Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 4. Сортопрокатное и волочильное производство
370
a)
17,5
8,6 8,9
φ
1
5
,
2
2,0
24,9
11,4
17,2
б)
8,6 8,6
17,2
φ
1
5
,
2
2,0
24,3
11,4
17,2
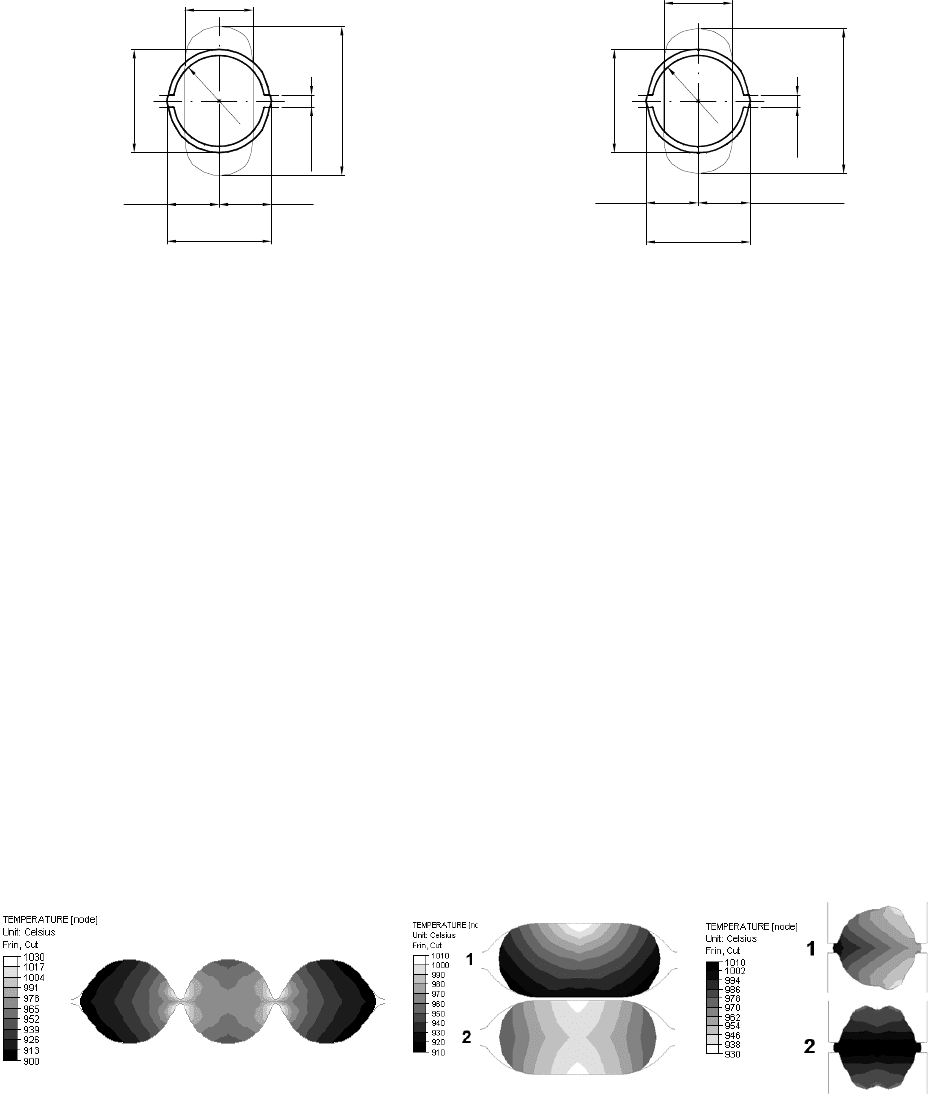
Рис. 7. Форма и размер готового ребристого прутка диаметром 16 мм:
a) –
прокатанного из внешней жилы (A=201,2 mm
2
, λ=1,28), б) – прокатанного из серединной жи-
лы (A=198,8 mm
2
, λ=1,27)
На основании полученных результатов численного моделирования прокатываемого ребристого
прутка диаметром 16 мм в клетях 16 и 17 доказано, что как овальный калибр, так и круглый реб-
ристый калибр были правильно заполнены во время прокатки внешней и серединной жилы. В ре-
зультате разделения полосы на три жилы ширина овалов отличалась на 0,6 мм. Поле поверхности
сечения внешнего овала было на 6 мм
2
больше. При прокатке в калибре круглом ребристом разни-
ца поля поперечного сечения готового прутка уменьшилась до 2,4 мм
2
. Небольшая разница в по-
лях сечения овальной полосы повлияла на ширину ребристых прутков. Пруток, прокатанный из
внешней жилы был на 0,3 мм шире по сравнению с шириной прутка, прокатанного из серединной
жилы. Кроме того, прутки, полученные из внешней жилы, отличались разной шириной продоль-
ного ребра. Ширина ребра со стороны свободно расширяющейся в разделительном калибре была
меньше на 0,3 мм по сравнению с ребром, полученным со стороны перемычки в полосе после
разделительного калибра. Разная ширина продольных ребер следуют из неравномерного распре-
деления температур в поперечном сечении плоского овала. Распределение температуры в попе-
речном сечении полосы в разделяющем калибре, плоском овальном и круглом ребристом показано
на рис.8.
a) б) в)
Рис. 8. Распределение температуры в поперечном сечении полосы: a) – разделяющий калибр клети
15, б) – овальный плоский калибр клети 16, в) – калибр круглый ребристый клети 17, 1 – жила
внешняя, 2 – жила срединная
На основании представленных распределений температуры можно заметить значительную разни-
цу в величинах температуры между внешней и серединной жилами. В случае прокатки ребристого
прутка из серединной жилы, распределение температуры не имело большого значения, так как оно
симметрично. В случае прокатки прутка из внешней жилы распределение температуры несиммет-
рично и имеет большое значение по направлению деформации. Более высокая температура влечет
Секция 4. Сортопрокатное и волочильное производство
371
за собой меньшее сопротивление пластического течения и поэтому продольное ребро является бо-
лее широким.
Выводы
Во время прокатки ребристых прутков по трехжильной технологии наблюдается неравномерность
распределения температуры в поперечном сечении полосы, которая влияет на неравномерность
деформации, особенно при прокатке внешних жил. Такие условия влияют точность размеров реб-
ристых прутков. Полученные ребристые прутки при численном моделировании отличались пра-
вильными размерами, которые находились в границах допуска размера, установленных польским
стандартом. Разница в размере, появляющиеся в отдельных ребристых прутках в значительной
степени уменьшают возможности прокатки в границах допуска размера (положительного или от-
рицательного). Разница размеров прутков могут увеличиваться вместе со временем эксплуатации
разделяющих калибров.
Список литературы
[1]
Danchenko V., Dyja H., Lesik L., Mashkin L., Milenin A.: Technologia i modelowanie procesów
walcowania w wykrojach, Politechnika Cz
ęstochowska, Prace Dydaktyczne Wydziału Inżynierii
Procesowej, Materiałowej i Fizyki Stosowanej, Seria: Metalurgia Nr 28, Wydawnictwo Wydziału
Inżynierii Procesowej, Materiałowej i Fizyki Stosowanej Politechniki Częstochowskiej,
Częstochowa 2002, s. 326-328, 417-418.
[2]
Dyja H., Mróz S.: Modelowanie i optymalizacja technologii walcowania prętów okrągłych,
żebrowanych z wzdłużnym rozdzielaniem pasma, Naukovi visti, Suchasti problemy metalurgi,
Tom 8, Plastichna deformacija metaliv, Dniepropietrovsk 2005, s. 271-278.
[3]
Mróz S., Proces walcowania prętów z wzdłużnym rozdzieleniem pasma, Seria Monografia nr 183,
Częstochowa 2008.
[4]
Grattan E.: The multi – slit rolling process, Ashlow Guides, 1997.
[5]
Michałowski M., Turczyn S., Nowakowski A.: Analiza płynięcia metalu w wykrojach
rozcinaj
ących stosowanych do walcowania prętów żebrowanych, Hutnik – Wiadomości Hutnicze,
nr 8-9, 2002, s. 342-345.
[6]
Morgardshammar Guide Systems. Slit rolling, 1998.
[7]
Forge3 Reference Guide, Realese 6.2, Transvalor S.A. November 2002.
[8]
O.C. Zienkiewicz, R.L. Taylor, Finite Element Method, Fifth Edition, Butterwortth–Heinemann,
Woburn, (2000).
[9]
Grosman F., Hadasik E.: Technologiczna plastyczność metali. Badania plastometryczne, Gliwice,
2005.
Секция 4. Сортопрокатное и волочильное производство
372
УПРАВЛЕНИЕ ТОЧНОСТЬЮ ПРОКАТКИ СПЕЦИАЛЬНЫХ СТАЛЕЙ И СПЛАВОВ НА
ПОЛУНЕПРЕРЫВНОМ МЕЛКОСОРТНОМ СТАНЕ.
Вахрушев В.К. (ОАО «Электросталь»), проф. д.т.н. Никитин Г.С.,
Водянов К.С. (МГТУ им. Н.Э. Баумана)
На заводе «Электросталь» имени И.Ф. Тевосяна на полунепрерывном стане 350/250 освое-
на технология прокатки круглых, квадратных и полосовых профилей широкого марочного сорта-
мента – в основном из высоколегированных, нержавеющих и жаропрочных сталей, однако, акту-
альным является вопрос повышения точности проката и структуры металла. Производство прока-
та из 300 марок сталей и сплавов, значительно (в 10 – 15 раз) отличающихся сопротивлением де-
формации, требует тщательной настройки рабочих клетей при переходе с одной марки на другую.
Трудность заключается в малотоннажности партий металла (около 2 – 10 заготовок в партии).
Как показывает опыт работы при непрерывной прокатке труднодеформируемых сталей и
сплавов из-за значительного разогрева металла возможно получение крупнозернистой структуры,
и, как следствие, снижение пластичности. При нарушении режимов могут возникнуть внутренние
расслоения и рванины.
Определение технологических режимов прокатки при широком марочном сортаменте про-
изводства требует больших трудозатрат, а освоение новых марок сопряжено со значительными
потерями производительности.
Обеспечить высокие требования к качеству проката на непрерывных и полунепрерывных
станах можно лишь при создании эффективных автоматизированных систем управления техно-
логическими процессами прокатки. В математической модели прокатки на полунепрерывном ста-
не 250/350, разработанной МГТУ им. Н.Э. Баумана и заводом «Электросталь» решается задача
определения энергосиловых параметров и температуры по клетям. Сопротивление деформации
вычисляется по экспериментально-аналитической зависимости Никитина-Зуева, позволяющей
определить контактное давление в чистовых группах при высоких суммарных деформациях, т.е.
Ln
ୌ
ୌଵ
до 2,5
1
. Уравнение теплового баланса в зоне обжатия решается методом итераций, что по-
могает избежать накопления ошибок возникающих при расчете контактного давления по темпе-
ратуре входа металла в валки. Коэффициент теплопередачи от металла к валкам определяется
для каждой марки экспериментально, с учетом характерных свойств окалины и ее толщины. Ис-
следования на стане 350/250 показали, что толщина окалины зависит от марки стали и температу-
ры прокатки (Таблица 1). Данные приведенные в таблице получены при средней температуре про-
катки 1100 с
о
.
Таблица 1
Черновая груп-
па
Чистовая груп-
па
Нержавеющие марки стали 0,8 мм 0,03 мм
Жаропрочные марки стали 0,06 мм пылевидная
Величины обжатия и уширения в каждом калибре устанавливались по отобранным тем-
плетам. Сравнение результатов расчета по реализующей эту модель программе с эксперимен-
тальными данными, доказывает адекватность этой модели. Определение температуры с точно-
1
Никитин, Г. С. Теория непрерывной продольной прокатки.
Секция 4. Сортопрокатное и волочильное производство
373
стью до 10 градусов и точное определение силы прокатки позволяет определять упругую дефор-
мацию в каждой клети и управлять точностью прокатки.
С помощью данной программы при заданной калибровке на этапе проектирования техноло-
гического процесса или при его корректировке, определяются ресурсосберегающие режимы – ско-
рость и температура начала прокатки на стане, обеспечивающие необходимую температуру конца
прокатки.
При использовании программы были уточнены технологические инструкции по прокатке
профилей широкого марочного сортамента из высоколегированных, нержавеющих и жаропроч-
ных сталей, что привело к снижению брака и позволило получить значительный экономический
эффект.
Производство проката малыми партиями из большого сортамента сталей и сплавов, значи-
тельно отличающимися термомеханическими свойствами, требует тщательной настройки рабочих
клетей при переходе с одной марки на другую, поэтому подстройка оператором стана по резуль-
татам первых заготовок ведет к значительным потерям дорогостоящего металла по структуре и
размерам, а, следовательно, к снижению производительности стана.
Функции управления процессом непрерывной прокатки и настройки стана при переходе на
новую марку в настоящее время лежат на операторе, который должен принять рациональное ре-
шение по выбору управляющего воздействия (исходная температура, скорость прокатки, установ-
ка валков) на объект управления в сжатые сроки. Это решение оператор выбирает на основе тех-
нологических инструкций (в которых все управляющие параметры указаны в достаточно широком
диапазоне), опыта предыдущей работы, интуиции. Основные сложности возникают при освоении
новых марок. Ошибки оператора ведут не рациональному расходу энергетических и материальных
ресурсов, браку, простоям.
Разработанная система управления точностью проката позволяет значительно облегчить
работу оператора по достижению необходимой точности проката.
Целью дальнейшей работы является нахождение резервов повышения точности и качества
проката из специальных сталей и сплавов, увеличения производительности работы стана, сниже-
ния брака и энергозатрат.
Секция 4. Сортопрокатное и волочильное производство
374
ИССЛЕДОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИИ ПРОЦЕССА ПОПЕРЕЧНО-
ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПОВЫШЕНИЯ ПЛАСТИЧНОСТИ ЗАЭВТЕКТИЧЕСКИХ
СИЛУМИНОВЫХ СПЛАВОВ
Ковалев Д.А., Осадчий В.Я., Сигалов Ю.М.
РФ, МГУПИ, ВИЛС, dimapvp@mail.ru
Поперечно-винтовая прокатка (ПВП) является широко распространенным процессом обра-
ботки металлов давлением и отличается большим разнообразием технологии, оборудования и вы-
пускаемой продукции [1]. Исходным материалом для получения труб на агрегатах с прошивным
станом являются круглые катаные или литые заготовки-штанги из углеродистых, легированных и
труднодеформируемых сплавов, таких как сплавы титана и алюминия с высоким содержанием
кремния (заэвтектические силумины).
Повышение пластических свойств металлов за счет обработки давлением всегда являлось
важной задачей науки и производства. Известно, что заэвтектические силумины с содержанием
кремния 18 - 24% обладают рядом очень важных и полезных свойств (высокой удельной прочно-
стью, хорошей износостойкостью в трущихся парах, малой плотностью, низким коэффициентом
линейного расширения, а также высокими антикоррозионными свойствами) и используются в
авиа- и автомобилестроении. Однако до последнего времени, заэвтектические силумины счита-
лись, прежде всего, литейными сплавами, не способными к пластическому деформированию. Эти
сплавы в литом состоянии из-за крупного размера зерен кремния почти не обладают пластическим
свойствами, т.е. имеют низкие механические показатели. Поэтому разработка технологических
параметров деформации исходных слитков этих сплавов на примере сплава 01390 в трехвалковом
стане поперечно-винтовой прокатки (ПВП) на основе предварительного исследования напряжен-
но-деформированного состояния (НДС) металла с целью повышения их пластических свойств
представляет большой научный и практический интерес и является актуальной.
Математическое моделирование напряженно - деформированного состояния заготовки при
поперечно-винтовой прокатке проводилось на основе программ ANSYS/LS-DYNA и DEFORM 3D.
Отличительной особенностью данных моделей от ранее сделанных [3,4,5] является отсут-
ствие каких-либо ограничений степеней свободы деформируемой заготовки, что делает их еще
ближе к естественному процессу. Втягивание и деформация заготовки происходит только благо-
даря силам трения, возникающим при ее контакте с вращающимися валками, что позволяет также
учесть такой немаловажный фактор как скручивание и скорость деформации заготовки при про-
катке.
В программе ANSYS/LS-DYNA моделировали прокатку заготовки-прутка с Ø120мм на Ø80
мм, а в программе DEFORM 3D с Ø120мм на Ø80 мм, Ø110мм на Ø80 мм и Ø100мм на Ø80 мм
при прочих равных параметрах. Тем самым мы имели возможность сопоставить качественные и
численные результаты, сложность постановки и скорость просчета задач двух программ, исполь-
зующих метод конечных элементов, а также исследовать зависимость напряженно-
деформированного состояния металла от вытяжки (от обжатия по диаметру).
Материал прутка – заэвтектический силумин 01390 с пределом текучести 50 МПа, при тем-
пературе прокатки 450º, модель материала прутка Билинейная изотропная [2]. Частота вращения
валков - 30 мин
-1
, максимальный диаметр валков - 300 мм, входной угол обжимной части валка
принимался равным 12º, минимальное расстояние между ними - 80 мм. Угол подачи принимался
равным 9º, угол раскатки 4º. Валки являются абсолютно жесткими, и зафиксированными вокруг
локальной оси. Трение на всей поверхности контакта подчиняется закону сухого трения Кулона,
Секция 4. Сортопрокатное и волочильное производство
375
причем коэффициент трения для обеспечения надежного захвата заготовки валками принимается
относительно большим (0,5) и постоянным на всей контактной поверхности.
Секция 4. Сортопрокатное и волочильное производство
376
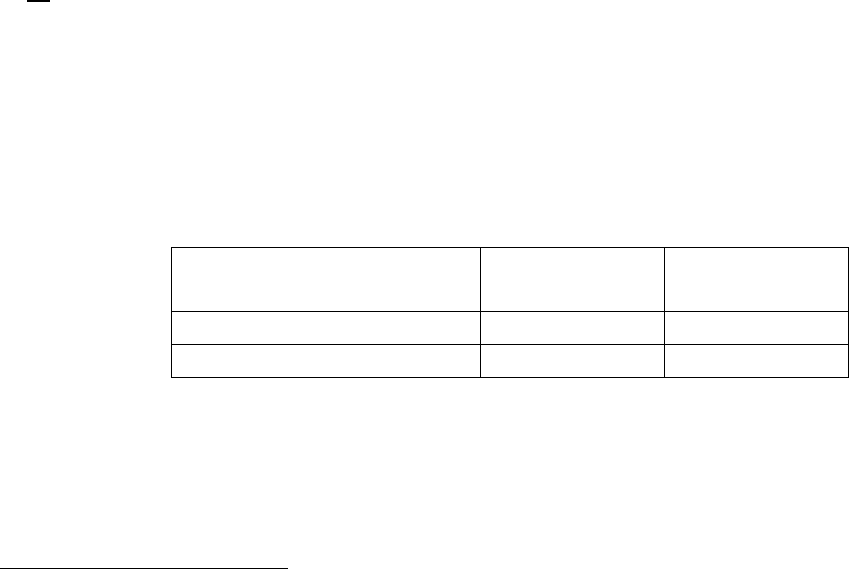
Сечение №1 – начало обжимного участка Сечение №2 – середина обжимного участка
Схема к определению напряжений
в точках по сечению прутка
Сечение №3 – пережим Сечение №4 – 30 мм от пережима
Рис. 1. Распределение напряжений, в деформируемой заготовке полученное в программе ANSYS/LS-DYNA.
Заготовка Ø120мм → пруток Ø80мм.
Секция 4. Сортопрокатное и волочильное производство
377
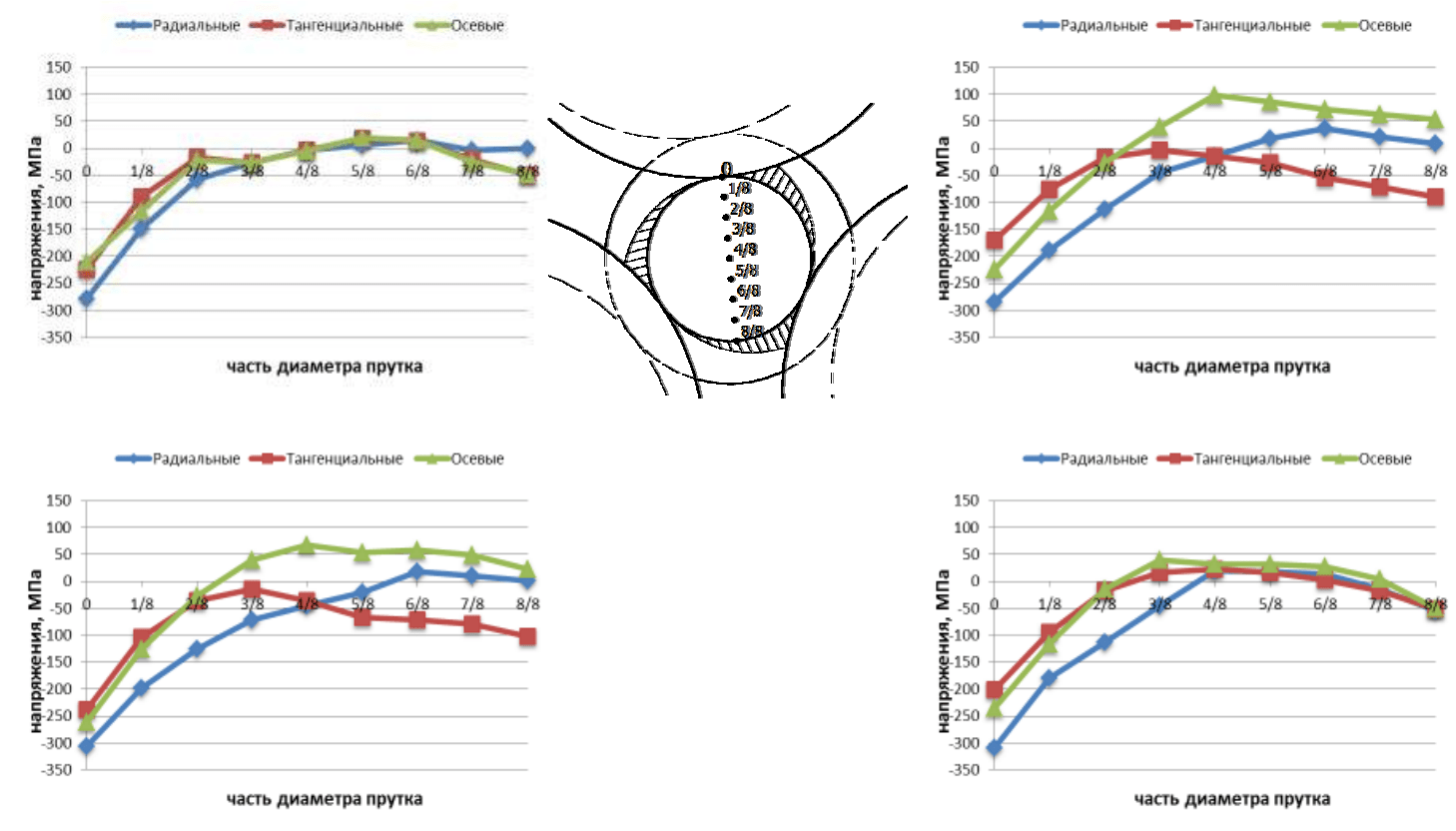
Сечение №1 – начало обжимного участка Сечение №2 – середина обжимного участка
Схема к определению напряжений
в точках по сечению прутка
Сечение №3 – пережим Сечение №4 – 30 мм от пережима
Рис. 2. Распределение напряжений в деформируемой заготовке полученное в программе DEFORM 3D.
Заготовка Ø120мм → пруток Ø80мм.
Секция 4. Сортопрокатное и волочильное производство
378
Распределение напряжений в заготовке деформируемой с Ø120мм на Ø80 мм полученное в
программе ANSYS/LS-DYNA, при установившемся процессе, исследовалось в четырех, наиболее
характерных, сечениях перпендикулярных оси прокатки. Первое сечение бралось в самом нача-
ле обжимного участка, второе в середине, третье сечение находилось в пережиме валков, а чет-
вертое на расстоянии 30 мм от него. Радиальные, осевые и тангенциальные напряжения для вы-
шеперечисленных сечений приведены на рис. №1.
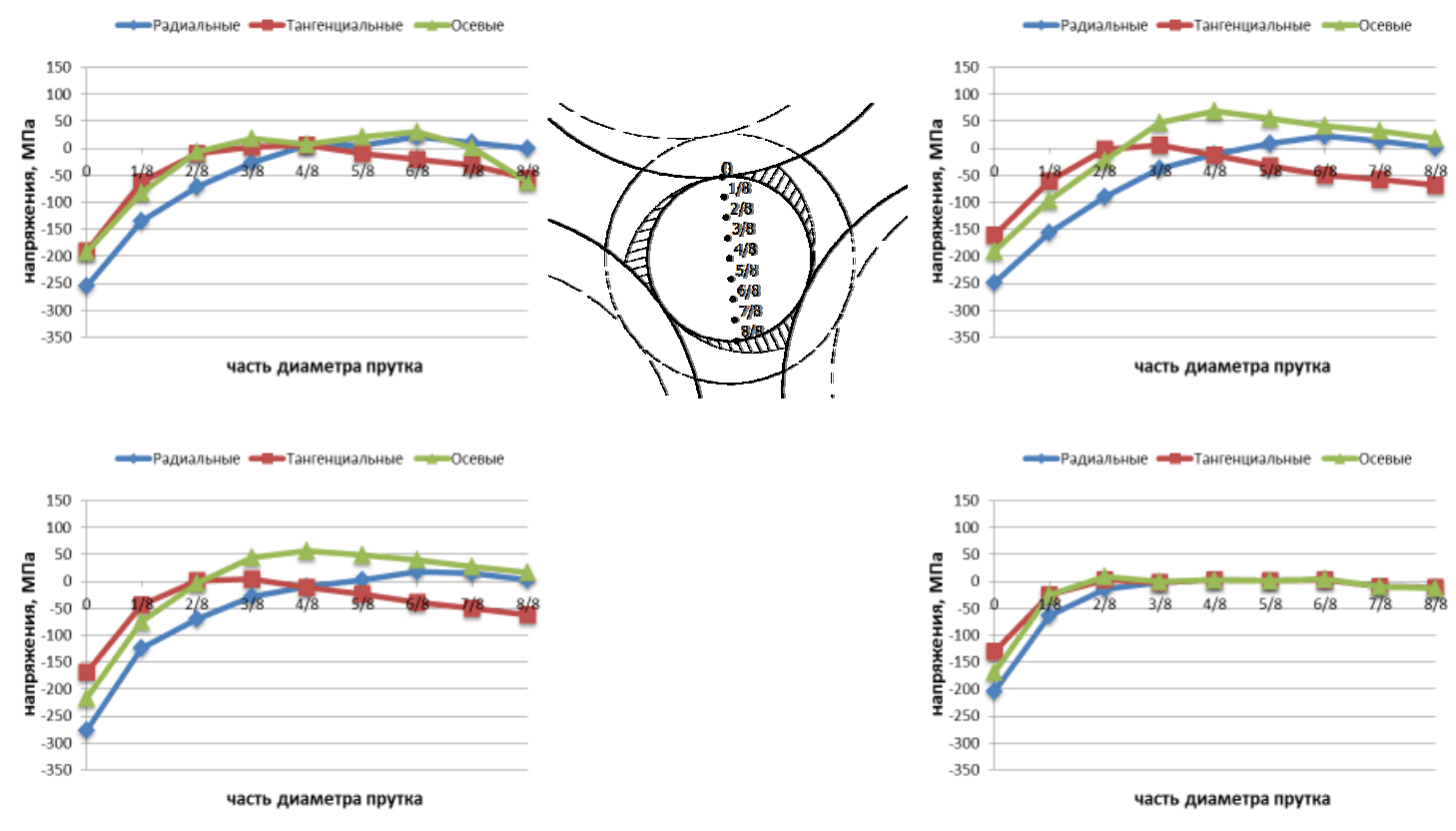
Распределение напряжений в деформируемой заготовке с Ø120мм, Ø110мм, и
Ø100мм на Ø80 мм, полученное в программе DEFORM 3D, при установившемся процессе, также
исследовалось в четырех, наиболее характерных, сечениях перпендикулярных оси прокатки. Ради-
альные, осевые и тангенциальные напряжения для рассматриваемых сечений приведены на рис.
№2.
Приведенные выше графики подтверждают, что качественная картина распределения ради-
альных, осевых и тангенциальных напряжений, полученная на основе программ ANSYS/LS-
DYNA и DEFORM 3D совпадает, при этом ANSYS/LS-DYNA дает завышенные в среднем на 20-
25 % численные значения.
Проанализировав полученные картины распределения напряжений для разной степени де-
формации, можно сделать вывод о том, что наиболее опасная зона, с точки зрения разрушения за-
готовки, находится на расстоянии 6/8 -7/8 диаметра прутка в зоне металла между валками, где
разница между растягивающими осевыми и сжимающими тангенциальными напряжениями дос-
тигает максимальных значений, при этом разница между значениями напряжений снижается при
уменьшении обжатия прутка по диаметру.
Экспериментальная поперечно-винтовая прокатка слитка сплава 01390 проводилась на ос-
нове рекомендаций, полученных с помощью математического моделирования процесса ПВП. Си-
ловые параметры фиксировались при помощи разработанного современного программно-
аппаратного комплекса, состоящего из тензометрических датчиков, высокоразрядного аналого-
цифрового преобразователя и ЭВМ с установленной программой расшифровки данных.
Для проведения измерений усилий при поперечно-винтовой прокатки на ОАО «ВИЛС»
было отлито пять заготовок из сплава 01390, а также один слиток из сплава АД0, который исполь-
зовался для прогрева рабочих валков стана. Время нагрева заготовок в печи составило - 4 часа, по
истечении которого, температура прокатываемых заготовок была 450
0
С. Остальные параметры
процесса прокатки задавались следующими: начальный диаметр заготовки - 100 мм, диаметр про-
катанного прутка - 80 мм, диаметр валков - 300 мм, угол подачи - 9
0
градусов, угол раскатки - 4
0
градуса, частота вращения валков – 30 мин
-1
. При этом вытяжка составила – 1,56. В результате
было получено усилие при прокатке прутков из заэвтектического силумина, приходящееся на
один валок, которое в среднем по пяти пруткам составило 133 кН. Для определения силовых па-
раметров процесса поперечно-винтовой прокатки, а именно усилия на валок, необходимо знать
площадь контактной поверхности и среднее нормальное напряжение на ней. Результаты прове-
денных расчетов с помощью МКЭ на базе программного пакета ANSYS/LS-DYNA и DEFORM 3D
и экспериментальной прокатки приведены в таблице №1.
Таблица№1
Секция 4. Сортопрокатное и волочильное производство
379
Метод
Диам.
загот.,
мм
Диам.
прутка,
мм
Длина
конт
пов,
мм
Ср.шир.
конт.пов,
мм
Площадь
конт. пов-
ти, мм
2
Среднее
конт.
напр.
МПа
Услие
прокатки,
кН
ANSYS 120 80 69 11,23 775 243,0 188,3
Deform3D
120
80
73
14,38
1050
190,3
199
,
8
110 80 55 14,21 781,5 189,2 147,8
100 80 43 14,13 607,6 188,6 111,9
Таблица№1
-
Продолжение
Экспери-
мент/ си-
лумин
01390
100
80
--
--
--
--
133
100
80
--
--
--
--
134
100
80
--
--
--
--
132
100
80
--
--
--
--
132
100
80
--
--
--
--
134
Полученные экспериментальные и расчетные данные по усилию на валке при поперечно-
винтовой прокатке заготовки-прутка из заэвтектического силумина показали, что прикладной па-
кет программ DEFORM 3D дает заниженные результаты с ошибкой 16-18%.
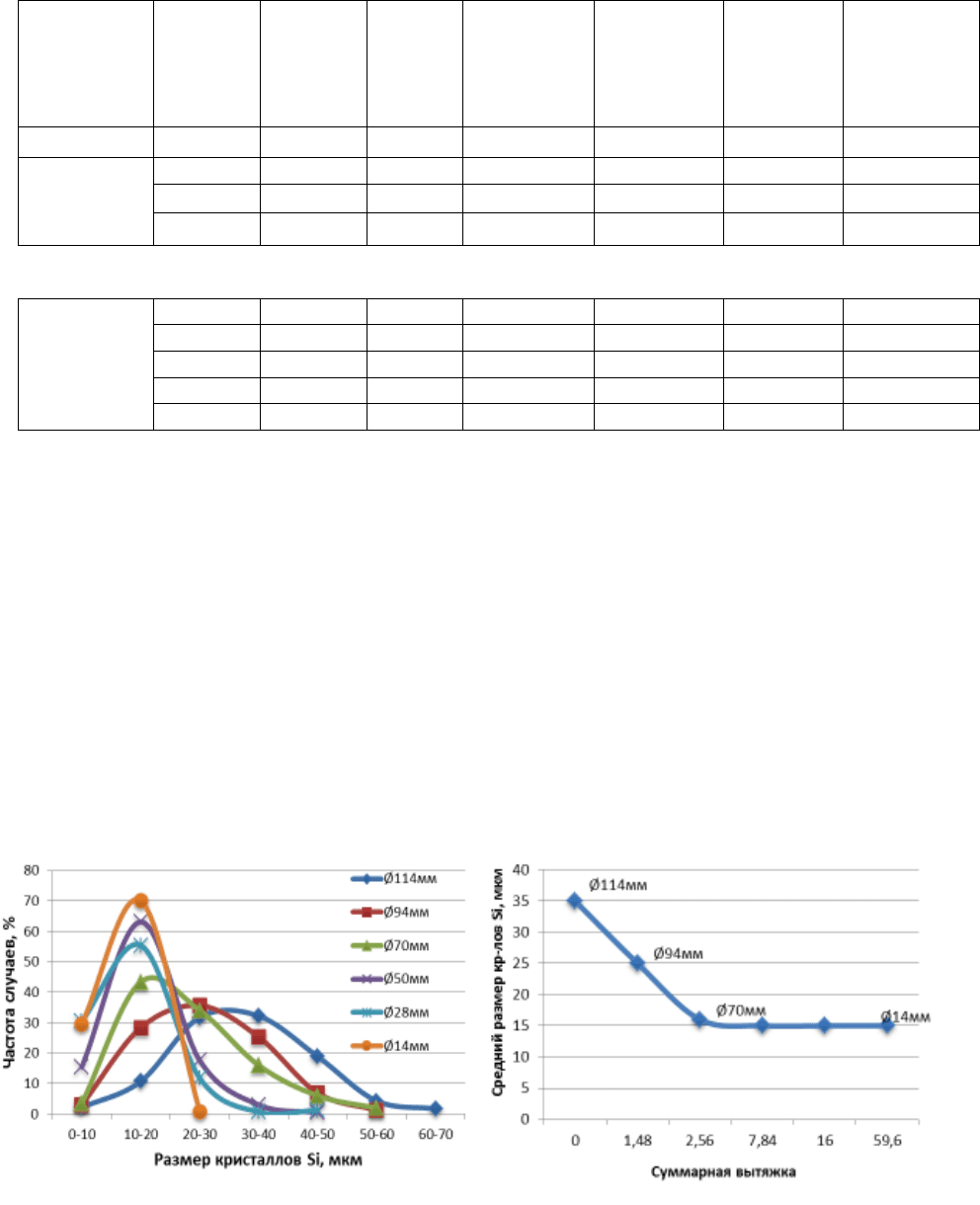
На рис. 3 представлены результаты влияния ПВП на структуру заэвтектического силумина.
В прокатанных прутках средний размер кристаллов кремния относительно исходного слитка
Ø114мм уменьшается до 10-20 мкм. На рис. 4 представлена зависимость среднего размера кри-
сталла кремния от вытяжки. Основываясь на этих данных можно сделать вывод о том, что актив-
ное измельчение кристаллов кремния происходит до значения вытяжки равное 2,5, далее средний
размер кристалла кремния практически не изменяется – наступает эффект «насыщения». Пластич-
ность металла в результате прокатки в стане ПВП возрастает в 3 – 3,5 раза (δ
исх. сл.
=3,2; δ
прок.
заг.
=11,7). Также было проведено более детальное исследование изменения размеров кристаллов
кремния по радиусу заготовки для прутков диаметром 94 мм и 70 мм. Результаты представлены на
рис. 5 и 6.
Рис.3 Зависимость среднего размера кристал-
ла кремния от степени деформации
Рис.4 Зависимость среднего размера кри-
сталла кремния от вытяжки