Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.


Запись программы 3
3-321
[5] POS-B (Позиционирование оси В)
Выбрать в меню угол, чтобы провести позиционирование оси В. Можно ввести величину
угла при помощи числовых клавиш. Описание данного пункта см. в пункте BAR.
3 Запись программы
3-322
3-18-2 Установка данных последовательности
В блоке ручного программирования одна строка данных последовательности
соответствует одному кадру программы стандарта EIA/ISO. Подробное описание команд,
см. Инструкция по программированию в стандарте EIA/ISO.
SEQ G1 G2 DATA-1 DATA-2 DATA-3 DATA-4 DATA-5 DATA-6 S M/B
1 [1] [2] [3] [4] [5] [6] [7] [8] [9] [
10
]
[1] G1, [2] G2
Ввести G-коды (подготовительная функция) с помощью клавиш меню или числовых
клавиш.
G00 G01 G02 G03 G40
CANCEL
G41
LEFT
G42
RIGHT
G98
/MIN
G99
/REV
MANUAL
END
Примечание. В одной строке данных последовательности можно ввести два
G-кода.
[3] DATA-1, [4] DATA-2, [5] DATA-3, [6] DATA-4, [7] DATA-5, [8] DATA-6
В следующих меню выбрать адрес необходимых данных. При нажатии клавиши меню
[ >>> ] меню переключаются в последовательности a → b → a.
X Z C Y F U W H V
>>>
a
I J K P D
>>>
b
После задания адреса, с помощью числовых клавиш ввести а задать данные.
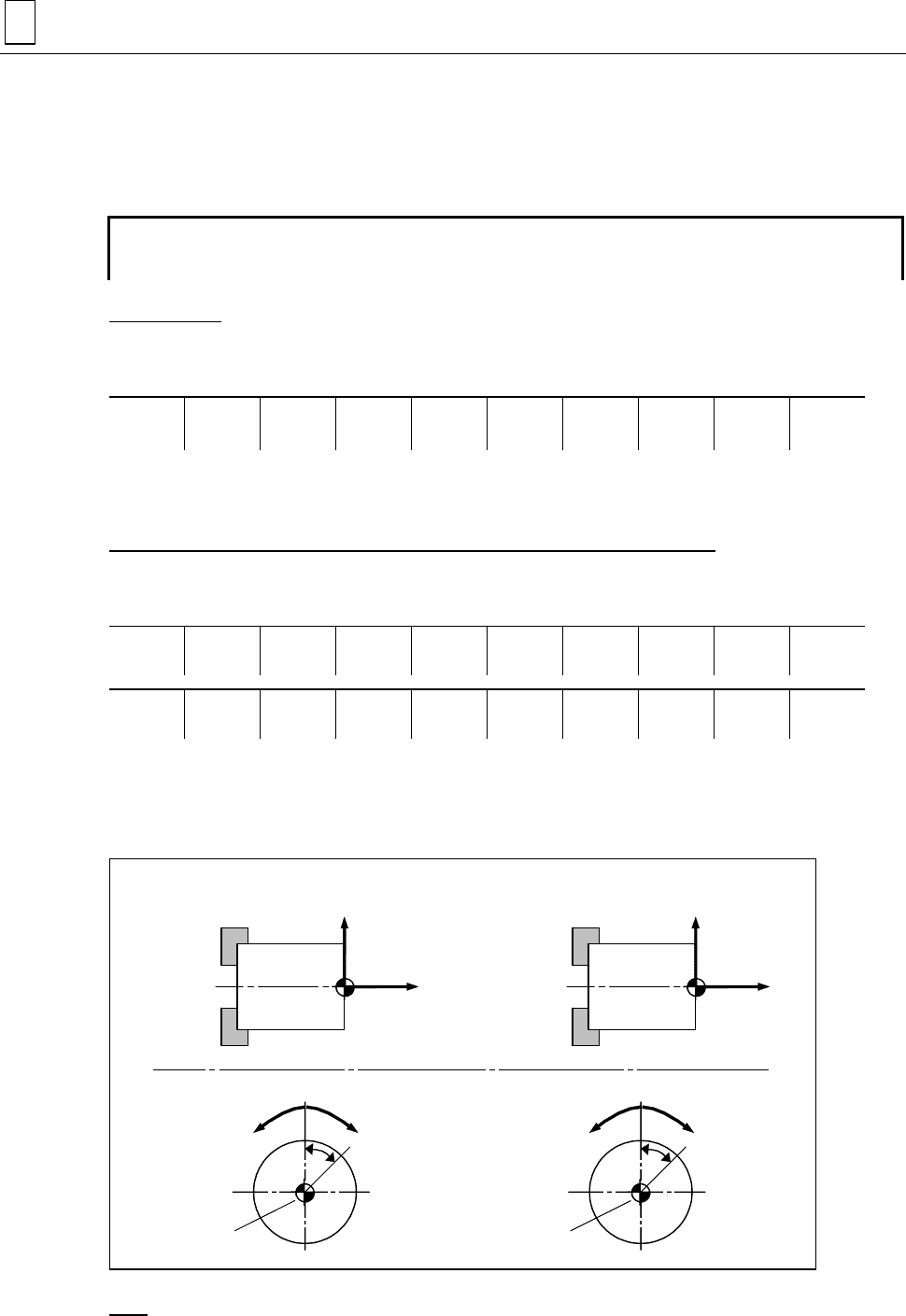
В блоке обработки с программой ручного управления используется следующая система
координат для установки положения перемещения режущей кромки инструмента.
D740PA001’
+X
+Z
+θ
–θ
45°
+
θ
–θ
45°
+X
+Z
Сторона шпиндельной
бабки №1
Сторона шпиндельной
бабки №2
Сисиема координат
п
р
ог
р
аммы
Сисиема координат
программы
[9] S
Установить скорость вращения или окружную скорость шпинделя с помощью числовых
клавиш.
Запись программы 3
3-323
Диапазон вводимого значения от 0 до 99999.
Примечание. Установленная скорость вращения или окружная скорость
используются до тех пор, пока для них не будут установлены
новые значения.
[
10
] M/B
Ввести M-код (код вспомогательной функции) или B-код (второй код вспомогательной
функции, 3 числа) с помощью числовых клавиш. Для установки B-кода нажмите клавишу
меню [B CODE INPUT] и введите числовое значение. Для M-кода, см. Список
параметров/Список предупредительных сообщений/Список М-кодов.
Если данные последовательности содержат команду G65 в пунктах G1 или G2 , то
данные,
задаваемые в этих пунктах, будут приниматься в качестве аргумента.
Примечание 1. Различие между программой ручного управления и программой
EIA/ISO
Задаваемая вручную программа подготавливается также, как и
программа стандарта EIA/ISO, со следующими основными
отличиями.
1. В блоке ручного программирования одна строка данных
последовательности соответствует одному кадру программы стандарта
EIA/ISO, что ограничивает количество данных, которые можно
задать в
одном кадре.program, which limits the number of data which can be entered in
one block. (G: 2 данных, S: 1 данные, M/B: 1 данные, Другое: 6 данных).
2. В блоке ручного программирования, когда дана команда на коррекцию
диаметра инструмента (G41 или G42), инструмент отличается от данных,
введенных в пунктеACT-φ (Фактический диаметр) в окне TOOL DATA
(Данные на инструмент (номинальный диаметр по причине отсутствия
данных).
3. В режиме G98, значение F не может быть
введено в виде десятичной дроби.
Если способ подачи изменен с G98 на G99 или с G99 на G98,
установленное значение величины подачи F в блоке данных исчезнет (****).
4. Нельзя вызвать программу формата MAZATROL при помощи вызова
подпрограммы, такой как G65.
5. Не вводить команду G109L в пунктах G1 или G2.
6. Не использовать адрес P (ожидание) в DATA-1 - DATA-6.
Примечание 2. Когда
в блоке ручного программирования выбран токарный
инструмент, направление вращения токарного инструмента
определяется направлением вращения, заданным в данных на
инструмент. Направление вращения фрезерного инструмента
определяется при помощи М-кода.
3 Запись программы
3-324
3-19 Блок M-кодов (M-CODE)
Выбрать блок М-кодов, когда необходимо установить М-коды (коды вспомогательных
функций).
В одном блоке может быть установлено до 12 М-кодов.
Выбрать данный блок, нажав клавишу меню M CODE.
3-19-1 Установка данных блока(M-code)
UNo. UNIT No. # #1 #2 #3 #4 #5 #6 #7 #8 #9 #10 #11 #12
∗ M-CODE [1] [2] [3] [4] [4] [4] [4] [4] [4] [4] [4] [4] [4] [4] [4]
[1] #.
Определить номер приоритета обработки (приоритетная обработка, последовательная
обработка). Существуют три способа ввода данных:
- № приоритета. в приоритетной обработке:
С помощью числовых клавиш ввести номер от 0 до 99.
- № приоритета. в последовательной обработке:
Нажать клавишу меню [DELAY PRIORITY] (Установка приоритета), затем с помощью
числовых клавиш ввести номер от 0 до 99.
MACHINING № приоритета?
DELAY
PRIORITY
PRI.No.
CHANGE
PRI.No.
ASSIGN
PRI.No.
ALL ERAS
SUB PROG
PROC END
- Без ввода данных: Стандартная обработка:
порядок обработки не установлен.
Примечание. Более подробное описание см. в главе 4, “Функции приоритета
для одного и того же инструмента.”
[2], [3] #
(Выбор инструментальной головки и номера одновременной обработки)
- На станках с нижней револьверной головкой, выбрать инструментальную головку, для
которой будет выведен М-код. На экране появится следующее.
SET
UPPER
TURRET
SET
LOWER
TURRET
- На станках с нижней револьверной головкой, задать номер одновременной обработки,
для управления нижней и верхней головкой одновременно.
[4] #1 to #12
Установить необходимый номер М-кода в каждом из 12 разделов с помощью следующего
меню или числовых клавиш. При нажатии клавиши меню [ >>> ] меню переключаются в
последовательности a → b → a.
01
OPTIONAL
STOP
08
FLOOD
COOL ON
09
FLOOD
COOL OFF
153
MILL-THR
COOL ON
154
MILL-THR
COOL OFF
206
HD1 CHK
OPEN
207
HD1 CHK
CLOSE
306
HD2 CHK
OPEN
307
HD2 CHK
CLOSE
>>>
a
901
HEAD1
SELECT
902
HEAD2
SELECT
202
HEAD1
TRN MODE
302
HEAD2
TRN MODE
03
T-SP1
CW
04
T-SP1
CCW
303
T-SP2
CW
304
T-SP2
CCW
>>>
b
Запись программы 3
3-325
200
C1-AXIS
CONNECT
300
C2-AXIS
CONNECT
203
MILL-SP
CW
204
MILL-SP
CCW
205
MILL-SP
STOP
>>>
c
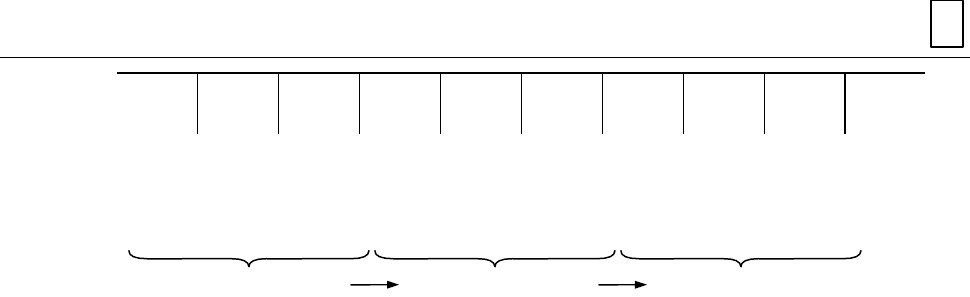
Установленный М-код выполняется в следующем порядке:
#1 #2 #3 #4 #5 #6 #7 #8 #9 #10 #11 #12
∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗ ∗∗∗
Если не все предполагаемые M-кoдв будут выполняться в одно и то же время, разделите
их на три группы (#1 до #4, #5 до #8, и #9 дo #12), а затем установите их по отдельности
Примечание 1. Список М-кодов, используемых в данном УЧПУ, см. в Руководстве
по эксплуатации. Коды M02 (завершение программы), Нельзя
выбирать М98 (вызов подпрограммы
) и другие специальные коды
для программ формата EIA/ISO.
Примечание 2. В станках, оснащенных вторичной вспомогательной функцией,
коды вторичной вспомогательной функции назначить можно
блокам #4, #8, и #12. В этом случае использовать функцию меню
[OTHER CODE] (Другой код) и ввести номера кодов.
Примечание 3. М-коды, представленные в меню, различаются в зависимости от
модели станка.
Примечание 4. Подробнее о
М-кодах, см. Инструкция по эксплуатации.
3. (Синхронный) 2. (Синхронный)1. (Синхронный)
3 Запись программы
3-326
3-20 Блок выбора шпиндельной головки (HEAD)
С помощью блока выбора шпиндельной головки выбирают рабочий шпиндель (№ 1 или
№ 2) перед программированием различных операций обработки.
Выбранный шаблон операции будет выполняться до тех пор, пока в блоке выбора
шпиндельной головки HEAD не будет выбран другой шаблон.
Выбрать данный блок клавишей [SELECT HEAD] (Выбрать шпиндельную головку).
3-20-1 Установка данных блока
UNo. UNIT TYPE HEAD SPDL
* HEAD [1] [2]
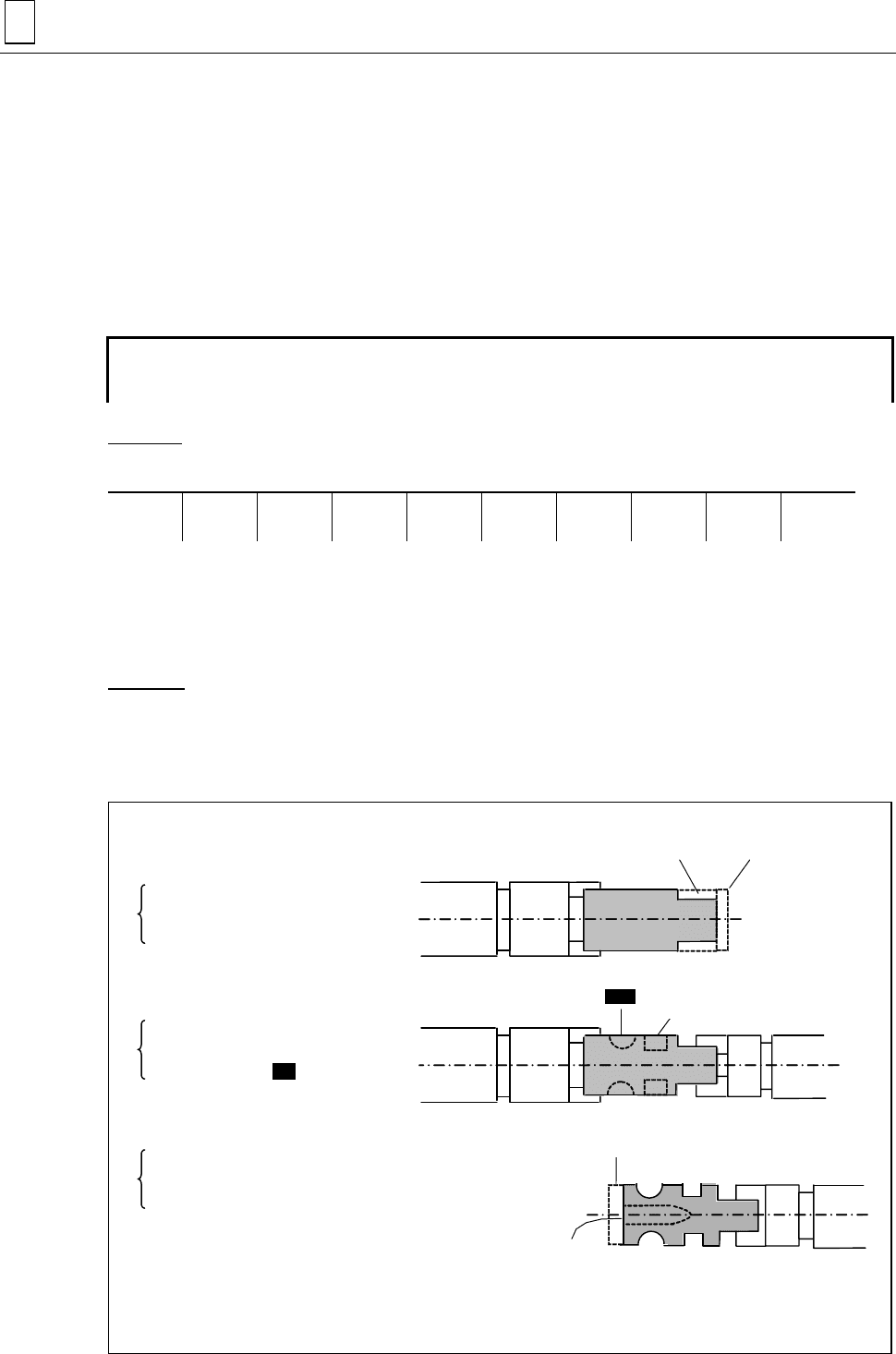
[1] TYPE
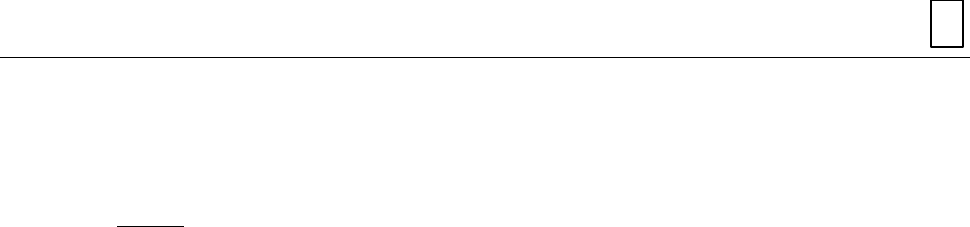
Из меню (см. рис. ниже) выбрать шаблон обработки для каждого шпинделя.
SINGLE SYNCH.
SINGLE : Работает только тот шпиндель, который был установлен в разделе [2].
SYNCH. : Шпиндель, установленный в разделе [2], будет вращаться (ведущий), а
другой шпиндель — выполнять синхронное вращение (ведомый;
идентичные вращение и скорость).
[2] HEAD
Выбрать рабочий шпиндель.
- Установить 1 или 2 для работы шпинделя № 1 или № 2 соответственно.
Примечание. Введите 1 для выбора режима SYNC в пункте [1].
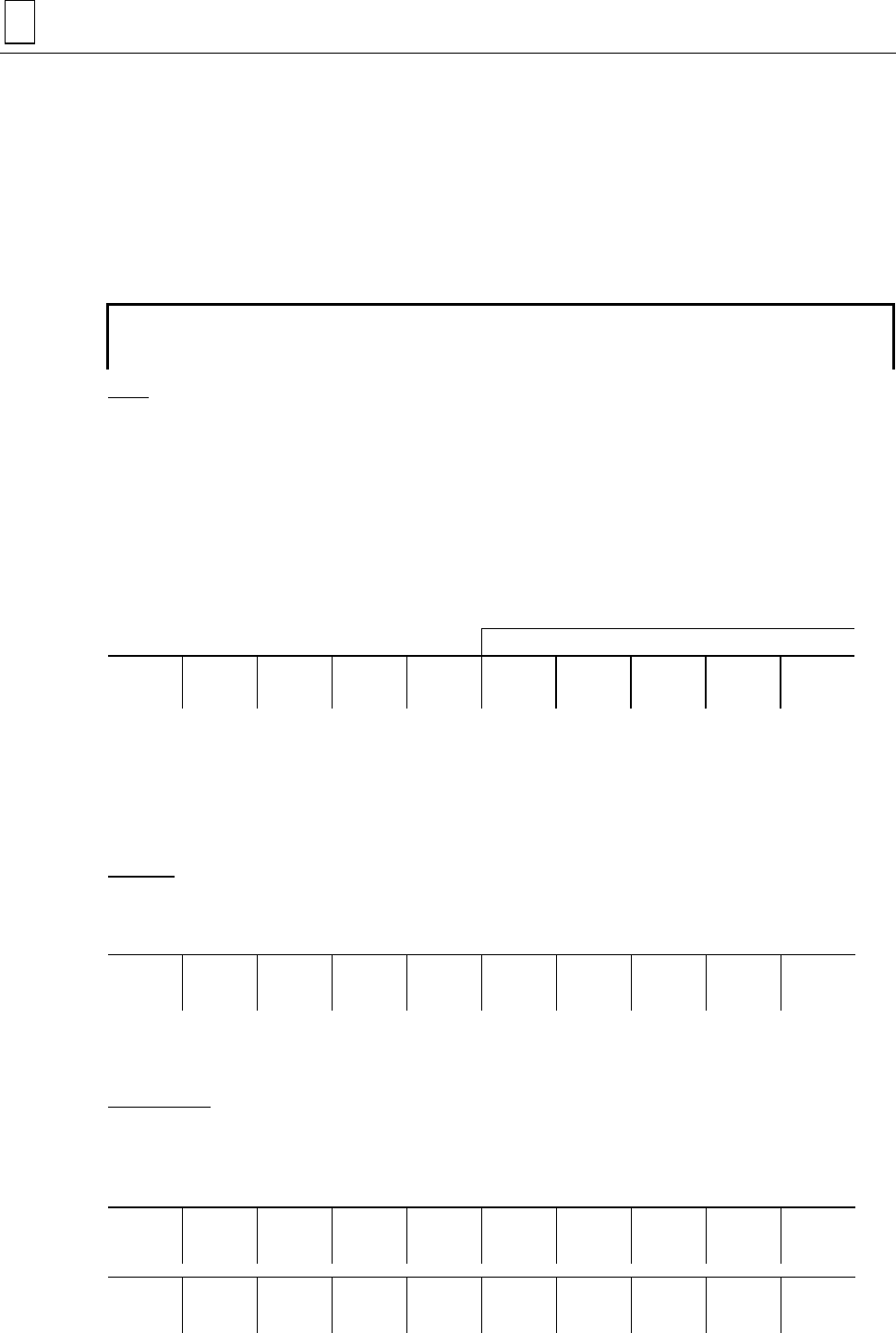
BAR OUT
КАНАВКА НА НАРУЖНОМ
КОНТУРЕ
ЗАДНЯЯ КРОМКА
СВЕРЛЕНИЕ
ЗАДНЕЙ
ПОВЕРХНОСТИ
A
: Обработка на стороне шпинделя №1
B: Обработка в режиме синхронного вращения шпинделей
C: Обработка на стороне шпинделя №2
UNo.
0
UNo. UNIT TYPE HEAD
1 HEAD SIN 1
UNo. UNIT PART
2 FACING FACE
?
UNo. UNIT PART
3 BAR OUT
?
UNo. UNIT PAT. HEAD
4 TRANSFER BAR
?
2
UNo. UNIT TYPE HEAD
5 HEAD SYNC 1
UNo. UNIT PART
6 T.GROOVE OUT
?
UNo. UNIT PART
7 BAR
OUT
?
UNo. UNIT PAT. HEAD
8 TRANSFER BAR
?
1
UNo. UNIT TYPE HEAD
9 HEAD SIN 2
UNo. UNIT PART
10 FACING BACK
?
UNo. UNIT PART
11 T.DRILL BACK
?
UNo. UNIT
12 END
?
?
B
C
BAR OUT
ТОРЦЕВАНИЕ
ПЕРЕДНЕЙ
ПОВЕРХНОСТИ
ПЕРЕДНЯЯ
КРОМКА
Запись программы 3
3-327
3-21 Блок передачи заготовки (TRANSFER)
Выбрать блок передачи заготовки (TRS) для смены зажимного патрона заготовки для ее
подачи от одного шпинделя к другому или перемещения шпинделя № 2.
Выбрать данный блок клавишей меню TRANSFER WORKPIECE (Передача заготовки).
3-21-1 Установка данных блока
UNo. UNIT PAT. HEAD SPDL PUSH CHUCK W1 W2 Z-OFFSET C1 C2 C-OFFSET LTUR ESC TNo.
∗ TRANSFER [1] [2] [3] [4] [5] [6] [7] [8] [9] [
10
] [
11
] [
12
] [
13
]
[1] PAT.
Из меню (см. рис. ниже) выбрать шаблон обработки для каждого шпинделя.
CHUCK
WORK
BAR
LOOP
T-SPDL
MOVE
CHUCK: Подача заготовки из патрона от шпинделя № 1 к шпинделю № 2 или наоборот.
BAR: Повторная установка прутковой заготовки в патрон.
MOVE: Перемещение шпинделя № 2 по оси Z.
[2] HEAD
- В разделе данных [1] установлено CHUCK.
При установке курсора в данном разделе на экране отобразится следующее меню:
HEAD 1
→ HEAD 2
HEAD 2
→ HEAD 1
Выбрать HEAD1>HEAD2 для передачи заготовки из шпинделя № 1 в шпиндель № 2.
Выбрать HEAD2>HEAD1 для передачи заготовки из шпинделя № 2 в шпиндель № 1.
- В разделе данных [1] установлено BAR:
При установке курсора в данном разделе на экране отобразится следующее меню:
HEAD 1 HEAD 2
Выбрать HEAD1 для повторной установки заготовки в патроне шпинделя № 1.
Выбрать HEAD2 для повторной установки заготовки в патроне шпинделя № 2.
- В разделе данных [1] установлено MOVE:
Установка данных не требуется.
[3] SPDL
Из меню (см. рис. ниже) выбрать состояние шпинделя во время обработки.
0
KEEP
1
FORWARD
2
REVERSE
3
ORIENT
4
C-AXIS
POSITION
5
KEEP
POSITION

3 Запись программы
3-328
При помощи выбора пунктов 1-5 установить условия работы шпинделя в процессе
переустановки заготовки в патроне/подвода заготовки.
0 KEEP: Шпиндель не вращается.
1 FORWARD: Шпиндель вращается по часовой стрелке со скоростью, заданной
параметром TC58.
2 REVERSE: Шпиндель вращается против часовой стрелки со скоростью,
заданной параметром TC58.
3 ORIENT: Шпиндель установлен в начальное положение.
4 C-AXIS POSITION: Выполняется установка шпинделя
№ 1 по оси C. Для шпинделя № 2
выполняется позиционирование или ориентация по оси C в
зависимости от технических особенностей станка.
5 KEEP POSITION: Закрепляется состояние шпинделя, установленное в предыдущем
блоке.
[4] PUSH
Только при установке патрона CHUCK в разделе [1] выбирается поджим заготовки
шпинделем № 2 во время передачи заготовки.
Для поджима заготовки устанавливается 0, для отмены поджима заготовки — 1.
[6] CHUCK
Только при установке BAR в разделе [1] назначается закрытое или открытое состояние
зажимного патрона шпинделя, установленного в разделе [3], после перемещения
шпинделя № 2.
Установить 0 для открытого патрона.
Установить 1 для закрытого патрона.
[7] W1
При установке патрона CHUCK в разделе [1], задать координату работы второго
шпинделя по оси W во время подвода заготовки.
При установке BAR в разделе [1], задать координату работы второго шпинделя по оси W
во время переустановки заготовки в патроне.
[7] W2
При установке патрона CHUCK в разделе [1], задать координату работы второго
шпинделя по оси W во время подвода заготовки.
При установке BAR в разделе [1], задать координату работы второго шпинделя по оси W
во время переустановки заготовки в патроне.
При установке MOVE в разделе [1], задать координату работы второго шпинделя по оси
W после перемещения.
[8] Z-OFFSET
Задать величину коррекции оси Z, которая становится действительной после подвода
заготовки для обрабоки.
[9] C1
Задать координату работы шпинделя по оси С во время подвода заготовки.
Запись программы 3
3-329
[
10
] C2
Задать координату работы второго шпинделя по оси С во время подвода заготовки.
[
11
] C-OFFSET
Задать величину коррекции оси С, которая становится действительной после подвода
заготовки для обрабоки.
[
12
] LTUR ESC
Задать координату по оси Z позиции ожидания шпинделя во время подвода заготовки по
оси, для предотвращения столкновений.
[
13
] TNo.
Задать номер инструмента в нижней револьверной головке, позиционирование которого
будет выполняться во время подвода заготовки.
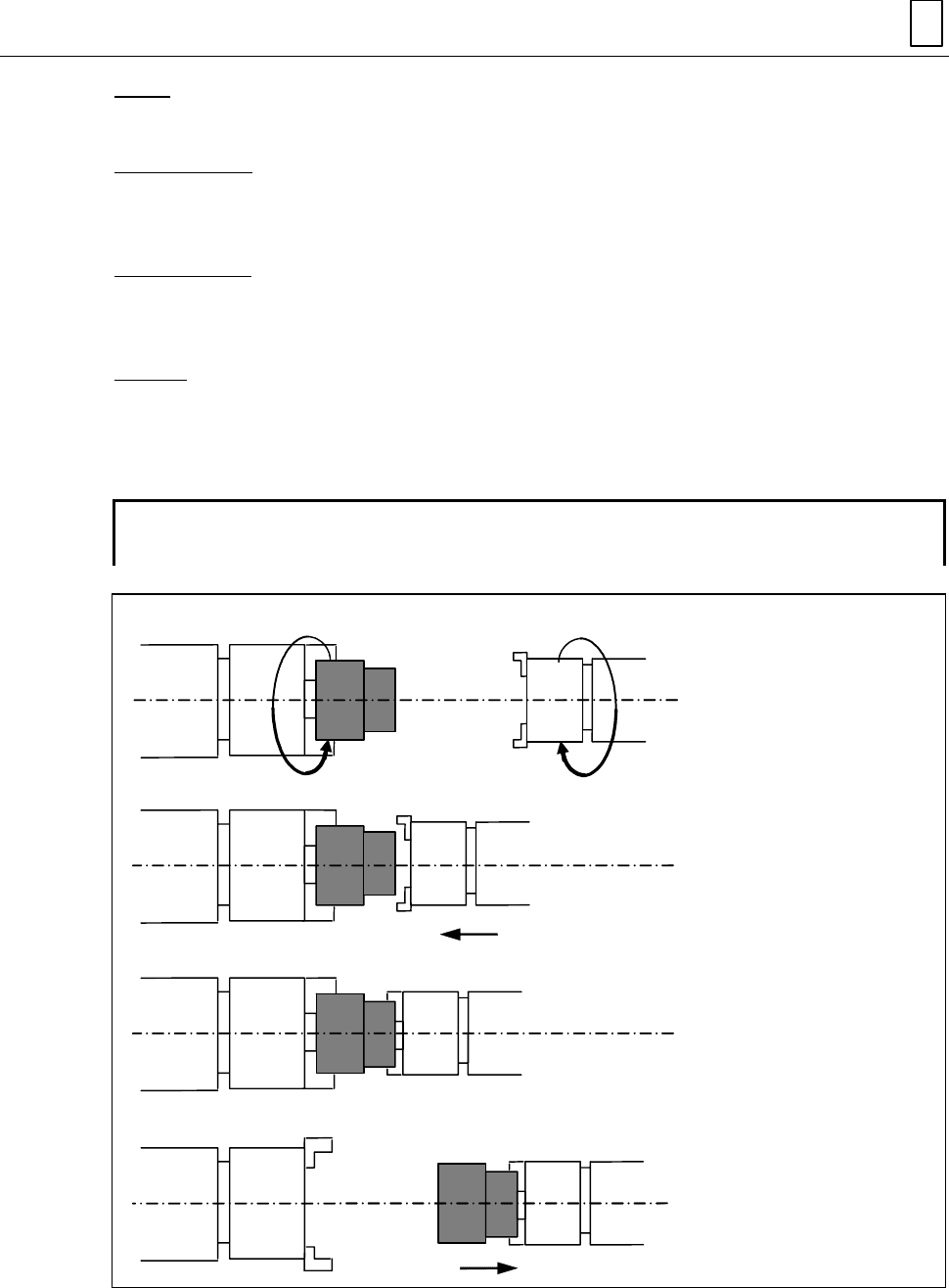
Пример 1. ПЕРЕДАЧНЫЙ ПАТРОН
UNo. UNIT PAT. HEAD SPDL PUSH CHUCK W1 W2 Z-OFFSET C1 C2 C-OFFSET LTUR ESC Tno.
∗ TRANSFER CHUCK 1→ 2 1 1 ◆ ∗∗∗ ∗∗∗ ∗∗∗ ◆ ◆ ◆ ∗∗∗ ∗
Шпиндель №1
Шпиндель №1
Второй шпиндель
перемещается в положение
W1.
Кулачки второго шпинделя
закрываются и открываются
кулачки первого шпинделя.
T4P269
Второй шпиндель
перемещается в положение
W2.
Кулачки второго шпинделя
открыты.
(SPDL = 1: Прямое вращение)
3 Запись программы
3-330
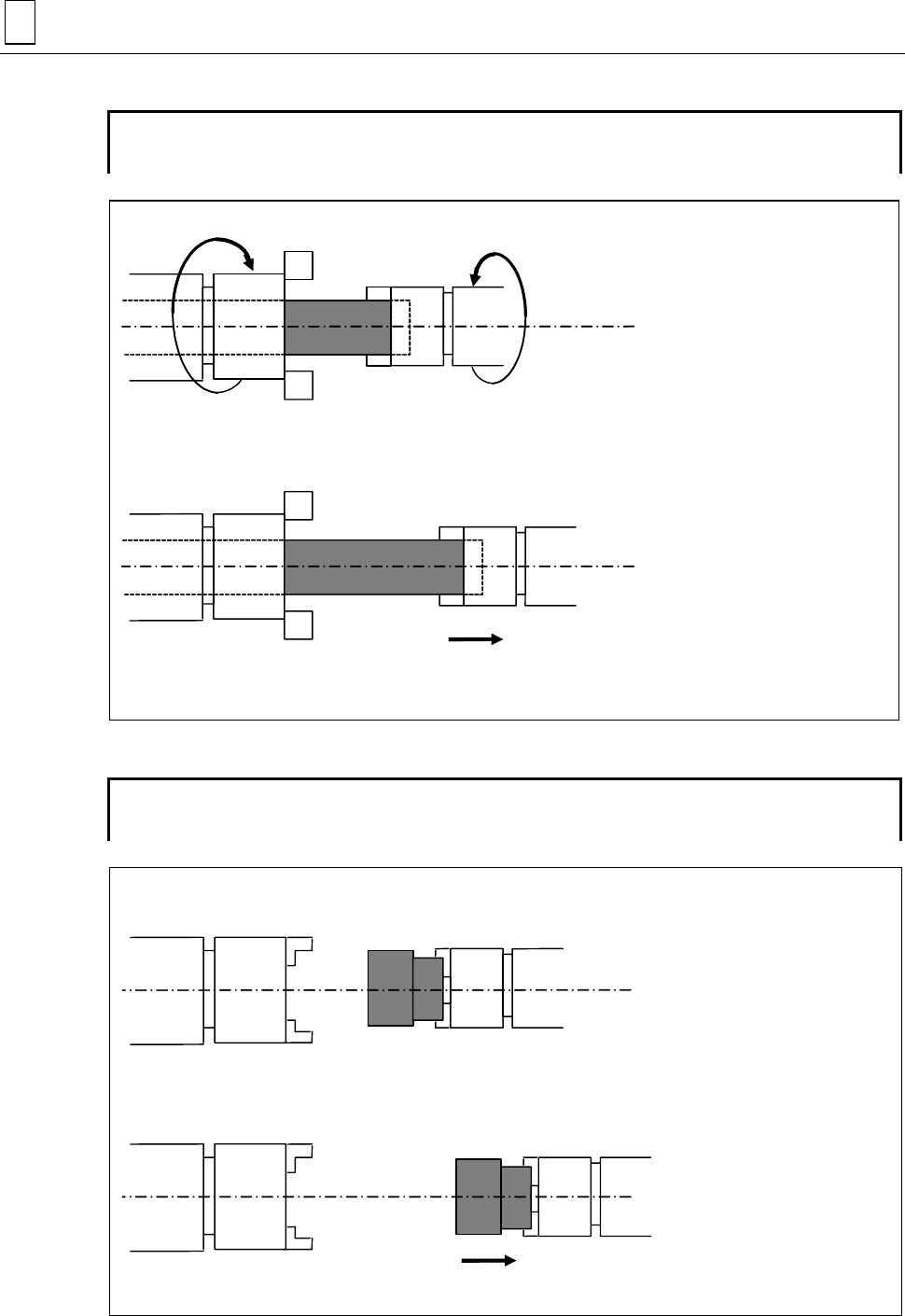
Пример 2. ПЕРЕХОДНЫЙ ПРУТОК
UNo. UNIT PAT. HEAD SPDL PUSH CHUCK W1 W2 Z-OFFSET C1 C2 C-OFFSET LTUR ESC TNo.
∗ TRANSFER BAR 1 2 ◆ 1 ◆ ∗∗∗ ∗∗∗ ◆ ◆ ◆ ∗∗∗ ∗
Шпиндель № 2
Шпиндель № 1
T4P270
Открытие патрона
Движение шпинделя № 2 в
положение W2.
После чего патрон шпинделя,
указанного в пункте HEAD,
закрывается в соответствии с
патроном CHUCK=1.
Закрытие патрона после движения шпинделя № 2
Открытие патрона шпинделя №
1 .
(SPDL=2: обратное вращение)
Пример 3. ПЕРЕХОДНОЕ ДВИЖЕНИЕ
UNo. UNIT PAT. HEAD SPDL PUSH CHUCK W1 W2 Z-OFFSET C1 C2 C-OFFSET LTUR ESC TNo.
∗ TRANSFER MOVE ◆ ◆ ◆ ◆ ◆ ∗∗∗ ∗∗∗ ◆ ◆ ◆ ∗∗∗ ∗
Шпиндель № 1
Шпиндель № 2
T4P271
Шпиндель №2 перемещается
в положение W2.