Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

6. Функции интерполяции
6.8 Фрезерная интерполяция
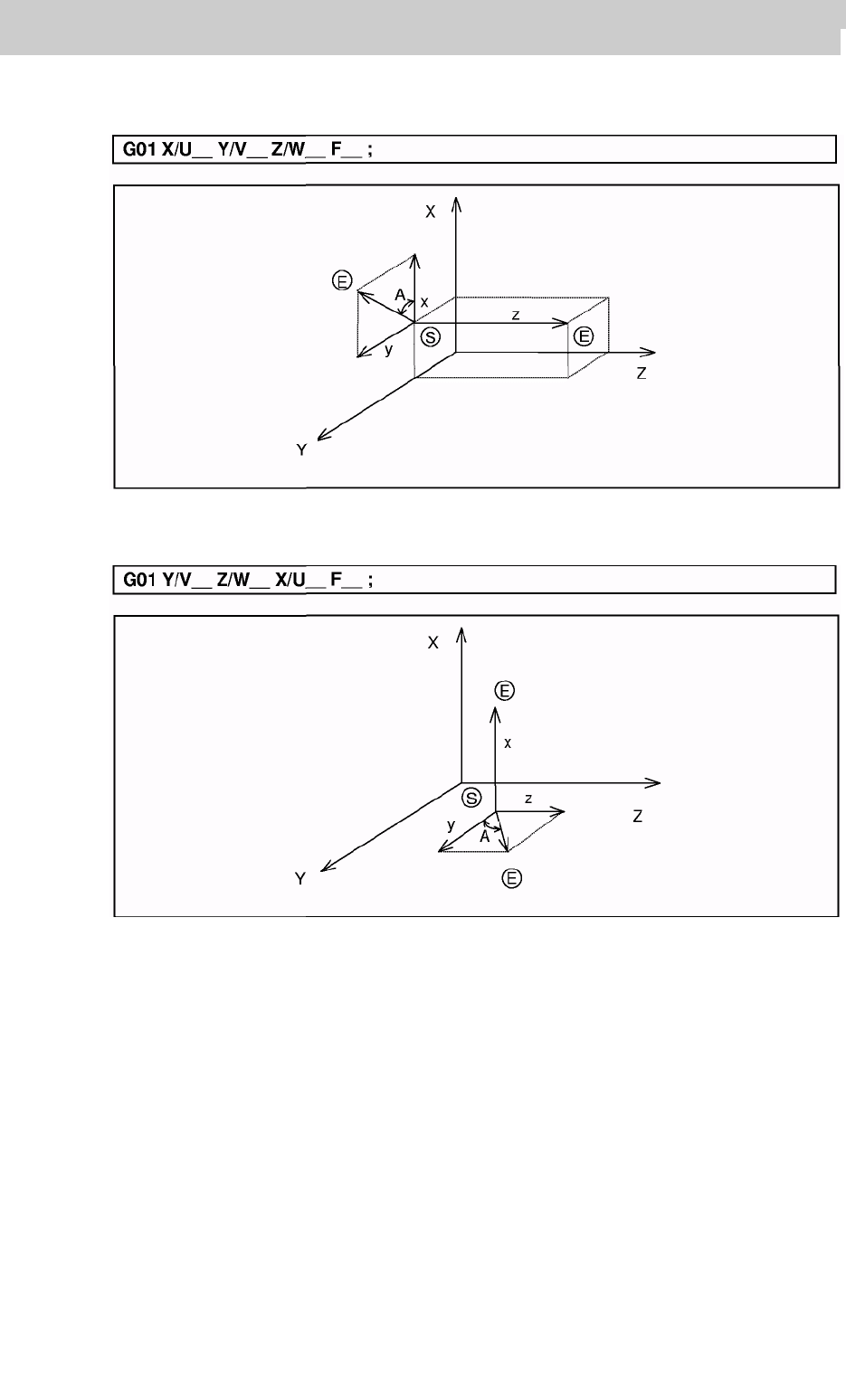
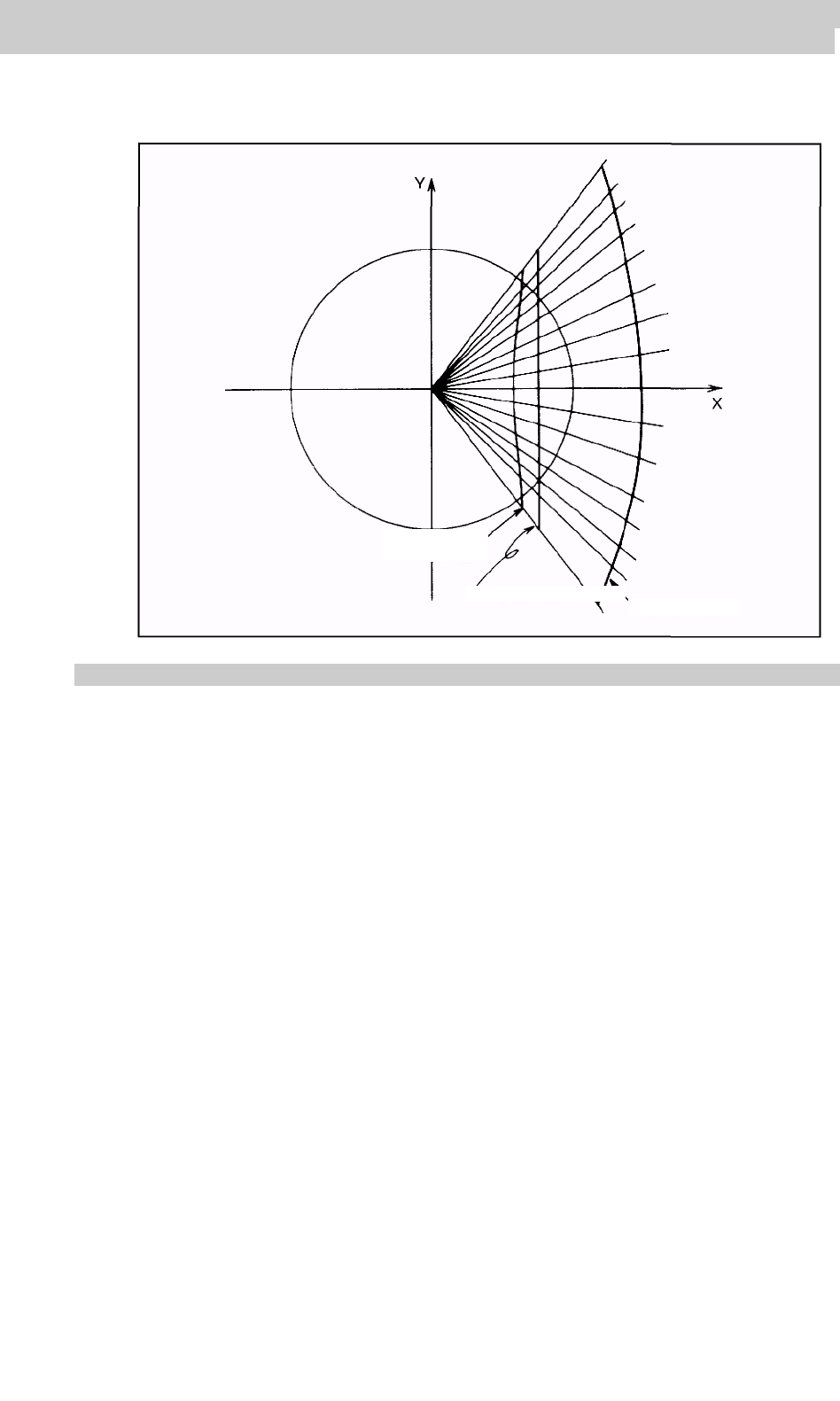
(2) режим G17
Формат программы
(3) режим G19
Формат программы
72
6. Функции интерполяции
6.8 Фрезерная интерполяция
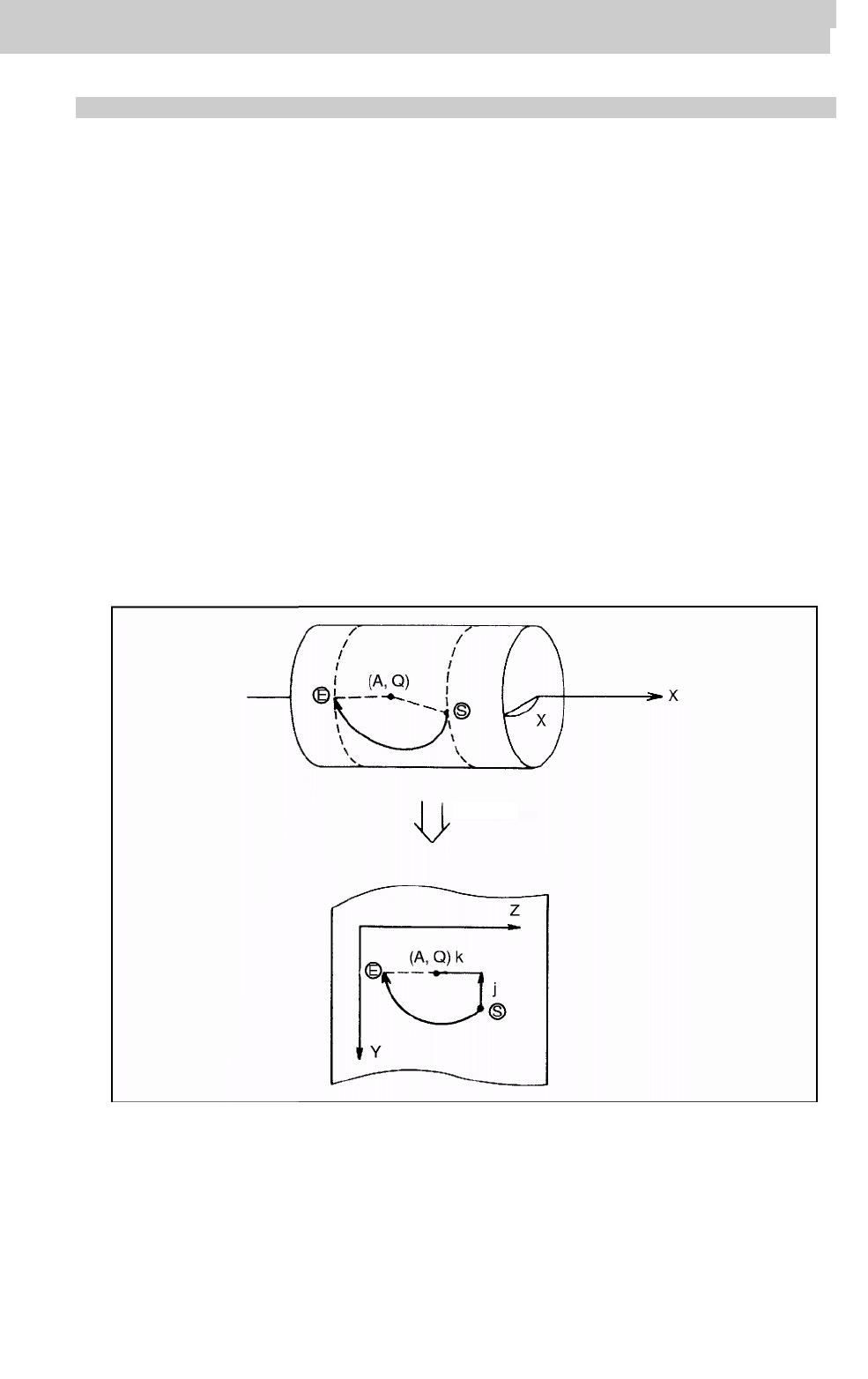
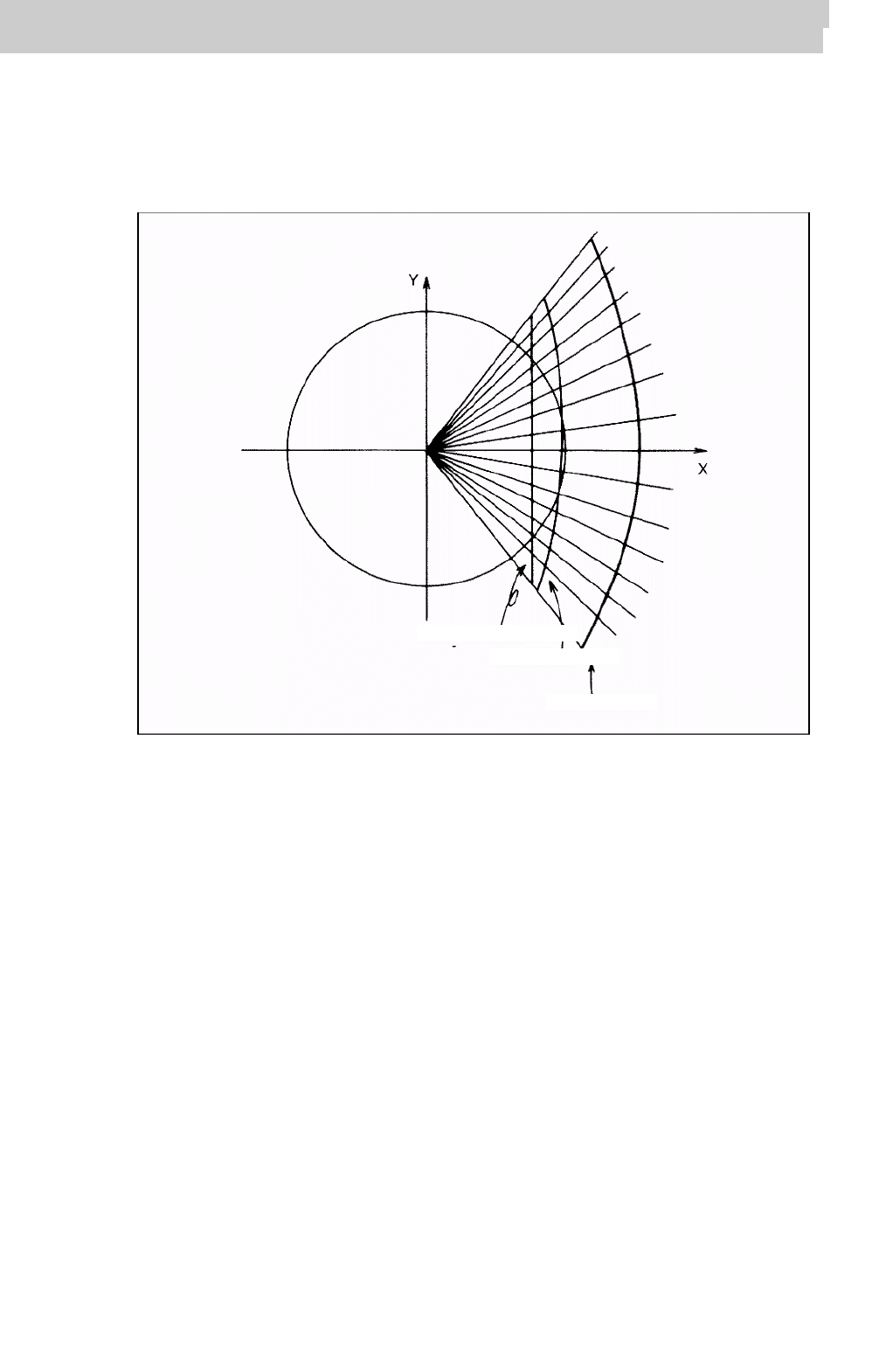
Круговая интерполяция (G02/G03)
Если команда G02 или G03 задана в режиме фрезерования, круговая интерполяция
выполняется в определенной скорости на выбранной плоскости.
(1) режим G16
G02/G03 Y/V_ Z/W_ J_ K_ F_ ;
или
G02/G03 Y/V_ Z/W_ R_ F_ ;
G02 Круговая интерполяция (по часовой стрелке)
G03 Круговая интерполяция (против часовой стрелки)
Y/V Координата конечной точки круга, осьY (Y: абсолютное
значение, V: инкрементное значение)
Z/W Координата конечной точки круга, ось Z (Z: абсолютное
значение, W: инкрементное значение)
J/K Возрастающее значение центра круга (инкрементное
значение команды радиуса от начальной точки до центра)
R Радиус круга1
F Скорость подачи
73
Развитие
6. Функции интерполяции
6.8 Фрезерная интерполяция
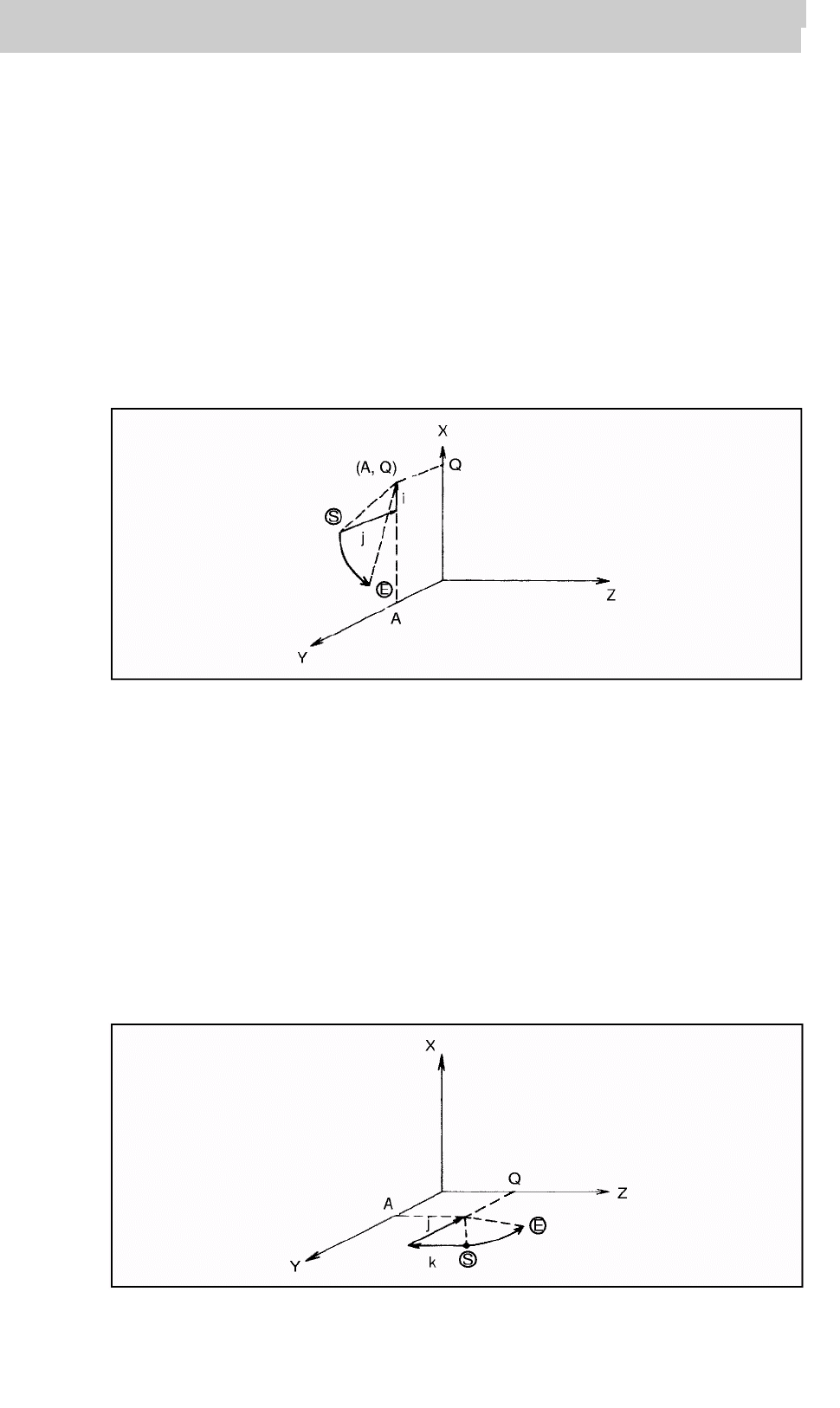
(2) режим G17
G02/G03 X/U_ Y/V_ l_ J_ F_ ;
или
G02/G03 X/U_ Y/V_ R_ F_ ;
X/U Координата конечной точки круга, ось X (X: абсолютное
значение, U: инкрементное значение)
Y/V Координата конечной точки круга, ось Y (Y: абсолютное
значение, V: инкрементное значение)
I/J Инкрементное значение центра круга (инкрементное
значение команды радиуса от начальной точки до центра)
R Радиус круга
F Скорость подачи
(3) режим G19
G02/G03 Y/V_ Z/W_ J_ K_ F_ ;
или
G02/G03 Y/V_ Z/W_ R_ F_ ;
Y/V Координата конечной точки круга, ось Y (Y: абсолютное
значение, V: инкрементное значение)
Z/W Координата конечной точки круга, ось Z (Z: абсолютное
значение, W: инкрементное значение)
J/K Инкрементное значение центра круга (инкрементное значение
команды радиуса от начальной точки до центра)
R Радиус круга
F Скорость подачи
74

6. Функции интерполяции
6.8 Фрезерная интерполяция
6.8.6 Переключение из фрезерного в токарный режим; G13.1
Подробное описание
(1) Команда G13.1 используется для отмены режима фрезерования и возврата в
токарный режим.
(2) Команда G13.1 действует при наличии следующих требований. В случае их
отсутствия появится ошибка программы (P485).
(a) Корректировка радиуса резца отменена.
(3) Команда G13.1 восстанавливает плоскость, выбранную до задания предыдущей
команды G12.1.
(4) Команда G13.1 восстанавливает режим (синхронный или асинхронный) и значение F
(при асинхронном режиме), выбранный до задания предыдущей команды G12.1.
(Внимание 1) Если при выполнении G13.1 не задана команда движения, радиус
корректировки резца отменяется в блоке G13.1 после отмены независимой командой G40.
(Внимание 2) При задании команд G12.1 и G13.1 выполняется проверка замедления.
6.8.7 Функция подачи
Асинхронная рабочая подача
Режим асинхронной подачи (команда G94) может использовать цифры F6.3 для
определения скорости подачи в минуту в отношении 0.001мм/мин. Определяемый
диапазон от 0.001 до 999999.999мм/мин. Если скорость исполнения превышает скорость
фиксации рабочей подачи, происходит ее фиксация скоростью фиксации.
(Внимение 1) При переключении токарного режима в режим фрезерования командой
G12.1, происходит отмена модового значения команды F. Поэтому после смены режима,
скорость подачи должна быть установлена командой F.
(Внимание 2) Команда G12.1 воздействует на режим для изменения асинхронного
режима.
(Внимание 3) При отмене фрезерного режима командой G13.1 и скорость подачи и
модовое значение команды F возвращаются в первоначальное состояние, которое
имело место до задания команды G12.1.
6.8.8 Вспомогательные программные функции
Взаимосвязь с другими функциями
Следующие вспомогательные функции доступны в режиме фрезерования:
(1) Команда линейного угла
(2) Переменная команда
(3) Автоматическая фаска угла/радиусная обработка угла
(4) Геометрическая функция
(5) Цикл сверления отверстий
(6) Функция подпрограммы
(7) Макро пользователь
75

6. Функции интерполяции
6.8 Фрезерная интерполяция
6.8.9 Прочие функции
Взаимосвязь с другими функциями
(1) Команды M и B могут быть заданы в режиме фрезерования.
(2) В режиме фрезерования команда S определяет не скорость вращения шпинделя, а
скорость вращающего резца.
(3) При задании команды T в режиме фрезерования появляется ошибка программы
(P485). Поэтому перед заданием команды G12.1 необходимо произвести выбор
резца.
T1212 ; => Определите команду T перед командой G12.1.
GOX100. ZO. ;
G12.1 ;(илиG12.1 E=C,DO ;)
T1200 ; => В режиме фрезерования команда T вызывает ошибку
(P485).
G13.1 ;
76
6. Функции интерполяции
6.8 Фрезерная интерполяция
6.8.10 Функция смещения резца
Смещение длины резца
(1) В режиме фрезерования компенсация резца выполняется добавлением степени
смещения длины резца, определяемого на рабочих координатах, преобразованных
из системы координат фрезерования.
77
Позиция резца
Позиция
резца
Смещение длины резца
Система координат фрезерования
Тек
у
щая позиция
р
езца
Д
вижение в системе координат
фр
езе
р
ования
6. Функции интерполяции
6.8 Фрезерная интерполяция
(2) Если, как и в (1) на предыдущей странице, степень смещения отличается от реальной,
форма не корректируется должным образом.
(a) Если степень смещения больше длины резца:
Пример: Реальная длина резца равна 15.0 при длине резца X = 20.0
78
Команда фрезерования
Реальный профиль
Движение резца
6. Функции интерполяции
6.8 Фрезерная интерполяция
(b) Если степень смещения меньше длины резца:
Пример: Реальная длина резца равна 25.0 при длине резца X = 20.0
Корректировка радиуса резца
Форму заготовки можно корректировать в направлении вектора степени радиуса резца,
определяемого командой G (G40 до G42) и выбранным значением корректировки.
Формат команды
G40 Xx Yy ; Отмена корректировки радиуса резца
G41 Xx Yy ; Корректировка радиуса резца (левая)
G42 Xx Yy ; Корректировка радиуса резца (правая)
(1) Команда корректировки радиуса резца должна задаваться после введения режима
фрезерования. Команда корректировки радиуса резца должна быть отменена до
восстановления токарного режима.
(2) Значение корректировки должно определяться до введения режима фрезерования
(до задания команды G12. 1).
Команда T в режиме фрезерования вызывает ошибку программы (P485).
(3) Корректировка радиуса резца производится на выбранной плоскости.
G17 плоскость ... оси XY
G19 плоскость оси YZ
G16 плоскость оси YZ
79
Текущая
форма
Команда фрезерования
Движение резца
6. Функции интерполяции
6.8 Фрезерная интерполяция
Режим отмены корректировки радиуса резца
Корректировка радиуса резца отменяется при наличии одного из условий:
(1) При действующей команде G12.1
(2) После задания команды отмены корректировки (G40)
В режиме отмены корректировки вектор смещения равен 0, а траектория центра резца
совпадает с запрограммированной траекторией. Программа, содержащая корректировку
радиуса резца, должна быть завершена после отмены корректировки.
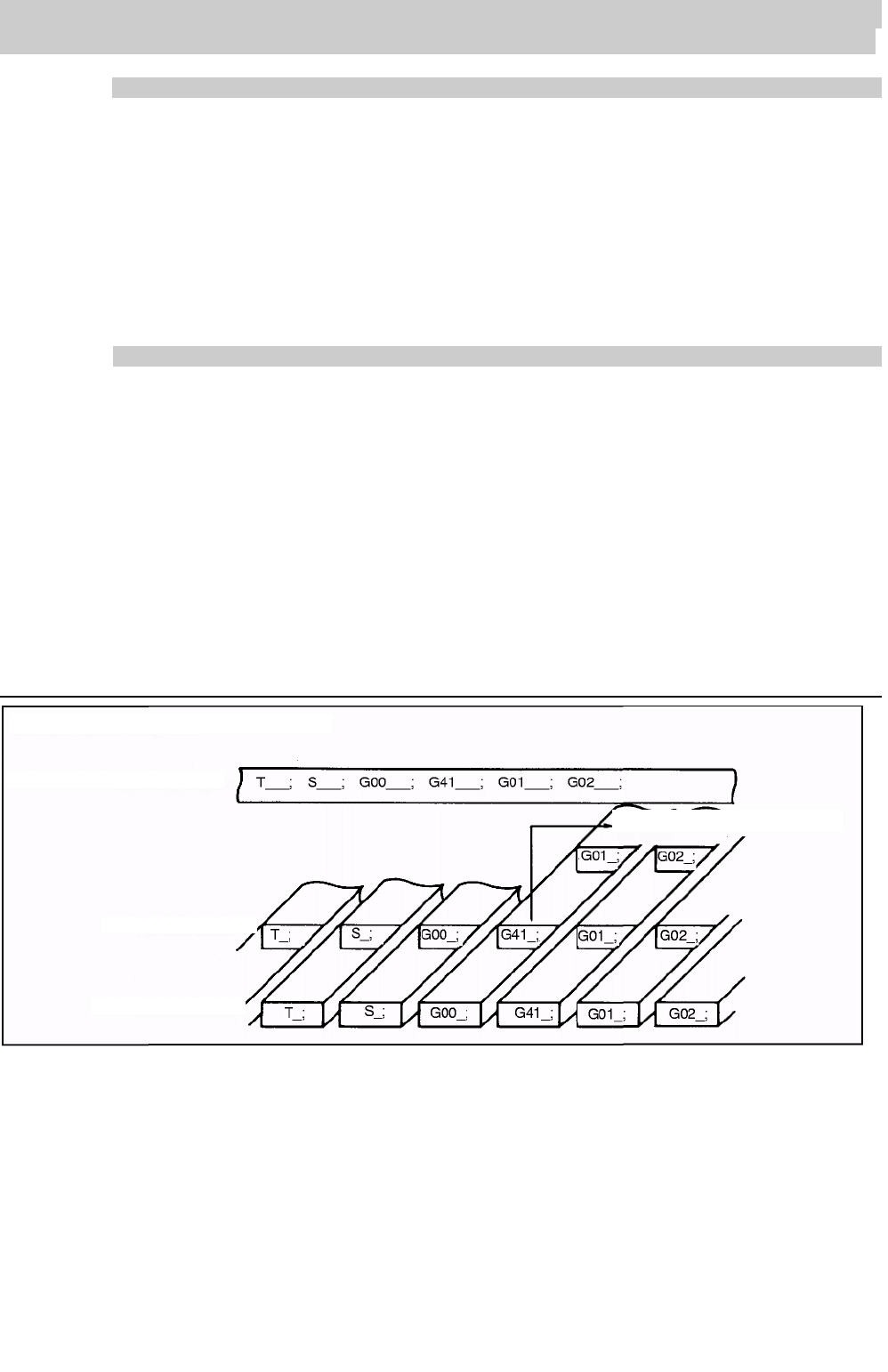
Начало корректировки радиуса резца (пуск)
Корректировка радиуса резца начнется, если в режиме отмены корректировки выполнены
следующие требования:
(1) Заданы команды G41 или G42.
(2) Значение корректировки радиуса резца больше 0 и равно или меньше максимального
значения корректировки.
(3) Команда движения не круговая команда.
Как в непрерывном так и в одиночном операционном блоке корректировка всегда
начинается после считывания трех блоков команд движения, а при отсутствии трех
блоков команд движения – до пяти непрерывных блоков. Подобным образом происходит
считывание до 5 блоков для выполнения операции корректировки в режиме корректировки.
Существует два способа начала корректировки радиуса резца: тип A и тип B.
Тип зависит от выбора контрольного параметра "#1229 set01/bit2".
Данный тип используется схоже с типом отмены корректировки.
В следующем объяснительном знаке "S" обозначает точку остановки одиночного блока.
80
Диаграмма контрольного состояния
Режим механической обработки
Начало считывания 5 блоков
Буфер считывания
Выполненный блок
6. Функции интерполяции
6.8 Фрезерная интерполяция
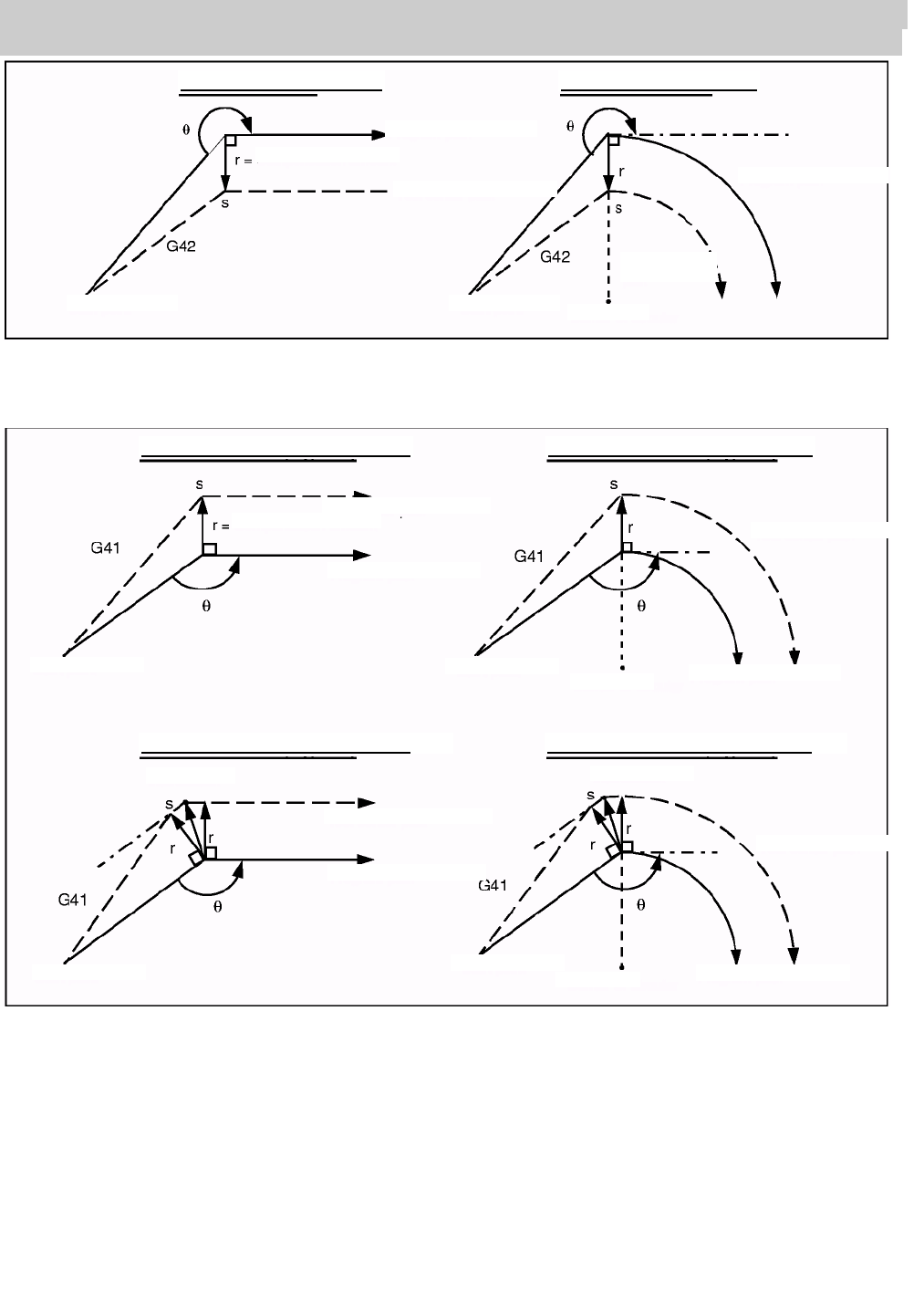
(2) Механическая обработка внешнего угла (тупой угол) (Тип A или B можно выбрать с
помощью параметра [90°<e<180°]
81
Линейная -> Линейная Линейная -> Круговая
Траектория программы
Степень компенсации
Траектория программы
Траектория центра резца
Траектория
центра резца
Начальная точка Начальная точка
Центр круга
Линейная -> Линейная (Тип A) Линейная -> Круговая (Тип A)
Траектория центра резца
Степень компенсации
Траектория центра резца
Траектория программы
Начальная точка
Начальная точка
Траектория программы
Центр круга
Линейная -» Линейная (Тип B) Линейная -» Круговая (Тип B)
Пересечение
Пересечение
Траектория центра резца
Траектория центра резца
Траектория программы
Начальная точка
Начальная точка
Траектория программы
Центр круга