Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

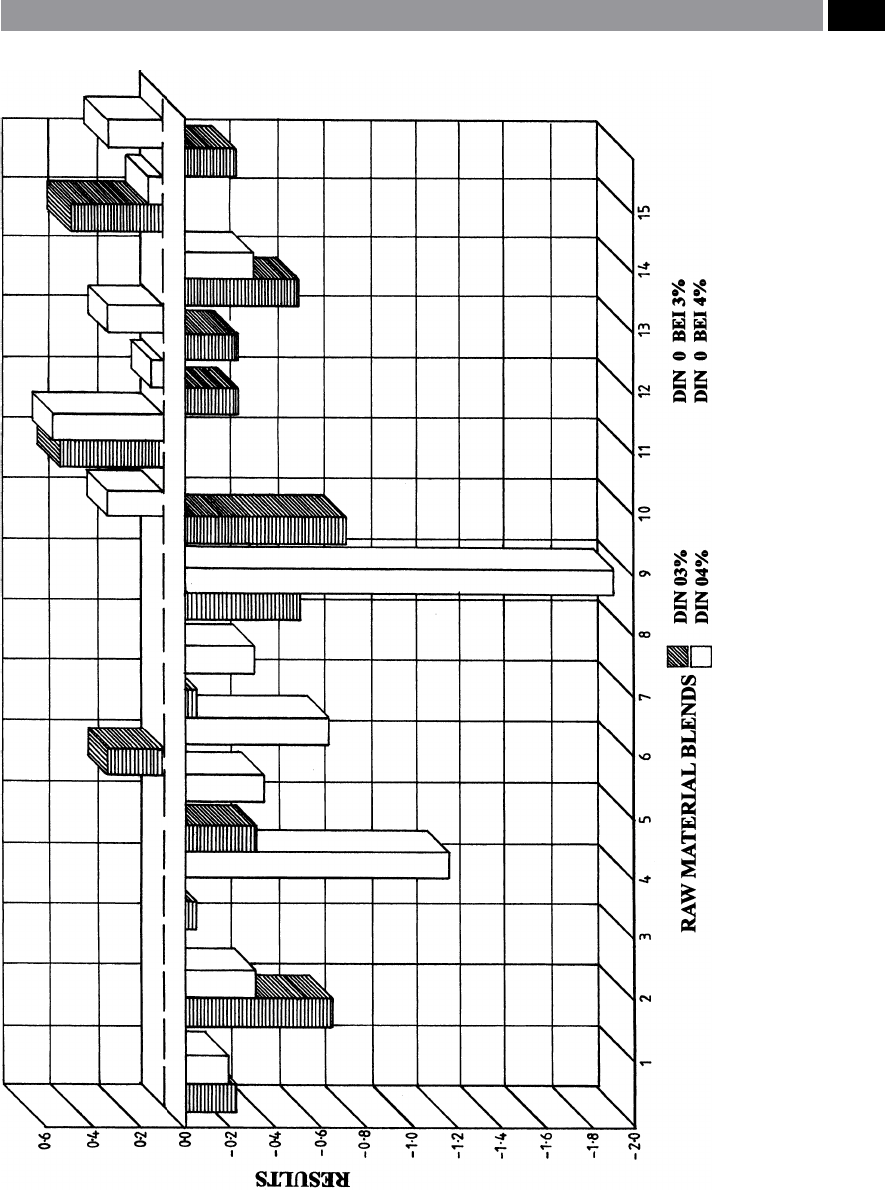
Figure 204. Computer-Aided Design (CAD), utilised to select a corrosion inhibitor for an aqueous-based
cutting uid. [Courtesy of Cimcool]
.
Cutting Fluids 403

gies
14
. As an example of this phenomenon, anionic
emulsiers normally have corrosion inhibiting charac-
t
eristics, but these properties are usually so slight that
any side-eects are usually disregarded. However, by
using CAD, it is possible to nd emulsiers – normally
several are needed, whose side-eects add up syner
-
getically.
W
hen the correct emulsiers are selected and in the
right proportions, not only is the desired emulsifying
action obtained, but at least some of the required cor
-
r
osion protection also occurs. In Fig. 204, an example
of the ‘construction’ of a corrosion inhibitor system
using a variety of inhibitors – either singly, or in
c
om
-
b
ination – can be comprehended. Here, the ‘zero-line’
on the vertical axis of the graph represents: ‘no eect’ ,
while values greater, or less than zero represent a: posi
-
t
ive; or negative eects; respectively.
Such CAD for chemical compounds makes it pos-
s
ible to develop ‘atomised’ cutting uids far faster
than by previous techniques and oers the prospect of
discovering entirely new cutting uid combinations.
Computer analysis, oers a way to develop, analyse
and test new cutting uids, enabling very rapid modi
-
cations to be incorporated in order to meet new tech-
n
ical and commercial requirements. Further, these
CAD-based techniques guarantee a chemically-stable
product
w
ith the optimum properties, reducing the
risk of selecting the wrong type of cutting uid both
by the manufacturer and user. CAD product develop
-
m
ent still necessitates practical product testing, during
its development phase utilising standardised proce-
d
ures of: ‘calibration and laboratory test methods’ – to
model the computerised-uid data in a real-time cut-
t
ing environment.
8.6.1 Cutting Fluid – Quality Control
For practical reasons industrial cutting uid manufac-
turers have to use mass produced raw materials and
chemicals, which may be less pure than those used in
their formulations in the laboratory (Fig. 205). Not
only are there variations in quality, owing to variance
in the production process,
b
ut dierences can also oc
-
14 ‘Synergy’ , refers to the outcome when substances are com-
bined and produce ‘side-eects’ , which add to, or even amplify
each other, giving rise to a much stronger resultant eect.
cur depending on the raw material source and the sea-
sons of the year. In order to ensure constant quality
of the nished product despite these variations and
the factors which determine the quality of the raw
materials, they must be checked prior to entering the
cutting uid production processing stage. e labo
-
r
atory-based technique of computer-aided statistical
process control that ensures: ‘preventative quality con-
t
rol’ , will enable the researcher
t
o set the upper and
lower quality levels for a particular raw material – un-
d
er test. us, on the basis of these user-dened sta-
t
istically-acceptable levels, the correlation between the
analysis and the practical results can be determined.
Raw materials analysis using computer-aided design
in conjunction with sophisticated analysis equipment,
plays a vital role in any new cutting uid development
process.
An important criterion for the quality of the
-
n
al cutting uid formulation is its stability. By com-
p
arison, synthetic cutting uids produce fewer prob-
l
ems than semi-synthetic and emulsion cutting uids,
in their development. In the case of the semi-syn-
t
hetic and emulsion
c
utting uids, not only must cool-
i
ng water and lubricating oil be brought together –
two naturally incompatible substances, they must also
‘persuaded’ to remain mixed together under widely
varying and extreme cutting and environmental con
-
d
itions. When dierent degrees of water hardness,
varying mix ratios and a diverse range of impurities
occur, they will strongly inuence the overall water-oil
system. e conventional way of stabilising such a sys
-
t
em is to add plenty of emulsiers. is action can lead
to excessive foaming, especially if the water is so,
which in itself necessitates adding anti-foam agents.
Anti–foam agents are an expensive alternative – par
-
t
icularly in a large central-based ‘Niagara’ reservoir-
type system feeding several machine tools in say, an
FMC/S (Fig. 203a), which here, by ‘anti-foaming dop
-
i
ng’ in any event, will only work for a limited period
of time.
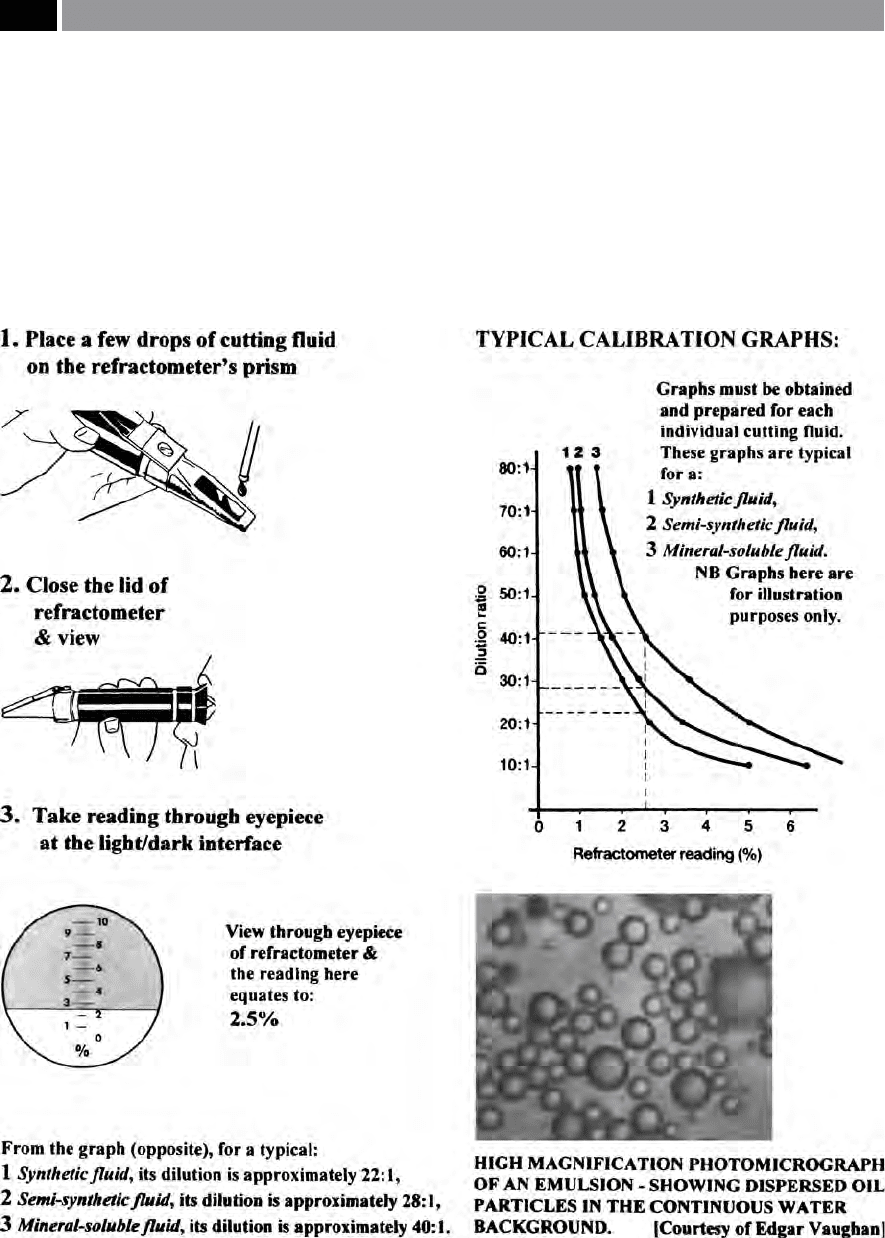
More important for cutting uid stability, is the
size and distribution of the oil droplets in the water
phase (i.e. see Fig 206-inset photomicrograph). It is
the even distribution of the many oil droplets which
ensures that the oil-water system is stable. e growth
of micro-organisms (Fig. 203b) aects the droplet size
and as a result, as these droplets spherically-increase in
size, the number and distribution of droplets decreases.
us, an oil-water system with many evenly-spaced
and small droplets, will be more stable than systems
404 Chapter 8
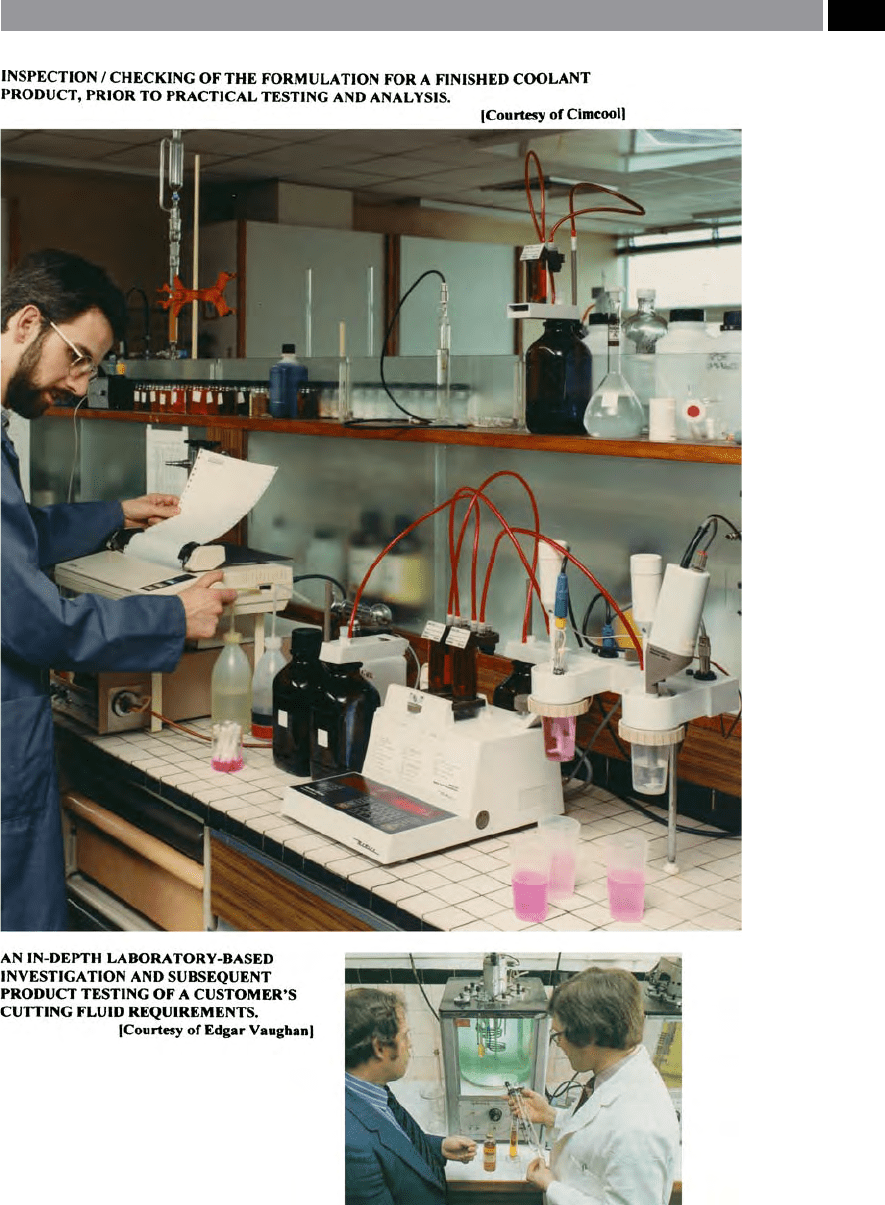
Figure 205. Laboratory-based testing procedures on cutting uid coolant products.
Cutting Fluids 405
where there are bigger, but fewer droplets present.
Both the size and distribution of these oil droplets has
an important inuence on the emulsion’s consequent
foaming behaviour, which in turn, is strongly aected
by the water hardness and any turbulence produced by
the machine tool, or from a centralised coolant supply
system (Fig. 203a).
Product Testing
ere are a number of possible tests for checking the
quality of a cutting uid and those most commonly
utilised are ‘stability tests’. S
uch tests measure not only
the physical stability, b
ut also tests for: bacteriologi-
cal stability – t
his latter term is sometimes known as
Figure 206. The method used to check a soluble cutting uid’s dilution, utilising a Refractometer. [Courtesy of Rocol Ltd.].
406 Chapter 8

a biostability test; biostatic properties; or resistance to
bacteria growth
15
. Foaming behaviour: a slight ten-
dency to foam is important for some types of machin-
i
ng operations, particularly when deep-hole drilling
operations are undertaken and more specically, in
grinding operations. ere are certain cleaning sys
-
t
ems available, such as ‘full-jacket cyclones’ a
nd ‘hydro-
cyclones’ , w
hich promote foam formation. However,
there are no s
tandard techniques for the measure-
ment of foam formation and collapse, although the
laboratory circulating pump method, i
s a reasonable
approximation of practical conditions. In this method,
the cutting uid is forced through a spray-head so that
the resultant spray falls onto the surface of the liquid
and the time taken for foam to form and then collapse,
is a measured – giving an indication of foaming be
-
h
aviour. Adhesion tests a
re oen undertaken, with low
adhesion representing a tendency f
or the cutting uid
product to build-up layers o
f deposit. is adhesion
test is usually used for synthetic products and again,
there is no r
ecognised standard test method; although
one technique used to soak a pile of washers in the
cutting uid for a certain time, then drying them out
and subsequently testing for adhesion, is sometimes
employed.
Compatibility tests f
or cutting uids,
with particular reference to paints a
nd elastomers by
visual inspection of painted sheet metal is oen
c
ar-
r
ied out
16
. Acid/alkaline tests are oen undertaken on
the cutting uid, as this aects both the machine tool
and health of the setter/operator
17
.
Once a cutting uid manufacturer has produced a
new formulated product, which has been subject to a
stringent laboratory testing programme, followed by
exhaustive practical trials and consequent analyses,
it is then made available, initially to their ‘prime cus
-
t
omers’ – for an ‘alpha-trial’ testing programme aer
which, the cutting uid is oered on the ‘open-market’
15 ‘Bacteriological test methods’ , typical of this type of testing
regime are the German Standards, denoted by DIN51367 and
DIN513368, but similar test Standards are listed in most of the
world’s technological countries.
16 ‘C
ompatibility tests’ , specially-prepared painted sheet metal
is fully- immersed in the cutting uid for a certain time, then
visually inspected for paint de-lamination, etc., according to
the German Standard: DIN53521.
17 ‘A
cid/alkaline tests’ , are important cutting uid tests and they
are normally measured under laboratory conditions with an
electrochemical pH meter, in accordance to say, the German
Standard DIN51369.
for customers world-wide. erefore, it is vital that the
correct c
utting uid is used in the machine tools, as it
will have serious consequences to the: machine tool’s
subsequent maintenance programme; likely produc-
t
ion output; machined workpiece quality and reliabil-
i
ty; together with the various health issues relating to
that of the setter/operator. e following section has
been included to help with the important decisions re
-
l
ating to the choice of cutting uid selection.
8.7 Selecting the Correct
Cutting Fluid
When choosing a cutting uid many factors have to be
considered, with the relative importance varying with
each individual circumstance. For the latter reason, it
is
not p
ossible to oer general rules for the selection
of a cutting uid. Inevitably, a compromise is neces-
s
ary, although a comprehension of the factors involved
makes it possible to achieve the best choice, under
given circumstances. So, when choosing a cutting uid
it should always be borne in mind that the machining
process plays an important role in: productivity and
eciency; operator health; safety; plus the quality of
work created.
8.7.1 Factors Affecting Choice
Probably the main factors that must be considered
when selecting a specic cutting uid are not always
apparently obvious, but some questions should be
raised, which might include:
•
Business philosophy – what are the relative con-
cerns and weightings given to goals such as: e-
c
iency; quality-conciousness; market and economic
position; of the company?
•
Production programme – what is the scale of pro-
duction, is it a: single item (i.e. one-o); a batch; or
mass production? Moreover, what machining pro-
c
esses are involved in the part’s production?
•
Hardware – what production plant and equipment
is there available for the machining of the compo-
n
ents? Are the machine tools supplied with cutting
uid individually, or delivered from a centralised
system? Are particular cutting uids recommended
by the manufacturer of these machine tools?
Cutting Fluids 407

•
Protection of people and the environment – to
what extent are the personnel exposed to cutting
uids: before; during; and aer use? Are there local
constraints on uid disposal?
e above criteria concerning cutting uid selection,
can be sub-divided into two distinct groupings – com
-
m
ercial and production, as follows.
Commercial Criteria
e commercial criteria determine the ‘weight’ to be
given to various production decisions. For instance, if
the time factor is more important than the cost factor,
then higher cutting speeds will be used and so the de
-
m
and placed on the cutting uid will be greater. If, dif-
f
erent materials and types of machining
p
rocesses are
involved in the production process, then a ‘universal’
cutting uid might be a better choice than a number of
dierent uid products, even if the latter uid compo
-
s
itions individually produced a better performance.
Production Criteria
In either one-o, or batch production, individual
machines tools are likely to have their own separate
cutting uid supply, however in a mass production
environment, uid centralised systems are the norm.
e production criteria for the choice of cutting uid
includes the: type of machining process; cutting con
-
d
itions – workpiece material, cutting data, tool mate-
r
ial, etc., together with the machine tool type and its
conguration
18
. us, on the basis of these produc-
tion-based decision criteria, an initial choice will nor-
18 ‘Machine tool conguration’ , take for example, the case of
an ‘orthogonal’ * machining centre, it relates to whether the
machine has a horizontal, or vertical spindle orientation, with
one, or multiple spindles present, having three, four, or mul-
tiple linear and rotary axis control and of the conventional,
or high-speed machining (HSM) variety. Most machine tools
today fall into the ‘orthogonal’ machining category, but some
‘non-orthogonal’ machining centres exists, which oer con-
tinuous kinematics that have multiple-axis control – for even
simple straight-line motion, oen available with omni-direc-
tional spindle orientations – for ease of cutter access to say, a
complex, or sculptured machine part geometry.
*Orthogonality of axes means that each axis is positioned at
90° with respect to each other, such as on a three-axis verti-
cal machining centre (i.e. X-, Y- and Z-axes, with the Z-axis
normally incorporating the machine’s spindle).
mally be made regarding the type of cutting uid to
be used – whether it is an aqueous-, or oil-based uid
type that is required.
8.7.2 Selection Procedure
When selecting a cutting uid, it is important to take
the uid manufacturer’s instructions into consider-
a
tion. If their recommendations are ignored, it may
render any previous guarantees invalid. Many of
these cutting uid manufacturers
s
pecify that certain
products be utilised, normally only applying them to
either special machining circumstances, or where dif
-
cult cutting conditions are likely to be encountered.
Equally, other cutting uid producers only specify the
general type of instructions, such as: what type of cut
-
t
ing uid to employ, for example, aqueous, or not, to
be used, on the contrary, some uid manufacturers do
not specify anything! Usually it is possible to rely on
the manufacturer’s specication tables which indicate
their most suitable product for a particular range of
machining operations. However,
before c
onsulting a
cutting uid manufacturer’s set of tables, the follow-
i
ng
f
actors must be either known, o
r established. ese
crucial decisions include:
•
Type of machining operation – care must be taken
to ensure that correct and ecient planning of the
machining strategy for the successful completion
of the part is known and, the optimum machining
techniques to achieve this objective are conrmed,
•
Water characteristics – hard/so, chloride, sul-
phate, bicarbonate content has been both tested
and accurately established,
•
Type of workpiece material to be machined – with
due regard to machining of: work-hardening mater-
ials, or ‘sticky’ materials – aluminium and copper
alloys, etc.,
•
Type of machine tool ltration system – having ei-
ther: no ltration; sump
o
nly; paper lter; centri-
f
uge; etc.
NB I
n the case of the centrifuge, semi-synthetic
products are not r
ecommended, while washable l-
ters should only be utilised with synthetic, or semi-
synthetic products.
As a general ‘rule of thumb’ , emulsions with EP addi
-
t
ives should be employed for heavy cutting work, whilst
synthetic products are normally best when cutting at
high speeds. By way of an illustration, if one consid
-
408 Chapter 8

ers multiple machining operations undertaken on
machining centres, the cutting uid should be chosen
for the range between the highest and lowest cutting
speeds. Once a particular uid product has been se
-
l
ected, it is still necessary to carry out a practical test
as only aer such testing, will it conrm if the correct
choice was made. At this stage in the selection proce
-
d
ure and even at some point later, support from the
cutting tool manufacturer in the form of: systematic
sampling procedures; laboratory testing and technical
advice could prove very informative – particularly for
applications where heavy cutting uid consumption
i
s
anticipated.
8.8 Care, Handling,
Control and Usage –
of Cutting Fluids
So that the properties of a cutting uid can be main-
tained giving it a long and reliable service life, correct:
storage and handling; usage and mixing with labelling
– having instructions for use; and care; are essential
requirements.
An indispensable part of any overall cutting uid
control, is suitable handling and storage at the user’s
premises, as it provides a continuous replenishment
and service facility for the monitoring of uids at, or
near to the machine shop.
All c
ontainers of cutting oil
should always b
e clearly marked with their end usage
for
u
se within the factory. When storing these cutting
oils, the grade most frequently utilised are best kept
on simple robust stillages, or for larger quantities, in
covered tanks, with an adequate supply of: taps; hand-
pumps; funnels; measures; and drip-trays; to ensure
proper handling and to avoid intermixing of grades.
is potential uid contamination is one of the most
important aspects when dealing with soluble oils, in
order to obviate any emulsication troubles and pos
-
s
ible coolant separation issues.
In large manufacturing companies, where bulk
delivery of cutting uids are being made-up prior
to delivery, it is important that all storage tanks for
the reception are properly identied, with appropri
-
a
te markings immediately changed once a new grade
is adopted. Unfortunately, one oil looks much the
same as any other and if not properly identied (i.e.
marked-up), as to the grade identication and its end
usage, this could lead to some costly machining mis
-
t
akes (e.g. part-scrappage problems) within the pro-
d
uction machining facility. e reception of drums of
cutting uid and oils, requires certain safeguards, to
protect the mutual interests of both the supplier and
user alike. For instance, the supplier should be noti
-
ed at once if there is obvious drum damage, or the
odd drum is leaking. Full drums of uid should never
be just dropped-o the delivery vehicle from its plat
-
f
orm, as a rim, or seam may be damaged and leakage
of the contents could potentially be a problem, apart
from the real risk of personal injury of a heavy drum’s
unchecked motion! For example, a typical full drum
weighs about 200 kg and if dropped from the vehicle’s
loading platform – normally a height of just over a
metre, the impact force will be considerably greater
than its ‘dead weight’ – due to gravitational inuence,
thus the uncontrolled careering drum is a
m
ajor ac
-
c
ident waiting to happen! So, when unloading full
drums from a road vehicle, always use: a drum skid
19
;
hoist, or fork-li truck.
When the handling of cutting and lubricating oils
has developed into a lthy job, this is reected in the
storage facility, which in some companies is the most
neglected part of the factory. Under such conditions, it
is oen dicult, if not impossible to avoid both wast
-
a
ge and contamination of lubricants, thereby leading
to issuing the wrong oil for the present machine tool’s
cutting requirements. Equally, a clean well-organised
oil storage facility is an invaluable asset to any engi
-
n
eering plant and no eort should be spared to create
and maintain these optimum conditions, this being es-
s
ential to a trouble-free operation.
If soluble cutting uid – ‘coolant’ , is mixed in bulk,
the storage tank should be clearly marked with the:
product’s name; reference code; and concentration.
is simple but vital tank identication avoids mis
-
t
akes in issuing the wrong coolant, or dilution concen-
t
ration to a prescribed machine tool, while providing a
reminder of the required contents when mixing a fresh
uid batch.
Soluble oil concentrate must not be exposed to
cold climatic conditions and allowed to freeze, since
this ‘cryogenic eect’ might adversely aect the
19 ‘Oil-drum skids’ , when robustly designed/produced, allow the
controlled sliding to ground-level of full drums o a vehicle’s
loading platform, without potential health risks to the compa-
ny’s work-force.
Cutting Fluids 409

concentrate’s stability – when subsequently used.
Further, bulk drum storage outside should if possible,
be under protective cover, but if this is not the case,
then drums should be placed onto their sides and
not stored upright (i.e. ‘bung-side up!’). If they were
to be stored upright, then any standing rain water
can collect on the drum’s top and owing to daily tem
-
p
erature uctuations, any water can be sucked into the
barrel – even through the unopened top. ese small
amounts of water may destabilise the concentrate,
leading in the worst scenario to complete separation
of the concentrate into distinct
l
ayers. In this state,
the concentrate becomes completely unusable, as uid
in such a condition, will be unlikely to adequately
remix. Consequently, it is advisable that some form
of space heating for undercover uid storage is desir
-
a
ble, to minimise wide temperature uctuations, this
being particularly relevant during winter months, as
the oil viscosity appreciably changes (i.e. thickens),
with more sluggish ow-rates causing delays in both
its delivery and usage. When not in use, all lubricant
containers should be kept closed, thus avoiding entry
of abrasive foreign matter. So, whenever possible,
indoor storage of cutting uids and lubricants is to be
r
ecommended.
As
all o
il storage facilities have a real potential for
a catastrophic and explosive re hazard. S
ucient re
extinguishers – of the correct type and size, should be
strategically placed at easily-accessible points around
the oil storage facility and positioned at ground level
with unobstructed access to them. Any oily paper
waste and sawdust
20
present, requires prompt disposal
to minimise re risk. Any o
il storage facility is strictly a
non-smoking zone, f
or obvious reasons.
8.8.1 Product Mixing – Preparation of
a Aqueous-Based Cutting Fluids
As mentioned, cutting uids are usually supplied to
the customer in the form of concentrates and the ease
20 ‘Sawdust’ soaked in oil is a likely re source, so rather than
use this to soak up oil-spillages, use specially-produced gran-
ules that are non-ammable and oil absorbent.
NB ese oil absorbent granules are usually readily available
and can be purchased from most leading-lubricant supply
companies.
with which they can be mixed together with water var-
ies, depending upon the amount of oil they contain.
Concentrates with high oil concentration may require
vigorous stirring in order to form an emulsion. While
other products containing little oil are oen supplied
as
‘preformed emulsions’ , i
n which the concentrate has
previously been mixed by the
c
utting uid manufac-
tu
rer with water to form a stable emulsion. ese lat-
t
er ‘preformed concentrates’ , only require them to be
stirred into water at the correct dilution ratio, in order
to prepare them for use.
Correct preparation of the emulsion is essential
if the cutting uid is to provide its optimum perfor
-
m
ance. By preference, the water supply should not be
excessively hard (i.e. <300 ppm – total hardness) and,
it should be of ‘drinking quality’ – thereby not infected
with any bacteria.
Hand Mixing
With the production need for relatively small volumes
of aqueous-based coolants, the emulsion can be pre-
p
ared as follows:
1. Choose a suitable-sized volume mixing vessel – not
the machine sump, nor a galvanised container,
2. Carefully ll with the measured amount of water,
3. Slowly add a measured amount of concentrate while
continuously stirring – with a top-to-bottom stir
-
r
ing action – this being the most ecient action,
until the emulsion is fully-formed,
4. Steadily add the newly-mixed emulsion to the ma
-
c
hine tool’s sump.
Automatic Mixing
When larger volumes of emulsion cutting uid are
required, then it is advisable to use a purpose-built
and designed uid mixer (Fig. 208). ese proprietary
mixing devices incorporate the following features:
•
ey can directly-connect to a standard water tap,
•
ey can be screwed directly into a large uid con-
centrate drum,
•
ere is adjustment for the automatic dispensing
of the correct emulsion dilution ratio of: ‘oil-to-wa-
t
er’ ,
•
e uid mixer incorporates a non-return valve, to
ensure that the emulsion cannot leak-back into the
drum’s contents.
410 Chapter 8

Most uid mixers operate based upon the ‘venturi
principle’
21
and because of this, there will usually be a
degree of uctuation of the dilution, if the water pres-
s
ure should change during its operation – particularly
if other equipment within the factory draws water
when required. In view of any potential water pressure
variation, it is normal practice to use a water supply
that is not subject to such uctuations. Many local
water authorities may well require that a header tank
with an air gap is used, to prevent any possibility of
contamination of the water mains. When mains water
is used,
m
any local authorities will provide the nec
-
e
ssary water quality information, but if another water
source is used, it will need to be analysed by the user.
In Fig. 207, the graph illustrates the results of concen
-
t
ration measurements, taken from zero → 6%, obtained
by dierent techniques, such as:
•
Refractometer assessment – more on this apparatus
shortly,
•
Measurement of the total alkalinity of a product
containing nitrate,
•
Boron determination by Atomic Absorption (AA)
method,
•
Measurement of the total alkalinity of a product
not containing nitrate,
•
Hypothetical ‘real’ concentration ‘R’ , set arbitrarily
at 3%,
•
Determination of anionic emulsier content (b) @
water hardness of 10° GH,
•
Determination of anionic emulsier content (a) @
water hardness of 10° GH,
•
Determination of nitride content,
•
Determination of anionic emulsier content (a) @
water hardness of 30° GH.
NB W
ater hardness can be easily determined with suf-
cient accuracy using indicators in tablet form, while
the pH value and bacteria count can be estimated as
21 ‘Venturi principle’ , is: ‘A convergent-divergent duct in which
pressure energy is converted to kinetic energy at the throat.’
When utilised with its associated ‘Venturi meter’ , this being
a ow meter in which the pressure drop in a Venturi is used
to give an indication of ow. [Source: Carvill, 1997]Where in
the case of emulsion dilution ratios, this uid mixer arrange-
ment – with the apparatus situated in the top of the drum and
connected to the water supply – can be employed and then
subsequently adjusted in-situ, to give the desired coolant mix-
ture.
described in the following section. For more detailed
analysis, then laboratory facilities are necessary, this
assistance is oen provided by the cutting uid manu-
f
acturer’s laboratory service department.
8.8.2 Monitoring, Maintenance
and Testing of Cutting Fluid –
in Use
While in use the cutting uid is subject to various in-
uences that may aect its properties. Such inuen-
t
ial factors include: leakages from the machine tool’s
lubrication and hydraulic systems (i.e. ‘tramp-oil’);
surface contamination on the work piece: prior to ma
-
c
hining; or by people: spilled drinks; food particles;
environmental inuences. It is paramount that the
health monitoring of a cutting uid is on-going and
undertaken at periodic intervals, whilst spot-checks
may also be necessary in order to detect undesirable
changes in the uid’s properties, enabling corrective
action to be taken, as appropriate. Hence, the
m
oni
-
t
oring of the cutting uids are fundamental to their
life, but a relevant question could be raised: ‘What
characteristics do we have to monitor?’ Probably the
most common cutting uid tests, include the following
measurements:
•
Concentration,
•
pH (Alkalinity),
•
Corrosion protection,
•
Fluid stability,
•
Bacteria count.
e above tests will shortly be considered in more de-
t
ail, in the appropriate section. Prior to this, it is im-
p
ortant to ensure that the machine tool is thoroughly
cleaned, before a new ‘charge’ of cutting uid is poured
into either the machine’s reservoir, or to a central cool
-
a
nt distribution tank – supplying the needs of several
machine tools.
Machine Cleaning
It is important to any cutting uid system that it is cor-
rectly cleaned before fresh uid is introduced, if the
optimum performance from it is to be obtained. Such
machine tool cleaning procedures, should include the
following stages:
Cutting Fluids 411
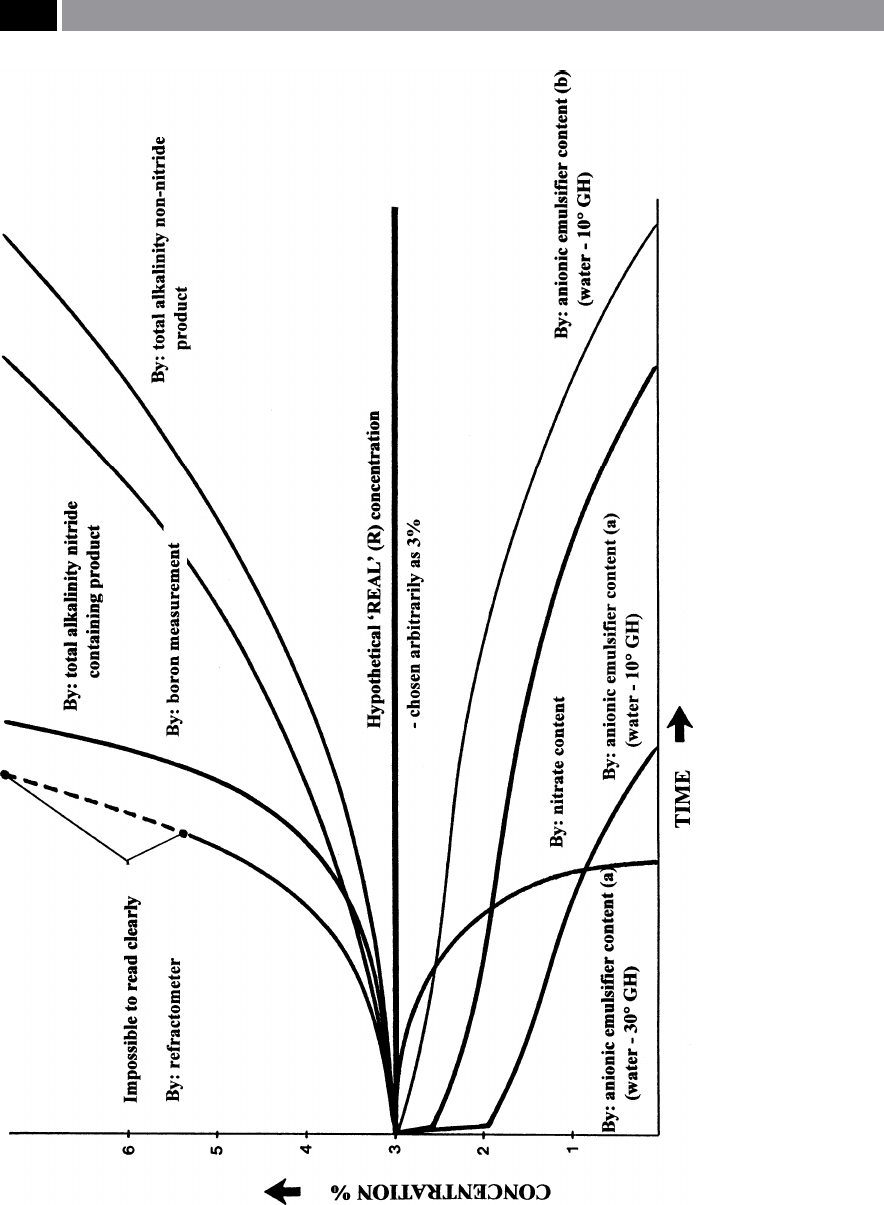
Figure 207. The graph illustrates the results of the concentration measurements using dier-
ent methods. [Courtesy of Cimcool]
.
412 Chapter 8