Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 4. Сортопрокатное и волочильное производство
400
Применение стыковой сварки заготовок проволоки сердечника и ленты обеспечивает не-
прерывность процесса.
На лабораторной установке в качестве сердечника использовали проволоку диаметром 2,2
мм из стали 08 КП отожженную и протравленную, а также алюминиевую ленту мягкую, толщиной
0,3
мм, шириной 12 мм. Это позволяло получать биметаллическую проволоку диаметром 2,8 мм с
содержанием алюминия 38,2% по площади сечения или 17,6% по массе. Применяя проволоку-
сердечник диаметром 2,37 мм и ленту 0,2 х 12 мм, получили проволоку с содержанием алюминия
28% по площади сечения (12% по массе), а при диаметре сердечника 2,00 мм и ленте 0,4; 0,2 мм -
48% и 24,2% соответственно.
Скорость наложения ленты на сердечник составляла 0,1-0,3 м/сек. и определялась качест-
вом подготовки поверхности стальной проволоки-сердечника.
Волочение проволоки производили на стане ВСМ 1/550 АЗТМ с использованием волок,
обеспечивающих гидродинамическую подачу технологической смазки в зону деформации. Техно-
логическая смазка – сухой мыльный порошок.
Операции острения проволоки перед волочением выполняли на острильных машинах ОЗК
4-200
с последующей опиловкой заусенцев напильником.
Средняя величина единичного обжатия составляет 20%. Увеличение единичных обжатий
приводит к увеличению обрывности проволоки, а при обжатиях меньших 12% может проявиться
неравномерная деформация оболочки и сердечника. Процесс волочения со скоростью до 2м/сек.
проходит устойчиво. Изготовлено более 500 метров сталеалюминиевой проволоки диаметром 0,5 ;
0,45
и 0,40 мм.
Высокотемпературный отжиг проволоки позволяет образовать на ее поверхности слой ин-
терметаллида Fe
3
Al , обладающий высокой жаростойкостью на воздухе ( до 1450
о
С).
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
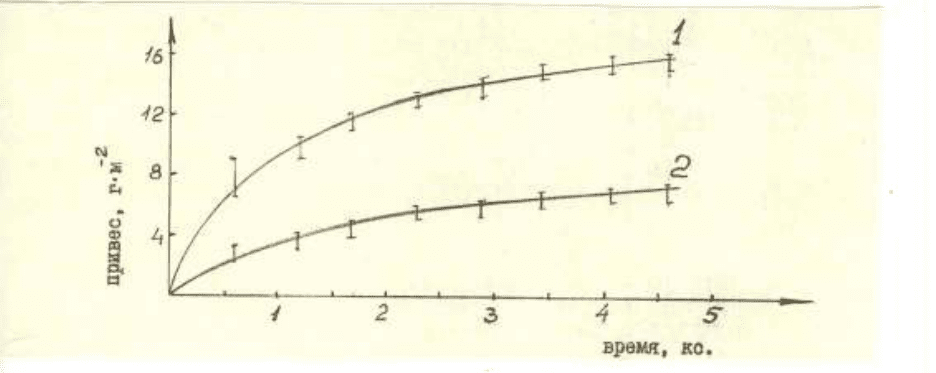
Полученный таким образом проводник был испытан на жаростойкость. Спирали, изготов-
ленные их такой проволоки, имели в 2 раза меньший привес при окислении на воздухе при 1420
о
С в течение 5 кс, чем спирали из Х23Ю5Т (рис.2).
Рис. 2 Изменение массы электронагревательных спиралей при 1420
о
С на воздухе, изго-
товленных из проволоки диаметром 0,8 мм: 1 – сплав Х23Ю5Т, 2 – сталь 08кп, плакированная
алюминием и обработанная в вакууме
Для длительных ресурсных испытаний (500 часов) проводников малого сечения (диаметр
0,8мм) на воздухе при 1200
о
С существенное значение имеет толщина исходного алюминиевого
покрытия. Оптимальный по толщине слой алюминия обеспечивает значительный прирост «живу-
чести» проводника ( до начала катастрофического окисления). Это объясняется тем, что тонкий
Секция 4. Сортопрокатное и волочильное производство
401
слой алюминия формирует тонкий слой Fe
3
Al , который сравнительно быстро истощается, а чрез-
мерно массивный слой алюминия может вызвать образование легкоплавких интерметаллидов ти-
па FeAl
2
и Fe
2
Al
5
, которые не защищают проводник от коррозии.
Проведены ресурсные испытания проволоки, полученной вакуумной термической обработ-
кой биметаллического проводника. Испытания проводили на воздухе при 1200
о
С. Варьировались
толщина оболочки от 70 до 135 мкм и температура вакуумной обработки от 1150 до 1350
о
С. Наи-
лучшие результаты получены для толщины оболочки 110 мкм после обработки при 1350
о
С в ва-
кууме. Превосходство по «живучести» у разработанного проводника по сравнению с промышлен-
ным аналогом Х23Ю5Т почти в 2 раза, хотя пока не использованы возможности повышения жа-
ростойкости за счет микролегирования.
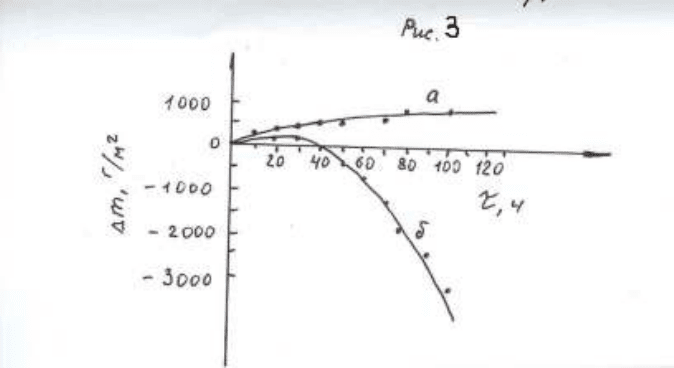
Сталь-алюминиевый проводник обладает значительно более высокой жаростойкостью по
сравнению с нихромом (Х20Н80) [6]. Испытания проводили на образцах в виде проволоки диа-
метром 0,8 мм длиной 1 м, скрученной в спираль с диаметром витков 15 мм. В печь нагретую до
1250
о
С непрерывно подавался кислород под давлением 1 атм. (рис. 3).
Рис.3 Изменение массы проволочных образцов диаметром 0,8 мм при 1250 С с непрерывной про-
дувкой кислородом (0,1 Мпа): а – сталь-алюминиевый проводник; b – сплав Х20Н80.
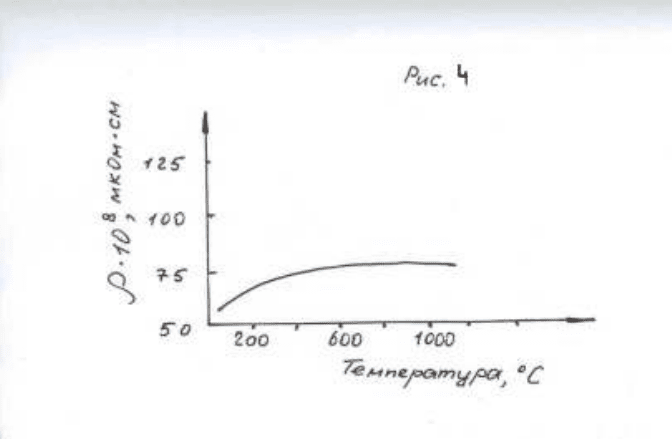
Исследования относительного изменения электрического сопротивления биметаллического
проводника при его непрерывном нагреве проводились на установке «ИМАШ-20-78» с радиаци-
онным нагревом образца до 1200
о
С в вакууме. Из полученных результатов следует, что наиболее
перспективным, с точки зрения его использования в качестве нагревательного элемента, следует
признать биметаллический проводник с толщиной наружного слоя 110 мкм. Для данного провод-
ника, после его нагрева до 600
о
С, величина электросопротивления остается постоянной во всем
температурном интервале испытания (рис.4). Такая стабильность является косвенным показателем
долговечности нагревателя. Для других проводников после нагрева наблюдается некоторое паде-
ние электросопротивления, что негативно скажется на их эксплуатационных характеристиках.
Секция 4. Сортопрокатное и волочильное производство
402
Рис.4 Изменение удельного электросопротивления ( ) сталь-алюминиевого проводника при на-
греве.
Опытно-промышленные испытания трубчатых электронагревателей, проведенные на опыт-
ном заводе ФАО «ВНИИЭТО» (г. Истра) по ГОСТ 13268-88 в течение 2000 ч показали, что из
двух партий по 20 штук нагревателей с нихромовыми и стальалюми-ниевыми (10 масс.% AL) спи-
ралями одинакового сечения (0,6 мм), изготовленными по стандартной технологии, из строя вы-
шло по одному нагревателю. Температура испытания на оболочках нагревателей составляла 800
С, при этом происходили естественные отключения электроэнергии с последующим продолжени-
ем испытаний.
Таким образом, сталь-алюминиевые проволочные нагреватели по своим эксплуатационным
характеристикам не уступают традиционным нихромовым, но при этом гораздо дешевле в произ-
водстве. Так, стоимость исходных материалов (стальной проволоки и алюминиевой ленты) и тех-
нологические затраты при массовом производстве сталь-алюминиевой проволоки составляют не
более 100 рублей за 1 кг, тогда как стоимость нихромовой проволоки – более 2000 рублей за 1 кг (
при средних биржевых ценах 2007 г. на российском рынке металлов).
ВЫВОДЫ
Разработана технология получения проволоки для электронагревателей путем диффузион-
ного отжига биметаллических Fe (сердечник) – AL (оболочка) заготовок, определены оптималь-
ные режимы термообработки. Показано, что полученные по данной технологии сплавы обладают
более высокой, чем нихром, жаростойкостью. Сравнительные натурные испытания электронагре-
вателей с нихромовыми и сталь-алюминиевыми спиралями подтвердили возможность и экономи-
ческую целесообразность замены нихромовой проволоки в трубчатых электронагревателях на
сталь-алюминиевую.
Секция 4. Сортопрокатное и волочильное производство
403
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО
СОСТОЯНИЯ МЕТАЛЛА ПРИ ВОЛОЧЕНИИ ТРУБ
В. Я. Осадчий, С. М. Карпов
Россия, МГУПИ, karpov07@inbox.ru
Определение напряжения волочения необходимо для правильного выбора оборудования и
величин обжатия, а потому является одним из наиболее важных вопросов теории и практики во-
лочения. В связи с этим для определения упомянутого напряжения было предложено много теоре-
тических формул. Несмотря на это уточненное определение напряжения волочения является по-
прежнему актуальным.
Нами был проведен анализ на основе соотношений наиболее общей на современном уровне
теории пластического течения. Использованы следующие допущения:
1) материал считался жесткопластическим, а упрочнение учитывалось средней по очагу
пластической деформации величиной напряжения текучести σ
s
;
2)
силы контактного трения определялись по закону Зибеля как τ
к
=µβσ
s
, где µ - фактор
трения, а β - коэффициент Лоде (обычно используемый для анализа волочения закон трения
Амонтона-Кулона τ
к
=fσ
n
, где f - коэффициент трения, был учтен в конце решения). Других
допущений по ходу решения не принималось.
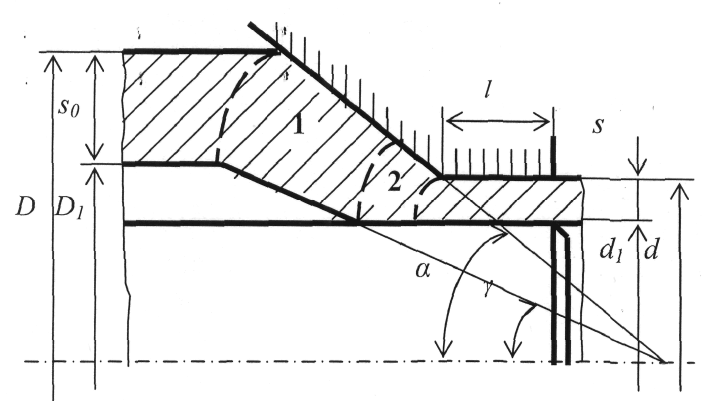
Использованная расчетная схема волочения на закрепленной короткой оправке представле-
на на рис. 1. В общем случае очаг пластической деформации был представлен в виде двух зон: 1 –
зоны обжатия со свободной внутренней поверхностью трубы; 2 – зоны с обжатием внутренней по-
верхности трубы на оправке. Учитывались также сдвиговые касательные напряжения на границах
между зоной 1 и недеформированной (исходной) частью трубы с одной стороны и между зоной 2
и частью трубы в калибрующей зоне с другой стороны.
Исходными данными для расчета являются (рис. 1): исходные наружный диаметр трубы D
и толщина s
о
, конечные диаметр d и толщина s , длина калибрующей зоны l , угол конусности
волоки α° , коэффициент трения f и кривая упрочнения (или ее аппроксимация) материала тру-
бы при заданной температуре, необходимая для определения начального напряжения текучести
(
предела текучести) σ
s0
и конечного напряжения текучести σ
sк
.
Рис. 1. Расчетная схема волочения на короткой оправке.
Расчет ведется в следующей последовательности:
Секция 4. Сортопрокатное и волочильное производство
404
1.
Вычисляем внутренние диаметры трубы до и после волочения:
D
1
=D – 2s
o
, d
1
=d – 2s ;
2. Вычисляем начальную и конечную площади поперечного сечения трубы:
;)(
4
, )(
4
2
1
22
1
2
0
ddFDDF −=−=
π
π
3. Определяем степень деформации: e
i
=ln(F
0
/F) ;
4.
Для данной степени деформации по кривой упрочнения находим σ
sк
, после чего определяем
среднее напряжение текучести:
;
2
к0 ss
s
σ
σ
σ
+
=
5. Находим
,sin1cos , sinsin
2
1
γγαγ
−==
D
D
x=cosγ – cosα ;
6. Вычисляем вспомогательные величины: k=D
1
/d
1
(для безоправочного волочения не вычисля-
ется) и k
1
=D/d . Если k≥k
1
, то это означает, что очаг пластической деформации имеет вид,
показанный на рис. 2, с учетом чего расчет следует продолжать с п. 7
*
(для безоправочного во-
лочения следует переходить к п. 7
*
не проверяя неравенства);
Рис. 2. Расчетная схема волочения на короткой оправке при увеличенной конечной толщине
трубы.
7. Определяем фактор трения:
;
ln
sin1
tg5,0ln21
k
xf
k
α
α
µ
+
−
−
=
8. Находим напряжение волочения:
короткооправочное
+
++
+= k
xks
s
q
s
ln
sin
2ln
sin
2
1155,1
o
αµ
α
µ
σ
;
)5,0(
cos1
1
cos
1
sin5,0
1
+
+
+
++
F
ddl
πµ
αα
α
Секция 4. Сортопрокатное и волочильное производство
405
длиннооправочное
+
+
++
++
= .
2cos1
1
cos
1
sin5,0ln
sin
2ln155,1
o
F
ld
k
xks
s
q
s
πµ
αα
α
αµ
σ
7
*
. Находим вспомогательные величины (рис. 2)
,
)sin(cos
sin)(
tg
2
1
2
11
1
αγ
α
γ
ddD
dD
−−
−
=
ψ
=arctg
γ
1
– arcsin
γ
,
T
=0,5sin
γ
tg2
ψ
,
и
определяем
фактор
трения
,
ln
sin1
tg5,0ln)/2(1
1
1
k
xf
kxT
α
α
µ
+
−−−
=
после
чего
подсчитываем
вспомогательную
величину
m
=
µ
sin
α
–
T
;
если
m
<0,0001 ,
то
следует
принимать m
=0,0001;
8
*
.
Находим
напряжение
волочения
:
безоправочное
;
cos1
1
cos
1
sin5,0
1
ln2
+
++
+=
αα
ασ
k
x
m
s
q
короткооправочное
;
)5,0(
cos1
1
cos
1
sin5,0ln2
1
1
+
+
+
++
+=
F
ddl
k
x
m
q
s
πµ
αα
ασ
длиннооправочное
.
2cos1
1
cos
1
sin5,0ln2
1
+
+
++
+=
F
ld
k
x
m
q
s
πµ
αα
ασ
9.
При
необходимости
подсчета
силы
волочения
используем
формулу
Р
=
qF
.
Нами
была
произведена
детальная
проверка
вышеприведенных
расчетных
формул
путем
сопос
-
тавления
получаемых
по
ним
результатов
с
опытными
данными
других
исследователей
.
Во
всех
расчетах
принято
,
что
α
=12
°
.
Коэффициенты
трения
и
длины
калибрующих
зон
выбирались
в
полном
соответствии
с
указаниями
,
содержащимися
в
источниках
информации
,
откуда
брались
экспериментальные
данные
.
Например
,
для
экспериментов
,
проводившихся
на
Московском
труб
-
ном
заводе
,
ввиду
использования
высококачественных
смазок
брался
коэффициент
f
=0,08 ,
опре
-
деленный
самими
работниками
завода
.
Если
такие
данные
отсутствовали
,
то
принималось
,
что
f
=0,1,
а
l
=(2…2,5)
s
о
,
в
соответствии
с
рекомендациями
Л
.
Е
.
Альшевского
,
приведенными
в
рабо
-
те
[5].
Расхождение
подсчитывалось
по
формуле
.%100
т
э
т
q
qq
−
=
δ
Если
в
использованных
рабо
-
тах
имелись
данные
по
напряжениям
текучести
,
то
они
брались
непосредственно
из
этих
работ
;
если
такие
данные
отсутствовали
,
то
они
брались
из
справочников
[9, 10].
В
тех
случаях
,
когда
выполнялись
расчеты
нескольких
маршрутов
труб
из
одного
материала
,
для
автоматизации
расче
-
тов
на
ЭВМ
использовались
приводимые
ниже
показательные
аппроксимации
,
практически
точно
совпадающие
с
реальными
кривыми
упрочнения
.
В
случае
единичных
расчетов
(
для
отожженных
стали
10
σ
s0
=150
МПа
,
для
меди
σ
s0
=100
МПа
,
для
латуни
Л
63
σ
s0
=150
МПа
)
величина
σ
sк
бра
-
лась
непосредственно
с
кривой
упрочнения
(
для
кривых
,
приведенных
не
в
логарифмических
де
-
формациях
,
производился
соответствующий
известный
пересчет
[9]).
Результаты
расчетов
приве
-
дены
в
таблицах
1
и
2.
Напряжения
текучести
отожженных
материалов
:
Секция 4. Сортопрокатное и волочильное производство
406
10
0
ст.20 160 МПа , 2090 2050e 120e
МПа ;
i i
e e
s s
σ σ
− −
= = − +
0
Х18Н10Т
; МПа e270e11201590 , МПа 200
10
0
ii
ee
ss
−−
−−==
σσ
; МПа e180e170400 , МПа 50 Д16
10
0
ii
ee
ss
−−
−−==
σσ
ст.20 теплая
; МПа e90e9301160 , МПа 140
10
0
ii
ee
ss
−−
−−==
σσ
. МПа e350e331955 , МПа 274 Х18Н10Т
16
0
ii
ee
ss
−−
−−==
σσ
Из таблиц 1 и 2 видна хорошая сходимость расчетных значений с экспериментальными.
Таблица 1.
Результаты расчета напряжений волочения на короткой оправке и их сравнение с эксперимен-
тальными данными
№
Материал
Фор-
мула
D
×
s
o
мм
d
×
s
мм
l
мм
f
σ
sк
МПа
σ
s
МПа
q
т
МПа
q
э
МПа
δ
, %
Данные
1
ст.20
(2)
83
×
3,1
71
×
3,0
5
0,08
419 289
215,4
199,8
7,3
[6]
2 (1)
83
×
3,1
71
×
2,5
676 418
373,3
390,5
–4,6
3 (2)
83
×
2,2
71
×
2,1
437 298
245,5
220,1
10,3
4 (1)
83
×
2,2
71
×
1,8
657 408
381,2
375,8
1,4
5
(2)
83×2,5
71
×
2,4
429 295
233,7
241,8
–3,5
6
71
×
2,3
491 326
264,6
276,1
–4,4
7
71
×
2,2
555 358
297,4
321,9
–8,2
8 (1)
71
×
2,1
621 390
339,8
361,0
–6,3
9 (2)
57
×
2,0
47
×
1,7
658 409
361,9
397,0
–9,7
10
(1)
57
×
3,35
50
×
2,5
7
0,1
737 449
487,4
531,0
–8,9
[5]
11
35
×
1,5
33,5
×
1,25
3 459 309
275,6
257,0
6,8
12
ст.10 (2)
46
×
4,5
38
×
3,9
10
620 385
317,0
344,8
–8,8
[3]
13
медь (1)
30
×
2 25,2
×
1,6
5 430 265
252,6
249,6
1,2
14
Л63 600 375
357,4
388,0
–8,6
15
0Х18Н10Т
(2)
25×1
21,3
×
0,91
2,5
704 452
389,8
370,0
5,1
[7]
16
(1)
21,3
×
0,75
868 534
588,5
610,0
–3,7
17
21,3
×
0,68
934 567
722,1
755,0
–4,6
18
Д16
49,3
×
1,
70
48,1×1,58
5
0,05
177 113
60,0 59,3 1,2
[1]
19
49,4
×
1,
80
215 133
81,6 76,2 6,6
20
49,7
×
1,
90
241 145
102,2
93,5 8,5
21
49,8
×
1,
97
252 151
114,7
106,0
7,6
22
52,4
×
1,
76
48,1
×
1,56
238 144
98,3 97,5 0,8
23
(2)
55,2
×
1,
69
48,1
×
1,56
243 147
105,8
107,5
–1,6
24
58,2
×
1,
60
48,1
×
1,58
240 145
111,2
111,5
–0,3
Секция 4. Сортопрокатное и волочильное производство
407
Таблица 2.
Результаты расчета напряжений безоправочного волочения и их сравнение с экспериментальными
данными
№
Материал
D
×
s
o
мм
d
×
s
мм
f
σ
sк
МПа
σ
s
МПа
q
т
МПа
q
э
МПа
δ
, %
Данные
1
ст.20
теплая
38
×
1,95 22
×
2,2
0,08
583
361 457,3
430,8 5,8
[8]
2
42
×
1,93 25
×
2,2
556
348 420,9
392,5 6,8
3
48
×
2,85 32
×
3,0
529
335 327,5
341,2
−
4,2
4
51
×
2,70 38
×
3,0
401
270 204,0
181,2 11,2
5
Х18Н10Т
25×1,0
18
×
1,09
0,1
696
485 405,4
390,0 3,8
[7]
6
15,5
×
1,04
747
511 576,8
580,0 –0,6
7
12
×
1,01
802
538 887,0
800,0 9,8
8
47
×
6,0 42
×
6,0
621
447 194,8
215,3
−
10,5
[4]
9
42
×
2,6 34
×
2,6
682
478 331,2
288,7 12,8
10
40
×
1,9 35
×
1,9
631
452 275,1
253,2 7,9
11
38
×
1,7 30
×
1,7
690
482 372,3
350,8 5,8
12
34
×
2,7 27
×
2,7
692
483 330,3
330,1 0,1
13
32
×
3,9 26
×
3,9
687
481 289,5
325,2
−
12,3
Для более детальной проверки было произведено также выборочное определение оптимальных
углов α
опт
методом последовательных приближений (можно также просто задаваться нескольки-
ми значениями α , например, α= 11, 12, 13, 14, 15°, находя угол, при котором будет наименьшее
значение q). В результате для волочения на короткой оправке (таблица 1) было найдено: для №
12, 20 - α
опт
= 11°; для № 9, 13, 14, 21, 22 - α
опт
= 12°; для № 15, 23 - α
опт
= 13°; для № 2, 4, 7, 8 -
α
опт
= 14°; для № 1, 3, 5, 6, 11, 16, 24 - α
опт
= 15°, что полностью совпадает с известным диапазоном
10-15°
оптимальных углов для волочения на короткой оправке, приведенным в работах [2, 3, 4].
Для безоправочного волочения (таблица 2) было получено: для № 3 - α
опт
= 6°; для № 1, 2, 6 - α
опт
=
7°;
для № 7 - α
опт
= 8°; для № 4 - α
опт
= 10°, что также совпадает с экспериментальными данными 5-
9°
из работы [2].
Было также произведено и выборочное сравнение напряжений волочения на короткой и длинной
оправках. В результате установлено (таблица 1), что при длиннооправочном волочении напряже-
ние составляет: для № 6 – 392,2 МПа (19,5%); для № 17 – 722,1 МПа (15,9%); для № 22 – 84,1 МПа
(14,4%). Установленное снижение практически полностью совпадает с приведенным в работе [3]
диапазоном снижения в 15-20%.
Таким образом, проведенная тщательная проверка полученных формул подтвердила их достовер-
ность и хорошую сходимость с известными экспериментальными данными, что позволяет реко-
мендовать использование этих формул в практических расчетах.
Литература
1.
Перлин И. Л., Ерманок М. З. Теория волочения. М.: Металлургия. 1971. 448 с.
2.
Биск М. Б., Греков И. А., Славин В. Б. Холодная деформация стальных труб. Т. 1. Свердловск:
Среднеуральское кн. из-во. 1976. 231 с.
3.
Обработка цветных металлов и сплавов давлением / Богоявленский К. Н., Жолобов В. В., Лан-
гихов А. Д., Постников Н. Н. М.: Металлургиздат. 1973. 471 с.
Секция 4. Сортопрокатное и волочильное производство
408
4.
Потапов И. Н., Коликов А. П., Друян В. М. Теория трубного производства. М.: Металлургия.
1991. 424 с.
5. Савин Г. А. Волочение труб. М.: Металлургия. 1993. 335 с.
6. Дмитриев В. Д., Елманов В. И., Шумилов Л. В. Исследование и совершенствование технологии
производства труб для карданных валов автомобильной промышленности с целью повышения
точности их геометрических размеров // Отчет по НИР ВЗМИ № ГР 78075575855. 1980. 68 с.
7. Аранович А. В., Орро П. И., Ковалевский Н. Г. и др. Теплое волочение труб из нержавеющей
стали // Сталь. 1973. № 4. С. 347-350.
8. Рытиков А. М., Савкин В. П., Ламин А. Б., Гроховский В. М. Волочение труб с нагревом за
волокой // Теория и практика процессов производства труб: Научные труды ВЗМИ. Т. 22. М.
1976.
С. 180-185.
9. Кроха В. А. Упрочнение металлов при холодной пластической деформации. Справочник. М.:
Машиностроение. 1980. 157 с.
10. Холодная объемная штамповка. Справочник / Под ред. Г. А. Навроцкого. М.: Машинострое-
ние. 1973. 496 с.

Секция 4. Сортопрокатное и волочильное производство
409
КОМПЛЕКСНАЯ МЕТОДИКА ПРОЕКТИРОВАНИЯ СТАНОВ ВИНТОВОЙ ПРОКАТКИ
С ИСПОЛЬЗОВАНИЕМ МЕТОДОВ ВИЗУАЛИЗАЦИИ И 3D МОДЕЛИРОВАНИЯ
Онучин А.Б., Стоппе Е.В., Гончарук А.В.
Россия, НИТУ «МИСиС», alexustasy@gmail.com, ekaterinastoppe@yandex.ru
Задачи расширения сортамента и повышения точности горячекатаного проката требуют раз-
вития технологии прокатного производства, создания новых прокатных станов тесно связаны с
совершенствованием конструкций прокатных станов и их узлов, вопросами снижения металлоем-
кости оборудования, сокращения сроков проектирования и затрат на изготовление. Использование
современных методов компьютерного моделирования позволяет повысить обоснованность выбора
характеристик оборудования за счет учета технологических, конструкционных и эксплуатацион-
ных факторов.
Одним из наиболее продуктивных путей реализации принципа стационарной винтовой
прокатки в пространстве малых сечений прутков (менее ∅50...60) представляется создание единых
технико-технологических систем «деформирование металла - конструкция стана». Положитель-
ная особенность этих систем заключается в том, что их состояние с достаточной для практическо-
го проектирования полнотой описывается единым набором инвариантных параметров, каждый из
которых в одинаковой степени является и технологическим и конструктивным.
Следует отметить, что сама возможность системного подхода стала реально обоснованной
лишь после тщательной расчетно-методической подготовки и промышленной отработки основных
технико-технологических компонентов стационарной винтовой прокатки сплошных заготовок и
прутков. Одним из главных итогов наработанного опыта следует считать, что рациональная об-
ласть параметров деформирования металла имеет вполне определенные и весьма узкие рамочные
ограничения, слабо зависящие от прокатываемого материала.
Свойства конкретной стали или сплава присутствуют в технологических режимах в виде
температурного интервала обработки, допустимых коэффициентов вытяжки за проход
µ
µµ
µ
доп
(или в
количестве проходов при заданной суммарной деформации), предельной скорости вращения заго-
товки. А рациональная конфигурация очага деформации, калибровка валков и параметры внут-
ренних траекторий практически не связаны как с обжатием за проход, так и количеством выпол-
няемых проходов, т.е. имеют высокую степень инвариантности относительно свойств материала.
Кроме того, в рациональных режимах формоизменения отсутствуют ограничения максимальных
обжатий по условиям естественного захвата и вращения заготовки, а минимальных по заполнению
калибра и устойчивости раската в силу предупреждающего выполнения их спецификой процесса.
Отмеченные обстоятельства собственно и создают основу для развития принципа стационарной
винтовой прокатки в новое конструктивно-технологическое качество, специально ориентирован-
ное на производство прутков мелких сечений.
Суть нового подхода заключается в последовательном выполнении следующих этапов иссле-
довании и разработок (на примере прокатного стана): проектирование технологии прокатки и оча-
га деформации – разработка рабочих валков и технологического инструмента (рис. 1) – расчет и
выбор подшипниковых узлов (рис. 2) – проектирование кассет с рабочими валками (рис. 3) – про-
ектирование станины рабочей клети (рис. 4) - прочностной расчет рабочей клети (рис. 5) – проек-
тирование вспомогательных механизмов рабочей клети, рабочее проектирование (рис. 6) – расчет
и выбор главного привода – проектирование главного привода - разработка компоновки прокат-
ного стана с привязкой к условиям конкретного заказчика. Визуализация и расчеты выполнены с
применением систем SolidWorks и Deform 3D. Системный подход к проектированию с использо-
ванием указанного программного обеспечения в рамках единой технико – технологической систе-
мы “деформирование металла – конструкция стана” позволяет значительно ускорить процесс про-
ектирования, исключить грубые ошибки и промахи, влияние субъективного фактора.