Скворцов В.Ф. Основы размерного анализа технологических процессов изготовления деталей
Подождите немного. Документ загружается.

51
Погрешность установки заготовки найдется по формуле (3.3). В дан-
ном случае погрешность базирования заготовки в радиальном направлении
i
б
ε
=0. Значит
i
у
ε
= . Погрешность закрепления заготовки в радиальном
i
з
ε
направлении найдем по табл. 1 Приложения 4. Она составит 370 мкм, т.е.
i
у
ε
= =370 мкм.
i
з
ε
Минимальный припуск на обточку ролика составит
(
)
(
)
120037081507522
222
у
2
111min
≅+++=ε+ρ++=
−−−
i
iiii
hRzz
(мкм).
Теперь по формуле (3.5) подсчитаем минимальный припуск на под-
резку торца ролика (см.рис.3.8).
Отметим, что указанный торец был сформирован при отрезке преды-
дущего ролика.
По Приложению 2 шероховатость поверхности и толщина дефектно-
го слоя (для чернового точения) составляют (в среднем) =115 мкм и
1−i
Rz
1−i
h
=75 мкм.
Пространственное отклонение торца найдем по формуле (3.2). Из
Приложения 3
1
ф
i-
ρ
=30 мкм, а
1
р
i-
ρ
=80 мкм. Таким образом
(мкм). 1108030
11
рф
1
=+=ρ+ρ=ρ
−
i-i-
i
Минимальный припуск на подрезку торца ролика
30011075115
111min
=
+
+
=
ρ
+
+=
−−− iiii
hRzz
(мкм).
3.3. Расчет технологических размеров
Исходными данными для расчета технологических размеров являют-
ся: чертеж детали, вид исходной заготовки, технологический процесс изго-
товления детали, значения допусков на технологические размеры и мини-
мальных припусков на обработку.
Расчет в общем случае производится из условий обеспечения:
− минимальных припусков на обработку;
52
− конструкторских размеров, непосредственно не выдерживаемых
при изготовлении детали.
Расчет технологических размеров может выполняться методом мак-
симума-минимума и вероятностным методом. Метод максимума-
минимума рекомендуется использовать для технологических размерных
цепей с числом составляющих звеньев (технологических размеров)
≤+ pn
3, вероятностный метод – при
≥
+
pn
4 [5].
3.3.1. Задачи расчета технологических размеров
Рассмотрим решение задач, возникающих при расчете технологиче-
ских размеров.
Задача расчета технологических размеров из условия обеспече-
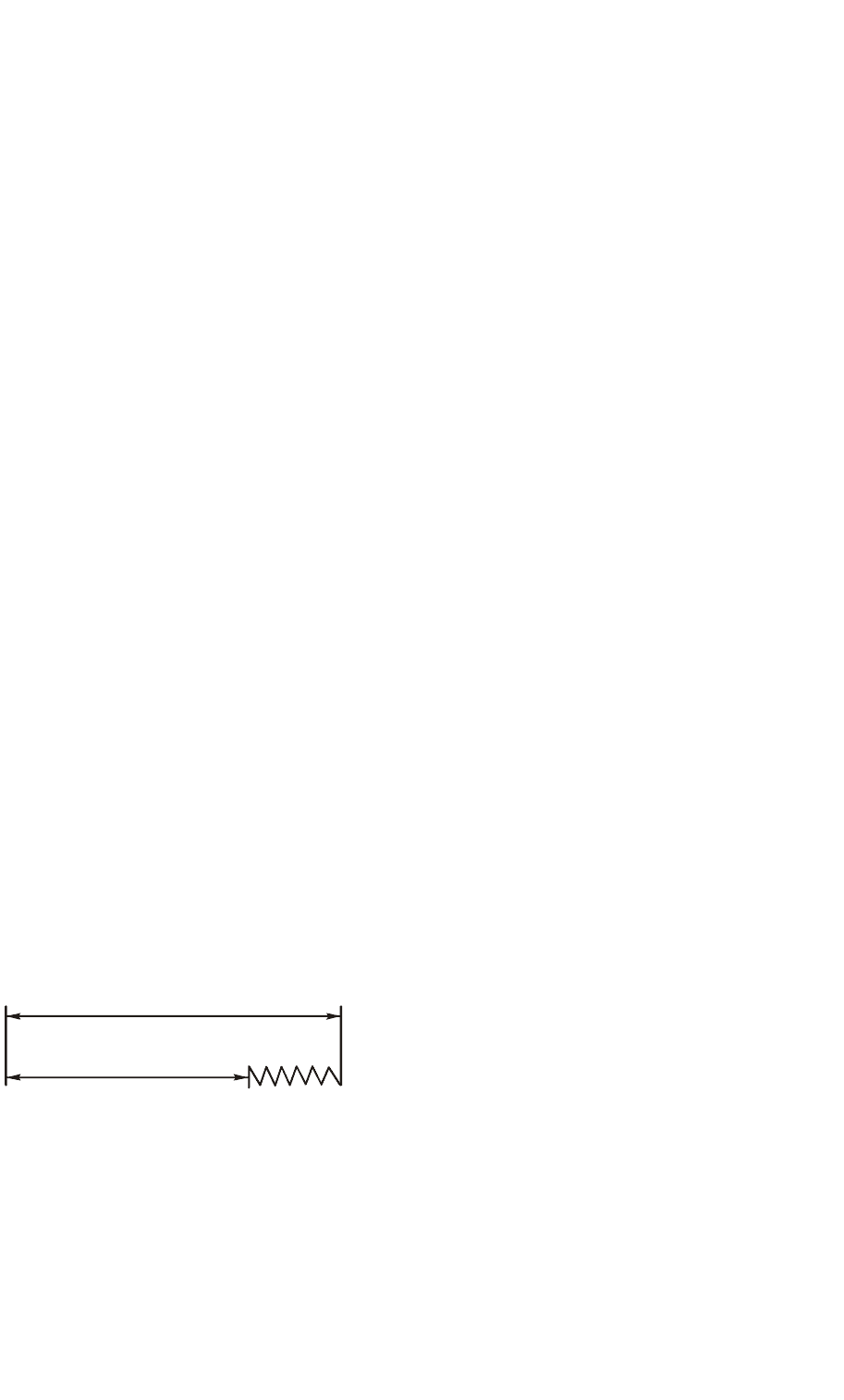
ния минимального припуска на обработку. На рис.3.9 показана про-
стейшая технологическая размерная цепь. Составляющими звеньями в
этой цепи являются размер заготовки до обработки и ее размер после
2
A
обработки (выполняемый размер), замыкающим звеном – припуск на
1
A
обработку . Причем выполняемый размер совпадает с конструктор-
1
Z
1
A
ским размером или найден из ранее рассмотренной технологической
1
К
размерной цепи.
Таким образом, в рассматриваемой
технологической размерной цепи извест-
но номинальное значение и предельные
отклонения одного составляющего звена
( ), известен допуск второго состав-
1
A
ляющего звена ( ) и известно мини-
2
A
мальное значение замыкающего звена –
A
1
←
A
2
→
Z
1
Рис.3.9. Простейшая технологиче-
ская размерная цепь с замыкающим
звеном – припуском

припуска . Требуется определить номинальное значение и предельные
1
Z
отклонения составляющего звена . Такая задача не относится ни к пря-
2
A
мой, ни к обратной задаче теории размерных цепей и может быть названа
смешанной [5].
Решение этой задачи обычно выполняется методом максимума-
минимума с использованием способа средних значений, т.е. на основе
уравнения (1.16). Суть решения состоит в следующем.
1. Определяется среднее значение составляющего звена
1
A
(
11
К
)
A =
2
НОАВОА
АААА
11
1101
с
1
+
+=Δ+=
.
Это звено представляется в виде
2
ТА
А
1
с
1
±
.
2. Находится среднее значение припуска
1
Z
2
max1min1
c
1
ZZ
Z
+
=
.
Учитывая, что
21min1max1
ТАТА
+
+
=
ZZ
,
получим
2
ТАТА
21
min1
с
1
+
+= ZZ
.
3. Подсчитывается среднее значение звена
2
A
, которое находит-
ся из уравнения
,
с
1
с
2
c
1
АА −=Z
откуда
.
c
1
с
1
с
2
АА Z+=
Звено записывается в виде
2
A
2
ТА
А
2
с
2
±
.
53

54
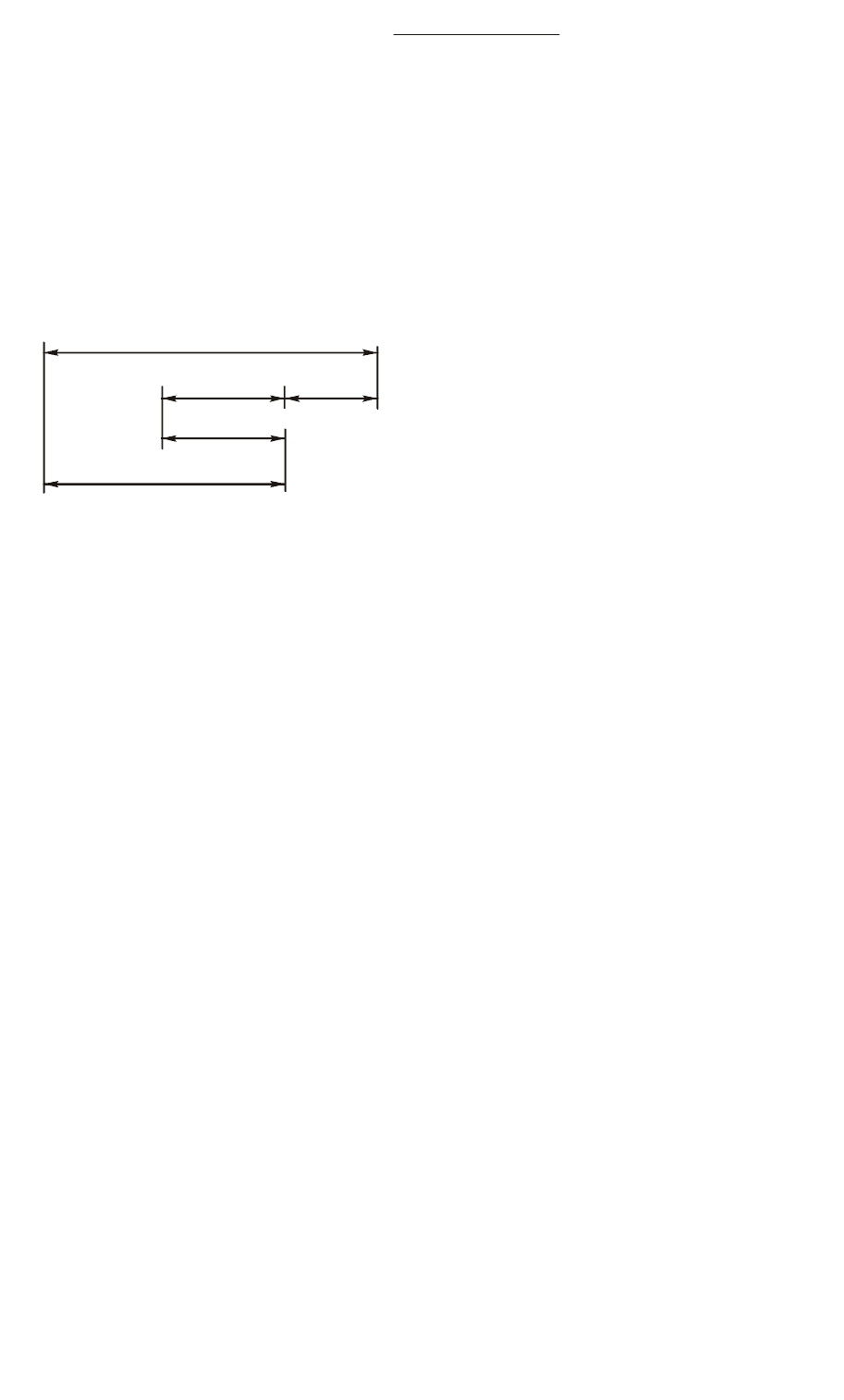
Рассмотрим решение еще одной
разновидности рассмотренной задачи.
На рис.3.10 изображена техноло-
гическая размерная цепь, замыкающим
звеном которой является припуск , а
4
Z
составляющими звеньями – технологи-
ческие размеры … . Размеры и
1
A
4
A
3
A
4
A
совпадают с конструкторскими раз-
мерами и , размер найден из ранее рассмотренной технологиче-
3
К
4
К
1
A
ской размерной цепи. Известно минимальное значение припуска и пре-
4
Z
дельные отклонения размера . Нужно определить его номинальное зна-
2
A
чение, используя метод максимума-минимума.
Задача решается следующим образом.
Находится допуск размера
2
A
222
НОАВОАTA
−
=
.
Определяется среднее значение припуска
4
Z
2
ТА
1
min4
с
4
∑
+
=
+=
pn
i
i
ZZ
,
где - сумма допусков составляющих звеньев (технологических
∑
+
=
pn
i
i
1
ТА
размеров) размерной цепи.
Из уравнения
с
2
с
1
с
4
с
3
c
4
АААА −−+=Z
находится среднее значение размера
2
A
.
c
4
с
1
с
4
с
3
с
2
АААА Z−−+=
Номинальное значение размера составит
2
A
A
1
A
2
→
A(
4
КA
44
=) A(
33 3
КA= )
Z
4
→
←
←
Рис.3.10. Технологическая размер-
ная цепь с замыкающим звеном –
припуском
55
2
НОАВОА
АA
22
с
22
+
−=
. (3.6)
Задача расчета технологических размеров из условия обеспече-
ния конструкторских размеров, непосредственно не выдерживаемых
при изготовлении детали. На рис.3.11 дана технологическая размерная
цепь, замыкающим звеном которой является конструкторский размер . В
К
этой цепи известны номинальные
значения и предельные отклонения
составляющих звеньев (технологи-
ческих размеров) , и -
1
A
3
A
4
A
размер совпадает с конструк-
4
A
торским размером, размеры и
1
A
3
A
найдены из ранее рассмотрен-
ных технологических размерных
цепей. Известен допуск размера .
2
A
Требуется найти номинальное зна-
чение и предельные отклонения этого технологического размера. Такая за-
дача, которая также относится к смешанной, имеет следующее решение.
Проверяется возможность обеспечения спроектированным техноло-
гическим процессом требуемой точности конструкторского размера. Это
делается в самом начале расчета технологических размеров.
При расчете методом максимума-минимума условие обеспечения
точности конструкторского размера записывается в виде
∑
+
=
≥
pn
i
i
1
TAТК . (3.7)
При расчете вероятностным методом (в предположении о нормаль-
ном распределении технологических размеров и ) это условие
σ= 6TA
i
принимает вид
A
1
→
A
3
A
4
→
←
K
A
2
←
Рис.3.11. Технологическая размерная цепь
с замыкающим звеном – конструкторским
размером
()
∑
+
=
≥
pn
i
i
1
2
TAТК . (3.8)
Если неравенства (3.7) или (3.8) выполняются, то затем из уравнения
(см.рис.3.11)
с
3
с
2
с
4
с
1
c
ААААК −−+=
находится среднее значение технологического размера
2
A
.
cс
3
с
4
с
1
с
2
КАААА −−+=
Этот размер записывается в виде
2
ТА
А
2
с
2
±
.
Если указанные неравенства не выполняются, то необходимо либо
несколько ужесточить допуски на технологические размеры (это потребует
более частых подналадок технологических систем), либо внести упомяну-
тые в начале этого раздела изменения в технологический процесс изготов-
ления детали.
При необходимости пересчета номинальных значений технологиче-
ских размеров (с их средних значений) следует воспользоваться соотноше-
нием (3.6).
3.3.2. Расчет технологических размеров при проектировании
технологического процесса изготовления детали типа тела вращения
Более подробно методику расчета технологических размеров рас-
смотрим на конкретном примере. В качестве такого примера возьмем тех-
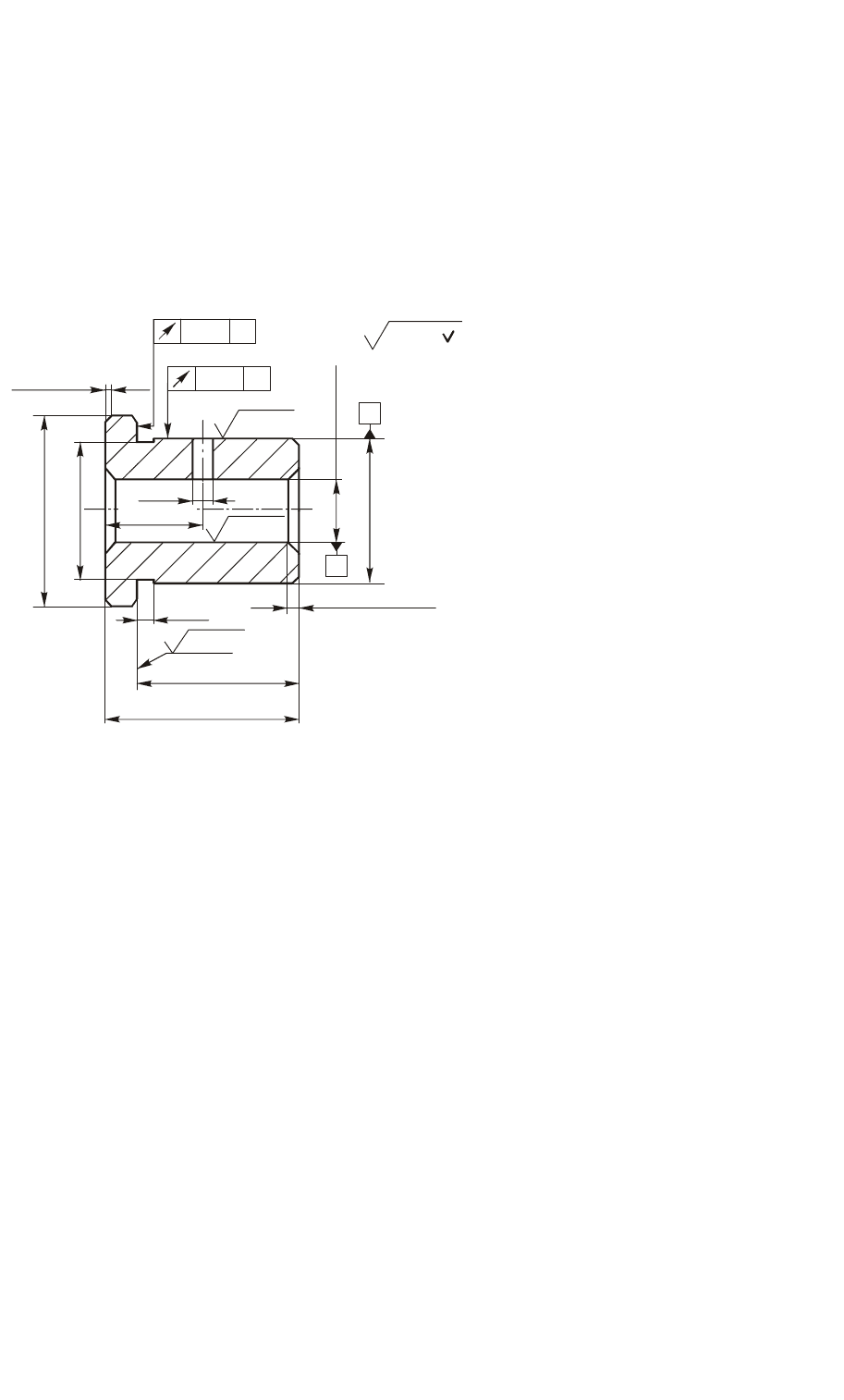
нологический процесс изготовления втулки, эскиз которой приведен на
рис.3.12. Втулка получается из круглого проката обычной точности. Тех-
нологический процесс ее изготовления с условным обозначением техноло-
гических размеров представлен в табл.3.1.
56
Продольные технологические размеры обозначены буквой , диа-А
метральные – буквой с соответствующими индексами. Напомним, что
Д
первая цифра индекса технологического размера соответствует номеру
операции, при выполнении которой получается этот размер, а вторая - но-
меру перехода или порядковому номеру размера.
0,03
Б
0,03
А
Б
Ra
1,25
40
-0,39
R
a
1,25
3
+0,4
34 0,31
±
20,445
2
±×°
фаски
Ra
1,25
А
1
3 фаски
±×°
0,4 45
∅
40
-0,39
∅
29
-0,33
∅
4
-0,3
20 0,26
±
∅
14
+0,027
∅
30
-0,033
Rz
40 ( )
Рис.3.12. Эскиз втулки
(сталь ШХ15, 60…64)
Э
HRC
Технологический процесс (см. табл.3.1) содержит термическую опе-
рацию, изменением размеров заготовки при осуществлении которой будем
пренебрегать.
Сначала, как правило, рассчитываются диаметральные, а затем –
продольные технологические размеры. Такой порядок расчета продикто-
ван тем, что обработка поверхностей вращения может сопровождаться из-
менением продольных размеров заготовки.
57

Таблица 3.1
Операция (номер
и наименование)
Переход, пози-
ция (номер)
Приспособление
Эскиз
Содержание
переходов
1 2 3 4 5
1
∅
Д
0
Центровать то-
рец
2
∅
Д
1.2
Сверлить от-
верстие
3
Трехкулачковый самоцентрирующий патрон
∅
Д
1.3
Зенкеровать
отверстие
1. Токарно-револьверная
4
Трехкулачковый самоцентрирую-
щ
ий пат
р
он
∅
Д
1.4
∅
Д
1.5
A
1.2
A
1.1
Подрезать то-
рец, обточить
поверхности
∅Д
1.4
и ∅Д
1.5
,
выдержав раз-
меры А
1.1
и А
1.2
58

Продолжение табл. 3.1
5
∅
Д
1.6
A
1.3
A45
1.6
×°
A45
1.5
×°
A45
1.4
×°
Обточить по-
верхность
∅Д
1.6
, выдер-
жав размер А
1.3
,
снять фаски
А
1.5
×45° и
А
1.6
×45°
1. Токарно-револьверная
6
Трехкулачковый самоцентрирующий патрон
∅
Д
1.7
A
1.9
A
1.7
A
1.8
Проточить ка-
навку ∅Д
1.7
,
выдержав раз-
меры А
1.7
и А
1.8
,
отрезать заго-
товку, выдер-
жав размер А
1.9
2. Токарно-револьверная
1
Трехкулачковый самоцентри-
ру
ю
щ
ий пат
р
он
A
2.1
A45
2.2
×°
A45
2.3
×°
Подрезать то-
рец, выдержав
размер А
2.1
,
снять фаски
А
2.2
×45° и
А
2.3
×45°
3. Вертикально-
сверлильная
1
Специальное (призма)
A
31.
∅
Д
3.1
Сверлить от-
верстие ∅Д
3.1
,
выдержав раз-
мер А
3.1
1 2 3 4 5
59
Продолжение табл. 3.1
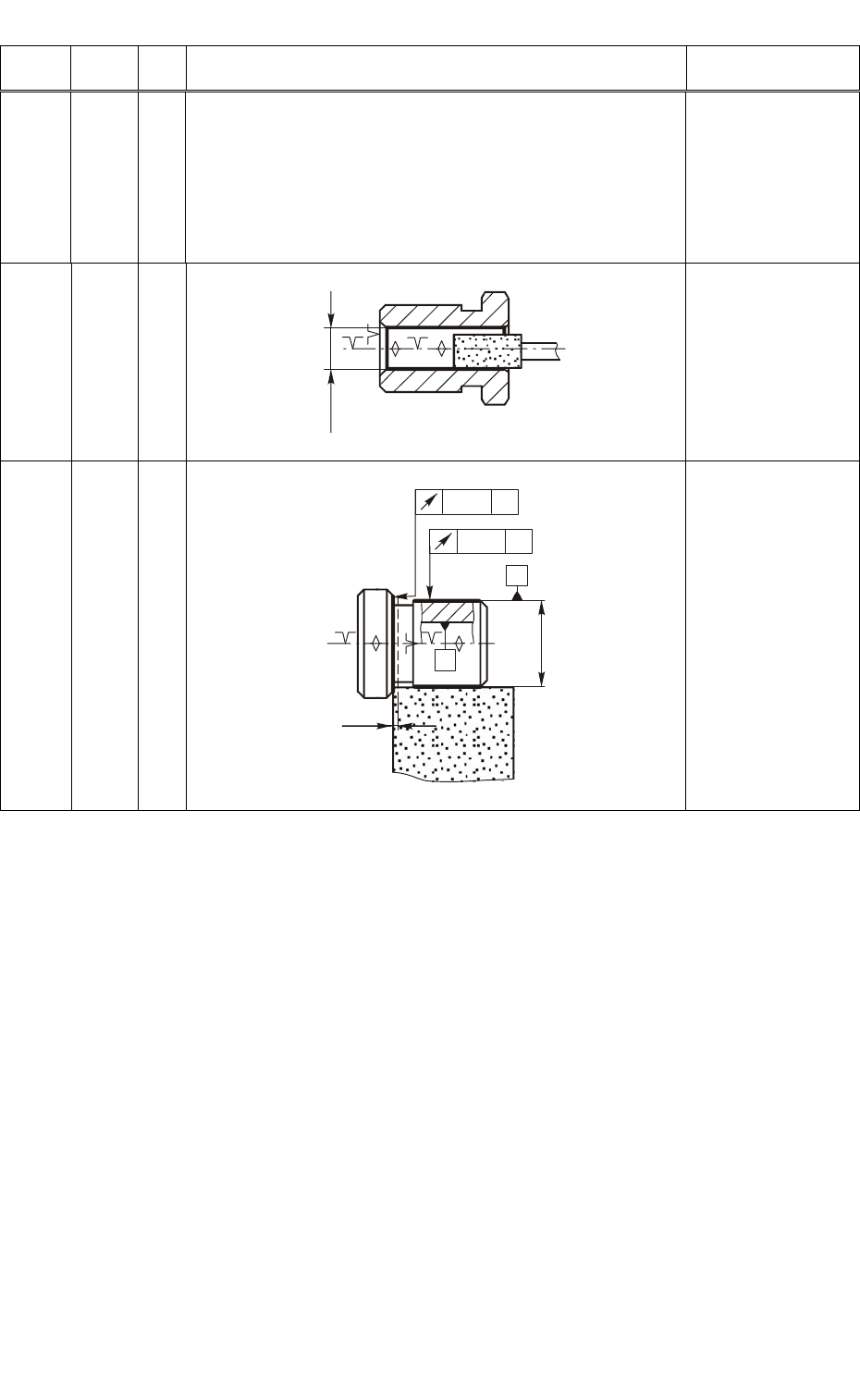
4. Термическая
1
Закалить, от-
пустить,
HRC
Э
60…63
5. Внутри-
шлифовальная
1
Цанговый патрон
∅
Д
4.1
Шлифовать от-
верстие
6. Кругло-шлифовальная
1
Коническая центровая оправка
A
51
∅
Д
51
0,03
Б
0,03
А
А
Б
Шлифовать по-
верхность ∅Д
51
и торец,
выдержав раз-
мер А
51
1 2 3 4 5
3.3.2.1. Расчет диаметральных технологических размеров
В рассматриваемом примере этот расчет, как и в большинстве случа-
ев, производится из условия обеспечения минимальных припусков на об-
работку. Расчет выполняется методом максимума-минимума с использова-
нием способа средних значений.
Для расчета составляются размерные схемы технологических мар-
шрутов обработки поверхностей вращения втулки, показанные на рис.3.13.
На схемах буквой с буквенно-цифровым индексом обозначены диамет-
К
ральные конструкторские размеры (буква в индексе означает, что кон-
Д
60