Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

6. Функции интерполяции
6.3 Круговая интерполяция
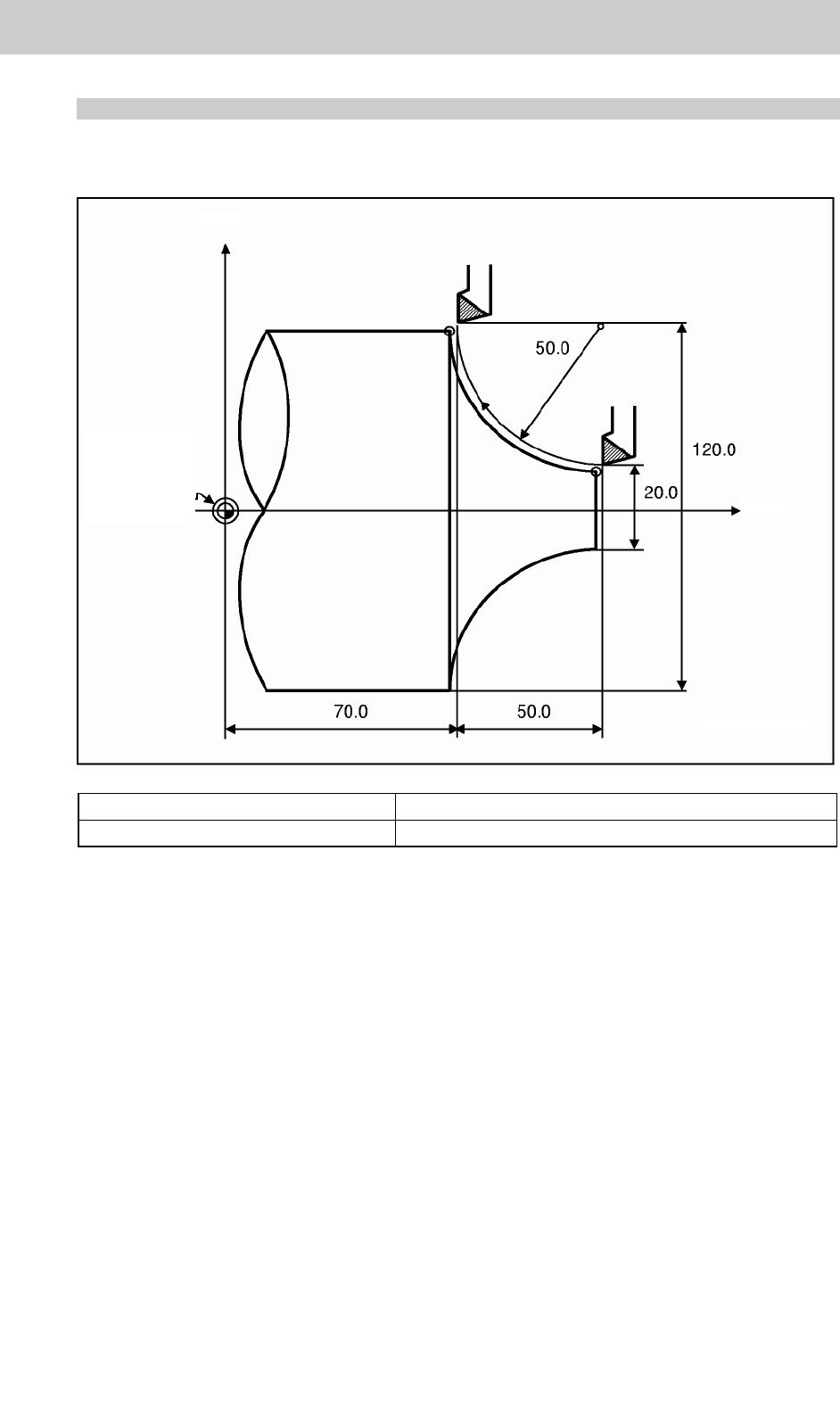
Пример программы
G2 X120.0 Z70.0 150. 0 F200 ;
команда абсолютного значения
G2 U100.0 W-50.0 150. 0 F200 ;
команда инкрементного значения
42
ось X
нулевая
точка
координаты
детали
осьZ
(
Ед. изм. мм
)
6. Функции интерполяции
6.3 Круговая интерполяция
Предосторожности при круговой интерполяции
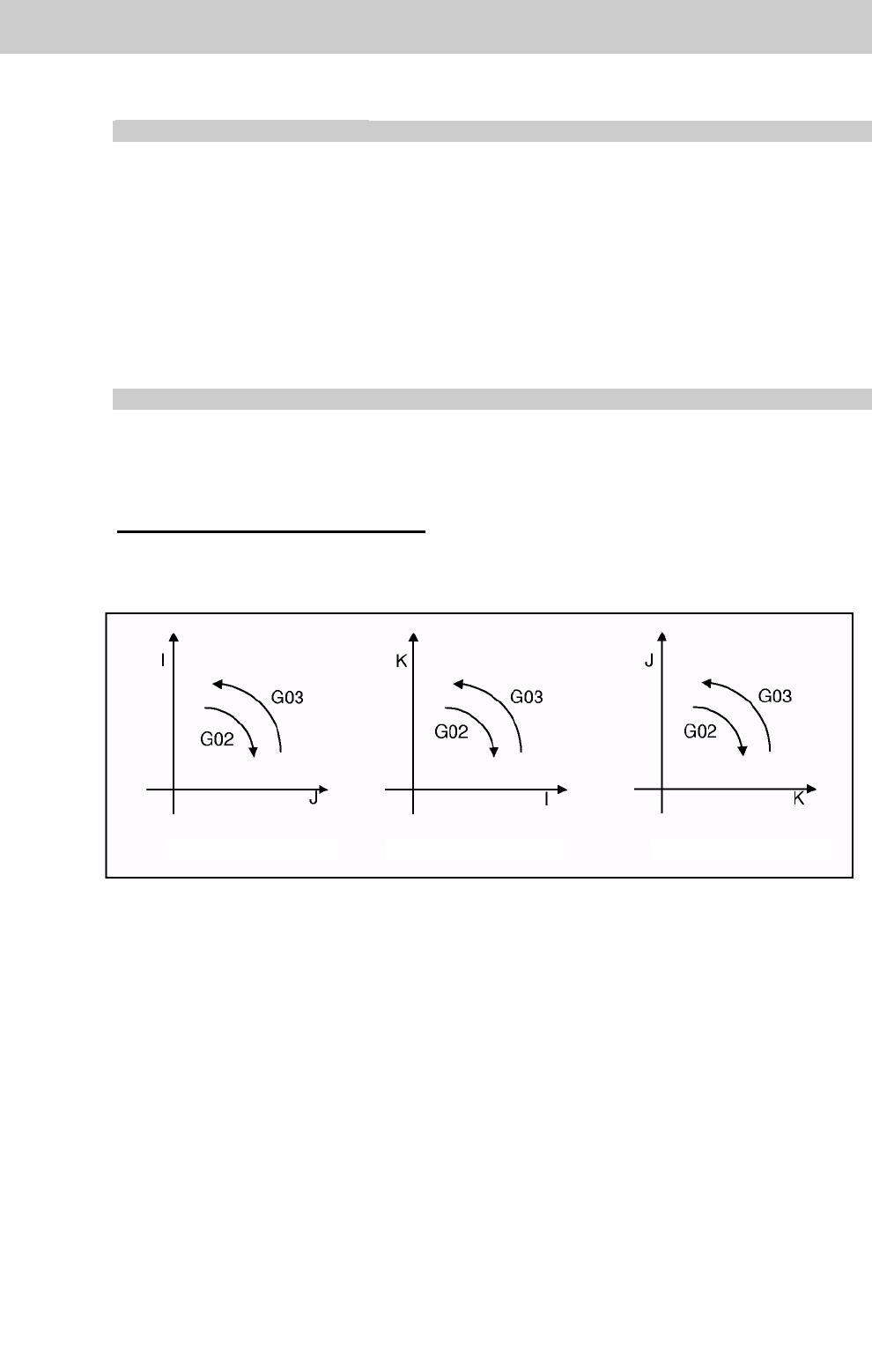
(1) Понятия "по часовой стрелке" (G02) и "против часовой стрелки" (G03), используемые
для круговых операций, определяются в ситуации, когда в системе координат правой
руки обратное направление противоположно прямому направлению оси координат,
которая находится под прямым углом к рассматриваемой поверхности.
(2) Если все координаты конечной точки пропущены или конечная точка занимает то же
положение, что и начальная точка, то использование «I» и «К» при задании центра
является тем же, что и задание дуги в 360° (совершенный круг).
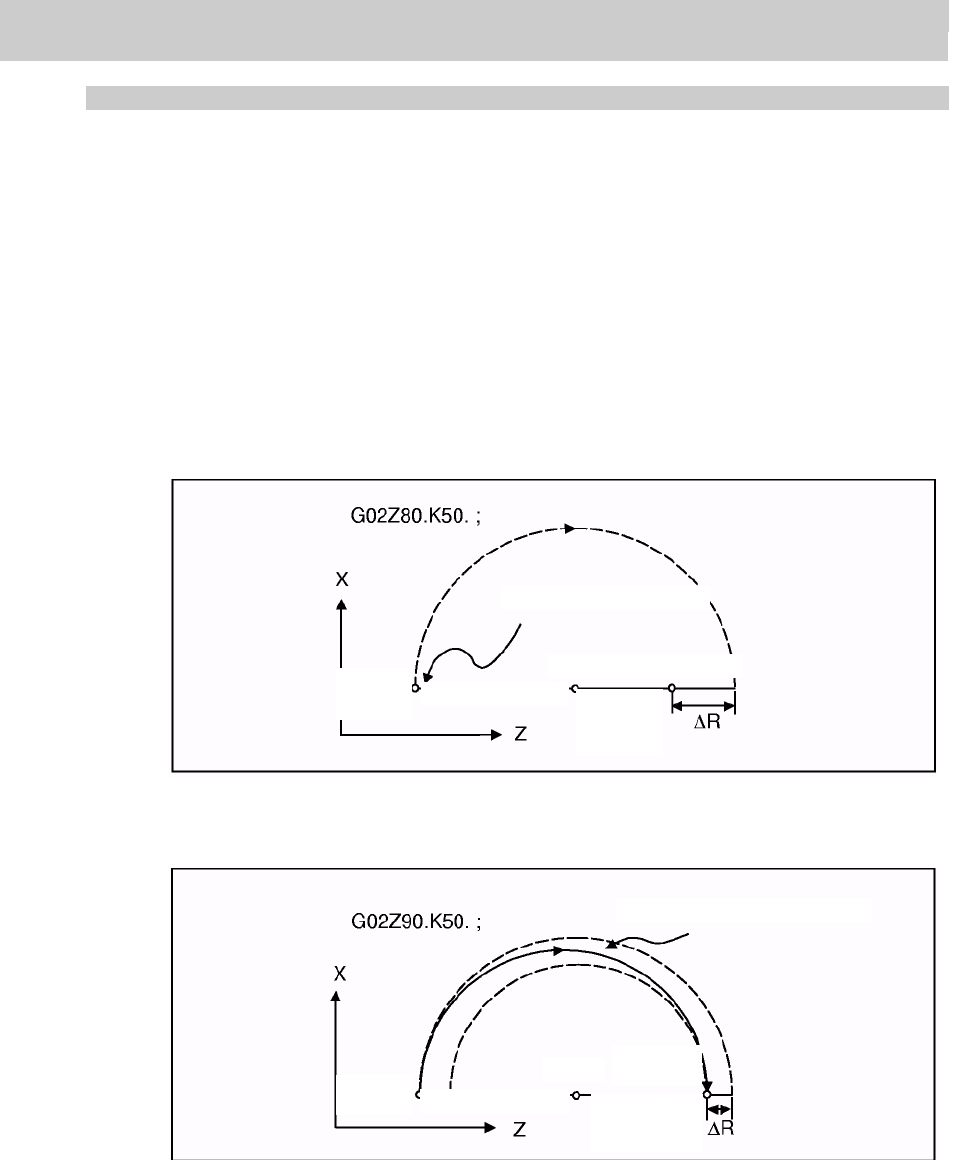
(3) В случае, если при круговой команде начальная и конечная точка радиуса не
совпадают, происходит следующее:
(a) Ошибка программы (P70) проявляется в начальной точке круга, если ошибка AR
больше параметра "#1084 RadErr".
(b) Спиральная интерполяция в направлении заданной конечной точки проявляется,
если ошибка AR меньше значения параметра.
43
Аварийная остановка
Центр Конеч. точка
точка
начала
рад. точ. начала
радиус
конечной
точки
Спиральная интерполяция
конечная
точка
Центр
точка
начала
рад. точ. начала
радиус
конечной
точки

6. Функции интерполяции
6.4 R спецификация круговой интерполяции
6.4 R спецификация круговой интерполяции; G02, G03
Функции и назначение
Наряду с обычными командами круговой интерполяции, основанными на обозначении
кругового центра координат (I, К), эти команды можно так же использовать при
непосредственном обозначении радиуса круга R.
Формат команды
G02 (G03) Xx/Uu Zz/Ww Rr Ff;
x/u X-ось координаты конечной точки
z/w Z-ось координаты точки начала
r Круговой радиус
f Скорость подачи
Подробное описание
Центр круга находится на линии биссектрисы, перпендикулярной линии, соединяющей
начальную и конечную точку круга. Точка, в которой круг с заданным радиусом, чья
начальная точка является центром, пересекает перпендикулярную линию биссектрисы,
служит координатами центра круговой команды.
Если программное значение R положительно, циркуляр меньше полукруга, если же оно
отрицательно, то циркуляр больше полукруга.
Следующее условие должно соблюдаться при спецификации R команды круговой
интерполяции:
где L72 - r > (параметр: #1084 RadErr), возникнет аварийная ситуация.
Где L – линия от начальной до конечной точки.
Если спецификация R и спецификации I, K даны одновременно и в одном и том же блоке,
круговая команда со спецификацией R является приоритетной.
В случае полнокруговой команды (где начальная и конечная точка совпадают), R
спецификация круговой команды будет завершена немедленно, если она задана и не
последует никакой операции. В таком случае следует использовать I, K спецификации
круговой команды.
44
Траектория циркуляра при отрицательном R
Конечная точка
Точка
.цент
р
а
Траектория циркуляра при положительном R
Точка центра
Начальная точка
6. Функции интерполяции
6.4 R спецификация круговой интерполяции
Пример программы
(Пример 1)
G03 Zz1 Xx1 Rr1 Ff1 ;_________круг с R спецификацией на Z-X плоскости
(Пример 2)
G02 Xx1 Zz1 N1 Kk1 Rr1 Ff1 ;
круг с R спецификацией на Z-X плоскости (когда R
спецификация и I, K спецификация содержатся в одном
и том же блоке, R спецификация имеет преимущества в
исполнении)
45
6. Функции интерполяции
6.5 Выбор плоскости
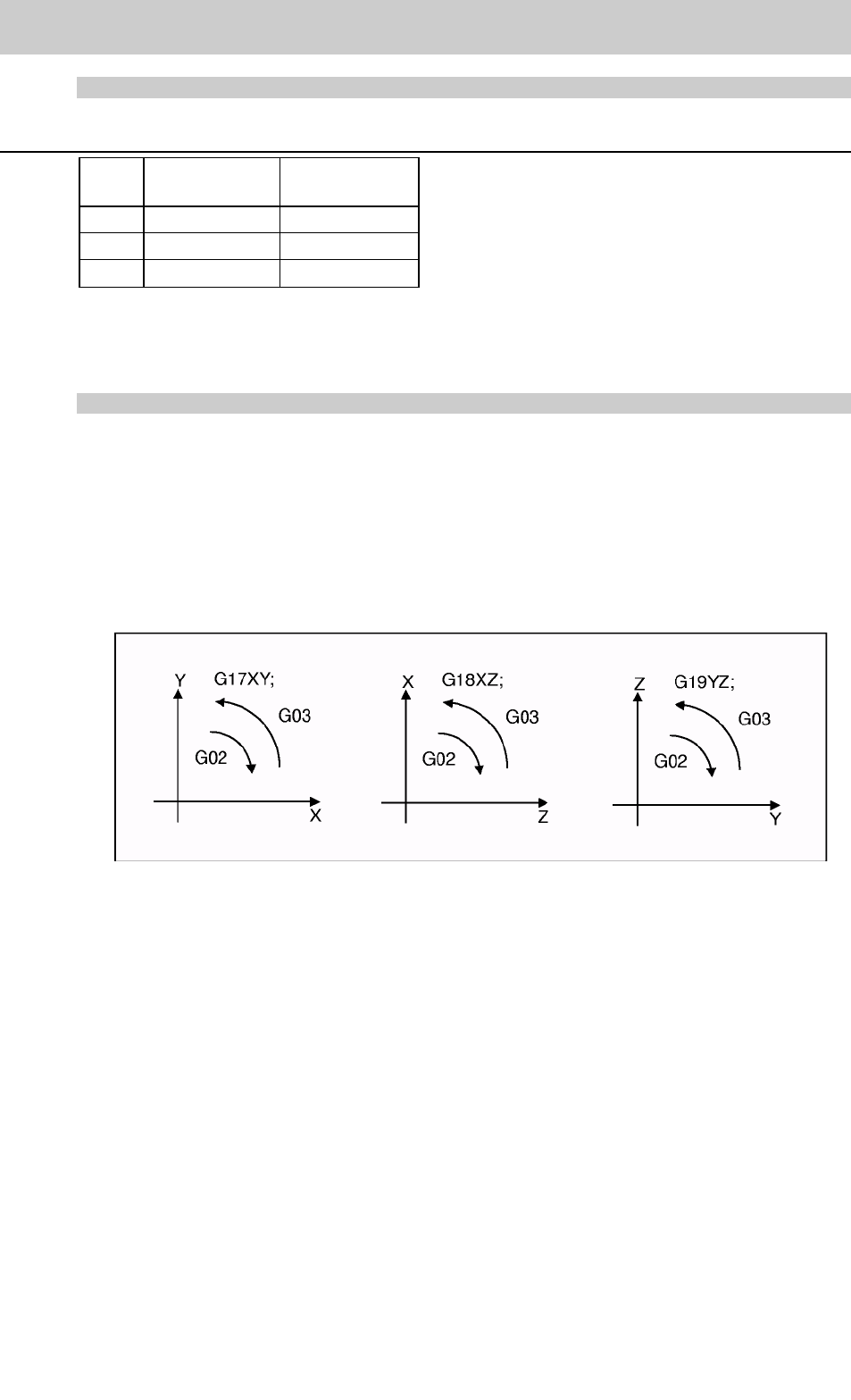
6.5 Выбор плоскости; G17, G18, G19
Функции и назначение
Данные команды используются для выбора контрольной плоскости и плоскости, на
которой существует круг. Если в качестве параметров введены 3 базовые оси и связанные
с ними параллельные оси, команды могут выбирать плоскость, образуемую любыми двумя
осями, не являющимися параллельными. Если в качестве параллельной оси задана ось
вращения, команды могут выбирать плоскость, образованную, в том числе, и осью
вращения. Данные команды используются для выбора:
• Плоскости для круговой интерполяции
• Плоскость для корректировки выступа R
Формат команды
G17; (выбор плоскости I-J)
G18; (выбор плоскости K-l)
G19;______ (выбор плоскости J-K)
I, J иK обозначают каждую из базовых или параллельных осей.
Когда система включена или включена повторно, выбрана плоскость, заданная
параметрами "#1025.
46
плоскость G17
(
I-J
)
плоскость G18
(
K
-l
)
плоскость G19
(
J-
K
)
6. Функции интерполяции
6.5 Выбор плоскости
Ввод параметров
#1026-1028
basej, J, K
#1029-1031
aux_l, J, K
1
X Y
J
Y
K Z
Таб. 1 Примеры выбора
плоскости
ввод параметров
Базовые оси и параллельные оси могут быть
заданы в параметрах. Одна и та же ось
может быть задана дважды, но в таком
случае плоскость определяется системой
выбора плоскости (4).
В качестве контрольных осей невозможно
установить оси, которые не были введены.
Система выбора плоскости
В данном разделе описывается выбор плоскости для примеров выбора плоскости,
показанных в Таб. 1.
(1) Адреса оси, заданные в том же блоке, что и команда выбора плоскости (G17, G18, G19),
определяют, какие из базовых или параллельных осей должны быть в выбранной на
данный момент плоскости.
(Пример)
(2) Выбор плоскости не выполняется в блоках, где не задан G-код (G17, G18,
G19) выбора плоскости.
G18X_Z_; Z-X плоскость
Y_ Z_ ; Z-X плоскость (плоскость без изменений)
(3) Если в блоке, содержащем G-код (G17, G18, G19) выбора плоскости, пропущены
адреса осей, предполагается, что адреса трех базовых осей были заданы.
G18;(Z-Xплоскость = G18XZ;)
(4) Если базовые оси или их параллельные оси повторяются или заданы в том же
блоке, что и G-код (G17, G18, G19) выбора плоскости, плоскость определяется вначале
базовыми осями, а затем параллельными осями.
G18 XYZ ; выбрана плоскость Z-X.
Поэтому движение Y не относится к выбранной плоскости.
(Внимание 1) Если «2» в параметре "#1025 Lplane" активна, при включении или
повторном включении системы выбрана плоскость G1.
47
6. Функции интерполяции
6.6 Нарезание резьбы
6.6 Нарезание резьбы
6.6.1 Нарезание резьбы с постоянным шагом; G33
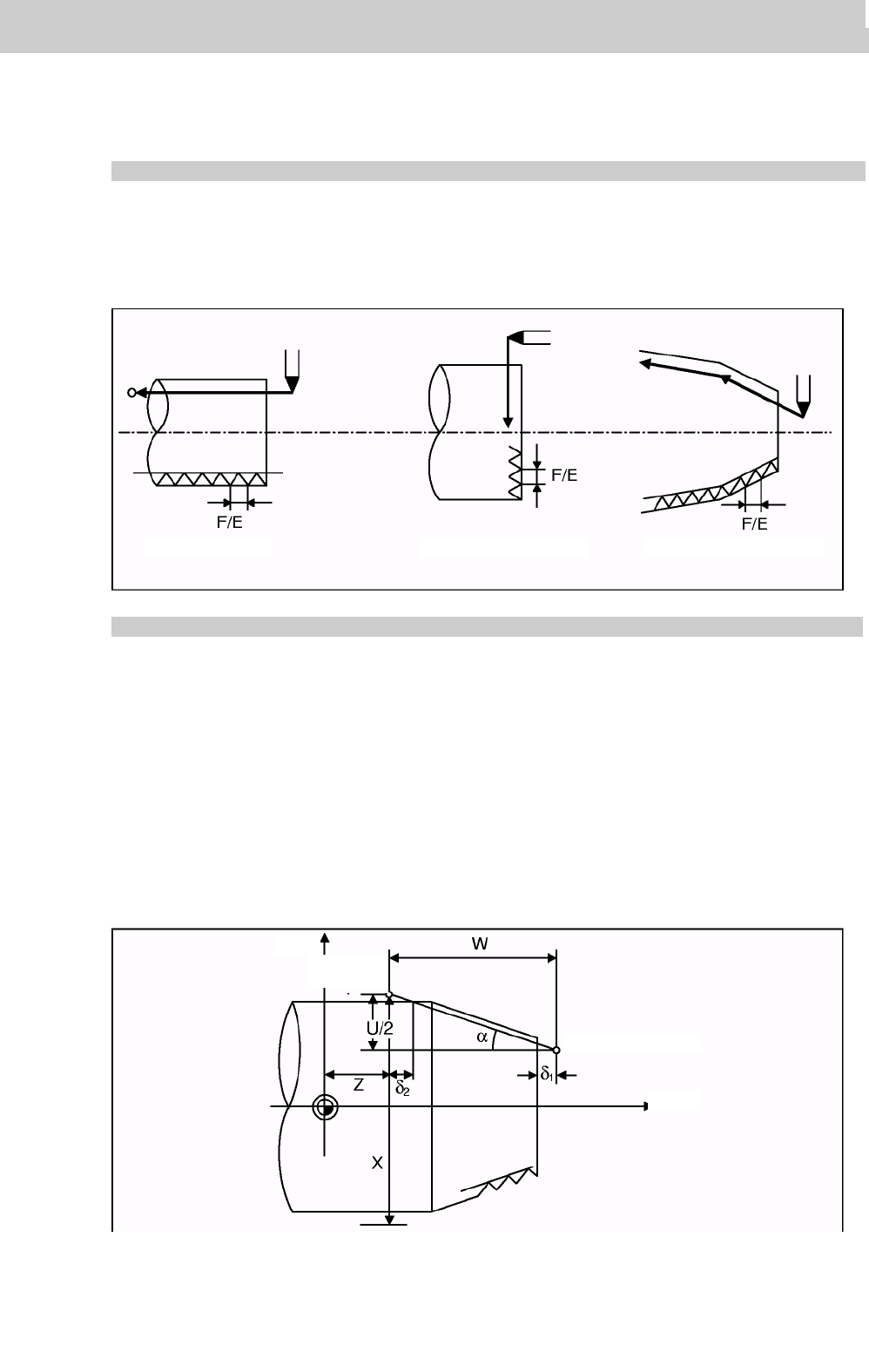
Функции и назначение
Команда G33 отвечает за контроль питания резца, синхронизированного со
шпиндельным вращением, что позволяет производить прямое нарезание резьбы с
постоянным шагом, нарезание конической резьбы и нарезание непрерывной резьбы.
Формат команды
G33 Zz/Ww Xx/Uu Ff Qq ; (
Команда нарезания резьбы с нормальным шагом
)
Zz, Ww, Xx, Uu
адреса и координаты конечной точки резьбы
Ff
шаг направления длинной оси
(
оси с наибольшим вращением
)
Qq
стартовый угол нарезки резьбы
, 0.001 до 360.000°
G33 Zz/Ww Xx/Uu Ee Qq ; (
Команда нарезания резьбы с точным шагом
)
Zz, Ww, Xx, Uu
адреса и координаты конечной точки резьбы
Ee
шаг направления длинной оси
(
оси с наибольшим вращением
)
Qq
стартовый угол нарезки резьбы
, 0.001 до 360.000°
48
Прямая резьба
Спиральная резьба Непрерывная резьба
ось X
конечная
точка
начальная точка
• ось Z
6. Функции интерполяции
6.6 Нарезание резьбы
Подробное описание
(1) Команда Е используется также для количества выступов при нарезании дюймовой
резьбы, а заданием параметров можно также выбрать требуемое количество выступов
или точных шагов.
(Параметр "#1229 set 01/bit" установлен на "1" для задания точного шага).
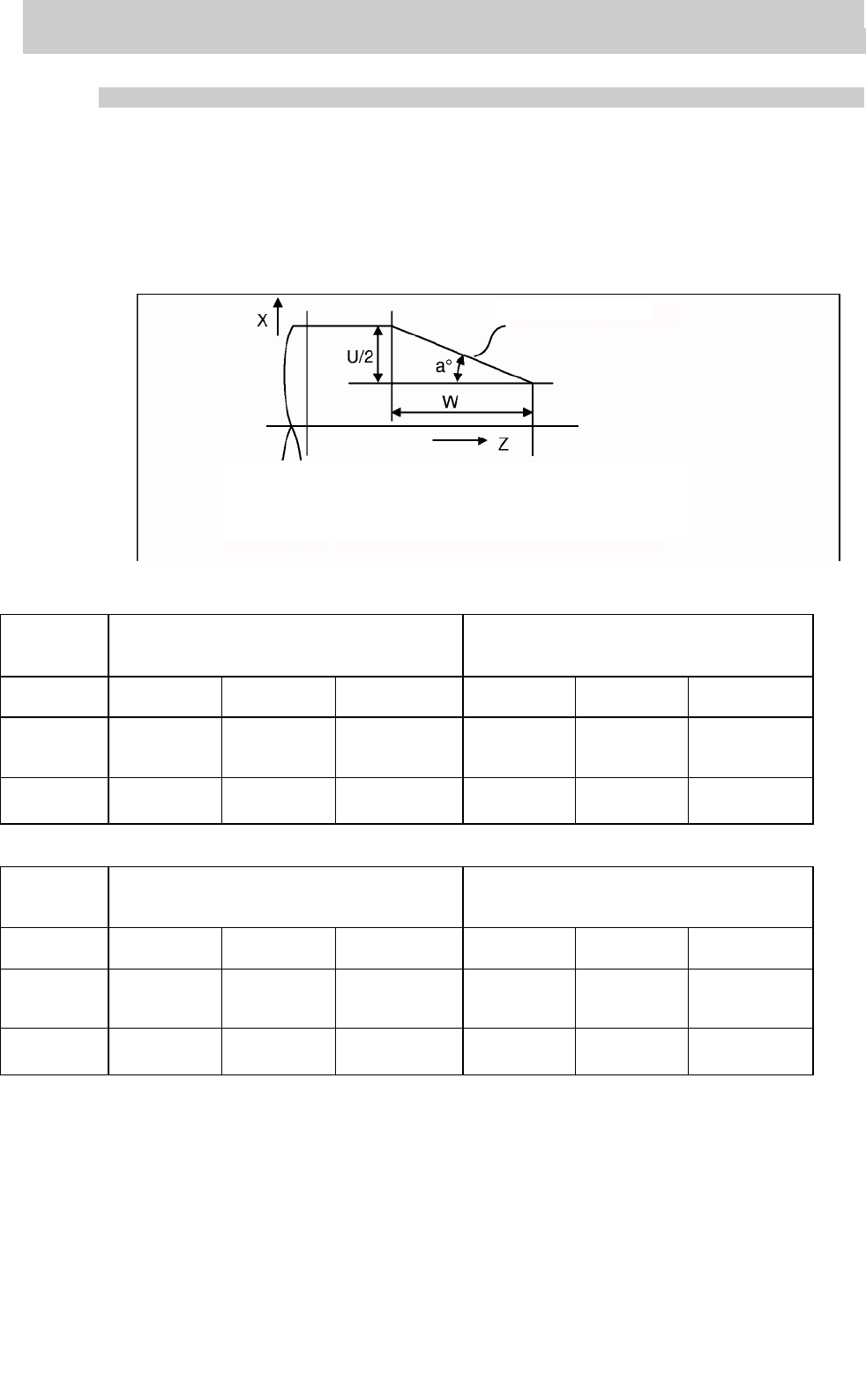
(2) Шаг в направлении длинной оси задается для конической резьбы.
Ввод метрических данных при нарезании резьбы
Система
единиц
ввода
B (0.001 мм) C (0.0001 мм)
Адрес
команды
F (мм/об) E (мм/об) E (выст./дюйм) F (мм/об) E (мм/об) E (выст./дюйм)
Минимальная
единица
команды
1 (=0.0001),
(1. =1.0000)
1 (=0.00001),
(1. =1.00000)
1 (= 1.00),
(1.=1.00)
1 (=0.00001),
(1. =1.00000)
1 (=0.000001 ),
(1. =1.000000)
1 (= 1.000),
(1. =1.000)
Диапазон
команды
0.0001 ~
999.9999
0.00001 ~
999.99999
0.03 ~
999.99
0.00001 ~
99.99999
0.000001 ~
99.999999
0.255 -
9999.999
Ввод дюймов при нарезании резьбы
Система
единиц
ввода
B (0.0001 дюйм) C (0.00001 дюйм)
Адрес
команды
F (дюйм/об) E (дюйм/об)
E
(выступ/дюйм)
F (дюйм/об) E (дюйм/об)
E
(выступ/дюйм)
Минимальная
единица
команды
1 (=0.000001),
(1. =1.000000)
1 (=0.0000001),
(1. =1.0000000)
1(=1), (1.
=1.0000)
1 (=0.0000001),
(1. =1.0000000)
1 (=0.00000001),
(1. =1.00000000)
1(=1), (2.=1.
00000)
Диапазон
команды
0.000001 ~
99.999999
0.000010 ~
9.9999999
0.0101 ~
9999.9999
0.0000001 ~
9.9999999
0.00000001 ~
0.99999999
0.10001 -
999.99999
(Внимание 1) Невозможно задать шаг, если скорость подачи в минуту превышает
максимальный уровень подачи при нарезании.
(3) Функция постоянного контроля поверхностной скорости не должна использоваться
для команд нарезания конической резьбы или команд нарезания спиральной
резьбы.
(4) Скорость вращения шпинделя должна сохраняться постоянной с момента начала
нарезания и до его окончания.
49
коническая секция
Если шаг < 45° в направлении оси Z
Если шаг > 45° в направлении оси X
Если шаг = 45° может быть в нап
р
авлении оси Z или X.
6. Функции интерполяции
6.6 Нарезание резьбы
(5) Если в целях прекращения подачи в процессе нарезания резьбы использовать
функцию остановки подачи, выступы резьбы потеряют остроту. По этой причине
остановка подачи не может быть использована в процессе нарезания резьбы.
Помните, что это справедливо для времени с момента выполнения команды
нарезания резьбы до момента движения оси. Если кнопка остановки подачи будет
нажата во время нарезания резьбы, последует остановка блока в конечной точке
блока, который следует за блоком, завершающим нарезание резьбы.(более не режим
G33).
(6) Преобразованная скорость подачи при нарезании сравнима с фиксированной
скоростью подачи при нарезании в момент начала нарезания; если она превышает
фиксированную скорость, последует операционная ошибка.
(7) В целях защиты шага в процессе нарезания резьбы преобразованная скорость подачи
при нарезании иногда может превышать фиксацию скорости.
(8) Лишний шаг обычно производится в начале резьбы и в конце нарезания в силу
задержки сервосистемы или по другой подобной причине.
Поэтому необходимо задавать длину резьбы, которая определяется добавлением
длины лишнего шага 51 и 52 к требуемой длине резьбы.
(9) Вращение шпинделя подлежит следующему ограничению:
1 ≤ R ≤ максимальный уровень подачи
шаг резьбы
Где R < Приемлемая скорость датчика (о/мин), R = Скорость вращения
шпинделя (о/мин), Шаг резьбы = мм или дюйм, Максимальная скорость
подачи = мм/мин или дюйм/мм, (ограничения являются следствием
спецификаций оборудования).
(10) Сухой режим работы применим к нарезанию резьбы, но основанная на сухом
скорость уровень подачи не синхронизирована с вращением шпинделя. Сигнал
работы в сухом режиме проверяется в начале нарезания резьбы и любое
переключение в процессе нарезания игнорируется.
(11) Синхронная подача применима для нарезания резьбы даже с командой асинхронной
подачи (G94).
(12) Коррекция скорости вращения шпинделя не действует и исправляется на 100% во
время нарезания резьбы.
(13) Если команда нарезания резьбы задается в процессе коррекции выступа R,
коррекция временно прерывается и выполняется нарезание резьбы.
(14) Если происходит смена режима на иной автоматический режим в процессе
выполнения G33, в первую очередь выполняется следующий блок, не содержащий
команды нарезания резьбы, а затем происходит остановка автоматической операции.
(15) Если происходит смена режима на ручной режим в процессе выполнения G33, в
первую очередь выполняется следующий блок, не содержащий команды нарезания
резьбы, а затем происходит остановка автоматической операции. В случае наличия
одного блока выполняется следующий блок, не содержащий команды нарезания
резьбы (в случае отмены режима G33), а затем происходит остановка автоматической
операции. Помните, что автоматическая операция останавливается до начала
движения оси команды G33.
(16) Команда нарезания резьбы ожидает единого сигнала синхронизации вращения
ротационного датчика и начинает движение.
Помните, что при использовании двух систем, одна из которых задает команду
нарезания резьбы во время нарезания резьбы другой системой, движение начнется
не дожидаясь единого сигнала синхронизации вращения ротационного датчика.
Поэтому системы необходимо синхронизировать до момента задания команды
нарезания резьбы в нескольких системах.
(17) Изменение угла при начале нарезания резьбы не является модовым. При отсутствии
команды Q вместе с G33 будет равнозначно "Q0".
(18) Если значение, превышающее 360.000 задается G33 Q, это будет равнозначно "Q360.000".
(19) G33 нарезает один ряд одним циклом. Для нарезания двух рядов необходимо
изменить значение Q и задать ту же команду.
50
6. Функции интерполяции
6.6 Нарезание резьбы
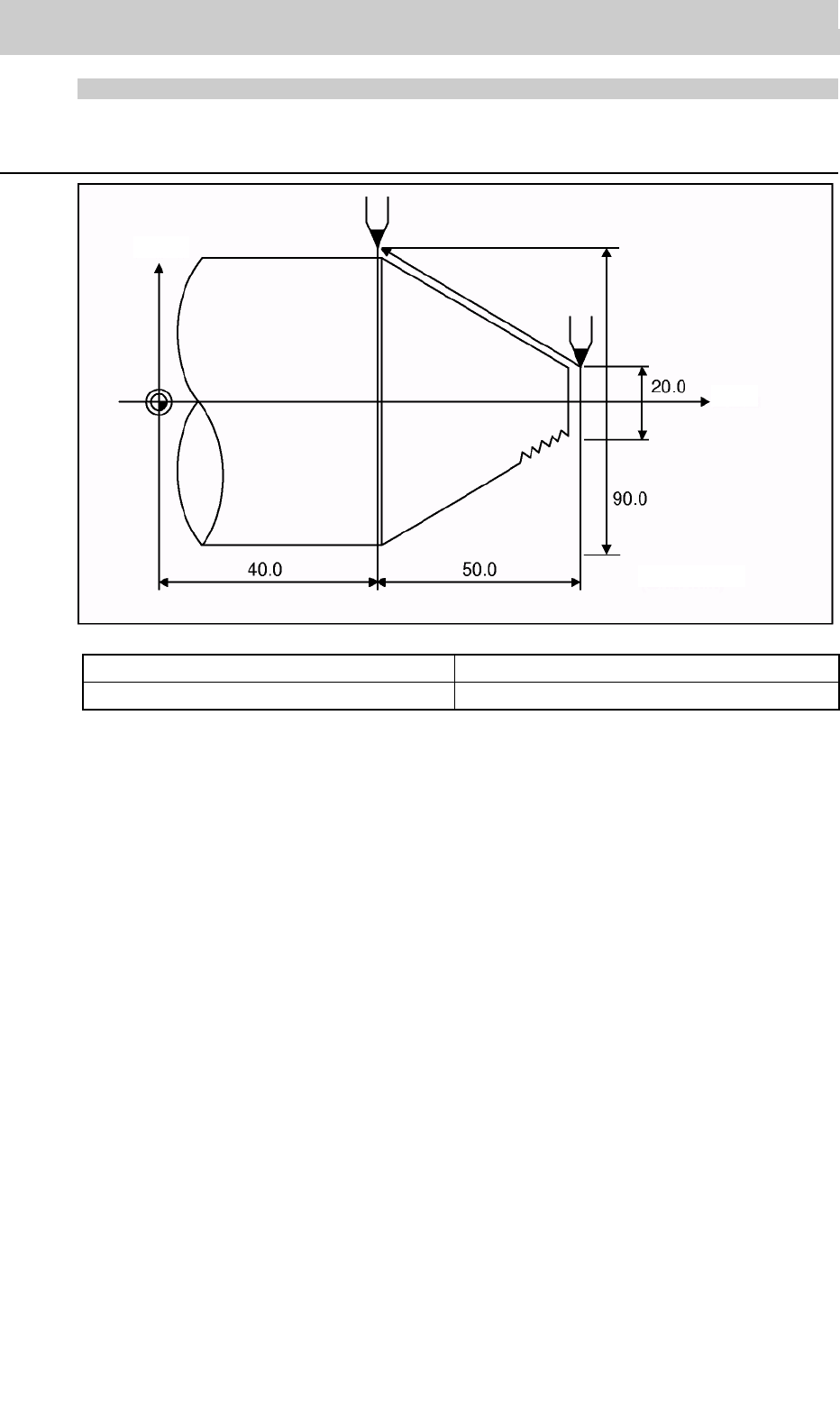
Пример программы
G33 X90.0 Z40.0 E1 2.34567 ;
команда абсолютного значения
G33 U70.0 W-50.0 E1 2.34567 ;
команда инкрементного значения
51
осьX
осьZ
(
Ед.изм: мм
)