Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 2. Листопрокатное производство
180
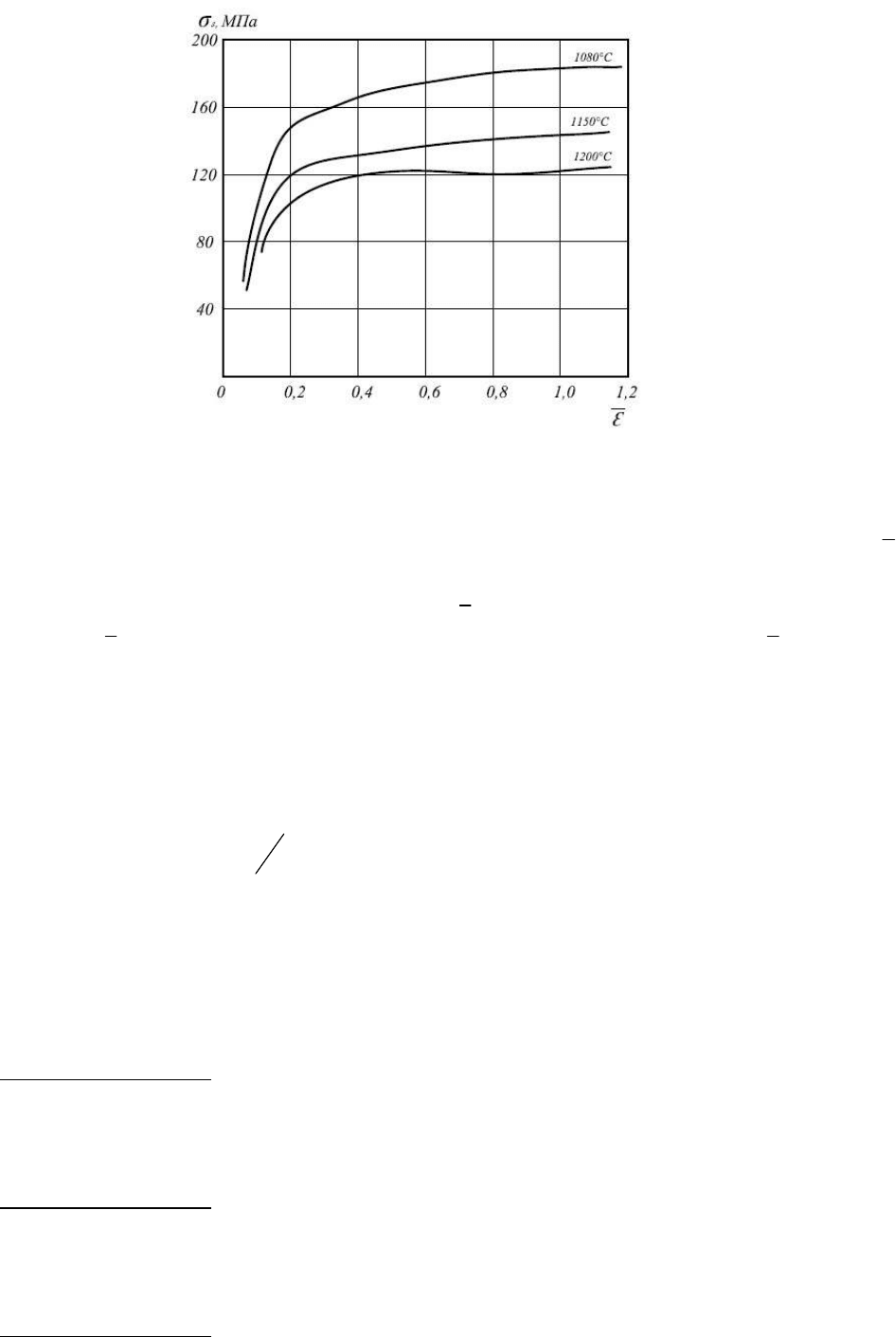
Рисунок 1 – Кривые течения стали класса прочности Х80 в условиях непрерывного нагружения
при
ср
ε
&
=1,75 с
-1
и температурном диапазоне 1080 – 1200
о
С
Кривые течения данной стали при непрерывной деформации в исследованном диапазоне
можно охарактеризовать как кривые «чистого динамического возврата» [2]. На кривых
S
σ ε
−
наблюдается ярко выраженный участок деформационного упрочнения, который имеет
наибольшую протяженность при Т
исп
=1080
о
С (до
ε
=0,6-0,7). При Т
исп
=1150
о
С этот участок
сокращается до
ε
=0,35-0,4, а для температуры 1200
о
С он заканчивается при
ε
=0,3, когда
наступает стадия установившегося течения
S
уст
σ σ
=
.
На этой стадии в металле формируется устойчивая субструктура с высоким уровнем
физико-механических свойств. Постоянство размера субзерен на этой стадии обеспечивается
процессом реполигонизации [2]. Реологическое поведение металла в этих условиях в зависимости
от уровня значений
S
σ
описывается уравнением Селларса – Тегарта:
( )
(
)
sinh exp
n
з S
Q
А
RT
ε ασ
−
=
&
(1)
здесь
Q
– энергия активации; R – газовая постоянная;
з
А
,
α
, п – постоянные.
Моделирование дробной деформации применительно к условиям горячей толстолистовой
прокатки данной стали осуществляли при неизменной скорости деформации по проходам
ср
ε
&
=1,75
с
-1
и длительности междеформационных пауз
τ
∆
=5 сек. Распределение единичных обжатий и
изменение температурных условий прокатки проводили по следующим схемам:
Режим 1 (9 проходов)
а) Степень деформации
i
ε
, %: 8,5-10-10-10-10-10-10-10-10 (равномерное распределение,
первый проход занижен)
б) Температура образца: Т
нач
=1200
о
С; Т
кон
=1130
о
С.
Режим 2 (9 проходов)
а) Степень деформации
i
ε
, %: 7,5-9,5-11,3-12,1-11,5-10,8-9,7-8,8-7,5 (максимальные
обжатия в 3-6 проходах)
б) Температура образца: Т
нач
=1200
о
С; Т
кон
=1130
о
С.
Режим 3 (7 проходов)
Секция 2. Листопрокатное производство
181
а) Степень деформации
i
ε
, %: 11,5-13,7-13,2-12,9-12,5-12,1-11,9 (пониженные обжатия в
первом и последнем проходах)
б) Температура образца: Т
нач
=1200
о
С; Т
кон
=1150
о
С.
Режим 4 (9 проходов)
а) Степень деформации – как по режиму 1
б) Температура образца: Т
нач
=1150
о
С; Т
кон
=1080
о
С.
Режим 5 (7 проходов)
а) Степень деформации – как по режиму 3
б) Температура образца: Т
нач
=1150
о
С; Т
кон
=1100
о
С.
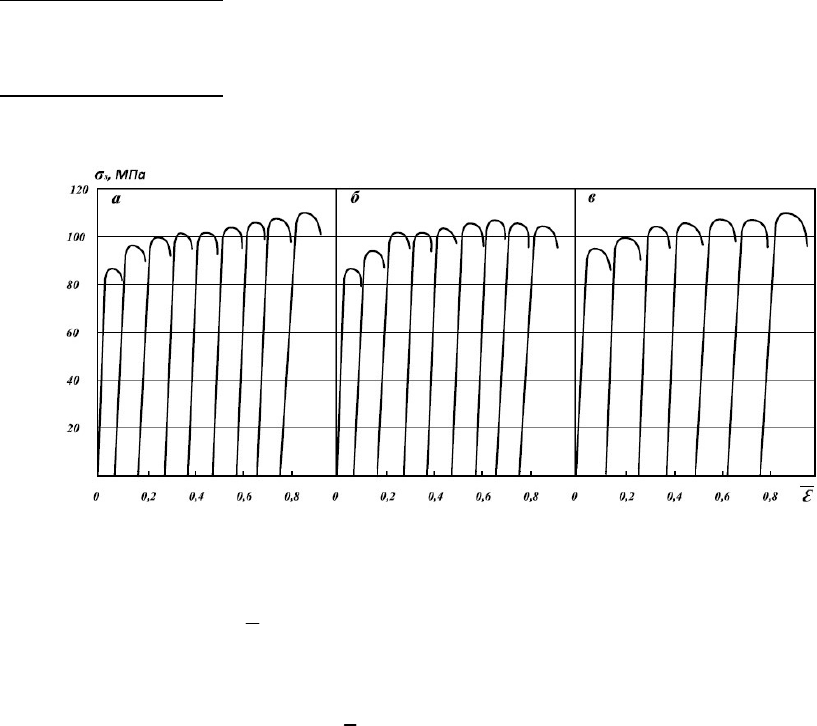
Рисунок 2 – Кривые течения стали класса прочности Х80 при дробном нагружении с Т
нач
=1200°C
по режимам 1(а), 2(б) и 3(в)
Как видно из рис. 2, во всех случаях кривые течения при дробной деформации проходят
заметно ниже кривых
S
σ ε
−
при непрерывном нагружении. Это связано с тем, что в
междеформационных паузах в данной стали происходит разупрочнение металла в условиях
метадинамической рекристаллизации, которая проявляется все более заметно с ростом
накопленной деформации. С ростом
ε
возрастает количество подготовленных для развития
рекристаллизации объемов металла. Причем этот процесс происходит немонотонно. В начале идет
интенсивное измельчение зерна, затем рост его среднего размера, потом повторное его
уменьшение и, наконец, медленный завершающий рост зерен.
Следует также отметить, что изменение режима распределения обжатий по проходам в
целом не сильно сказывается на характере и уровне кривых дробной деформации (рис. 2). При
всех режимах дробного нагружения в диапазоне снижения температуры по проходам с Т
нач
=1200
о
С до Т
кон
=1130
о
С уровень значений
S
σ
в первых проходах заметно ниже, чем в последующих
проходах. По режимам 1 и 2 уровень сопротивления деформации по всем 9 проходам близок к
величине
S
σ
=100 МПа. И все же для режима 2 (рис. 2б) характерно более равномерное
распределение величины
S
σ
по проходам, начиная с третьего прохода.
Для режима 3 (рис. 2в), начиная с третьего прохода, величина
S
σ
превышает уровень 100
МПа и в 5 – 7 проходах достигает значения
S
σ
=110 МПа, но не более. Следовательно сокращение
числа проходов с 9 до 7 в диапазоне 1200→1130
о
С заметного роста величины
S
σ
не вызывает.
Поэтому данный режим может быть рекомендован для опытного опробования в заводских
условиях.
Не менее интересная картина складывается и с результатами моделирования дробной
деформации в температурном диапазоне с Т
нач
=1150
о
С до Т
кон
=1080
о
С (1100
о
С) (рис. 3).
Секция 2. Листопрокатное производство
182
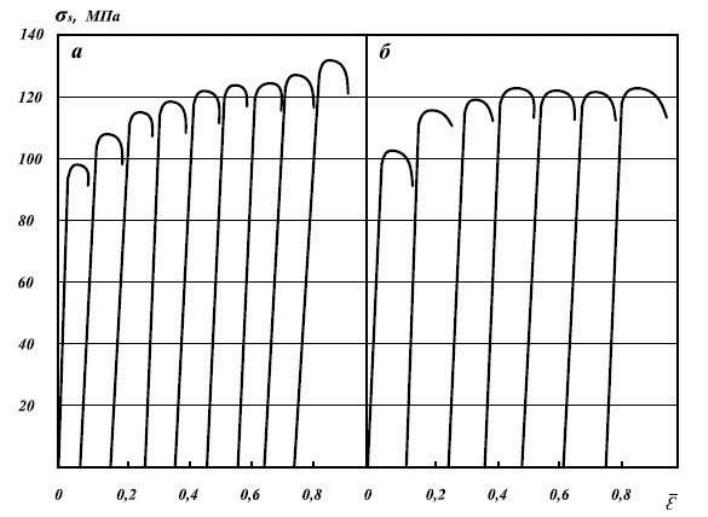
Рисунок 3 – Кривые течения стали класса прочности Х80 при дробном нагружении с Т
нач
=1150°C
по режимам 4(а) и 5(б)
Для режима 4 (одинаковые обжатия по проходам, начиная со второго) приводят к явно
неравномерному распределению величины
S
σ
и монотонному росту сопротивления деформации
от прохода к проходу. Переход на схему прокатки в семь проходов в диапазоне 1150 → 1100
о
С
(режим 5, рис. 3б) следует признать более предпочтительным по сравнению с режимом 4. Из рис.
3
б видно, что по режиму 5 величина
S
σ
с третьего прохода остается практически на уровне 120
МПа, тогда как по режиму 4 этот уровень перекрывается, начиная с шестого прохода.
Выводы
1 В исследованном температурно-скоростном диапазоне кривые течения стали класса
прочности Х80 при дробной деформации во всех случаях проходят ниже кривых непрерывного
нагружения, что благоприятно сказывается на уровне энергосиловых параметров процесса горячей
толстолистовой прокатки в реальных условиях.
2 Во всех случаях в первом проходе наблюдается пониженный уровень величины
сопротивления деформации стали, что может служить резервом для перераспределения схемы
дробного нагружения.
3 Схема равномерного распределения единичных обжатий вполне приемлема для
температурного диапазона прокатки 1200 → 1130
о
С и менее желательна для диапазона 1150 →
1080
о
С.
4 Переход на режим обжатия в 7 проходов с учётом распределения величины
сопротивления деформации оправдан, особенно в температурном диапазоне 1150 → 1100
о
С.
Литература
1.
Х. Дыя. Прогрессивные технологии ОМД. Учебно-методическое пособие – М.: ИРИАС,
2009, с. 189-207.
2. Galkin A.M. Badania plastometryczne metali i stopow. Cze,stochowa. WPCz, 1990. – 142 s.

Секция 2. Листопрокатное производство
183
Аннотация
Приведены результаты пластометрических испытаний на установке «Gleeble-3800» в
условиях горячей прокатки стали класса прочности Х80. Показана возможность применения
различных режимов распределения обжатий по проходам в зависимости от температурных
условий начала и окончания прокатки на черновом переделе стана 5000.
Секция 2. Листопрокатное производство
184
УСТРАНЕНИЕ ДЕФЕКТОВ ПОВЕРХНОСТИ ХОЛОДНОКАТАНЫХ ЛИСТОВ,
ВЫЗВАННЫХ ВИБРАЦИЯМИ РАБОЧИХ КЛЕТЕЙ
Э. А. Гарбер
1
, С. И. Павлов
2
, А.В. Кожевников
1
, М. А. Тимофеева
1
, В. В. Кузнецов
2
(1 - Череповецкий государственный университет, 2- ЧерМК ОАО «Северсталь»)
Аннотация
Установлено, что дефекты поверхности холоднокатаных листов «поперечная ребристость»
и «полосы нагартовки» возникают в результате вибраций, возбуждаемых в рабочих клетях
непрерывного стана. Источник внезапного возбуждения вибраций – ударные воздействия
подушек рабочих валков на опорные плоскости станин, происходящие при их реверсивных
перемещениях в пределах зазоров ходовой посадки.
С использованием новых решений в теории холодной прокатки разработаны и реализованы
технические решения, устранившие эти дефекты.
Ключевые слова: поперечная ребристость, полосы нагартовки, вибрация, рабочая клеть,
рабочие валки.
Постановка задачи
Повышение качества холоднокатаных листов – актуальная задача для российской металлургии,
поскольку в первом десятилетии 21 века автомобильные фирмы стран Европы, США, Японии,
Кореи организовали производство своих автомобилей на территории России.
Российские металлурги и ученые решают эту задачу в ряде случаев оригинальными методами,
не использовавшимися ранее в других странах, и добиваются хороших результатов. Речь идет о
технологических усовершенствованиях, базирующихся на новых решениях в теории листовой
прокатки. В частности, это относится к методам устранения таких дефектов поверхности листов,
как поперечная ребристость и полосы нагартовки [1, 2, 3, 12, 13].
Поперечная ребристость и полосы нагартовки относятся к числу поверхностных дефектов,
недопустимых для лицевых деталей легковых автомобилей. Эти дефекты возникают
непосредственно во время холодной прокатки полос на непрерывном стане. Они заключаются в
том, что на поверхности полосы возникают параллельные, чередующиеся темные и светлые
полосы, расположенные поперек направления прокатки.
При поперечной ребристости шаг чередующихся полос (расстояние между соседними
полосами одного светового оттенка) составляет 60-80 мм, а разница толщин светлых и темных
полос улавливается микрометром, т.е. она больше 1 мкм, причем этот дефект обнаруживается
визуально при прокатке.
Полосы нагартовки – более тонкий дефект, не заметный во время прокатки. Он был обнаружен
впервые в автомобильных цехах, где для обеспечения высокого качества автомобилей ввели
контрольную операцию «брускование» (обработку поверхности листов абразивными брусками).
После брускования на поверхности листов иногда появлялись чередующиеся темные и светлые
полосы, аналогичные поперечной ребристости, но шаг этих полос был в 2,5-3 раза меньше (20-35
мм), а разница толщин светлых и темных полос не улавливалась микрометром (т.е. была меньше 1
мкм). Этот дефект и получил название «полосы нагартовки».
Для контроля поверхности автомобильных листов на наличие указанного дефекта в процессе их
изготовления, в 2007 г. в технологический регламент производства холоднокатаных
автомобильных листов Череповецкого металлургического комбината (ЧерМК) ОАО «Северсталь»
была включена дополнительная операция – брускование.
Секция 2. Листопрокатное производство
185
Теория возникновения поперечной ребристости и полос нагартовки ранее отсутствовала,
поэтому не было и научно обоснованных методов их устранения. Ученые ЧГУ совместно со
специалистами ЧерМК выполнили в 2002-2009 г.г. комплексные теоретические и
экспериментальные исследования, в результате было установлено, что оба этих дефекта имеют
общее происхождение – они возникают из-за колебаний зазоров между подушками рабочих
валков и их опорными плоскостями, вызванных вибрациями узлов рабочей клети.
Причина этих вибраций – нестабильность горизонтальных сил, действующих на узел рабочих
валков при прокатке. Горизонтальные силы возникают в рабочей клети из-за разности сил
переднего и заднего натяжений полосы и из-за отклонения от вертикального направления сил,
действующих на каждый рабочий валок со стороны полосы и бочки опорного валка. Для анализа
факторов, приводящих к нестабильности горизонтальных сил, необходимо было использовать
методику энергосилового расчета процесса холодной прокатки, обеспечивающую минимальные
погрешности рассчитанных сил, действующих в рабочей клети, относительно их фактических
значений. Методика, использующая классические положения теории прокатки, не удовлетворяла
этому требованию, т.к. она основана на пластической модели напряженно-деформационного
состояния полосы в очаге деформации, которая не учитывает, что в упругих участках очага
деформации условие пластичности не действует. Поскольку при холодной прокатке длина
упругих участков может достигать 50 % и более от общей длины очага деформации, этот
недостаток классической теории приводит к значительным погрешностям расчетных значений
сил, действующих в рабочей клети, а также углов их отклонений от вертикального направления.
Кроме того, выполненные нами исследования и расчеты энергосиловых параметров ряда
непрерывных станов холодной прокатки показали, что в некоторых рабочих клетях могут иметь
место очаги деформации двух структурных типов, не изученных классической теорией: с двумя
нейтральными сечениями и без нейтральных сечений [4, 5, 6]. Методы идентификации структуры
таких очагов ранее отсутствовали.
Наконец, требовала уточнения методика расчета длины второго упругого участка очага
деформации, в котором происходит частичное увеличение толщины полосы на выходе из валков.
Используемая для этого классической теорией простая формула теории упругости не учитывает
влияние коэффициента трения, толщины полосы и сопротивления деформации ее материала.
Учитывая изложенное, для устранения недостатков классической теории холодной прокатки
в ЧГУ выполнен комплекс теоретических и экспериментальных исследований, в результате в
теорию холодной прокатки внесены новые положения [4-8].
Сущность новых решений в теории холодной прокатки.
Наиболее существенные изменения, внесенные в классическую теорию прокатки, заключались
в следующем.
1. Контактные напряжения и удельные работы прокатки рассчитывают сначала отдельно на
каждом упругом и пластическом участке очага деформации, затем вычисляют их средние
значения для каждого участка и для очага в целом. При этом на упругих участках, вместо условия
пластичности, используют предложенное и обоснованное нами уравнение упругости.
2. В алгоритм энергосилового расчета стана холодной прокатки внесен в качестве
обязательного элемента разработанный нами алгоритм идентификации структурного типа очага
деформации в каждой рабочей клети (по количеству нейтральных сечений: 0; 1; 2). Для каждого
структурного типа очага деформации разработана методика определения его структурных
параметров: длин всех участков, толщин полосы на их границах (в том числе в нейтральном
сечении), коэффициента опережения. Длину второго упругого участка вычисляют более точно,
Секция 2. Листопрокатное производство
186
чем по классической теории, т.к. дополнительно учитывают влияние предела текучести и
толщины полосы, изменяющихся от клети к клети.
3. Мощность прокатки рассчитывают с учетом работы сил, возникающих на каждом участке
очага деформации по воздействием как нормальных, так и касательных контактных напряжений, а
мощность и момент двигателя главного привода стана определяют с учетом потерь энергии на
трение качения между рабочими и опорными валками, с помощью полученных нами достоверных
регрессионных зависимостей коэффициента трения качения от конструктивных параметров
рабочей клети.
Подробные алгоритмы усовершенствованных методов расчета энергосиловых параметров
рабочих клетей и структурных параметров их очагов деформации в данной статье не
рассматривается, т.к. они опубликованы в работах [1-10] и докладывались на ряде международных
конференций.
Для проверки достоверности новых положений, внесенных в теорию холодной прокатки, были
выполнены промышленные исследования режимов прокатки и энергосиловых параметров трех
непрерывных станов: 4
х
клетевого и 5
ти
клетевого «1700» ЧерМК ОАО «Северсталь» и 4
х
клетевого «1700» Мариупольского металлургического комбината им. Ильича.
На каждом стане формировали базу данных о фактических режимах прокатки (с учетом
количества профилеразмеров полос и числа рабочих клетей – от 100 до 400 членов), а также
измеренных промышленными приборами силах прокатки и мощностях двигателей главных
приводов рабочих клетей.
Для каждого режима рассчитывали силу прокатки и потребляемую мощность двигателя каждой
клети двумя методами: по классической и по усовершенствованной теориям холодной прокатки, а
затем сопоставляли рассчитанные и измеренные величины. Достоверность указанного
сопоставления обеспечивали тем, что при выполнении расчетов двумя методами использовали
одну и ту же эмпирическую формулу коэффициента трения, общую для всех профилеразмеров
сортамента каждого стана, и одну и ту же общую регрессионную зависимость для расчета длины
второго упругого участка очага деформации. Никаких других эмпирических параметров и
коэффициентов в расчетах не использовали. Благодаря этому расхождения величин расчетных сил
прокатки и мощностей двигателей, получаемых по альтернативным методикам, объяснялись
только различием самих методик и допущений, положенных в их основу.
В результате выполненных исследований со статистической достоверностью было установлено,
что при расчете по усовершенствованной теории средняя погрешность вычисления сил прокатки
снизилась в 4,7 раза и составила 3 %, а средняя погрешность вычисления мощности снизилась
более чем в 14 раз, и составила 4 %. Тем самым была обеспечена возможность эффективного
применения теории прокатки для устранения поперечной ребристости и полос нагартовок.
Исследование взаимосвязи между вибрационными процессами и поверхностными
дефектами прокатываемых полос.
Для разработки технических решений, устраняющих поперечную ребристость и полосы
нагартовки, были исследованы параметры вибрационных процессов в рабочих клетях
непрерывных станов и установлен механизм их воздействия на полосу, вызывающего появление
указанных дефектов.
В качестве объектов исследования были взяты 4
я
и 5
я
рабочие клети 5
ти
клетевого стана «1700».
В 4
й
клети в 2001-2002 г.г. при прокатке полос толщиной менее 0,5 мм со скоростью на выходе из
стана, превышающей 10-12 м/с, возникали сильные вибрации, сопровождающиеся звуковым
фоном («гудением»), при этом на полосе между 4
й
и 5
й
клетями появлялась поперечная
ребристость.
Секция 2. Листопрокатное производство
187
Периодические колебания толщины полосы с амплитудой, превышающей 1 мкм, характерные
для поперечной ребристости, свидетельствовали о том, что вибрации в 4
й
клети проявлялись в
колебаниях обжатий, вызванных колебаниями зазора между рабочими валками. Одновременно с
обжатиями возникали колебания натяжений полосы перед и за 4 клетью, нередко приводившие к
её порывам. Для прекращения вибраций операторы стана уменьшали скорость прокатки до 9-9,5
м/с, при этом поперечная ребристость на полосе исчезала.
Описанные процессы с достоверностью свидетельствовали о взаимосвязи нестабильности
энергосиловых параметров в 4 клети с появлением дефекта «поперечная ребристость».
Исследования дефекта «полосы нагартовки» начали на 5
ти
клетевом стане «1700» в 2007 г.,
после введения для автомобильных листов новой контрольной операции – брускования
поверхности.
Обнаружить полосы нагартовки во время прокатки на непрерывном стане было невозможно, их
выявляли на завершающих стадиях адъюстажной обработки полос. Однако, поскольку амплитуда
колебаний межвалкового зазора при появлении этого дефекта менее 1 мкм, было сделано
предположение, что для появления на поверхности полосы во время прокатки полос нагартовки
необходимо сочетание в рабочей клети двух условий: небольшого относительного обжатия и
значительной жесткости материала полосы. При холодной прокатке автомобильной стали на
непрерывном стане такие условия имеют место только в последней клети: в 5 клети 5
ти
клетевого
стана «1700» предусмотрен диапазон обжатий 3-7 %, а условный предел текучести максимален в
результате предшествующего наклепа и составляет 600-650 МПа.
Дальнейшая задача исследований состояла в том, чтобы достоверно установить
непосредственные причины внезапного возникновения на полосе на выходе из 4 клети поперечной
ребристости, а на выходе из 5 клети – полос нагартовки, понять механизмы этих процессов.
Для решения этой задачи определили, при каких частотах происходят колебательные процессы
в 4 и 5 клетях в моменты появления соответствующих дефектов поверхности, а затем сопоставили
эти частоты с собственными частотами колебаний основных узлов рабочих клетей. Такая
методика дала возможность выделить на каждой клети узлы, «ответственные» за возникновение
вибраций, представляющих собой колебания в фазе резонанса, резко увеличивающего их
амплитуду [11].
Измерения колебательных процессов выполнили в узлах 4 рабочей клети с помощью
переносного вибродиагностического комплекса по методике, описанной в [2, 12, 13]. Собственные
частоты каждого узла возбуждали ударным воздействием. Установленные таким образом
собственные частоты приведены в табл.1.
Таблица 1
Собственные частоты узлов рабочей клети 5
ти
клетевого стана «1700»
Узел Частота, Гц
Рабочий валок 224
Рабочий валок в сборе с подушками 390
Опорный валок 264
Опорный валок в сборе с подушками 503
Подушка рабочего валка в сборе с подшипниками 706
Подушка опорного валка в сборе с подшипниками 338
Станина 117
Тензоролик 556
Для измерения на 4
й
клети частоты резонансных вибраций, при которых на полосе появляется
поперечная ребристость, выполнили активный эксперимент – искусственно вывели клеть

Секция 2. Листопрокатное производство
188
увеличением скорости прокатки в режим «гудения». Оказалось, что резонансные вибрации
происходят в диапазоне частот 110-120 Гц. Как видно из табл. 1, этот диапазон соответствует
собственной частоте только одного узла рабочей клети – узла станин.
На 5
й
клети для определения узла, «ответственного» за появление резонансных вибраций,
вызывающих полосы нагартовки, определили частоту этих вибраций другим методом: по
известным значениям шага полос нагартовки S и скорости полосы ϑ
5
, определили частоту
колебаний межвалкового зазора по формуле:
S⋅=
вп
νυ
. (1)
Физический смысл формулы (1) заключается в том, что на длине полосы, прокатываемой в
единицу времени (υ
п
, м/с) укладывается количество чередующихся темных и светлых полос
нагартовки, равное числу колебаний в единицу времени межвалкового зазора (ν
в
, 1/с).
Согласно приведенным выше данным, минимальное и максимальное значения шага полос
нагартовки равны:
20
min
=S
мм, 35
max
=S мм. По данным АСУ ТП 5
ти
клетевого стана «1700»,
автомобильную сталь, на которой были обнаружены полосы нагартовки, прокатывали в диапазоне
скоростей: υ
п min
=13,5м/с, υ
п max
=15 м/с.
Следовательно, согласно формуле (1), диапазон частот колебаний межвалкового зазора в при
этом был равен:
1-
max
minп
minв
c 385==
S
υ
ν
;
1-
min
maxп
maxв
с 750==
S
υ
ν
.
Сопоставление с данными табл. 1 показало, что эти частоты совпадают с собственными
частотами рабочих валков в сборе с подушками.
Анализ полученных результатов позволил представить механизм возникновения резонансных
вибраций, приводящих в 4
й
клети к поперечной ребристости, а в 5
й
клети – к полосам нагартовки,
следующим образом.
Единственной реальной причиной резонансных вибраций рабочих валков 4
й
и 5
й
клетей
является неустойчивое положение рабочих валков, обусловленное зазорами между подушками и
опорными плоскостями окон станин. Зазоры предусмотрены конструкцией подвижного
соединения подушек с окнами станин и могут увеличиваться вследствие износа контактирующих
плоскостей.
Если равнодействующая всех горизонтальных сил, действующих на узел рабочих валков, не
меняет своего направления в процессе прокатки, подушки остаются постоянно прижатыми к
передней или задней опорной плоскости и вибрации в них не возникают.
Однако технологический процесс, как правило, сопровождается колебаниями усилий прокатки
и натяжений полосы под воздействием колебаний толщины и поперечного профиля подката,
условий трения и других нестабильных факторов технологии. Это вызывает колебания
горизонтальных сил, действующих на рабочие валки и их подушки.
При неблагоприятном сочетании этих сил их равнодействующая может периодически
уменьшаться до значений, близких к нулю, и даже изменять своё направление на
противоположное. В результате узел рабочих валков оказывается в неустойчивом положении, а
сила, с которой его подушки прижимаются к одной из вертикальных опорных плоскостей окна
станины, уменьшается до нуля. Вследствие этого могут начаться реверсивные горизонтальные
перемещения подушек рабочих валков в пределах зазоров между подушками и окнами станин.
Эти перемещения сопровождаются ударами подушек по опорным плоскостям станины,
возникающая при каждом ударе реактивная сила вызывает обратное движение подушки и удар по
противоположной контактной поверхности, т.е. начинается колебательный процесс,
Секция 2. Листопрокатное производство
189
возбуждающий в узлах рабочей клети вибрации. Частота этих вибраций зависит от величины
зазора, определяющей время одного цикла реверсивного перемещения и энергию удара. Если
зазор максимальный (равный верхнему значению поля допуска ходовой посадки плюс возможный
износ), то время цикла перемещения и энергия удара также максимальны. При таких параметрах
колебаний их частота совпадает с собственной частотой узла станин (110 – 120 Гц), что приводит
к резонансным вибрациям всей рабочей клети (её «гудению»), а на полосе возникает видимая
поперечная ребристость.
Если же зазор минимальный (равный нижнему значению поля допуска ходовой посадки при
отсутствии износа контактирующих поверхностей), то время цикла перемещения и энергия удара
минимальны. Эта энергия недостаточна для возбуждения резонансных вибраций в станинах,
однако – в сочетании с более высокой частотой перемещений (390 – 750 Гц) – достаточна для
возбуждения резонансных вибраций рабочих валков в сборе с подушками и появления на
прокатываемом металле полос нагартовки.
Механизм появления поперечной ребристости или полос нагартовки поясняет схема,
показанная на рис. 1, где рабочий валок 1 изображен в силовом контакте с опорным валком 2 в
исходном положении и двух крайних смещенных положениях: в положении 3, когда зазор δ между
его подушками и окнами станин минимален (δ = δ
min
) и в положении 4, когда указанный зазор
максимален (δ = δ
max
).