Севостьянов А.Г. и др. Механическая технология текстильных материалов
Подождите немного. Документ загружается.

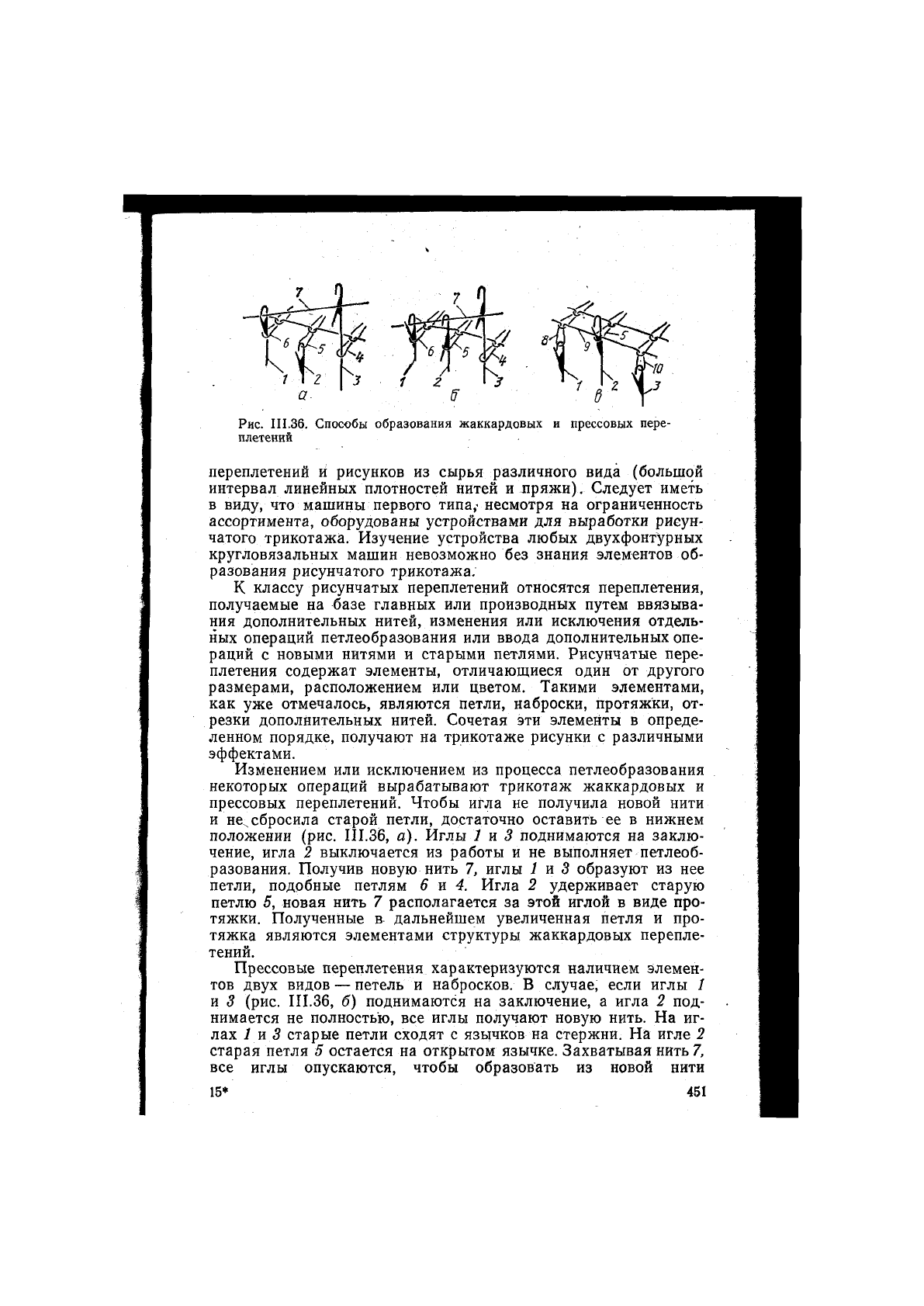
Рис. III.36. Способы образования жаккардовых и прессовых пере-
плетений
переплетений и рисунков из сырья различного вида (большой
интервал линейных плотностей нитей и пряжи). Следует иметь
в виду, что машины первого типа,- несмотря на ограниченность
ассортимента, оборудованы устройствами для выработки рисун-
чатого трикотажа. Изучение устройства любых двухфонтурных
кругловязальных машин невозможно без знания элементов об-
разования рисунчатого трикотажа;
К классу рисунчатых переплетений относятся переплетения,
получаемые на базе главных или производных путем ввязыва-
ния дополнительных нитей, изменения или исключения отдель-
ных операций петлеобразования или ввода дополнительных опе-
раций с новыми нитями и старыми петлями. Рисунчатые пере-
плетения содержат элементы, отличающиеся один от другого
размерами, расположением или цветом. Такими элементами,
как уже отмечалось, являются петли, наброски, протяжки, от-
резки дополнительных нитей. Сочетая эти элементы в опреде-
ленном порядке, получают на трикотаже рисунки с различными
эффектами.
Изменением или исключением из процесса петлеобразования
некоторых операций вырабатывают трикотаж жаккардовых и
прессовых переплетений. Чтобы игла не получила новой нити
и перебросила старой петли, достаточно оставить ее в нижнем
положении (рис. III.36, а). Иглы 1 и 3 поднимаются на заклю-
чение, игла 2 выключается из работы и не выполняет петлеоб-
разования. Получив новую нить 7, иглы i и 3 образуют из нее
петли, подобные петлям 6 я 4. Игла 2 удерживает старую
петлю 5, новая нить 7 располагается за этой иглой в виде про-
тяжки. Полученные в дальнейшем увеличенная петля и про-
тяжка являются элементами структуры жаккардовых перепле-
тений.
Прессовые переплетения характеризуются наличием элемен-
тов двух видов — петель и набросков. В случае, если иглы 1
и 3 (рис. П1.36, б) поднимаются на заключение, а игла 2 под-
нимается не полностью, все иглы получают новую нить. На иг-
лах 1 vl3 старые петли сходят с язычков на стержни. На игле 2
старая петля 5 остается на открытом язычке. Захватывая нить 7,
все иглы опускаются, чтобы образовать из новой нити
15* 451
петли. Но игла 2 не выполняет операцию нанесения. Старая
петля 5 на этой игле вместе с новой нитью 7 выносится под крю-
чок. Иглы / й 5 образуют обычные петли, подобные петлям 6
и 4, а игла 2 будет иметь увеличенную петлю 5 и набросок
нити 7. Набросок можно получить другим способом, исключив
сбрасывание и следующие за ним операции кулирования, фор-
мирования и оттяжки. Для этого при обычном процессе на иг-
лах / и 3 (рис. П1.36, в), где формируются петли 8 и 10, игла2,
проделав вместе с другими иглами все операции петлеобразо-
вания до операции сбрасывания, остается опущенной не пол-
ностью. Старая петля 5, закрыв язычок, дальше не движется,
а остается в положении нанесения. Новая нить располагается
ria игле 2 в виде наброска 9 под крючком.
Чтобы иметь возможность исключить из процесса вязания
лишь некоторые операции петлеобразования, применяют иглы,
различающиеся формой или размерами отдельных элементов.
Наибольшее распространение получили две разновидности: от-
бор игл с пяточками различной высоты и отбор игл с пяточками
на разных уровнях. Эти виды отбора могут осуществляться
в сочетании и предусматривать применение не только игл раз-
личных позиций, но и толкателей.
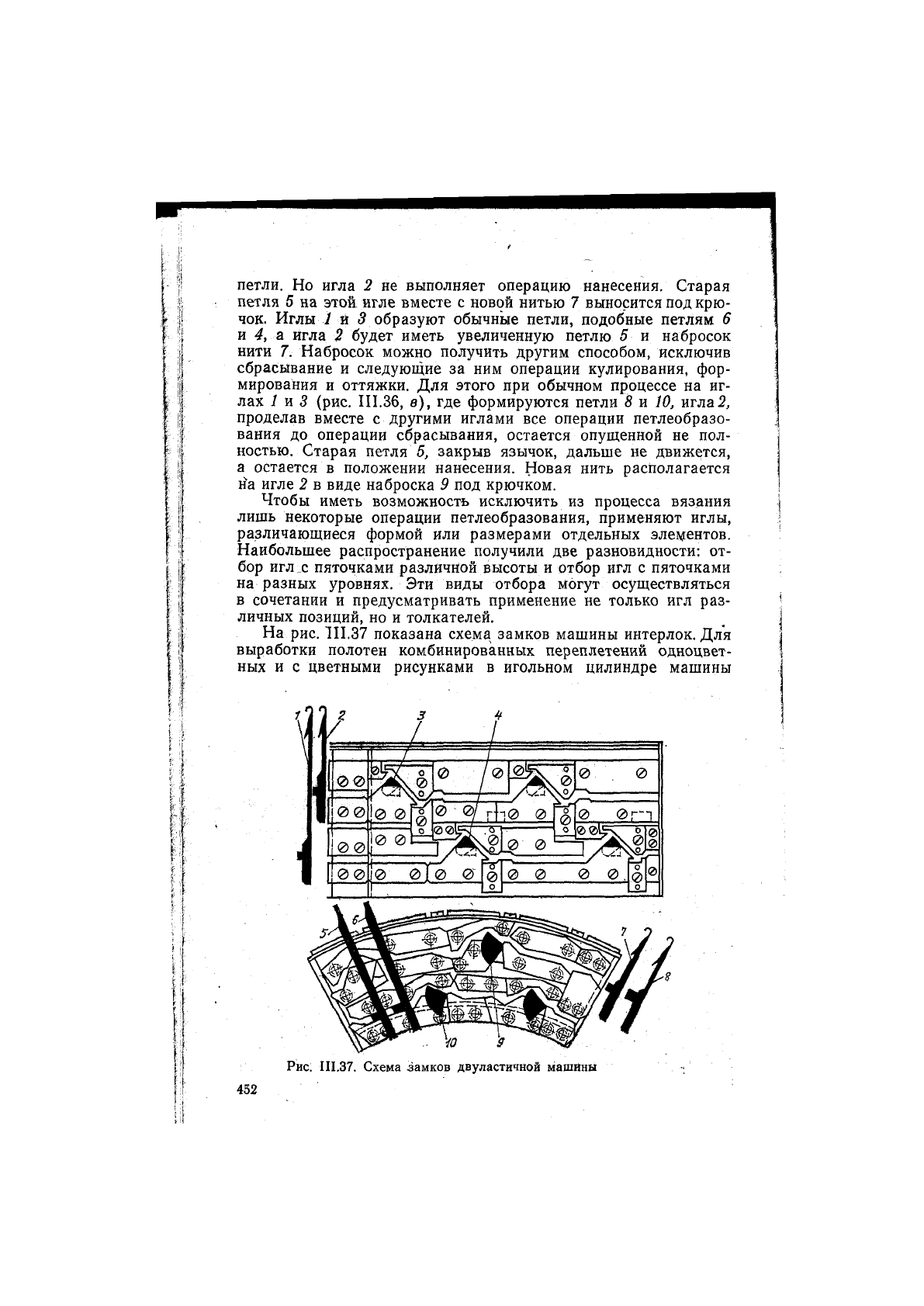
На рис. 1П.37 показана схема замков машины интерлок. Для
выработки полотен комбинированных переплетений одноцвет-
ных и с цветными рисунками в игольном цилиндре машины
Рис. III.37. Схема замков двуластичной машины
имеются иглы двух позиций. Игла 2 короче иглы 1. Игле каж-
дой позиции соответствует свой замочный канал. Заключающие
клинья 3 и 4 двух замочных каналов могут быть включены для
неполного или полного подъема или для каждой позиции. Пере-
плетение может иметь прессовые петли во всех петельных стол-
биках лицевой стороны, в столбиках, вырабатываемых иглами
одной или другой позиции.
В диске применен другой вариант разделения игл. Заклю-
чающие клинья 9 и W каждого канала замков состоят из двух
отдельно поворачивающихся частей. Каждая из частей может
занимать два или три положения — полностью включенное, не
полностью включенное и выключенное. Слоеные клинья исполь-
зуются для разделения игл, различающихся высотой пяточки.
Игла 7, так же как и длинная игла 5, имеет низкую пяточку.
Иглы б и S имеют высокие пяточки. При включении обеих ча-
стей заключающего клина полный подъем получают все иглы.
Если же включена дальняя от игольницы часть клина, то на
заключение выдвигаются только иглы с высокими пяточками.
Если поставить в положение неполного включения второй слой
клина, то игЛы с низкими пяточками будут выполнять неполное
заключение. Это позволяет получать прессовые петли в столби-
ках, вырабатываемых только длинными иглами с низкими пя-
точками, только короткими иглами с низкими пяточками, всеми
длинными, всеми короткими или всеми иглами диска.
Трикотаж прессовых переплетений может быть регулярным
и нерегулярным. Регулярным называется трикотаж, при вяза-
нии которого за определенное число циклов петлеобразования
каждая игла провязывает по одной петле. Если за это время
одни иглы провязывают по одной петле, а другие не провязы-
вают петель или провязывают более одной петли, то трикотаж
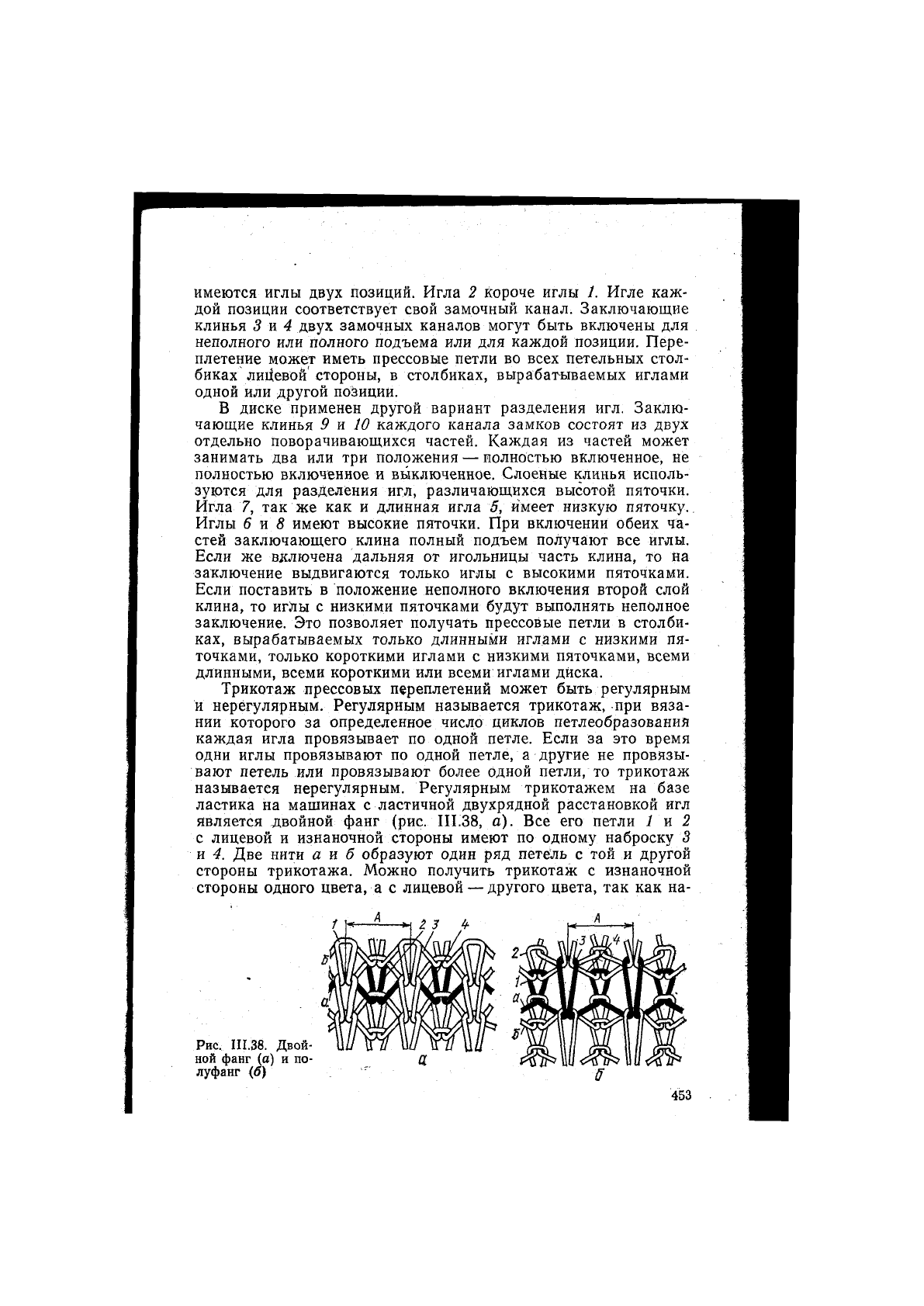
называется нерегулярным. Регулярным трикотажем на базе
ластика на машинах с ластичной двухрядной расстановкой игл
является двойной фанг (рис. П1.38, а). Все его петли 1 v. 2
с лицевой и изнаночной стороны имеют по одному наброску 3
и 4. Две нити й и б образуют один ряд петель с той и другой
стороны трикотажа. Можно получить трикотаж с изнаночной
стороны одного цвета, а с лицевой — другого цвета, так как на-
Рис. III.38. Двой-
ной фанг (а) и по-
луфанг {6)
броски почти незаметны. Обе стороны имеют одинаковый внеш-
ний вид — ярко выраженное ребристое строение петельных стол-
биков. Заход петельных столбиков, характерный для ластика,
в фанге отсутствует.
Примером нерегулярного прессового трикотажа является
двойной полуфанг (рис. III.38, б). Полуфанг содержит изнаноч-
ные столбики из петель 1 п 2 ластика, образованные пооче-
редно из нитей а и б, и лицевые столбики прессовых петель S
из нитей а. Каждая прессовая петля имеет по одному наб-
роску 4 нити б. Одна сторона трикотажа состоит из петель с на-
бросками подобно фангу, а другая сторона — из мелких петель
без набросков. Раппорт состоит из двух рядов: первого, как
у фанга (из петель на одной стороне и набросков на другой),
и второго ряда, включающего только петли ластика
1
+ 1. Од-
ному ряду петель с набросками на лицевой стороне соответ-
ствуют два петельных ряда другой стороны. Полуфанг и фанг
обладают сравнительно небольшой растяжимостью в ширину
и хорошей формоустойчивостью, получили широкое распростра-
нение при изготовлении верхних трикотажных изделий.
Полуфанг и фанг могут быть получены и на основе дву-
ластика.
При вязании на ластичных и двуластичных машинах особое
внимание уделяется созданию условий получения трикотажа,
равномерного по плотности. В противном случае возникает раз-
нодлинность изделий, которая неустранима и в стадии отделки.
Основной причиной возникновения разнодлинности изделий яв-
ляется нестационарность натяжения нитей в процессе петлеоб-
разования. В связи с этим большинство двухфонтурных кругло-
вязальных машин оборудовано механизмами принудительной
нитеподачи, при которой обеспечивается принудительное сматы-
вание нити с, паковки и создаются условия для стабилизации
натяжения нити при движении к петлеобразующим органам.
В основном используют два вида механизмов подачи нити —
ленточный и с нитенакопителями. Ленточный механизм пози-
тивной нитеподачи подает нити к иглам всех петлеобразующих
систем с постоянной скоростью.
Длина нити в петле определяется исключительно скоростью
нити и не зависит от глубины кулирования. Должно быть вы-
полнено условие материального баланса: сколько нити подво-
дится к петлеобразующим органам, столько и расходуется на
образование петель. Установка кулирных клиньев осуществля-
ется в зависимости от скорости нити в отличие от пассивной ни-
теподачи, когда глубина кулирования становится превалирую-
щим фактором и определяет длину нити в петле. Регулирование
положения кулирных клиньев во всех системах производится по
одному независимому постоянному параметру — скорости нити.
Благодаря этому устраняются колебания глубины кулирования
в различных петлеобразующих системах и вырабатывается три-
KofaJK с равномерными пб длйне
петлями. Для подачи нити с раз-
личной скоростью применяется
дискретное или непрерывное ре-
гулирование скорости.
Для вязания полотен рисун-
чатых переплетений, когда в пет-
леобразующих системах расходу-
ется разное количество нити,
применяются нитенакопители
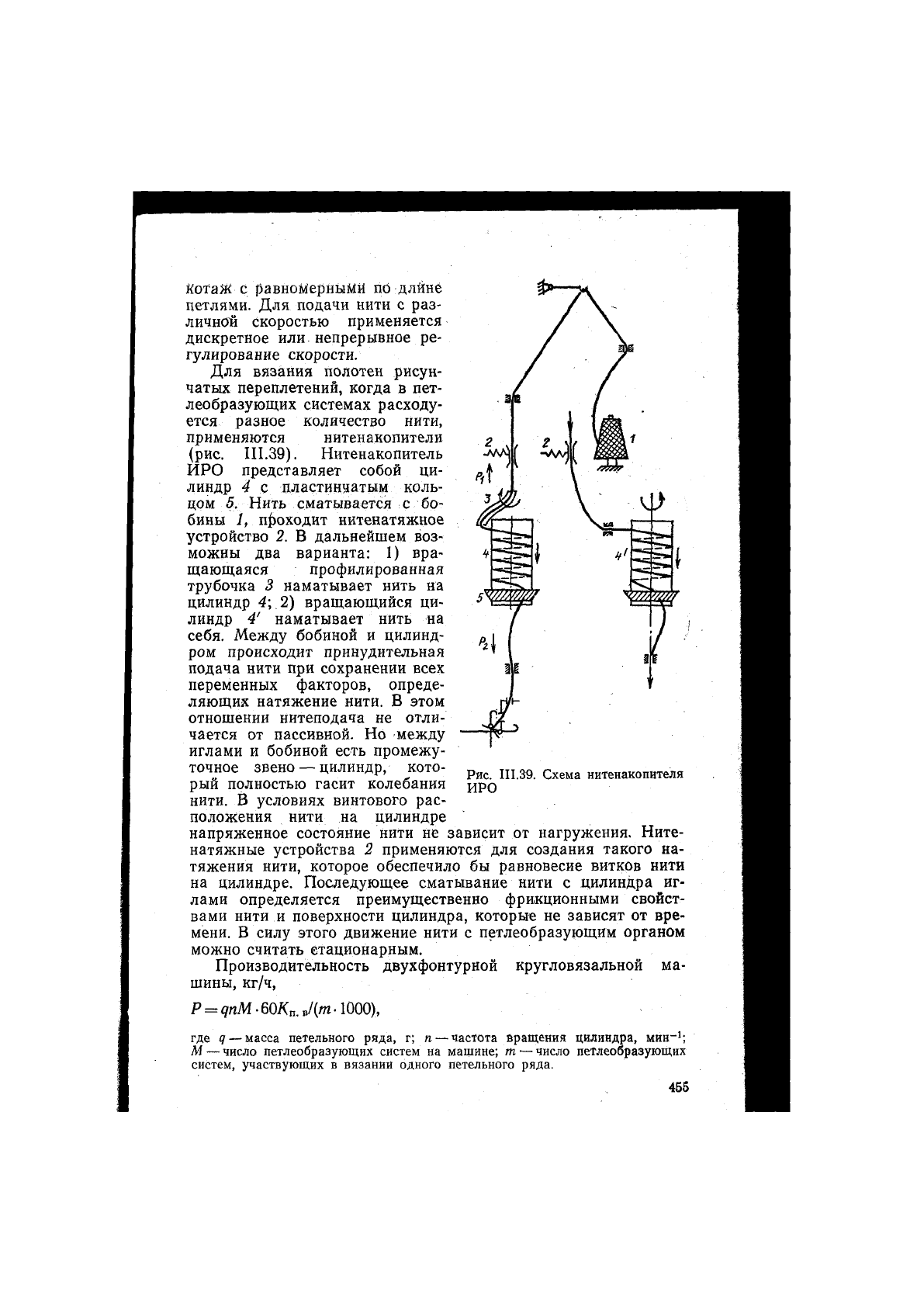
(рис. III.39). Нитенакопитель
ИРО представляет собой ци-
линдр 4 с пластинчатым коль-
цом 5. Нить сматывается с бо-
бины 1, п^)оходит нитенатяжное
устройство 2. В дальнейшем воз-
можны два варианта: 1) вра-
щающаяся профилированная
трубочка 3 наматывает нить на
цилиндр 4; 2) вращающийся ци-
линдр 4' наматывает нить на
себя. Между бобиной и цилинд-
ром происходит принудительная
подача нити при сохранении всех
переменных факторов, опреде-
ляющих натяжение нити. В этом
отношений нитеподача не отли-
чается от пассивной. Но между
иглами и бобиной есть промежу-
точное звено — цилиндр, кото-
рый полностью гасит колебания
нити. В условиях винтового рас-
положения нити на цилиндре
напряженное состояние нити не зависит от нагружения. Ните-
натяжные устройства 2 применяются для создания такого на-
тяжения нити, которое обеспечило бы равновесие витков нити
на цилиндре. Последующее сматывание нити с дилиндра иг-
лами определяется преимущественно фрикционными свойст-
вами нити и поверхности цилиндра, которые не зависят от вре-
мени. В силу этого движение нити с петлеобразующим органом
можно считать стационарным.
Производительность двухфонтурной кругловязальной ма-
шины, кг/ч,
P = qnM-60Kn.Afn-l000),
Ряс. III.39. Схема нитенакопителя
ИРО
где
Ч'
—масса петельного ряда, г; га —частота вращения цилиндра, мин-';
Л1
—число петлеобразующих систем на мавдине; т —число петлеобразующих
систем, участвующих в вязаний одного петельного ряда.
' 1
V ч.
ГII
Масса петельного ряда
q={U + aU)uT-lQ-\ ,
где Iti — длина нити в петле лицевой стороны, мм; а — число изнаночнЦх Пе-
тель, приходящихся на одну лицевую петлю; /и — длина нити в петле изна-
ночной стороны, мм; и — число игл в цилиндре; Т — линейная плотность
нити, текс.
Увеличение числа петлеобразующих систем и скорости вяза-
ния дает увеличение производительности, но это увеличение не-
линейно, так как приведенные параметры противоположным
образом влияют на КПВ машины. Условием эффективного ис-
пользования достижений современной техники и технологии яв-
ляется автоматизация процесса вязания. Сюда же можно от-
нести использование 1иеханизмов накатки, рассчитанных на
прием рулонов полотна диаметром до 1 м и массой до 250 кг,
а также напольных шпулярников с бобинами массой до 5 кг
каждая.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие особенности строения имеет двойной поперечновязаный три-
котаж?
2. Канон процесс петлеобразования При изготовлении двойного попе-
речновязаного трикотажа?
Глава 5. ПРОИЗВОДСТВО ЧУЛОЧНО-НОСОЧНЫХ
ИЗДЕЛИЙ
1. виды ЧУЛОЧНЫХ ИЗДЕЛИИ
Кругловязальные машины для выработки чулочно-носочных из-
делий можно разделить на три основные группы: 1) для изго-
товления тонких женских чулок и колготок, 2) носков и голь-
фов и 3) детских колготок.
Для вязания женских колготок и чулок предназначены одно-
цилиндровые круглочулочные автоматы высоких классов (32—
34). Диаметр игольного цилиндра 374—4 дюйма. В последнее
время достигнуты огромные скорости вязания, частота враш.е-
ния игольного цилиндра доведена до 850—1000 мин~'. На ма-
шинах установлены рисунчатые механизмы, позволяющие полу-
чать изделия с разнообразными рисунками. Машины оборудо-
ваны пневматической системой оттяжки изделий.
Все виды носков (мужские, женские и детские) вяжутся
в основном на одноцилиндровых кругловязальных автоматах,
выпускаемых в диапазоне классов от 5 до 22. Носочные одно-
цилиндровые машины имеют две или три петлеобразующие си-
стемы с диаметрами игольного цилиндра 2®/4—4 дюйма. Ча-
стота вращения игольного цилиндра 220-^400 мин-^. Совершен-
ствование производства ведется в направлейиях получения за-
конченных изделий, применения электронных устройств, в том
числе и для отбора рабочих органов при узорообразовании, рас-
ширения ассоря-иментных возможностей.
Для производства высококачественных носочных- изделий и
детских колготок применяют двухцилиндровые кругловязальные
машины б—18 классов. Частота враш;'ения игольных цилиндров
сравнительно невысокая и колеблется от 165 до 300 мин~'.
Число петлеобразующих систем не превышает трех. Машины
изготавливаются с игольными цилиндрами диаметром 2V2—:5
дюймов и оснащаются совершенными механизмами оттяжки из-
делий, соединяющими механическую систему для оттяжки во
время заработки изделий и пневматическую систему, которая
работает постоянно в течение вязания всего изделия. Появи-
лись двухцилиндровые кругл(^вязальные машины с электрон-
ным отбором игл и с электрбнными устройствами для управле-,
ния работой машины по заданной программе.
Разнообразие машин велико, они выпускаются как в СССР,
так и за рубежом. Практически любой вариант машины отли-
чается от остальных. Детальное изучение оборудования кругло-
чулочного производства здесь невозможно. Но в этом и нет не-
обходимости. Ограничиваясь наиболее простыми примерами
имеющими важнейшее практическое значение, рассмотрим ос-
новные положения технологии производства чулочно-носочных
изделий. На базе этих положений возможно понимание сущно-
сти основ технологии и дальнейшего развития производства.
2. ОДНОЦИЛИНДРОВЫЕ КРУГЛОЧУЛОЧНЫЕ АВТОМАТЫ
Петлеобразующими органами являются язычковые иглы, пла-
тины, нитеводы, число которых доведено до 5—7 в каждой пет-
леобразующей системе. Особенность игл одноцилиндрового ав-
томата— наличие в игле специальной выемки для возможности
подгиба игл. Благодаря изгибу иглы создается трение опреде-
ленной величины между иглой и стенками паза цилиндра. Под-
вижные относительно своей поверхности платины имеют на-
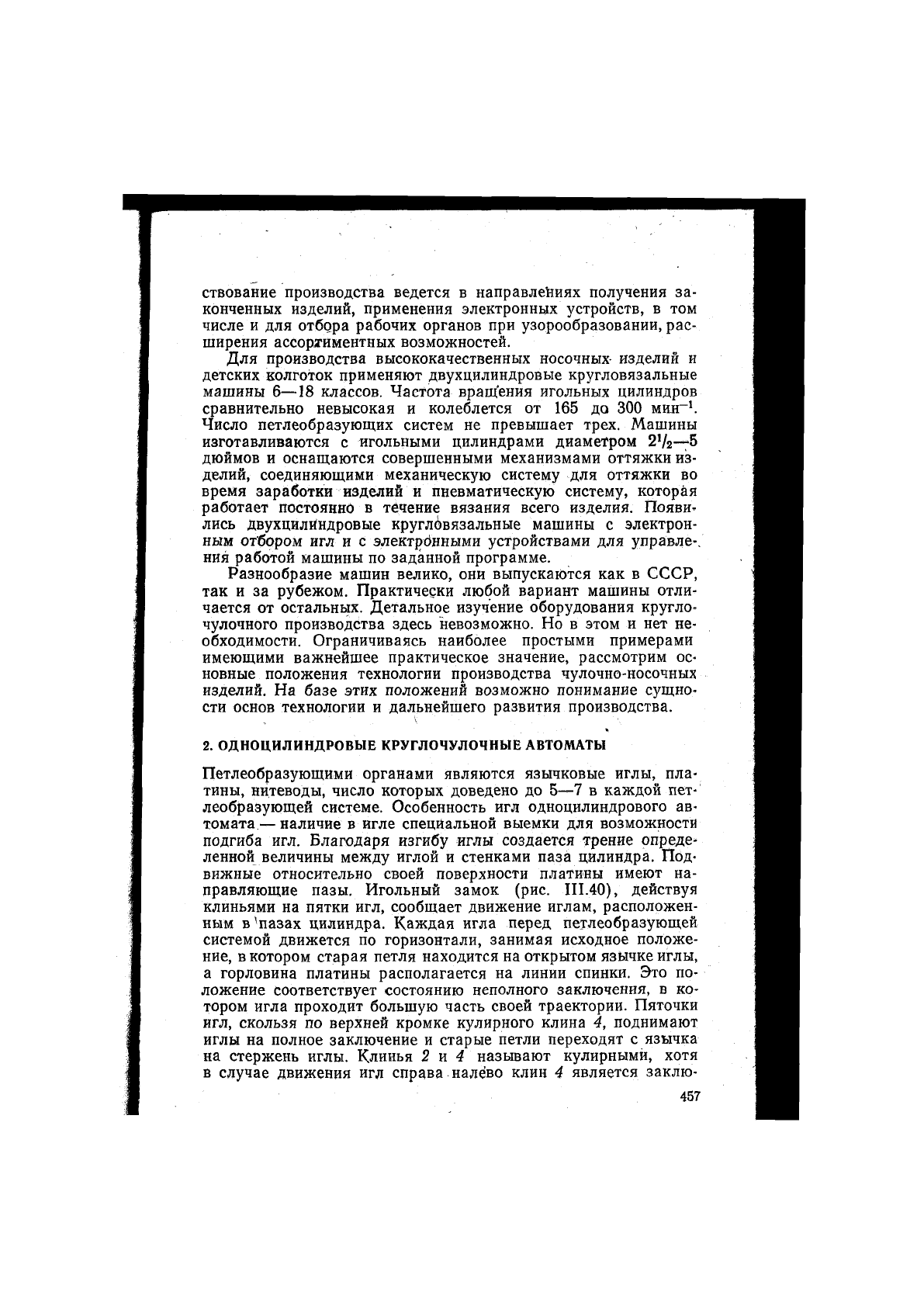
правляющие пазы. Игольный замок (рис. П1.40), действуя
клиньями на пятки игл, сообщает движение иглам, расположен-
ным в^пазах цилиндра. Каждая игла перед петлеобразующей
системой движется по горизонтали, занимая исходное положе-
ние, в котором старая петля находится на открытом язЫчке иглы,
а горловина платины располагается на линии спинки. Это по-
ложение соответствует состоянию неполного заключения, в ко-
тором игла проходит большую часть своей траектории. Пяточки
игл, скользя по верхней кромке кулирного клина 4, поднимают
иглы на полное заключение и старые петли переходят с язычка
на стержень иглы. Клинья 2 я 4 называют кулирными, хотя
в случае движения игл справа налево клин 4 является заклю-
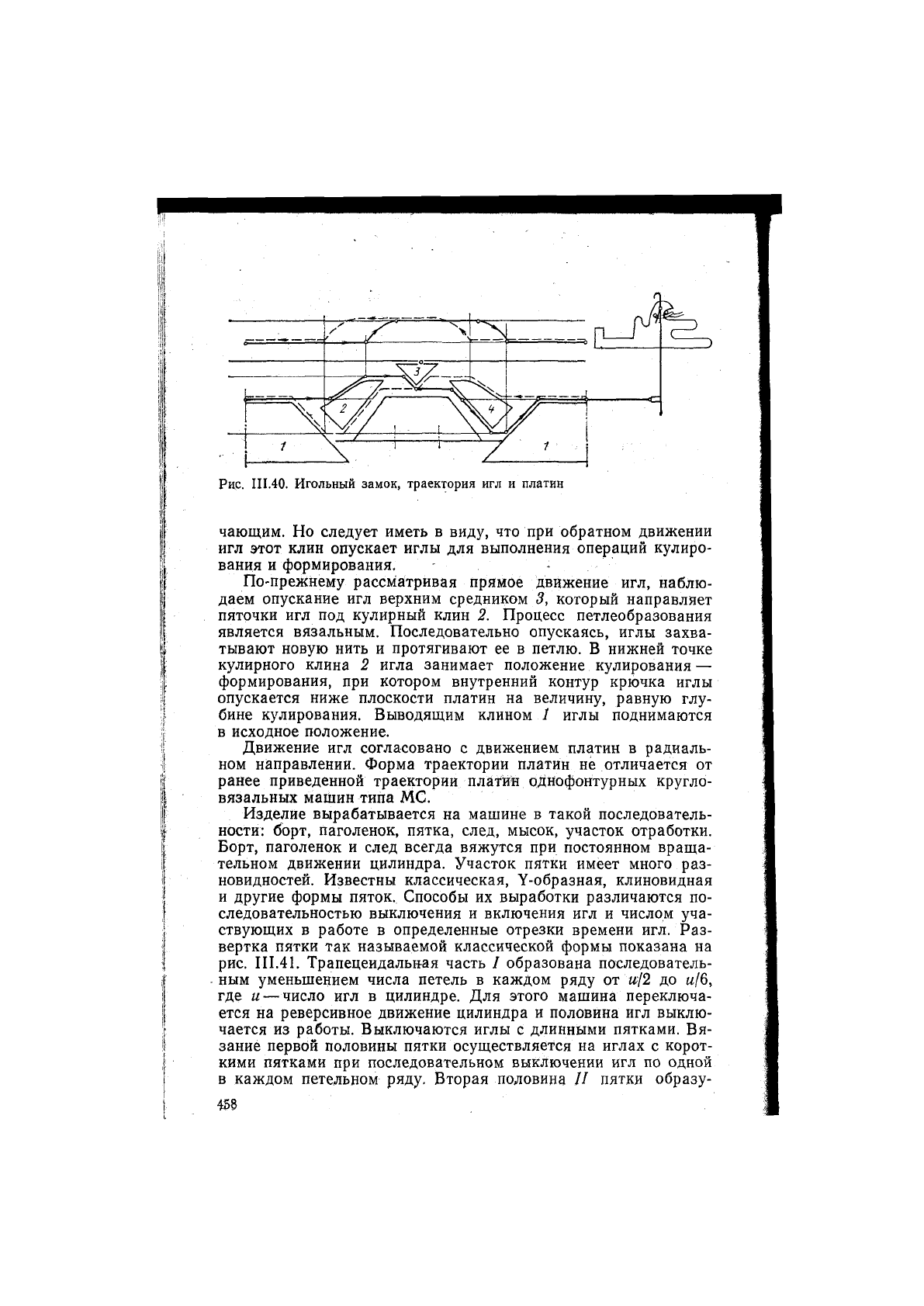
Рис. III.40. Игольный замок, траектория игл и платин
чающим. Но следует иметь в виду, что при обратном движении
игл этот клин опускает иглы для выполнения операций кулиро-
вания и формирования.
По-прежнему рассматривая прямое движение игл, наблю-
даем опускание игл верхним средником 3, который направляет
пяточки игл под кулирный клин 2. Процесс петлеобразования
является вязальным. Последовательно опускаясь, иглы захва-
тывают новую нить и протягивают ее в петлю. В нижней точке
кулирного клина 2 игла занимает положение кулирования —
формирования, при котором внутренний контур крючка иглы
опускается ниже плоскости платин на величину, равную глу-
бине кулирования. Выводящим клином 1 иглы поднимаются
в исходное положение.
Движение игл согласовано с движением платин в радиаль-
ном направлении. Форма траектории платин не отличается от
ранее приведенной траектории платин однофонтурных кругло-
вязальных машин типа МС.
Изделие вырабатывается на машине в такой последователь-
ности: борт, паголенок, пятка, след, мысок, участок отработки.
Борт, паголенок и след всегда вяжутся при постоянном враща-
тельном движении цилиндра. Участок пятки имеет много раз-
новидностей. Известны классическая, Y-образная, клиновидная
и другие формы пяток. Способы их выработки различаются по-
следовательностью выключения и включения игл и числом уча-
ствующих в работе в определенные отрезки времени игл. Раз-
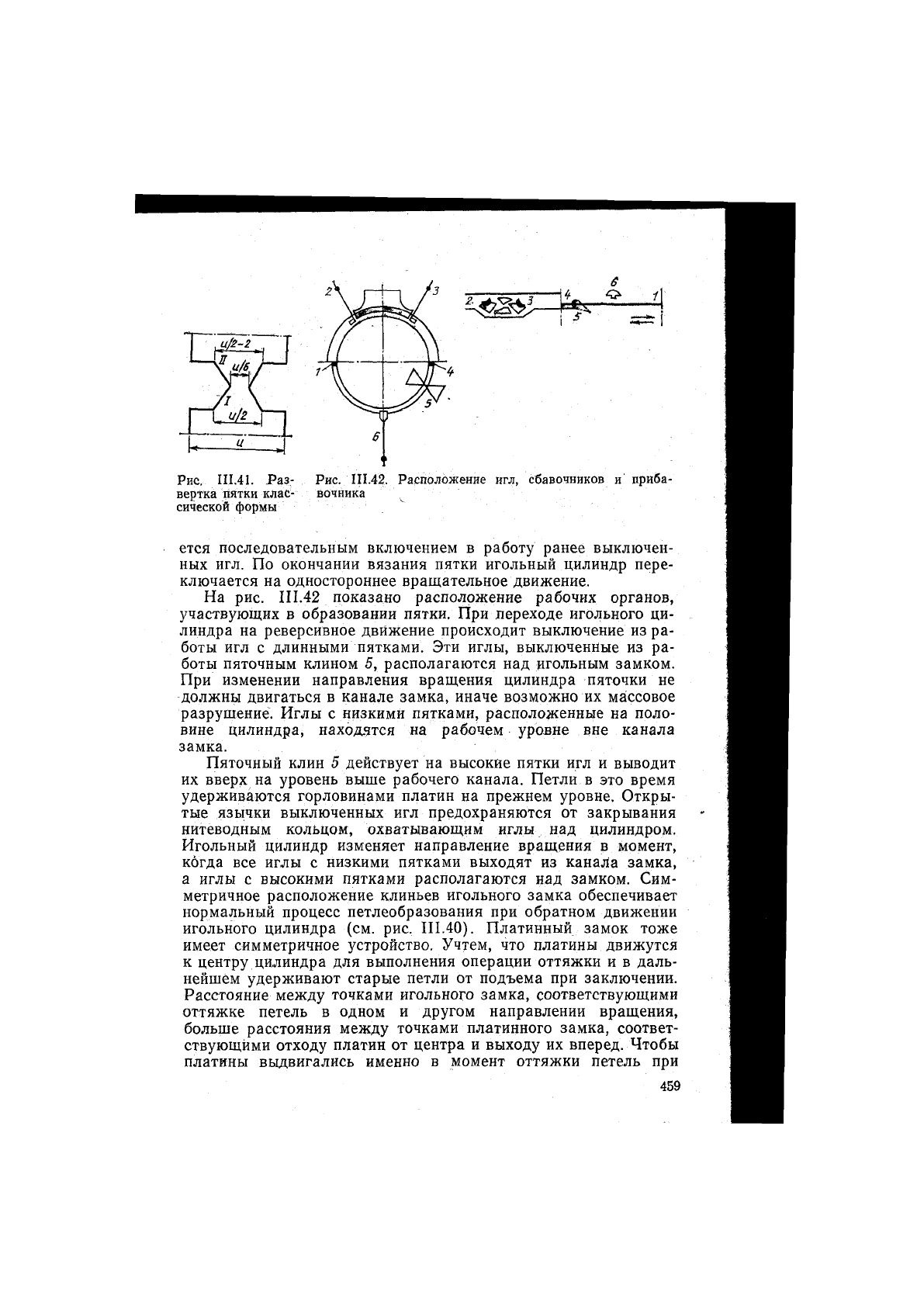
вертка пятки так называемой классической формы показана на
рис. П1.41. Трапецеидальная часть / образована последователь-
ным уменьшением числа петель в каждом ряду от »/2 до м/6,
где и — число игл в цилиндре. Для этого машина переключа-
ется на реверсивное движение цилиндра и половина игл выклю-
чается из работы. Выключаются иглы с длинными пятками. Вя-
зание первой половины пятки осуществляется на иглах с корот-
кими пятками при последовательном выключении игл по одной
в каждом петельном ряду. Вторая половина U пятки образу-
6
Рис. III.4I. Раз-
вертка пятки клас-
сической формы
Рис. III.42. Расположение игл, сбавочников и приба-
вочника
ется последовательным включением в работу ранее выключен-
ных игл. По окончании вязания пятки игольный цилиндр пере-
ключается на одностороннее вращательное движение.
На рис. II
1.42
показано расположение рабочих органов,
участвующих в образовании пятки. При переходе игольного ци-
линдра на реверсивное движение происходит выключение из ра-
боты игл с длинными пятками. Эти иглы, выключенные из ра-
боты пяточным клином 5, располагаются над игольным замком.
При изменении направления вращения цилиндра пяточки не
должны двигаться в канале замка, иначе возможно их массовое
разрушение. Иглы с низкими пятками, расположенные на поло-
вине цилиндра, находятся на рабочем уровне вне канала
замка.
Пяточный клин 5 действует на высокие пятки игл и выводит
их вверх на уровень выше рабочего канала. Петли в это время
удерживаются горловинами платин на прежнем уровне. Откры-
тые язычки выключенных игл предохраняются от закрывания
нитеводным кольцом, охватывающим иглы над цилиндром.
Игольный цилиндр изменяет направление вращения в момент,
кбгда все иглы с низкими пятками выходят из канала замка,
а иглы с высокими пятками располагаются над замком. Сим-
метричное расположение клиньев игольного замка обеспечивает
нормальный процесс петлеобразования при обратном движении
игольного цилиндра (см. рис. III.40). Платинный замок тоже
имеет симметричное устройство. Учтем, что платины движутся
к центру цилиндра для выполнения операции оттяжки и в даль-
нейшем удерживают старые петли от подъема при заключении.
Расстояние между точками игольного замка, соответствующими
оттяжке петель в одном и другом направлении вращения,
больше расстояния между точками платинного замка, соответ-
ствующими отходу платин от центра и выходу их вперед. Чтобы
платины выдвигались именно в момент оттяжки петель при
любом направлении врЩения цилиндра, платинный замок сМё-
щается при каждом изменении направления движения.
При вращении игольного цилиндра по чафвой стрелке край-
няя игла 1 (см. рис. III.42) с низкой пяткой встречается со сба-
вочником 2 и выключается им из работы, поднимаясь на уро-
вень игл с высокими пятками, выключенными пяточным кли-
ном. В следующем ряду при повороте игольного цилиндра про-
тив часовой стрелки выключается игла 4 сбавочником 3. В каж-
дом петельном ряду первой половины пятки чулка число петель
уменьшается на одну. Таким образом образуется трапецеидаль-
ная часть участка пятки. Число игл, выключаемых из работы,
составляет около'/б о,бщего числа игл в цилиндре.
При вязании второй половины пятки сбавочники остаются
в работе, включается прибавочник 6. Прибавка петель проис-
ходит при включении игл с низкими пятками, выключенных во
время вязания первой половины^ пятки чулка. Сбавочники про-
должают выключать по одйой игле в каждом ряду. Прибавоч-
ник включенный в работу, оказывается на траектории дви-
жения пяток выключенных игл. Под воздействием пяток этих
игл прибавочник опускается направляющей плоскостью и уста-
навливает две крайние иглы на уровень рабочего канала. Сле-
довательно, за каждый оборот игольного цилиндра в работу
включаются две иглы, выключается одна, и в каждом петель-
ном ряду второй половины пятки прибавляется по одной петле.
Такая последовательность включения и выключения игл дает
высокую прочность соединения петель пяточного шва. После за-
вершения прибавки игл пяточный клин занимает рабочее поло-
жение и опускает все выключенные иглы. Игольный цилиндр
переводится на одностороннее движение, выключается сбавоч-
ник. После смены нитеводов вырабатывается след изделия.
Для получения наиболее объемной формы пятки использу-
ется другая последовате^льность сбавки и прибавки игл.
Процессы при вязании пятки определяют режим и конструк-
цию машин. Наибольшее число петлеобразующих систем, кото-
рое размещается на половине окружности игольного цилиндра,
обычно не превышает \рех. Вторая половина окружности не
может быть занята замками петлеобразующей системы, так как
для изменения направления вращения цилиндра следует выво-
дить все пятки игл из канала замков. В связи со стремлением
увеличить производительность машин за счет увеличения числа
петлеобразующих систем получили распространение машины,
вырабатывающие пятку при одностороннем вращении иголь-
ного цилиндра. В этих условиях число систем возрастает до 8,
а на некоторых типах автоматов — до 12. Участок пятки усили-
вается дополнительной нитью, а затем изделие формуется и
этот участок приобретает требуемую форму. Пятка имеет менее
совершенный вид, способ применяется только для чулок из кап-
роновых нитей. Лучшую форму пятки имеют чулки, вырабаты-