a toler-
ance to allergic sensitivity; perspiration – can contribute to an
allergic reaction; plus many other contributory factors.
420 Chapter 8
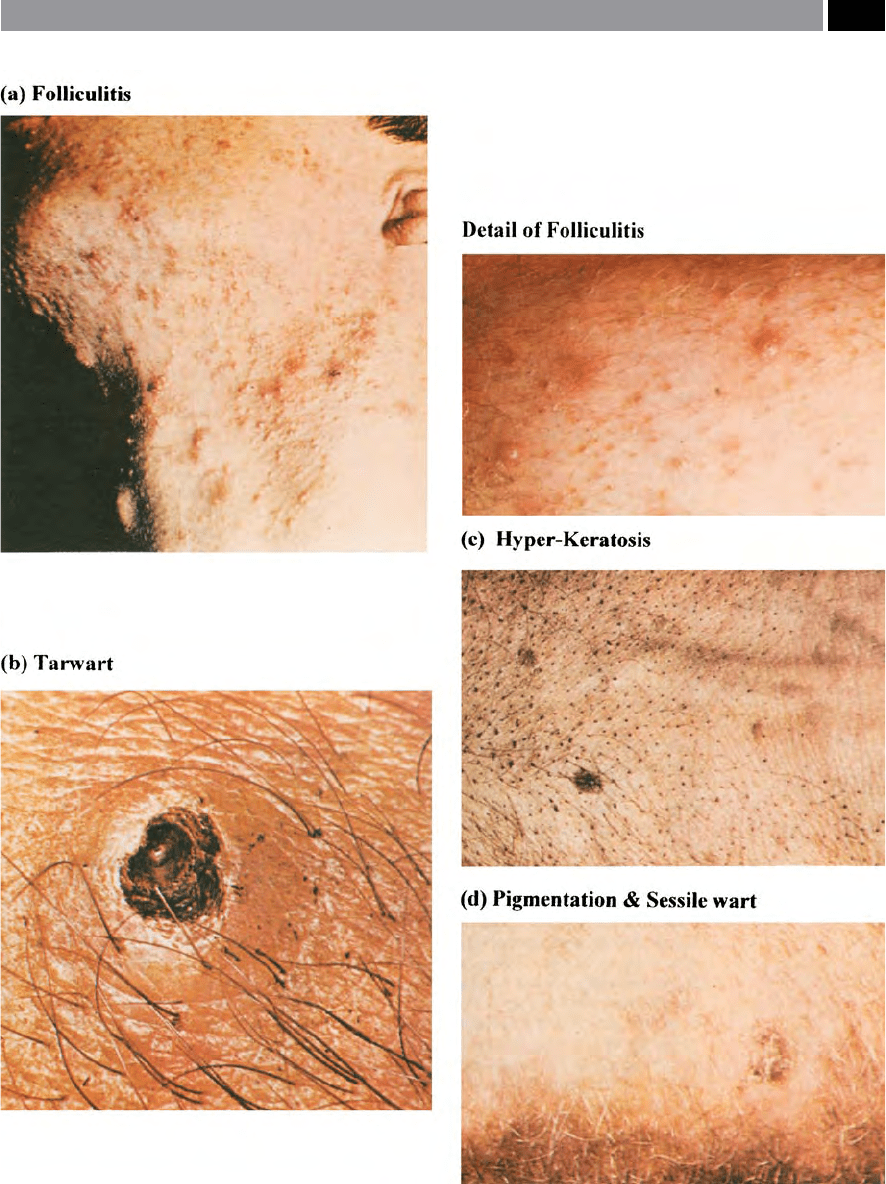
Figure 211. Some typical, but extreme skin disorders – attributed to exposure to cutting uids. [Courtesy of Castrol Industrial].
Cutting Fluids 421

Many other skin conditions can occur and their
causes can emanate from a number of MWF sources
– going beyond the current scope and objectives of
this chapter. Although through the application of bar
-
r
ier and conditioning creams, together with clean and
suitable protective clothing, coupled to good washing
facilities, these factors will inevitably lessen the pos
-
s
ibility of allergic reactions and skin disorders.
Tumours and Cancerous Effects
However, less well known than the allergic and skin
condition previously mentioned, are the other more
serious debilitating health eects on the machine tool
personnel exposed to MWF’s. Industrial experience
suggests that continuous and long exposure to certain
mineral
o
ils can give rise to skin thickening, known as
keratosis, whereby ‘warty-elevations’ (i.e. see Fig. 211b)
can slowly develop over a period of some years. Hence,
these warts will either: remain as they are; disappear;
or in the worse case scenario, become malignant.
A considerable volume of research in both the
chemical and biological elds has been undertaken,
in particular, into the eects of mineral oils in cut
-
t
ing uids and their aect on worker’s health. Mineral
oils may contain carcinogens – chemical compounds
which are active in causing cancer, with currently, a
number of these compounds having been identied.
ey
o
ccur in the main, as polycyclic aromatic hydro-
carbons and, when present in modern rened mineral
oils exist in extremely small proportions – making their
‘positive’ chemical identication exceedingly dicult
to dene. Oil renement by acid treatment has now
been replaced by more modern rening techniques,
including solvent-rened treatment and hydrogenera
-
t
ion – greatly reducing the undesirable proportions
of aromatic compounds (i.e. these latter compounds
being potential carcinogens)
33
. Moreover, chemical
coolants were originally based on diethanolamine
and sodium nitrate, which for some time have been
suspected of forming ethanolnitrosamine – another
suspected carcinogen. In order to remove this pos
-
s
ible carcinogen, in
1
984, cutting uid manufacturers
removed the nitrates from their formulations. Finally,
33 ‘N-nitrosamines’ , and its chemical compounds are a signi-
cant danger to worker’s health and, the American Environ-
mental Protection Agency (EPA), stated in a report of their
ndings in 1974, that: ‘As a family of carcinogens, the nitrosa-
mines have no equal.’
if one considers permissible exposure levels (PEL’s)
from nitrosamine sources. en, it has been stated that
smoking t
wenty (untipped) cigarettes per day will de-
liver 0.8 micrograms o
f various nitrosamines which al-
most equates t
o eating a kilogram of fatty bacon per day
(i.e. 6 microgrames), thus, when undertaking these
seriously debilitating smoking/eating toxicity habits
over a signicant period of time, they would consider
-
a
bly increase the risk of cancer.
Cutting Fluid Mists
Mists resulting from machining operations and their
subsequent collection resulting from the application of
cutting uids, are usually given a low priority by most
manufacturers when compiling a list of potential capi
-
t
al items for the workshop. To press this point still fur-
t
her, many companies would much sooner purchase a
new machine tool, than install a special-purpose air
cleaner. In the automotive industries interest in the
level of air quality has some degree of importance,
while elsewhere in smaller production workshops it is
somewhat of a hit-or-miss aair. Given the potential
worker health risks involved today, with high-speed
machining (HSM) coupled to increased tooling cut
-
t
ing data and
h
igher-pressure coolant supplies (i.e.
see Fig. 195 – top), possibly the greatest threat posed
to a worker is from atomised mists (i.e. sub-
µm s
ize)
within the local atmosphere. Many companies that
incorporate mist collection ltering, will only remove
particles of >4
µm i
n size, leaving the critical sub-µm
particles still present in the atmosphere.
e earliest chemical interventions to reduce mist-
i
ng were high-molecular-weight polymer additives,
that act to stabilise MWF’s and thus suppress mist for-
m
ation. With conventional petroleum-based uids,
polyisobutylene has been the preferred anti-mist ad-
d
itive. While, for aqueous-based cutting uids, poly-
e
thylene oxide (PEO) has been utilised. Due to the
susceptibility of PEO’s to shear degradation, repeti-
t
ive additions of the PEO polymer are needed to main-
t
ain mist reduction. Today, a newer class of shear-
stable polymers has been developed to overcome the
shear degradation as indicated by PEO’s. ese latest
polymer products have been derived from complex:
2-acrylamido-2methlypropane sulphonic acid mono
-
m
ers, hence, providing longer-term performance in
continuously recirculating aqueous-based MWF sys-
t
ems.
So, very high concentration cutting uid mists will
over a short period of time cause: ‘smarting’ of the
eyes; irritation of exposed skin; result in slight irrita
-
422 Chapter 8