Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 3. Трубное производство
360
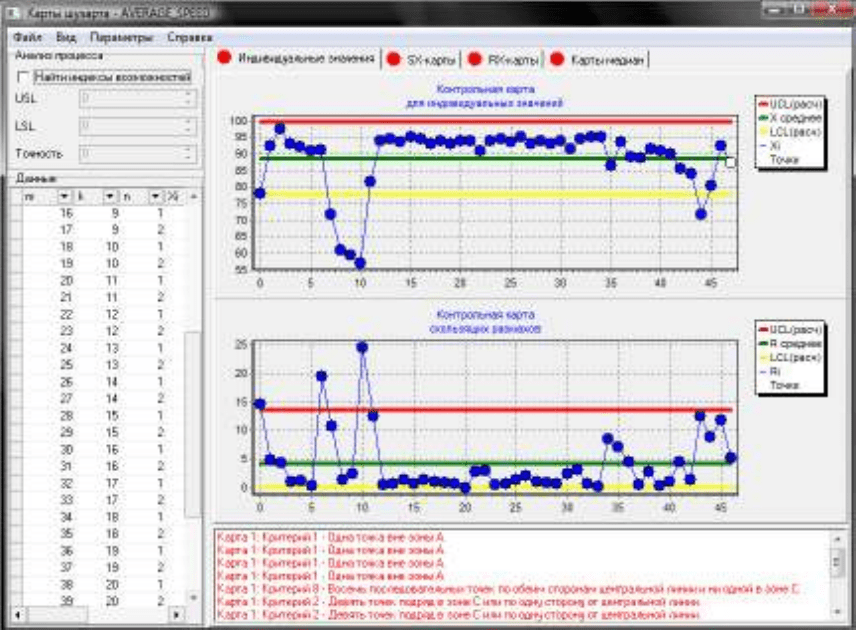
Для оперативного и прогнозного контроля стабильности технологических процессов и, как
следствие параметров качества продукции, в MES используется механизм статистического
контроля технологических процессов на основе карт Шухарта (рис. 21).
В процессе производства по данным полученным из контроллеров агрегатов в автоматическом
режиме (па ранее заданным алгоритмам) формируются статистические выборки параметров
технологических процессов. Данные выборки проходят статистический анализ и представляются в
виде наглядных визуальных интерфейсов MES. С этими интерфейсами могут работать как
работники технологического отдела, так и цеховой персонал, отвечающий за процесс
производства.
Рис. 21 Статистический контроль технологических процессов на основе карт Шухарта
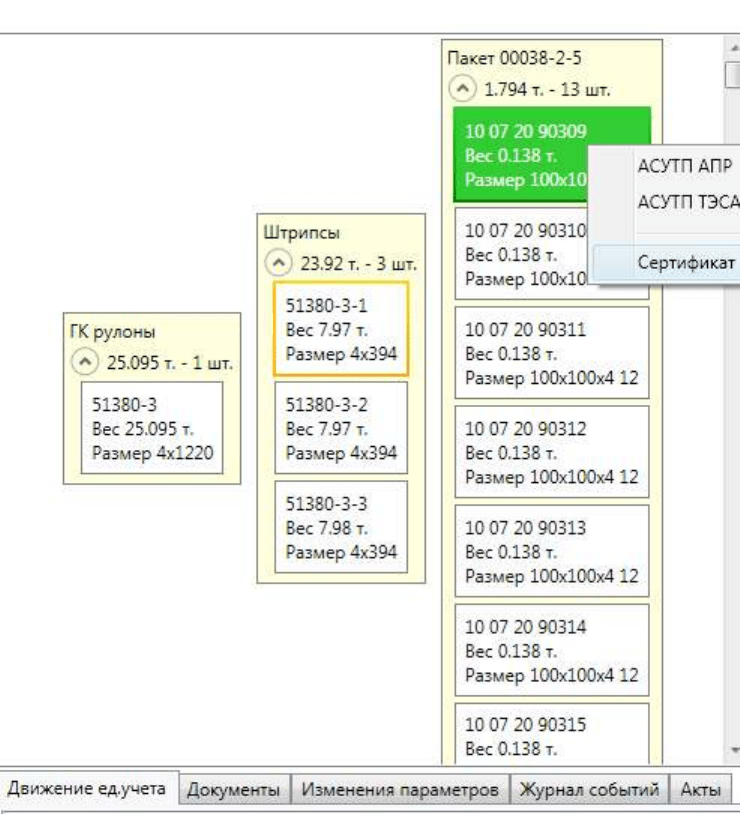
Для контроля качества на всех этапах производства и в последующем цикле использования
готовой продукции потребителем в MES реализовано генеалогическое дерево продукции (рис. 22).
Данный механизм позволяет прослеживать историю единицы готовой продукции, начиная с
выплавки металла, последовательно по всем переделам. Это позволяет при последующих
претензиях потребителя выявить, на каком этапе производства продукции были отклонения от
плановых технологических режимов и при необходимости внести корректировки в
соответствующие технологические процессы.
Секция 3. Трубное производство
361
Рис. 22 Генеалогия продукции
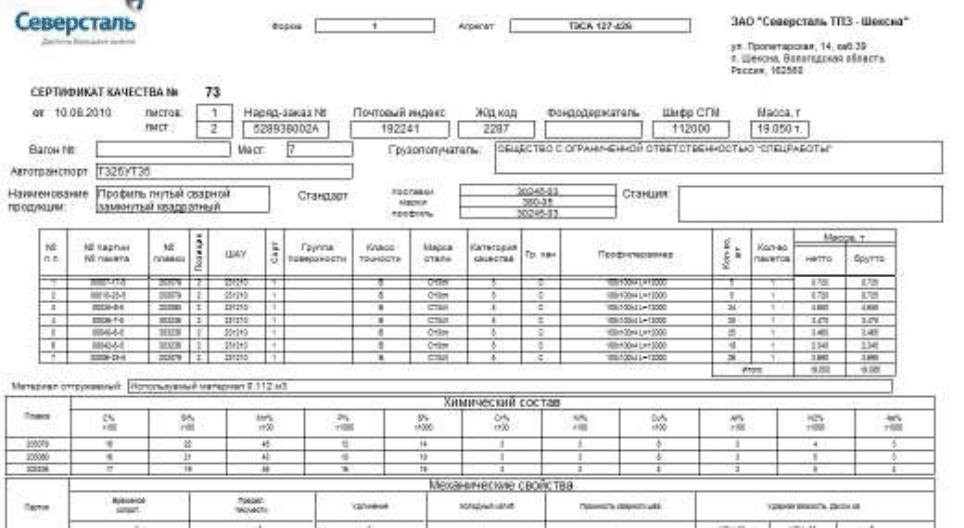
11. Отгрузка готовой продукции, формирование отгрузочных документов
С целью ускорения процесса формирования отгрузочных документов в MES предусмотрены
механизмы автоматизированного формирования набора отгрузочных документов (рис. 23). По
данным, собранным на предыдущих этапах производства, автоматически формируются
сертификаты качества на отгружаемую продукцию, паспорта качества (по требованию
потребителей) и товарные накладные. Так как данные в отгрузочные документы поступают в
автоматическом режиме, в максимальной степени снижается человеческий фактор, влияющий на
точность и достоверность формирования документов.
Секция 3. Трубное производство
362
Рис. 23 Сертификат качества на готовую продукцию
12. Отчетность по производству
Для руководителей любого уровня важно контролировать достижение подразделениями
предприятия поставленных целей в разных временных перспективах. Для этого механизмы MES
позволяют группировать и укрупнять показатели производственных процессов, показатели
выполнения планов по производству, отгрузке готовой продукции, снабжения производства
необходимыми ТМЦ, сырьем и запасными частями.
Имея в MES точные и непротиворечивые данные, которые по большей части формируются
автоматически, руководители имеют возможность наблюдать за работой производства в реальном
режиме времени (рис 24). Кроме этого, на основании статистических данных, собранных за
различные периоды времени в различных производственных ситуациях, механизмы MES
позволяют прогнозировать и моделировать выполнение производственных программ, определять
доступность ключевых ресурсов (рис. 25). Таким образом, MES становится системой поддержки
принятия решений, как в стабильных ситуациях, так и в ситуациях неопределенности.

Секция 3. Трубное производство
363
Рис. 24 Каталог первичных документов по работе производства
Рис. 25 Сводная диаграмма по движению металла в производстве ТПЗ
13. Передача производственных показателей на уровень ERP
Для ведения бухгалтерского и управленческого учета производства, необходимые для этих
целей производственные показатели передаются в автоматическом режиме на уровень ERP:
- Поступление сырья от поставщика в производство ТПЗ
- Выпуск готовой продукции из производства на склад за заданный период времени
- Выпуск полуфабрикатов из производства на склад за заданный период времени
-
Межскладское перемещение металла в производстве
Секция 3. Трубное производство
364
- Межскладское перемещение материалов в производстве
- Фактический расход материалов для производства заданного объема продукции
Внедренная фирмой ООО «ЗСПУ» в ЗАО «Северсталь ТПЗ – Шексна» информационная
система поддерживающая процессы оперативного управления производством
зарекомендовала себя как высокоэффективный инструмент для учета и управления
производством в режиме реального времени. Предприятие получило следующие эффекты
от внедрения системы:
•
В области управления качеством продукции – это снижение объема выпуска
продукции с пониженной категорией качества благодаря точной технологической
подготовке производства, автоматизированному входному контролю сырья и
полуфабрикатов и автоматизированной системе управления качеством готовой
продукции во всем производственном цикле.
•
В области качества управления производством – это снижения объема
недостоверной и противоречивой информации по производству благодаря учету и
отчетности по параметрам производства в режиме реального времени.
•
В области управления затратами на производство – это снижение затрат на выпуск
готовой продукции благодаря оперативному управлению расходными
коэффициентами сырья, полуфабрикатов и основных технологических материалов.
Секция 4. Сортопрокатное и волочильное производство
365
ВЛИЯНИЕ ФОРМЫ МНОГОРУЧЬЕВОГО КАЛИБРА НА РАЗМЕРНУЮ ТОЧНОСТЬ АР-
МАТУРНЫХ ПРОФИЛЕЙ
Шота П., Мруз С., Дыя Х., Кавалек А., pszota@wip.pcz.pl
В течение последних лет на мировом рынке прокатных изделий можно заметить увеличи-
вающийся спрос на круглые ребристые прутки, которые чаще всего используются для армирования
бетона. Большой спрос на ребристые прутки является причиной стремления увеличить эффектив-
ность производства в уже существующих прокатных цехах. Строительство новых или модерниза-
ция уже существующих прокатных цехов влияет на увеличение производительности [1-4]. В на-
стоящее время существуют два основных направления развития и модернизации прокатных цехов:
-
прокатка ребристых прутков с многократным продольным разделением полосы,
- прокатка с большой скоростью вместе с системой быстрого приема прутков.
Применение прокатки ребристых прутков с многократным продольным разделением полосы по-
зволяет увеличить производительность цеха и одновременно уменьшить производственные затра-
ты, сохраняя высокое качество готового изделия [1,2]. Многожильная прокатка имеет множество
преимуществ, среди которых можно выделить:
−
увеличение производительности станов,
−
снижение единичного расхода энергии на деформирование металла в валках,
−
возможность увеличения поля поверхности сечения заготовки,
−
меньшее количество пропусков,
−
меньшая амортизация валков и прокатного оборудования.
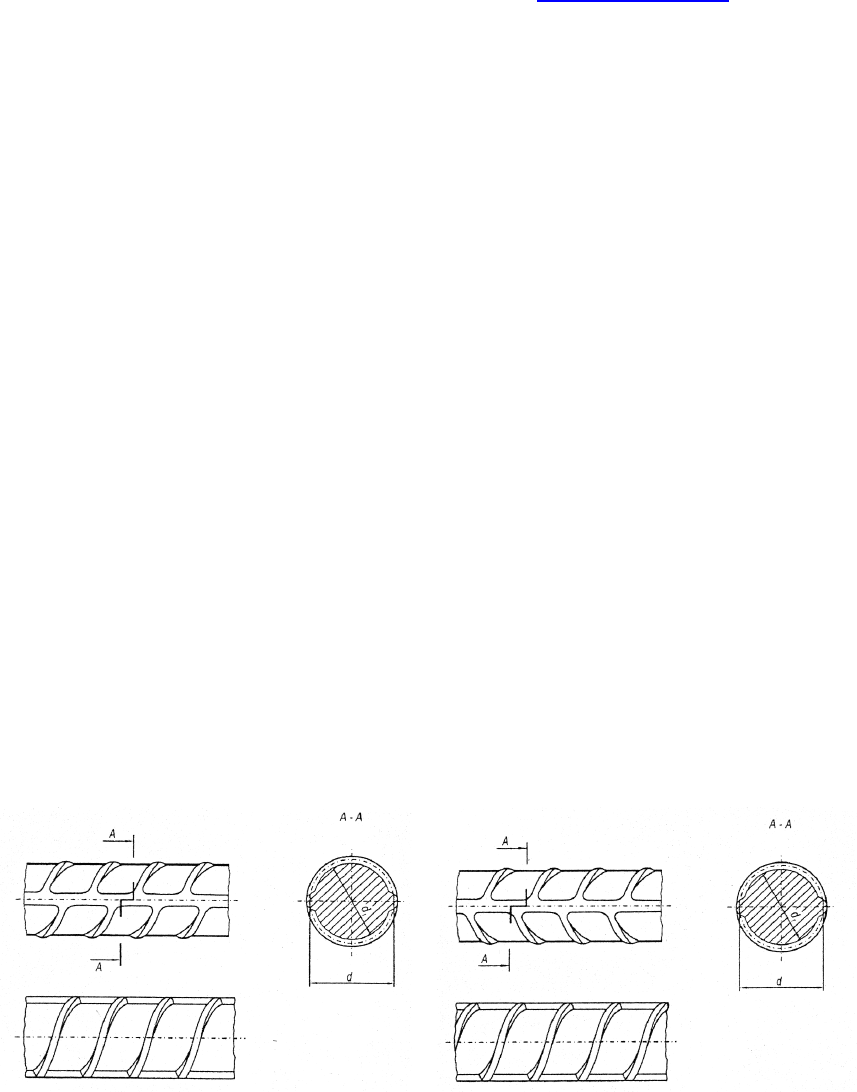
Технология прокатки с продольным разделением полосы имеет, однако, ограниченное при-
менение. Использование этой технологии является возможным при производстве ребристых прут-
ков (рис.1). Недостатком технологии продольного разделения полосы является образование ост-
рых краев, которые появляются во время разрыва перемычки, соединяющей отдельные жилы. По-
этому эта технология не используется для прокатки прутков, поверхность которых должна быть
гладкой [3].
a)
б)
Рис. 1. Пример ребристых прутков с продольным ребром с разным расположением поперечных
ребер: а) - расположение с одним скосом, б) - расположение с двумя скосами
Калибровка ребристых прутков с продольным разделением полосы основывается на ис-
пользовании специальных разделяющих калибров на последнем этапе прокатки. Использование
технологии продольного разделения полосы связано с необходимостью использования специаль-
ных пропусков и направляющих полосы с целью подготовки, формовки и продольного разделения
полосы на отдельные полосы. Затем разделенная многожильная полоса прокатывается в отдель-
ных жилах (двух, трех, четырех и даже пяти) на готовые ребристые прутки. Примером прокатного
Секция 4. Сортопрокатное и волочильное производство
366
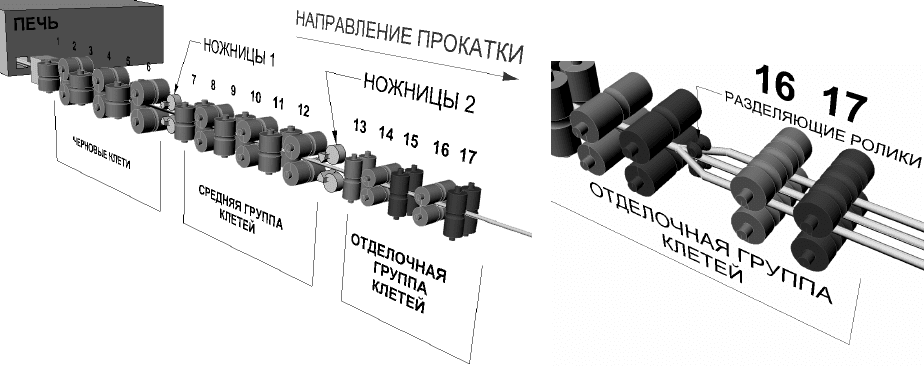
стана, в котором применяется технология продольного разделения полосы, может быть непрерыв-
ный прокатный стан D350 показанный на рисунке 2 [3,5,6].
a) б)
Рис. 2. Схема непрерывного прокатного стана D350: а) – схема прокатной линии,
б) – ролики, разделяющие полосу на три жилы
Технология многожильной прокатки использует соединение деформации с разделением. На
первом этапе происходит формирование из цельнолитой заготовки нескольких профилей в мно-
гожильных калибрах, которые соединены между собой «перемычкой». Затем полученные профили
разделяются на специальных разделяющих роликах (рис. 2б).
Многожильная прокатка отличается от стандартной технологии продольной прокатки
мешьшим расходом энергии. Во время разделения в калибрах работа деформации заменяется ра-
ботой резки, отсюда энергосиловые параметры прокатки ниже [3].
Для прокатки ребристых прутков диаметром 16 мм на прокатной линии использовались ка-
либры (см. рис. 2):
−
ящичные калибры – прокатная клеть 1,2,
−
калибр овальный с двумя радиусами – прокатная клеть 3,
−
калибры в системе круг-овал – прокатная клеть 4-9,
−
плоская бочка – ребровой калибр – клеть 10-13,
−
калибр начально разделяющий – клеть 14,
−
калибр разделяющий – клеть 15,
−
калибр овальный плоский – клеть 16,
−
калибр готовый ребристый диаметром 16 мм – клеть 17.
Прокатка ребристых прутков диаметром 16 мм по трехжильной технологии связана с разделением
полосы на три отдельные жилы после 15 клети. Формирование полосы перед разделением проис-
ходит в разделяющих калибрах таким образом, чтобы отдельные жилы имели одинаковые поля
поперечного сечения. Подбор формы разделяющего калибра затруднителен из-за изменения рас-
пределения деформаций и напряжений, а также скорости течения металла на поперечном сечении
полосы в зоне деформации.
Целью проводимых исследований было определение разниц поля поперечного сечения раз-
деленных жил и их влияния на размерную точность готовых ребристых прутков диаметром 16 мм.
Анализ процесса прокатки ребристых прутков диаметром 16 мм в варианте трехжильной техноло-
гии был проведен для непрерывного прокатного стана одного из польских металлургических заво-
дов. Форма калибров была взята из технологической инструкции прокатного стана. Анализ про-
Секция 4. Сортопрокатное и волочильное производство
367
цесса прокатки был проведен на основе численного моделирования, выполненного с помощью
программы Forge2007
®
[7]. В работе представлены результаты прокатки из четырех последних
прокатных клетей при прокатке ребристого прутка диаметром 16 мм.
Численное моделирование
Правильное определение способа деформации в разделяющих калибрах, а также формы по-
лосы после разделяющих калибров требовало проведения численного моделирования прокаты-
ваемой полосы от первого до последнего пропуска с учетом снижения температуры между клетя-
ми. Численное моделирование процесса прокатки ребристых прутков проводилось с помощью
компьютерной программы Forge2007
®
, которая для расчетов использует метод конечных элемен-
тов. Термомеханические симуляции процесса прокатки ребристых прутков проводились с помо-
щью вязкопластической модели тела, для трехосевого деформационного состояния; деформируе-
мый материал описан законом Нортона-Хоффа [7,8]. Свойства стали 18G2A (сталь, из которой из-
готавливаются ребристые прутки) в компьютерных симуляциях были определены с помощью
функции, определяющей сопротивление деформации в зависимости от температуры, деформации
и скорости деформации. Сопротивление деформации стали было определено с помощью расши-
ренной функции Hansel/Spittlе (1) [7,8]. Коэффициенты, входящие в состав функции определены
на основании аппроксимации реальных кривых течения (таблица 1) [7,9].
TmmmTm
m
m
m
Tm
p
eeTeA
⋅⋅⋅
⋅
⋅⋅⋅+⋅⋅⋅⋅⋅=
8375
4
2
9
1
)1(
εεεεσ
ε
ε
&&
(1)
Таблица 1. Коэффициенты функции Hansel/Spittlе для стали 18G2a
Марка
стали
A
m
1
m
2
m
3
m
4
m
5
m
7
m
8
m
9
18G2a 2407874,
05
-
0,001864
1
0,157103
-
0,086173
8
-
0,008621
1
-
0,000943
0
0,500083
0
0,000238
9
-
1,117247
Для исседований был принят следующий коэффициент теплообмена: с валками 3000 W/(K·мм
2
), с
воздухом 10 W/(K·мм
2
). Эти данные были взяты из базы данных компьютерной программы
Forge2007
®
. Кроме того, для симуляции были приняты следующие начальные параметры: радиус
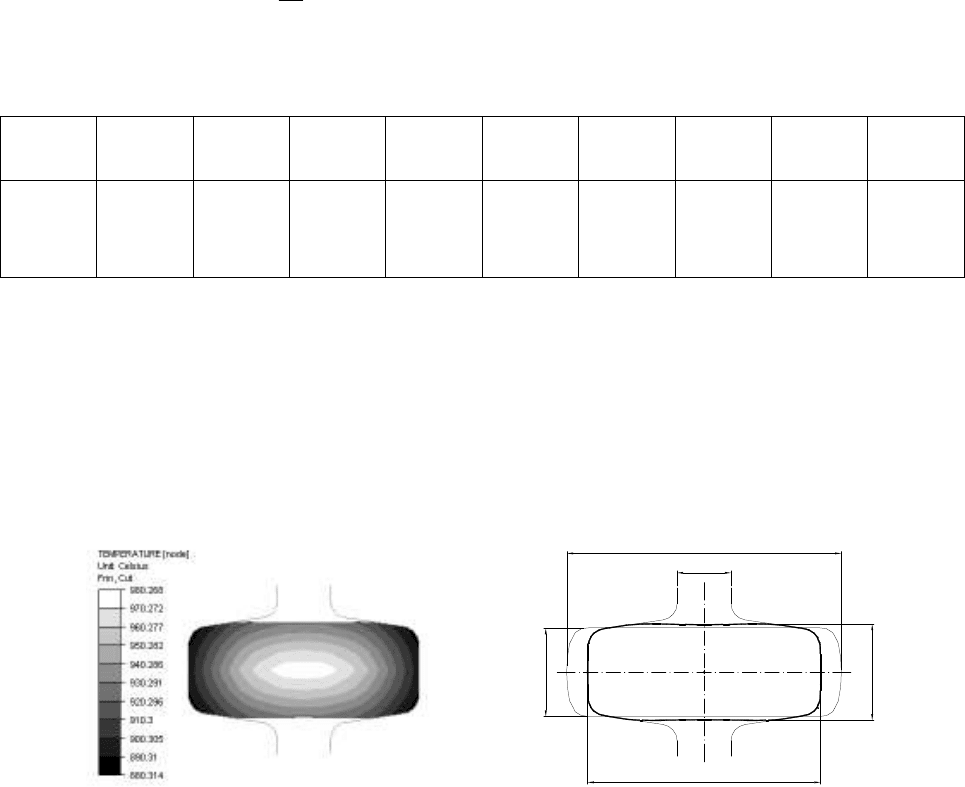
валков 350 мм, распределение температуры в прокатываемой полосе было принято согласно с рис.
3а, скорость прокатки в последней клети составляла 10,5 м/с, коэффициент и фактор трения был
определен соответственно 0,35 и 0,7. Форма полосы перед клетью 14 показана на рис. 3б.
a)
б)
13,2
67,2
21,7
57,0
23,6
Секция 4. Сортопрокатное и волочильное производство
368
Рис. 3. Полоса после прокатки в клети 13: а) распределение температуры полосы
в поперечном сечении после клети 13, б) – форма и размеры полосы после клети 13
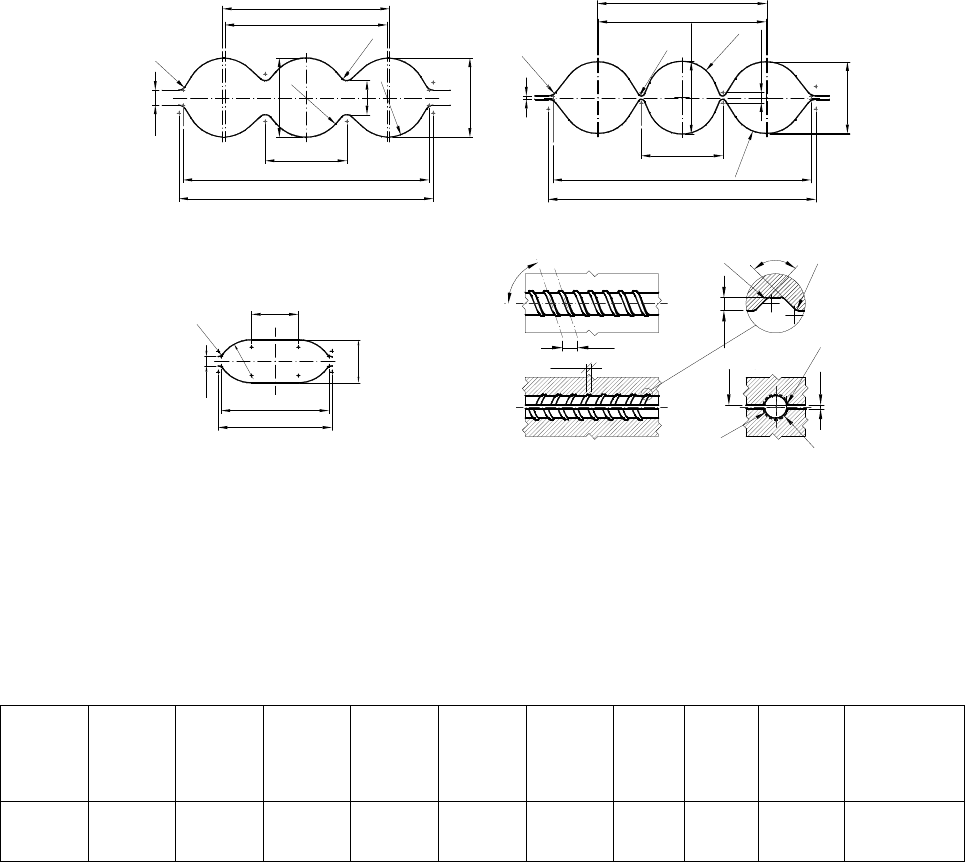
Для анализа деформации в четырех последних пропусках использовались калибры, пред-
ставленные на рис. 4. Размеры круглого ребристого калибра показаны на рис. 4 г), а размеры пред-
ставлены в таблице 2. На основании конструктивных рисунков калибров (рис. 4) разработаны
компьютерные модели валков, которые затем преобразованы в модели конечных элементов.
a)
R
1
0
.
5
21.61
65.04
67.28
4
R
2
20.96
R
1
.
8
42.86
44.19
9
21
R
1
0
.
5
б)
0.9
19
R
0
.
9
R
9
.
5
R
9
.
4
2.7
19.3
44.35
44.89
21.52
68.3
R
2
.
5
70.74
в)
2,5
11,4
R
1
,
5
R
9
,
5
28.47
30.06
12.38
г)
d
2
d
1
ПРОДОЛЬНОЕ
СЕЧЕНИЕ РАЗВЕРТКИ
ВАЛКА
РАЗВЕРТКА РАБОЧЕЙ
ПОВЕРХНОСТИ ВАЛКА
ПОПЕРЕЧНОЕ СЕЧЕНИЕ ИЗДЕЛИЯ
ПОПЕРЕЧНОЕ СЕЧЕНИЕ РЕБРА
R
3
A
R
2
β
Dw
R
1
t
α
B
T
Рис. 4. Калибры, использованные для прокатки ребристых прутков диаметром 16 мм по трехжиль-
ной технологии: а) – калибр начално разделяющий (клеть 14), б) - калибр разделяющий (клеть 15),
в) – калибр овальный плоский (клеть 16), г) – клеть круглая ребристая (клеть 17)
Таблица 2. Размеры валков, применяемых для прокатки ребристых прутков
диаметром 16 мм
d
[mm]
Dw
[mm]
N
[]
d1 / d2
[mm]
A
[mm]
B
[mm]
T
[mm]
t
[mm]
Β
[°]
α
[°]
R1 / R2 /
R3
[mm]
16 348,38 110
15,2 /
17,4
1,05 1,5 10.0 2 60 63,26
0,5 / 0,4 /
0,4
Результаты численного моделирования
В работе проведен теоретический анализ результатов прокатки круглого ребристого прутка
диаметром 16 мм в четырех последних клетях (14-17) с применением продольного разделения по-
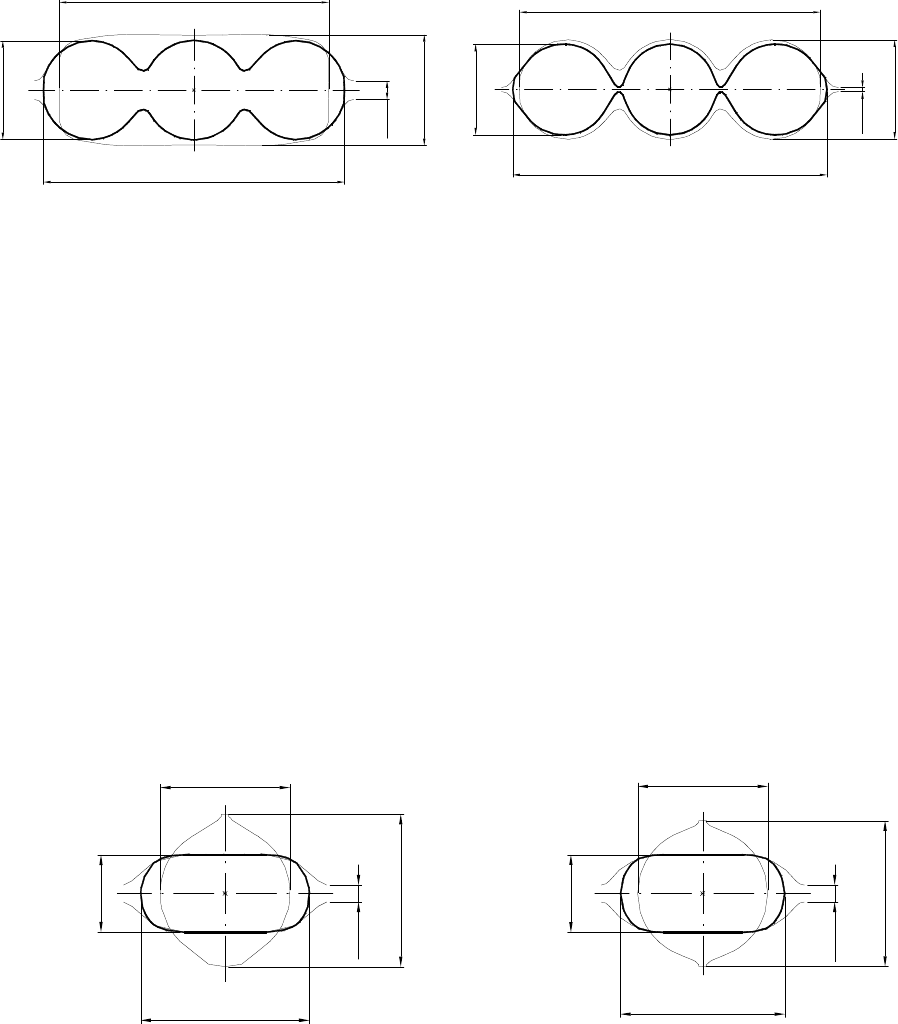
лосы. В результате проведенных численных расчетов получена форма полосы после четырех по-
следних пропусков. На рис. 4 представлено заполнение калибров: начально-разделительного и ка-
либра разделительного.
Секция 4. Сортопрокатное и волочильное производство
369
a)
57,0
4,0
23,6
63,6
21,1
б)
21,1
0,9
63,6
66,4
19,2
Рис. 5. Форма и размеры полосы после прокатки в калибре: a) – начально разделяющим;
(A
внеш
=347,0 mm
2
, A
внутр
=359,6 mm
2
, λ=1,22), б) – разделяющим (A
внеш
=308,1 mm
2
,
A
внутр
=295,5 mm
2
, λ=1,16)
На основании результатов численного моделирования (рис. 5) доказано, что заполнение разде-
ляющих калибров было правильным. После начального формирования полосы в начально-
разделительном калибре полоса потом была прокатана в калибре разделительном с целью прида-
ния окончательной формы отдельным жилам, а также уменьшение толщины перемычки, соеди-
няющей жилы. Таким образом, сформированная полоса, после клети 15 была разделена с помо-
щью неприводных разделительных роликов. Разделенные жилы затем прокатывались в овальном
плоском калибре и круглом ребристом калибре. При симуляциях прокатки процесс разделения не
моделировался, а только разделена полоса после 15 клети на две отдельные жилы: внешнюю и се-
рединную. Предполагалось, что кромочные жилы симметричны.
Полученные две внешние жилы и серединная жила прокатывались в клетях 16 и 17 на гото-
вый ребристый пруток диаметром 16 мм. Результаты численного моделирования представлены на
рис.6.
a)
22,5
2,5
19,2
11,4
24,9
б)
21,5
2,5
24,3
19,2
11,4
Рис. 6. Форма и размеры полосы после прокатки в овальном плоском калибре:
a) – овал, прокатываемый из внешней жилы (A=258,5 mm
2
, λ=1,19), б) – овал, прокатываемый из
серединной жилы (A=252,2 mm
2
, λ=1,17)