Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 4. Сортопрокатное и волочильное производство
390
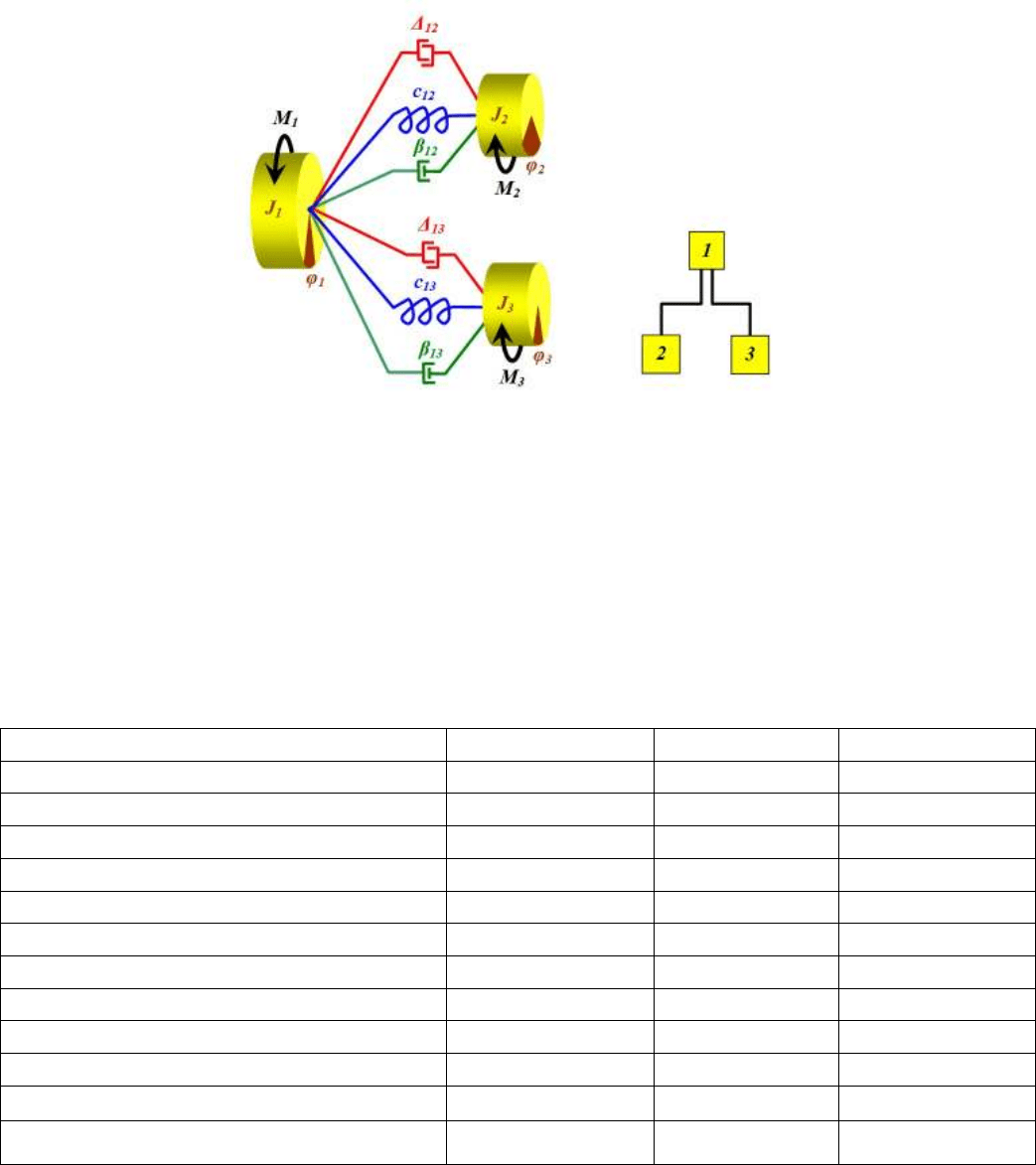
Рис.2. Расчётная схема. 1, 2, 3 — массивные элементы; J
1
, J
2
, J
3
— моменты инерции; с
12
, с
13
—
крутильные жесткости;
β
12
,
β
13
— коэффициенты демпфирования; ∆
12
, ∆
13
— зазоры;
ϕ
1
,
ϕ
2
,
ϕ
3
— текущие угловые координаты; М
1
— момент электродвигателя; М
2
, М
3
— моменты прокатки
на верхнем и нижнем рабочих валках. Массивный диск 1 = ротор + муфта моторная + шестерня
+
зубчатое колесо + муфта коренная. Массивный диск 2 = верхний шестерённый валок +
верхний шпиндель + верхний рабочий валок. Массивный диск 3 = нижний шестерённый валок +
нижний шпиндель + нижний рабочий валок. Участок 1–2 — валопровод от ротора до верхнего
рабочего валка. Участок 1–3 —валопровод от ротора до нижнего рабочего валка.
Таблица 1
Исходные данные для моделирования
Параметр Обозначение Величина Размерность
Момент инерции J
1
32,9 кг·м
2
Момент инерции J
2
0,9 кг·м
2
Момент инерции J
3
0,9 кг·м
2
Жесткость с
12
29 600 Н·м
Жесткость с
13
29 600 Н·м
Коэффициент демпфирования β
12
20 Н·м·с
Коэффициент демпфирования β
13
15 Н·м·с
Зазор ∆
12
0,01 рад
Зазор ∆
13
0,005 рад
Момент прокатки М
прок
5 000 Н·м
Время захвата заготовки
зах
t
0,006 c
Угловая скорость ротора
рот
ω
104,72
рад /с
Выполнено необходимое приведение указанных параметров к валу электродвигателя через
передаточное отношение редуктора.
Уравнения движения крутильно-колебательной системы составлены на основании
уравнений Лагранжа II рода.
−=−
−=−
=++
31333
21222
1131211
MMJ
MMJ
MMMJ
ϕ
ϕ
ϕ
&&
&&
&&
; (1)
где:
(
)
)();()(
31132113232112211212
φ
φ
β
φ
ϕ
ϕ
ϕ
β
ϕ
ϕ
−
+
−
=
−
+
−
=
cMcM
&&
.
Секция 4. Сортопрокатное и волочильное производство
391
Система уравновешена, если выполняется условие:
321
МММ
+
=
. Внешний момент со стороны
электродвигателя
прок
ММ
=
1
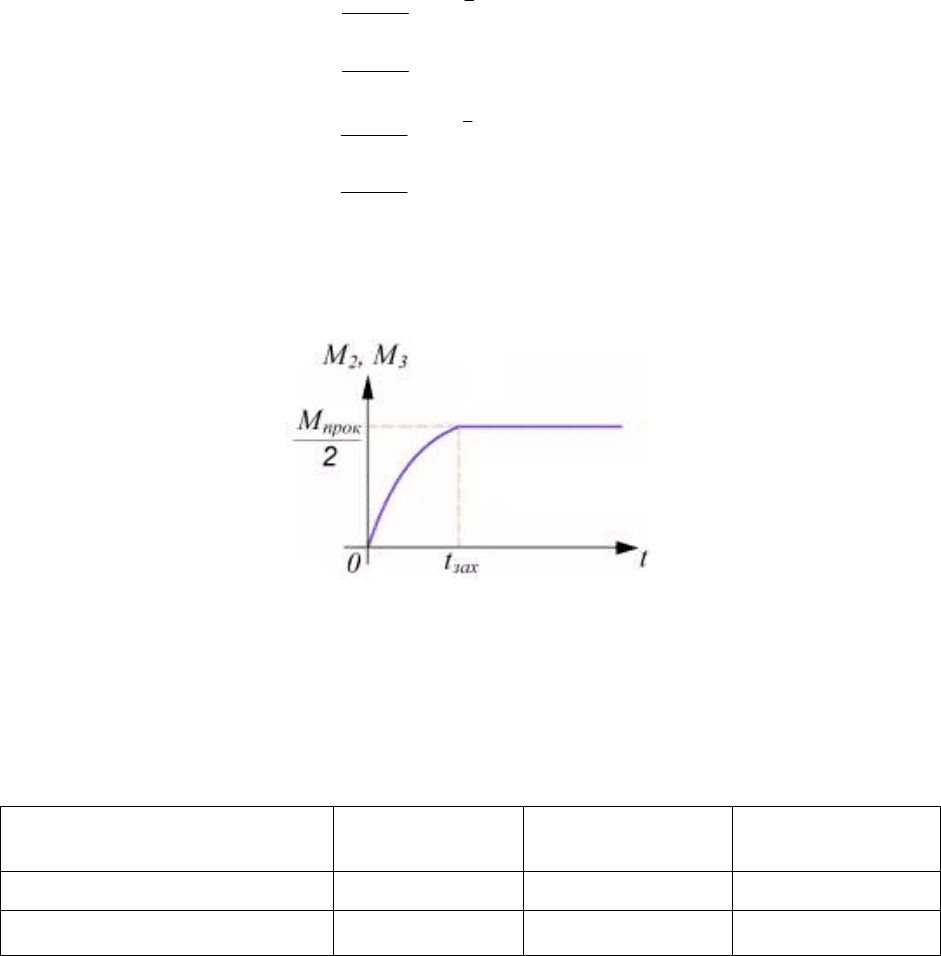
. Внешние моменты технологического сопротивления со стороны
верхнего и нижнего рабочего валков задаются как экспоненциально-линейные функции времени
(
рис.3):
≥
χ
<
−
χ
=
≥
χ
<
−
χ
=
−
−
зах
прок
зах
A
t
прок
зах
прок
зах
A
t
прок
ttпри
М
ttпри,e
М
М
ttпри
М
ttпри,e
М
М
2
1
2
2
1
2
3
3
3
2
2
2
(2)
где t
зах
— время захвата заготовки валками;
(
)
зах
t,,А 5040
÷
=
— показатель экспоненты
нарастания технологических нагрузок.
2
χ
,
3
χ
— коэффициенты асимметрии нагружения рабо-
чих валков.
Рис.3. Экспоненциально-линейная функция
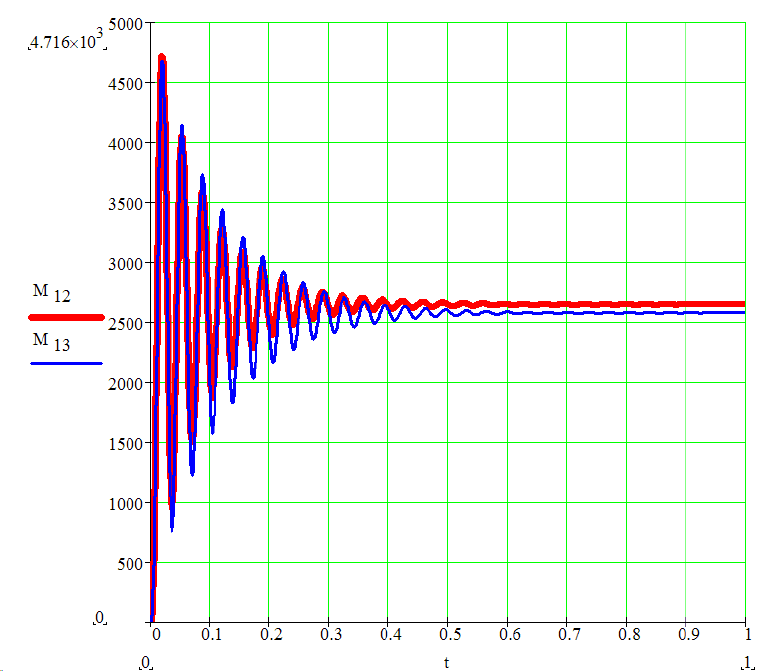
Уравнения движения решены на ЭВМ в среде Маткад методом Рунге-Кутта. Построены графики
моментов сил упругости М
12
и М
23
(рис.4).
Полученное решение проанализировано: определены динамические нагруженности шпинделей,
шестеренных и рабочих валков (табл.2). Таблица 2
Результаты математического моделирования
Шпиндель, шестеренный и
рабочий валок
Характер
нагружения
Коэффициент
динамичности
Частота
колебаний, Гц
Верхний М
12
(t) 2,0 30
Нижний М
13
(t) 2,0 30
При помощи компьютерной программы вычисления остаточного ресурса, [3] построен блок
нагружения шейки рабочего валка и определён его ресурс работы.
Изучение динамических процессов в прокатном стане необходимо для обеспечения их тех-
нологической и эксплуатационной надежности. Точный динамический расчет позволит преду-
смотреть мероприятия по ограничению динамических нагрузок и гарантировать работоспособ-
ность будущего прокатного стана ещё на стадии его проектирования, а также минимизировать
металлоёмкость прокатного стана.
Секция 4. Сортопрокатное и волочильное производство
392
Рис.4. Графики моментов сил упругости
Список литературы
1. Яковлев Р.А. Асимметричное нагружение прокатных станов. Учебное пособие. М.:
МГТУ. 2001. 84с.
2. Яковлев Р.А., Восканьянц А.А. Основы динамики металлургических машин.
Методические указания к лабораторным работам. М: РИО МВТУ. 2003. 36с.
3. Колесников А.Г., Вафин Р.К. Мальцев А.А. Аппаратура для мониторинга остаточного
ресурса прокатных станов. Магнитогорск, Вестник МГТУ им. Г.И. Носова. №4. 2006. - С.71 —
73.
Секция 4. Сортопрокатное и волочильное производство
393
УДК 621.771.064.518.5
РАСЧЕТ КОНСТРУКТИВНЫХ И ЭНЕРГОСИЛОВЫХ ПАРАМЕТРОВ СОРТОВЫХ ПЛА-
НЕТАРНЫХ СТАНОВ
Д. т.н. Никитин Г. С. (МГТУ имени Н. Э. Баумана)
К.т.н. Галкин М. П. (ОАО «ММЗ Серп и молот»)
М.н. с. Жихарев П. Ю. (ЦНИИЧермет имени И. П. Бардина)
Первый в мире промышленный литейно-прокатный агрегат, на котором была осуществлена
идея академика А. И. Целикова об объединении непрерывного литья и прокатки, был сдан в экс-
плуатацию в 1978 г. на заводе «Электросталь» имени И. Ф. Тевосяна. Агрегат был разработан и
изготовлен во ВНИИМЕТМАШ, а его пуск осуществлен инженерами ВНИИМЕТМАШ, МГТУ
имени Н. Э. Баумана и завода «Электросталь».
Здесь работали ученики И. М. Павлова – д.т.н. Жучин В. М., инженеры Галкин М. П., Цвет-
ков А. Б., Шинцберг В. М. и др. Теоретические исследования проводились под руководством В. П.
Полухина.
Успех объединения непрерывного литья и непрерывной прокатки был обеспечен благодаря
использованию в линии агрегата сортового планетарного стана. ВНИИМЕТМАШ имел уже боль-
шой опыт по созданию планетарных станов как для прокатки труб, так и для прокатки профилей
из специальных сплавов и труднодеформируемых металлов – молибдена и вольфрама. Создателя-
ми этих станов были д.т.н. В. В. Носаль, к.т.н. Милютин С. П., д.т.н. Е. А. Жукевич-Стоша, к.т.н.
Соловьев О. П. и др. [1]
Планетарный стан «100», установленный на агрегате, был предназначен для прокатки слит-
ков из специальных сплавов сечением 60х80 мм. В последние годы разработана новая конструк-
ция стана для прокатки слитков сечением 115х115 мм [2]. Такие станы могут быть использованы в
ЛПА для производства углеродистых марок сталей.
Расчеты показывают, что даже при производстве таких сталей окупаемость ЛПА при про-
изводительности 200 тыс. т составляет 1,5 года, при производительности 100 тыс. т – 3 года, при
производительности 25…50 тыс. т – 6 лет. При выпуске проката диаметром 10…20 мм из специ-
альных сталей окупаемость почти вдвое меньше.
Высокая эффективность ЛПА с планетарным станом объясняется полным использованием
теплосодержания слитка, отсутствием нагревательных печей и дополнительным повышением
температуры металла при планетарной прокатке с вытяжкой 30…45.
Расчет энергосиловых параметров процесса планетарной прокатки с четырехсторонним
обжатием заготовки на станах системы Целикова-Носаля трудоемок и сложен, так как получения
конечных результатов связано со значительным количеством промежуточных вычислений для ка-
ждого углового положения рабочего валка в зоне обжатия
x
ϕ
.
В случае варьирования параметров процесса прокатки (подачи
S
, температуры прокатки
п
T
, число оборотов сепаратора
сеп
n
) с целью оптимизации технологических режимов по допускае-
мому усилию прокатки, температуре конца прокатки и т.п., объем вычислений резко увеличивает-
ся. Использование ЭВМ позволяет оперативно определять энергосиловые параметры, решать за-
дачи оптимизации технологических режимов, выбирать конструктивные параметры станов.
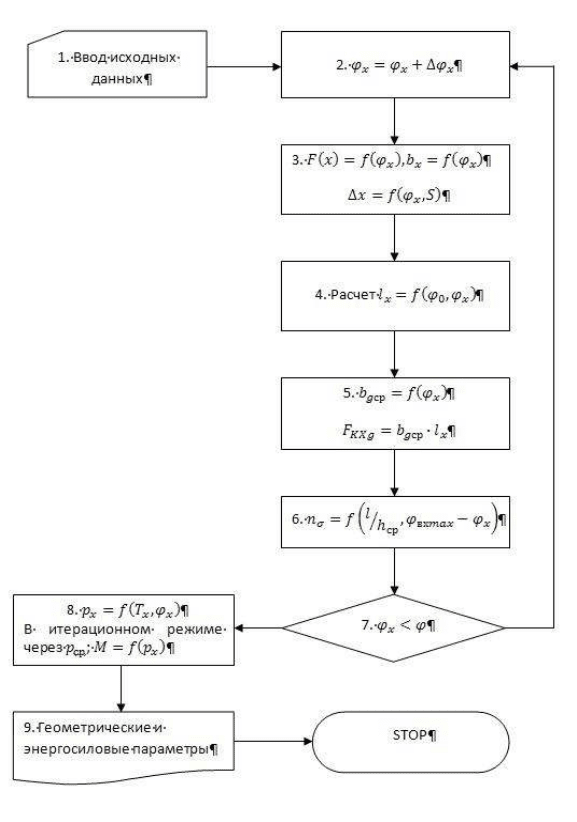
На базе аналитических зависимостей, полученных при теоретическом исследовании [3] бы-
ла разработана математическая модель процесса планетарной прокатки заготовки круглого и
квадратного сечений. На рис. 1 представлена укрупненная блок-схема алгоритма определения па-
раметров процесса прокатки для каждого углового положения рабочего валка в зоне обжатия
x
ϕ
(шаг
x
ϕ
∆
). Особенность алгоритма – предварительное определение геометрических параметров
Секция 4. Сортопрокатное и волочильное производство
394
мгновенного очага деформации (блок 2-7) с последующим расчетом истинного распределения
температуры по зоне обжатия итеративным путем с учетом основных составляющих теплового
баланса.
Определение геометрических параметров состоит из следующих расчетов: текущей площа-
ди поперечного сечения фигуры обжатия
( )
x
F
, ширины передней границы мгновенного очага де-
формации
x
b
и полного смещения исходного контура
x
∆
с учетом наличия боковых внеконтакт-
ных зон (блок 3) [3]; длины мгновенной дуги контакта, определяемой на участках зоны обжатия,
границей между которыми является угловое положение рабочего валка
0
ϕ
, где очаг деформации
становится симметричным (блок 4) [3]; средней ширины мгновенного очага деформации
..срд
b
и
мгновенной контактной площади, рассчитывающихся по участкам зоны обжатия, для которых ха-
рактерно наличие или отсутствие боковых внеконтактных зон и накопленного уширения (блок 5);
коэффициента напряженного состояния
σ
n
в зависимости т показателя формы очага деформации
ср
hl /
и наличия боковых внеконтактных зон.
Рисунок 1 – Структурная схема математической модели процесса планетарной прокатки
В случае использования калиброванных валков для получения раската круглого сечения на
выходе из планетарного стана следует уточнять определение
σ
n
введением коэффициента
k
n
(формула Никитина Г.С.), учитывающего повышение контактных напряжений при прокатке в ка-
либрах [3].
Секция 4. Сортопрокатное и волочильное производство
395
Расчет контактных давлений
срх
p
, усилий
x
P
и моментов
x
M
прокатки производится для
каждого углового положения рабочего валка с учетом истинного распределения температуры
x
T
.
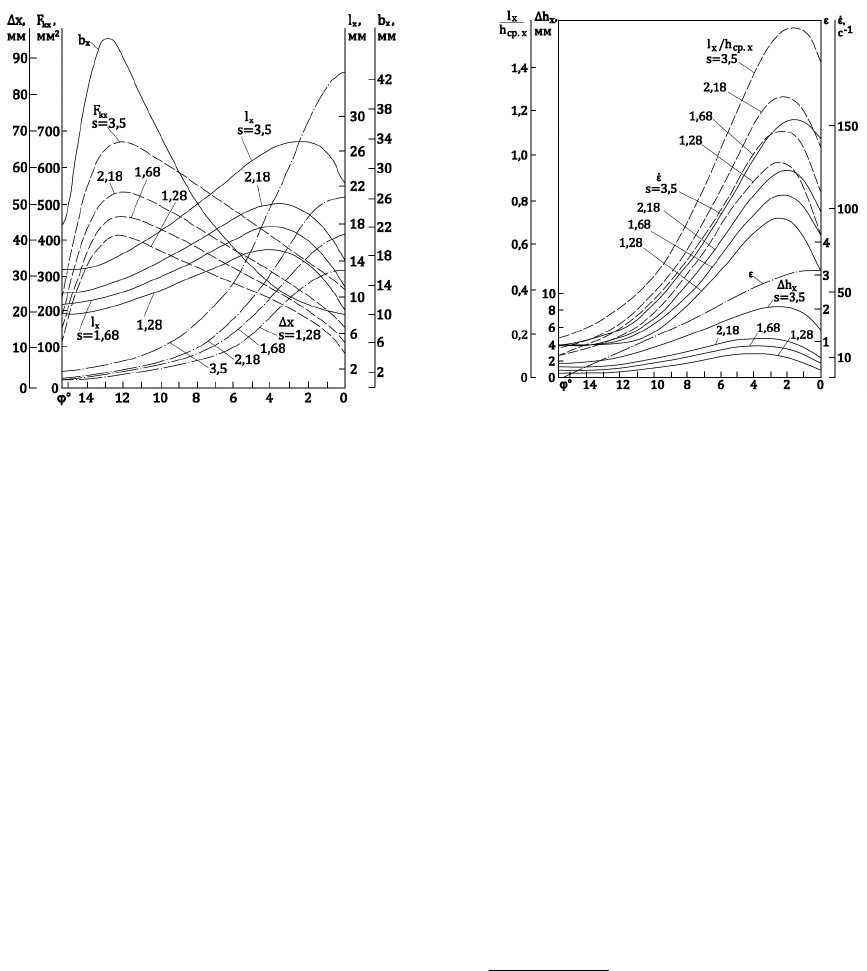
Результаты расчета энергосиловых параметров прокатки заготовок из сплавов Х20Н80 и
55СМ5ФА диаметром 67,5 мм в полосу сечением 12х12 мм на стане 100 дали удовлетворительную
сходимость с данными экспериментальных замеров (в пределах 12%), что позволяет сделать вы-
вод об адекватности математической модели физическому процессу планетарной прокатки (рис.
2).
Рисунок 2 – Изменение геометрических параметров очага деформации при прокатке заго-
товки на стане 10 от подачи вдоль зоны обжатия
С помощью созданной модели можно решать задачу выбора основных конструктивных па-
раметров проектируемых станов: числа рабочих валков на сепараторе
z
, диаметра рабочих валков
в
d
, величины радиуса наружных орбит сепараторов
орб
R
. При их определении заранее известны
размеры сечения исходной и конечной полосы, температура начала прокатки, аналитическая зави-
симость деформационного упрочнения, описывающая изменение сопротивления деформации наи-
более прочной из сортамента марки материала в процессе обработки. Эти аналитические зависи-
мости
(
)
Tuf ,,
ε
σ
=
для логарифмических деформаций от 0,1 до 3 получены Никитиным Г. С. и
Зуевым И. Г. [3]. С точки зрения нагрузок на детали и узлы стана выбирают наиболее напряжен-
ный режим прокатки, соответствующий предельно возможным значениям скорости разливки
р
v
,
скорости задачи
зад
v
и числу оборотов сепаратора
сеп
n
.
Исходя из обычно принятых значений углов зоны обжатия
o
20≤
з
α
, для станов с круговой
орбитой предварительный радиус сепаратора:
( )
з
орб
hH
R
α
cos12
10
−
−
=
,
где
10
,hH
– высота сечения исходной и конечной заготовок соответственно.
Для количественной и качественной оценки изменения максимального усилия под рабочим
валком
(
)
max
выт
P
в зависимости от
в
z
и
S
для принятого диапазона
орб
R
и
в
d
с помощью матема-
тической модели рассчитываются и строятся кривые
(
)
(
)
SzfP
ираб
,
1
max
=
,
(
)
(
)
SzfP
ввыт
,
2
max
=
(рис.
3).
Значения радиусов наружных орбит сепараторов выбираются в большую или меньшую сторону
от предварительно рассчитанного по формуле, приведенной выше. При анализе полученных гра-
фиков выбирают число рабочих валков. При этом необходимо учитывать, что с уменьшением чис-
Секция 4. Сортопрокатное и волочильное производство
396
ла валков, например, на 40% (как показали расчеты), нагрузка на рабочий валок возрастает на
25…30%, а статическая прочность подшипников рабочих валков увеличивается в 1,5…2 раза.
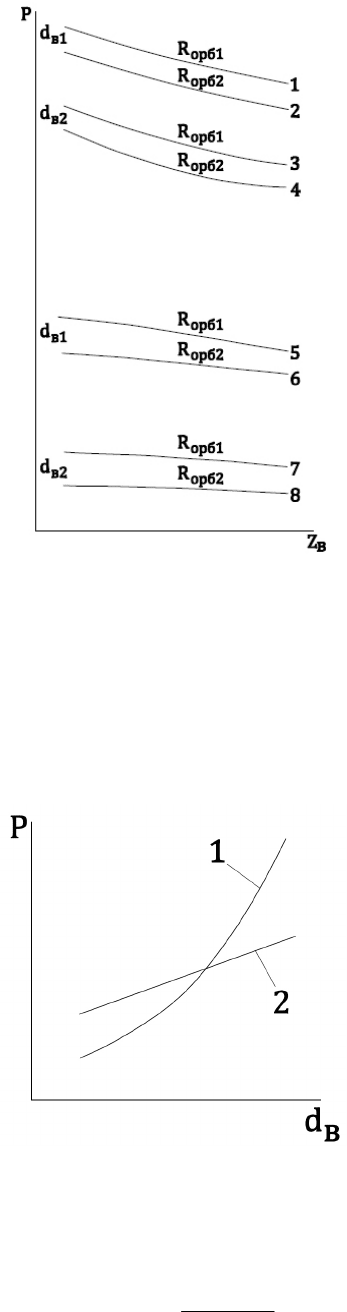
Рисунок 3 – Качественные зависимости
(
)
(
)
враб
zfP
1
max
=
(1 – 4),
(
)
(
)
ввыт
zfP
2
max
=
(5 – 8)
при заданных диаметрах рабочего валка
в
d
и радиуса наружной орбиты сепаратора
орб
R
(
2121
,
вворборб
ddRR
>
<
)
Для определения диаметра рабочего валка аналогичным образом рассчитываются и строят-
ся кривые усилий, действующих на подшипники рабочего валка
(
)
max
подш
P
, и статической грузо-
подъемности подшипников
ст
P
в функции
в
d
(рис. 4).
Рисунок 4 – Качественные зависимости статической прочности подшипников 1 и максимальных
усилий, действующих на подшипники рабочих валков 2 от диаметра рабочего валка
Задаваясь коэффициентом запаса по прочности
[
]
[ ]
max
подш
ст
P
P
k =
и используя полученные графики, определим диаметр рабочего валка.
Шаг между валками на сепараторе находим из условия прохождения рабочего валка гори-
зонтального сепаратора между корпусами подшипников смежного вертикального сепаратора:
Секция 4. Сортопрокатное и волочильное производство
397
(
)
в
dmt
+
=
1
,
где 75,1...6,1
≥
m – принятый коэффициент.
Затем находим длину окружности по центрам рабочих валков
(
)
вввокр
dmztzL
+
=
=
1
;
и радиус сепаратора
(
)
π
2
1
вв
сеп
dmz
R
+
=
.
Уточненное значение радиуса наружной орбиты сепаратора определяем из уравнения
(
)
.1
1
2
2/
+
+
=+=
π
mzd
dRR
вв
всепорб
Полученное значение
орб
R
проверяем по максимально допускаемому значению угла зоны
обжатия:
−
−=
орб
з
R
hH
2
1arccos
10
α
.
Если
o
20≥
з
α
,
увеличиваем
величину
орб
R
до
значения
,
при
котором
o
20=
з
α
.
Для
уточнения
коэффициента
запаса
по
прочности
при
полученных
значениях
в
d
,
в
z
,
орб
R
с
помощью
математической
модели
дополнительно
проводится
проверочный
расчет
.
Список использованной литературы:
1.
Г
.
С
.
Никитин
,
Н
.
Е
.
Жукевич
-
Стоша
,
М
.
Н
.
Шуляк
и
др
. «
Процессы
планетарной
про
-
катки
и
перспективы
их
применения
»,
Черные
металлы
№
12, 2008
г
.
2.
Универсальная
клеть
сортового
планетарного
стана
.
Патент
РФ
№
2302915.
Г
.
С
.
Ники
-
тин
,
М
.
Н
.
Шуляк
,
А
.
В
.
Столяров
и
др
.
3.
Г
.
С
.
Никитин
. «
Теория
непрерывной
продольной
прокатки
»,
М
.,
Издательство
МГТУ
имени
Н
.
Э
.
Баумана
, 2009
г
. – 399
с
.
4.
Клеть
сортового
планетарного
прокатного
стана
.
Патент
РФ
№
2302914.
Г
.
С
.
Никитин
,
М
.
Н
.
Шуляк
,
А
.
В
.
Столяров
и
др
.
Секция 4. Сортопрокатное и волочильное производство
398
ПОЛУЧЕНИЕ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ.
Николаев А.Г.
Российская Федерация, Учреждение Российской Академии наук
Институт металлургии и материаловедения им. А.А.Байкова РАН,
Vasil.1564@mail.ru
Тенденция роста цен на цветные металлы стимулирует исследования в области разработки
материалов, не содержащих дефицитные и дорогостоящие легирующие компоненты. К таким ма-
териалам относится биметаллическая сталеалюминиевая проволока, прошедшая специальную
термическую обработку. Технологические характеристики этого проводника не уступают таким
материалам как Х80Н20 и Х23Ю5Т, широко применяемым в электронагревательных приборах.
Между тем, сталь-алюминиевый проводник не содержит дорогостоящих добавок хрома и никеля.
МЕТОДИКА ЭКСПЕРИМЕНТА
Технология изготовления жаростойкого проводника включает получение биметаллической
проволоки и высокотемпературный отжиг[1]. При этом на поверхности проводника формируется
защитное покрытие по химическому составу близкое к интерметаллиду Fe
3
Al, которое и обеспе-
чивает длительную работу нагревательного элемента на воздухе.
Известные процессы производства биметаллической проволоки обладают как определен-
ными достоинствами, так и недостатками. Наибольшее распространение получили следующие
технологии:
1. Подготовка сердечника, затем нагрев, заливка металлом-оболочкой и горячая прокатка с
последующим волочением[2];
2. Гальваническое нанесение металла оболочки на проволоку-сердечник[3];
3.
Напрессовывание оболочки на кабельном прессе и волочение[3];
4. Сборка заготовки из прутка и трубы с последующим прессованием, прокаткой и воло-
чением[3];
5. Нанесение оболочки протягиванием проволоки-сердечника через ванну с расплавлен-
ным металлом оболочки[4];
6.
Наложение оболочки на сердечник формовкой ленты в трубу и сваркой продольного
шва с последующим волочением[5].
По нашему мнению, наиболее перспективным следует считать процесс наложения оболоч-
ки из ленты. Он универсален, обеспечивает непрерывность производства и позволяет получать
проволоку высокого качества.
ВНИИМЕТМАШ разработан процесс производства биметаллической проволоки наложени-
ем алюминиевой ленты на стальной сердечник и создана лабораторная установка для его осуще-
ствления. На установке можно получать биметаллическую проволоку диаметром от 2 до 6 мм со
скоростью до 1 м/сек., используя при этом проволоку-сердечник диаметром 1-5 мм, и ленту тол-
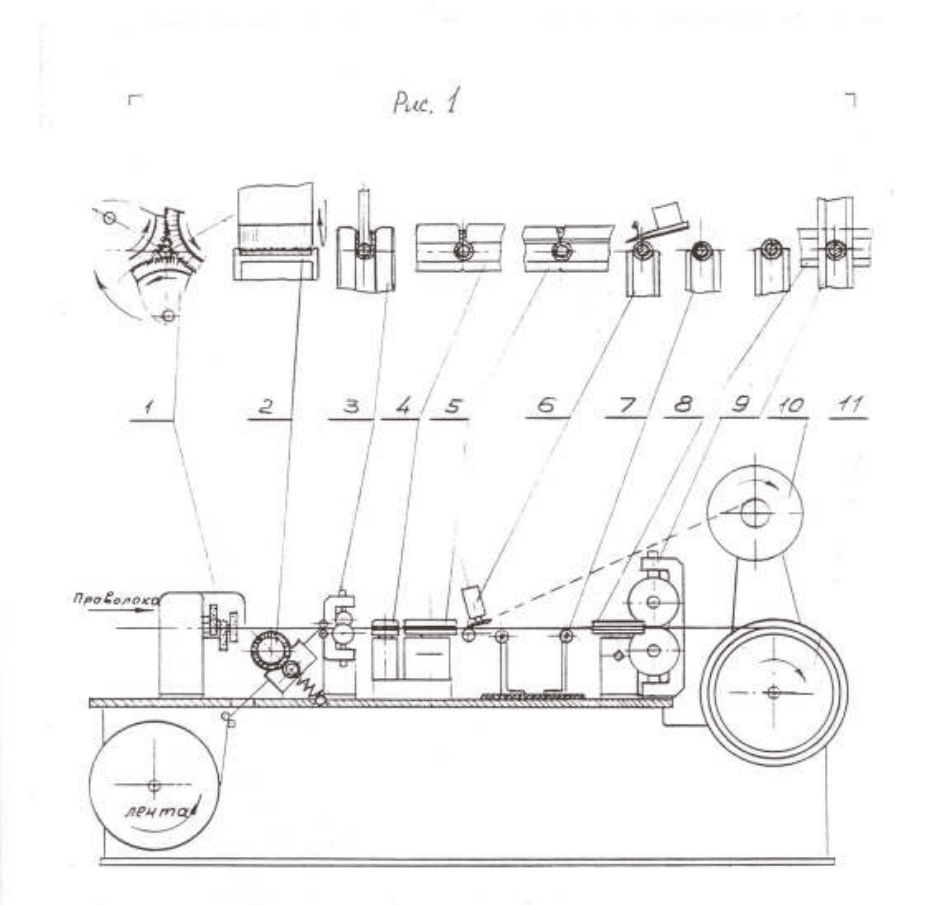
щиной до 1 мм. (рис.1).
Секция 4. Сортопрокатное и волочильное производство
399
Рис. 1 Схема процесса производства сталеалюминиевой проволоки наложением оболочки на
сердечник: 1 – зачистка проволоки-сердечника, 2 – зачистка ленты, 3 – гибка ленты, 4 – формовка
оболочки, 5 – холодная сварка продольного шва оболочки, 6 - снятие грата, 7 – нагрев оболочки, 8
и 9 – горизонтальная и вертикальная калибровка, 10 – уборка слоя, 11 – смотка готовой проволоки.
Проволока-сердечник разматывается с катушки и, пройдя операцию зачистки поверхности
тремя планетарными, стальными щетками (1), поступает в проводку (3), где ложится на зачищен-
ную поверхность ленты. Из проводки проволока и лента попадает в гибочные ролики, где лента
прогибается в корытообразный профиль и формуется в оболочку с припуском под сварку. Сварка
продольного шва оболочки производится деформацией только припуска оболочки в неприводных
роликах на величину 65-95% . При этом металл из зоны деформации (шва) выжимается в направ-
лении перпендикулярном оси волочения и образуется сварочный облой – гребешок на поверхно-
сти оболочки. Грат удаляется неприводным дисковым ножом (6) , установленным непосредствен-
но за сварочной волокой (5), и сматывается на катушку (10). С целью восстановления пластично-
сти металла в зоне шва и улучшения связи оболочки с сердечником поверхность проволоки нагре-
вается на электроконтактных роликах (7). Нагретая проволока калибруется волочением через го-
ризонтальную и вертикальную роликовые волоки (9) , установленные перед приемно-тянущим ба-
рабаном (11).