Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.

3 ПОДГОТОВКА ПРОГРАММЫ
3-312
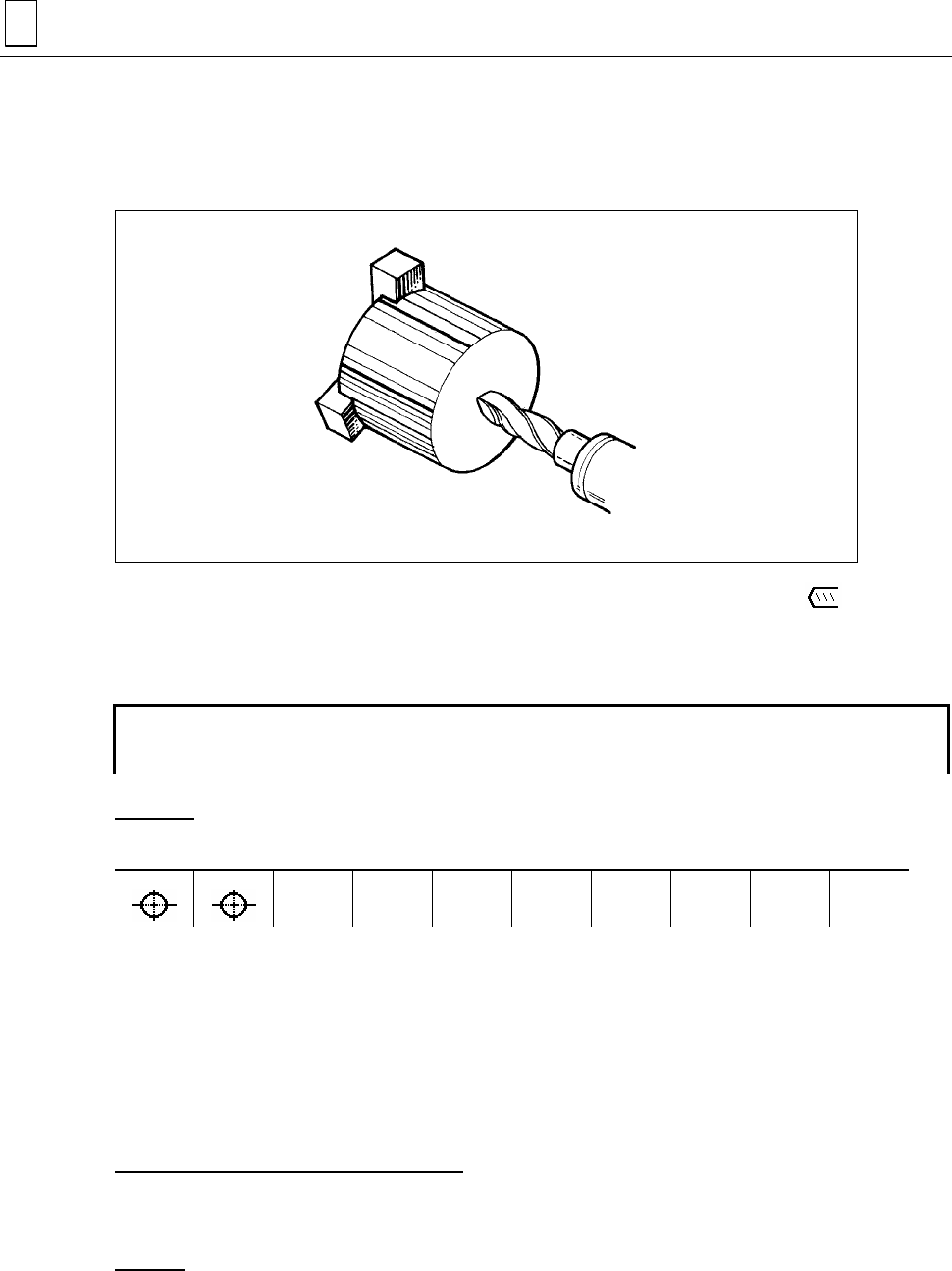
3-15 Блок сверления при токарной обработке (T. DRILL)
Выбрать данный блок для подготовки предварительного отверстия в центре заготовки с
помощью токарного сверла.
NM210-00434
Нажать кнопку меню «Блок сверления при токарной обработке» [T. DRILL
] для
выбора данного блока.
3-15-1 Установка данных блока
UNo. UNIT PART POS-B DIA
∗ T.DRILL [1] [2] [3]
[1] PART
При установке курсора в данном разделе отображается следующее меню.
FACE
BACK
Выбрать из меню обрабатываемый сегмент.
Каждому меню соответствуют следующие обрабатываемые сегменты:
FACE : Правая кайма заготовки
BACK : Левая кайма заготовки
Примечание. Для особых спецификаций станков раздел части «PART» может не быть
указан.
[2] POS-B (Позиционирование оси В)
Выбрать в меню угол, чтобы провести позиционирование оси В. Можно ввести величину
угла при помощи числовых клавиш. Описание данного пункта см. в пункте BAR.
[3] DIA
(диаметр)
Указать диаметр сверлимого отверстия (нoминальный диаметр токарного сверла).
ПОДГОТОВКА ПРОГРАММЫ 3
3-313
3-15-2 Установка данных последовательности инструмента
SNo. TOOL NOM. No. # PAT. DEP-1 DEP-2/NUM. DEP-3 FIN-X FIN-Z C-SP FR M M M
1
↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑
↑ ↑ ↑ ↑ ↑
[1] [2] [3] [4] [5] [6] [7] [8] [9] [
10
] [
11
] [
12
] [
13
][
14
][
14
][
14
]
Примечание1
. : Установка данных здесь необязательна.
Примечание2. В последовательности инструментов, автоматически предлагается
использование максимально до двух следующих инструментов.
Обработка Модель
1 Автоматически выбирается один инструмент для токарной
обработки.
Замечание 1. При выборе [DRILL] (сверло) в [1] TOOL (Название инструмента),
на экран будет выведена следующая последовательность.
SNo. TOOL NOM. No. # PAT. DEP-1 DEP-2/NUM. DEP-3 RPM SPDL ROT. C-SP FR M M M
1
↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑
[1] [2] [3] [4] [5] [6] [7] [8] [9] [
10
] [
11
] [
15
] [
16
] [
17
] [
18
][
14
][
14
][
14
]
[1]Инструмент
(Название) TOOL (Name)
Название используемого инструмента для обработки устанавливается автоматически.
Для изменения инструмента, при переходе на данный пункт, высвечивается следующее
меню:
GENERAL
GROOVE
THREAD
T.DRILL
T.TAP
SPECIAL DRILL
[2] Инструмент TOOL
(Обрабатываемый сегмент детали )
Как показано ниже, для изменения инструмента, при переходе на данный пункт,
демонстрируется соответствующее меню в соответствии с названием инструмента,
выбранного в пункте [1] «Инструменты» (Название)TOOL (Name).
- При выборе одной из следующих опций: GENERAL (резец общего назначения),
GROOVE (канавочный резец) или THREAD (метчик):
OUT
OUTER
DIAMETER
IN
INNER
DIAMETER
EDG
EDGE
IN
INNER
(BAK)
EDG
EDGE
(BAK)
- При выборе либо клавиши T-DRILL (блок сверления при токарной обработке), либо
T-TAP (блок нарезания внутренней резьбы при токарной обработке):
EDG
EDGE
EDG
EDGE
(BAK)
- При выборе клавиши SPECIAL (специальный резец):
0001 0002 0003 0004 0005 0006 0007 0008 0009
При создании блока прорезания канавок, в соответствии с выбранным для данного блока
3 ПОДГОТОВКА ПРОГРАММЫ
3-314
сегмента обработки, обычно выбирают следующие инструменты:
Часть в блоке
(Обрабатываемый
сегмент)
Инструмент
(Название)
Инструмент (Обрабатываемый сегмент)
Передний торец (FACE) Обработка кромок (EDG EDGE)
Задний торец (BACK)
Сверло при
токарной
обработке
Обработка кромок EDG EDGE, задняя панель (BAK)
Примечание. Вышеупомянутый пример применяется, когда необходимо использование
наилучшим образом подходящих инструментов для общей модели контура
токарной обработки. Для определенных контуров могут подходить и другие
инструменты, не указанные в вышеупомянутом примере.
[3] NOM.
(номинальный диаметр)
Указать диаметр сверлимого отверстия (нoминальный диаметр токарного сверла).
[4] NOM.
(Индекс)
Для определения идентичных инструментов (с идентичным названием) и идентичным
номинальным размером из меню необходимо выбрать код.
A B C D E F G H
HEAVY
TOOL
>>>
[5] NOM.
(Выбор револьверной головки)
Для станка, оборудованного верхней и нижней револьверными головками, выберите ту
револьверную головку, на которую помещается используемый инструмент. Появится
следующее меню:
SET
UPPER
TURRET
SET
LOWER
TURRET
[6] No. (Номер приоритета)
Задание уровней приоритета в последовательности обработки. Описание данного пункта
см. в пункте BAR.
[7] #
(Позиция отвода нижней револьверной головки)
Для станка, оборудованного нижней и верхней револьверными головками, указать
позицию, в которую будет выдвигаться нижняя револьверная головка при обработке
заготовок, при использовании только верхней револьверной головки.
Отображается следующее меню:
LOWER
TURRET
POS.1
LOWER
TURRET
POS.2
Примечание. Подробные данные пунктов [5] и [7], имеются в главе 5, “КОНТРОЛЬНЫЕ
ФУНКЦИИ НИЖНЕЙ РЕВОЛЬВЕРНОЙ ГОЛОВКИ”.
[8] PAT.
(Модели токарной обработки)
При установке курсора в данном разделе отображается следующее меню.
ПОДГОТОВКА ПРОГРАММЫ 3
3-315
#0
DRILLING
BOTTOMED
#1
PECKING
BOTTOMED
#2
PECKING
BOTTOMED
#3
REAMER
BOTTOMED
#4
PECKING
BOTTOMED
>>>
#0
DRILLING
THROUGH
#1
PECKING
THROUGH
#2
PECKING
THROUGH
#3
REAMER
THROUGH
#4
PECKING
THROUGH
>>>
Выбрать из меню схему сверления.
3 ПОДГОТОВКА ПРОГРАММЫ
3-316
Схемы обработки, соответствующие данным отображаемого меню:
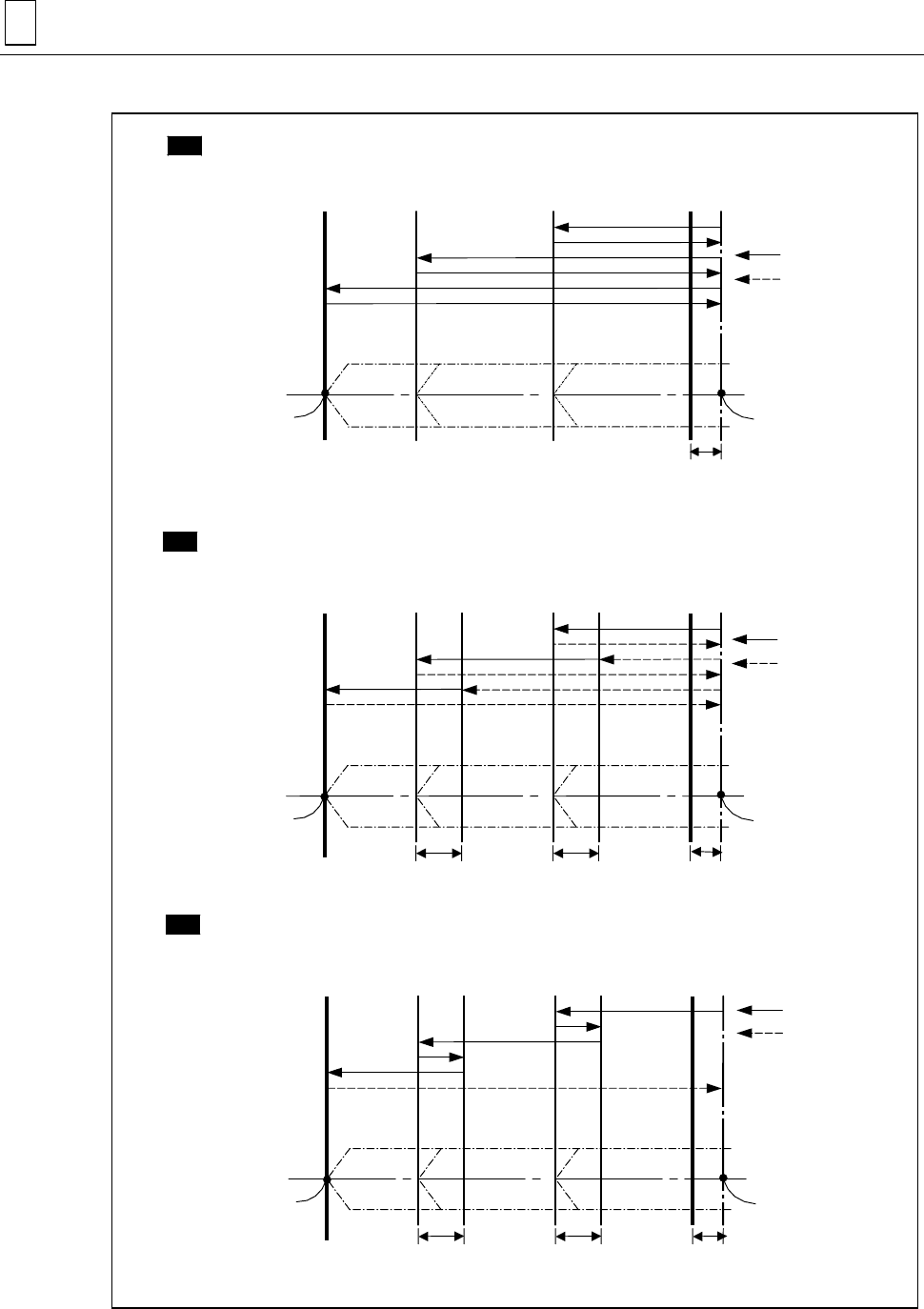
#0, #0 :
Стандартный тип сверления
Сверло возвращается в начальную точку на рабочей подаче посл
е
завершения каждой операции подачи инструмента..
Начальная точка
сверления
Конечная
точка
све
р
ления
TC39
Начальная точка
Рабочая подача
Быстрая подача
#1, #1 :
Цикл сверления глубокого отверстия
Сверло возвращается в начальную точку на быстрой подаче после
завершения каждой операции подачи инструмента.
Начальная точка
сверления
Конечная
точка
сверления
TC47 TC47
TC39
Начальная точка
#2, #2 :
Цикл сверления глубокого отверстия на большой скорости
Сверло на рабочей подаче возвращается через заданное расстояние (данные задаются
в па
р
амет
р
е
TC47
)
после заве
р
шения каж
д
ой опе
р
а
ц
ии по
д
ачи инст
ру
мента.
Начальная точка
сверления
Конечная
точка
сверления
TC47 TC47
TC39
Начальная точка
T4P114
T4P115
T4P116
Рабочая подача
Быстрая подача
Рабочая подача
Быстрая подача
ПОДГОТОВКА ПРОГРАММЫ 3
3-317
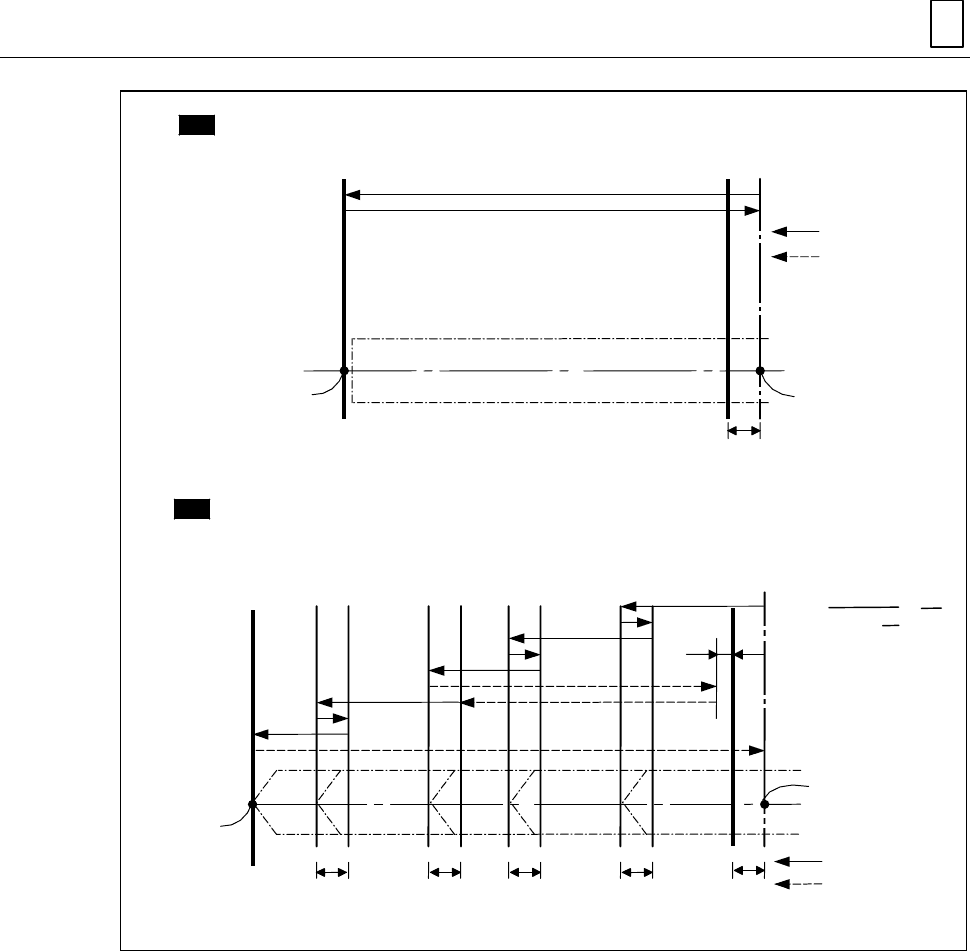
#3, #3 :
Цикл развертки отверстия
Чистовая обработка просверленного отверстия производится разверткой..
Рабочая подача
Быстрая подача
Начальная точка
Конечная точка
обработки
Конечная
точка
обработки
TC39
#4, #4 :
Цикл сверления сверхглубокого отверстия
Каждый раз после выполнения заданного параметром количества стандартных
подводов
Начальная точка
сверления
Начальная точка
L
TC39
TC47TC47 TC47
TC47
L =
D
2 × tan
+
D
10
θ
2
T4P117
T4P118
Конечная
точка
сверления
D : Диаметр сверла
θ
: Угол режущей
кромки
Рабочая подача
Быстрая подача
Примечание 1.
Выбрать схемы #0, #1, #2, #3 или #4 для сверления глухих
отверстий. Выбрать схемы #0, #1, #2, #3 или #4 to для сверления сквозных
отверстий.
Примечание 2.
Для схем обработки #0 — #4 инструмент задерживается на дне
отверстия, пока шпиндель вращается согласно значению параметра. Для
схем #4 и #4 инструмент также задерживается на дне отверстия после
возврата в положение
рядом с точкой начала сверления.
Примечание 3
. При выборе схем #4 и #4 быстрая подача во время цикла может
быть снижена до значения параметра D52.
3 ПОДГОТОВКА ПРОГРАММЫ
3-318
[9] DEP-1, [
10
] DEP-2/NUM., [
11
] DEP-3
Данные в эти разделы могут устанавливаться автоматически, если не установлены схемы
обработки #3 или #3.
Установить курсор в разделе [8], установить инструмент и нажать кнопку меню AUTO SET
(Автоматическая установка) для автоматической установки рассчитанных ЧПУ данных в
разделах с [9] по [11].
При выборе схем обработки #3 или #3.
Разделы с [9] по [11] будут отмечены символом . (
Данные не устанавливаются).
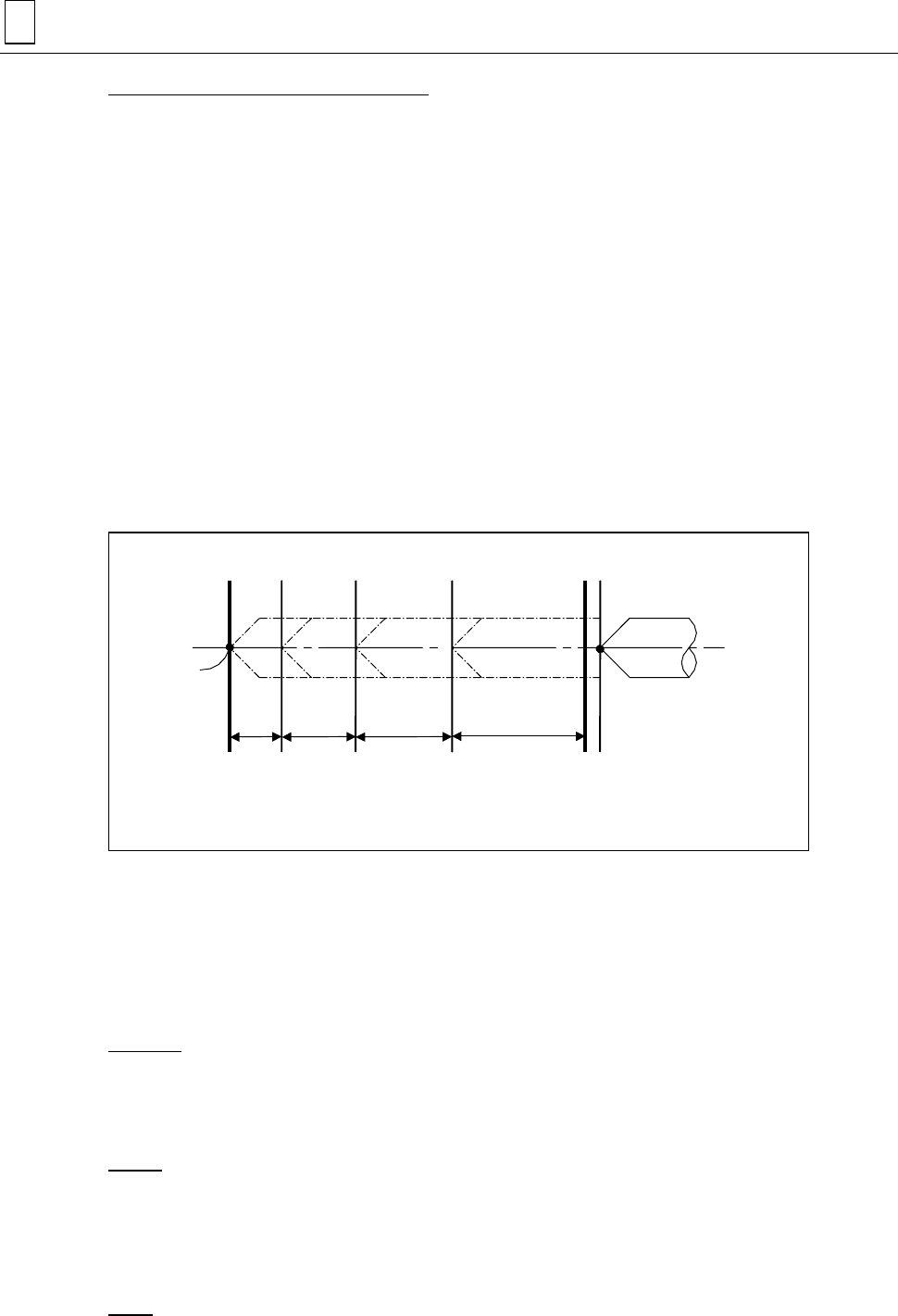
В этих разделах устанавливаются любые необходимые данные. Данные, установленные
автоматически, могут быть изменены оператором. В данных разделах устанавливаются
следующие данные:
DEP-1 : Глубина первой подачи.
DEP-2/NUM. : Понижение подачи.
DEP-3 : Минимальная величина подачи.
D
1
–
D
2
= D
2
–
D
3
= D
3
–
D
4
=
α
D
n
: n-я глубина подачи
(n = от 1
до
4)
α
: декремент подачи
Конечная
точка
об
р
аботки
T4P118
Начальная
точка
обработки
D
4
D
3
D
2
D
1
Приняв понижение подачи за α, можно рассчитать n-ю величину подачи Dn (n ≥ 2) по
следующей формуле:
D
n
= D
n–1
– α = D
1
– α (n – 1)
Если Dn–1 – α ≤ Dmin (Dmin: минимальная величина подачи), то
D
n
(= D
n+1
= D
n+2
= xxxxxxxx) = D
min
[
12
] C-SP
Указать окружную скорость шпинделя токарного станка.
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR.
[
13
] FR
Ввести требующуюся величину подачи инструмента в виде скорости шпинделя токарного
станка на оборот.
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR..
[
14
] M
Указать выделяемый инструменту М-код сразу после автоматической смены
инструмента.
ПОДГОТОВКА ПРОГРАММЫ 3
3-319
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR.
[
15
] RPM
Задать число оборотов шпинделя, если выбрано [DRILL] (сверло) в [1] TOOL (Название
инструмента).
Примечание. Число оборотов сверла (фрезерного шпинделя) вычисляется
относительного числа оборотов. Относительное число оборотов
вычисляется из скорости резания, заданной в пункте [
17
] и числа
оборотов токарного шпинделя.
[
16
] SPDL ROT. (Вращение шпинделя)
При выборе [DRILL] (сверло) в пункте [1] TOOL (Название инструмента), задать
направление вращения шпинделя. На экран будет выведено следующее меню.
CW CCW
Выбрать [CW], для вращения в прямом направлении.
Выбрать [CCW], для вращения в обратном направлении
Примечание. Сверло (фрезерный шпиндель) вращается в прямом направлении
(по часовой стрелке), как и при выборе сверла для обработки
отверстий.
[
17
] C-SP )Скорость вращения шпинделя)
При выборе [DRILL] (сверло) в пункте [1] TOOL (Название инструмента), задать
относительные скорости резания токарного и фрезерного шпинделя. Относительное
число оборотов токарного и фрезерного шпинделя вычисляется из их скорости резания.
[
18
] FR (Величина подачи)
При выборе [DRILL] (сверло) в пункте [1] TOOL (Название инструмента), задать величину
подачи фрезерного/бурового инструмента. Для этого надо ввести величину на
которуюинструмент будет подаватся при каждом обороте токарного и фрезерного
шпинделя относительно друг друга.
3 ПОДГОТОВКА ПРОГРАММЫ
3-320
3-15-3 Установка данных последовательности профиля
РИС SPT-Z FPT-Z
1 [1] [2]
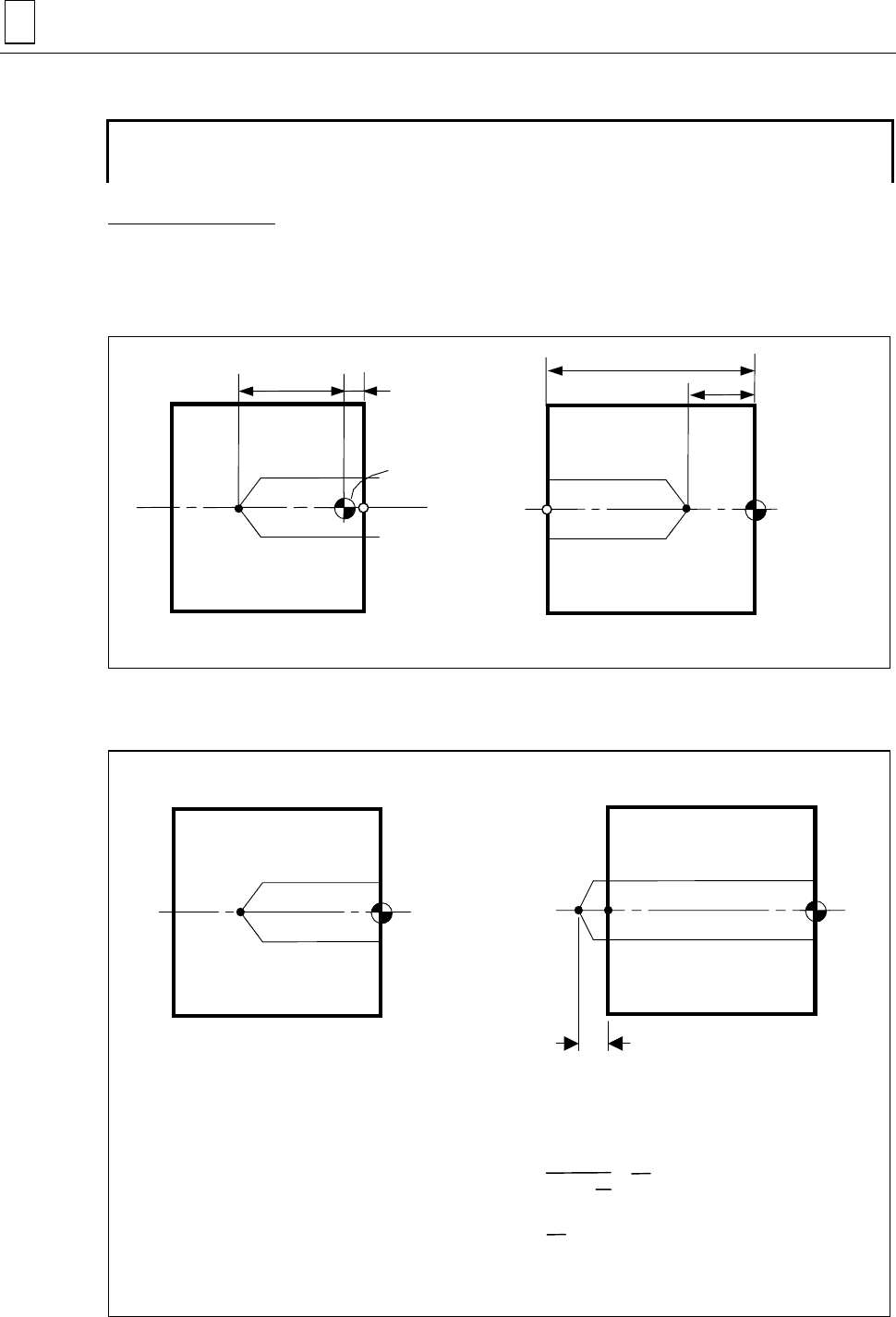
[1] SPT-Z, [2] FPT-Z
Установить координаты начальной и конечной точек обработки.
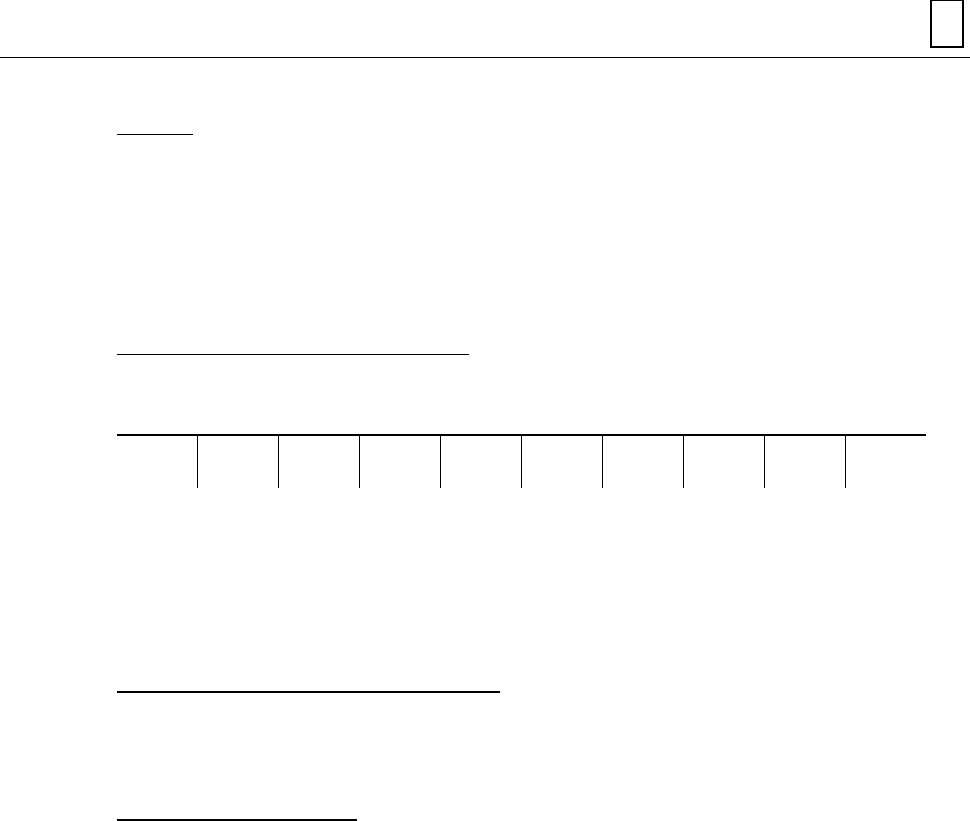
- Пример расположения начальной и конечной точки сверления глухих отверстий см.
ниже.
T4P119
Конечная
точка
Начальная
точка
Сверление
передней
поверхности
Сверление
задней
поверхности
70
30
Конечная
точка
Начальная
точка
40 5
SPT-Z
-5.
FPT-Z
40.
Программный нуль
Программный
нуль
SPT-Z
70.
FPT-Z
30.
- Отличие расположения начальной и конечной точки для глухого и сквозного отверстия
см. ниже.
L
(0 <
θ
< 180°)
(
θ
= 180°)
D : Диаметр инструмента
θ
: Режущая кромка
L =
D
2 × tan
+
D
10
θ
2
L =
D
10
Конечная
точка
сверления
Программная конечная
точка
Глухое отверстие
Сквозное отверстие
Подача сверла прекращается
при достижении режущей
кромкой программной конечной
точки.
Глубина сквозного отверстия задается в
качестве конечной точки. Автоматическое
сверление выполняется до точки (режущей
кромки инструмента), расположенной глубже,
чем программная конечная точка, на
расстояние L, расчет которого приведен ниже::
Начальная
точка
Начальна
я
точка
Конечная
точка
ПОДГОТОВКА ПРОГРАММЫ 3
3-321
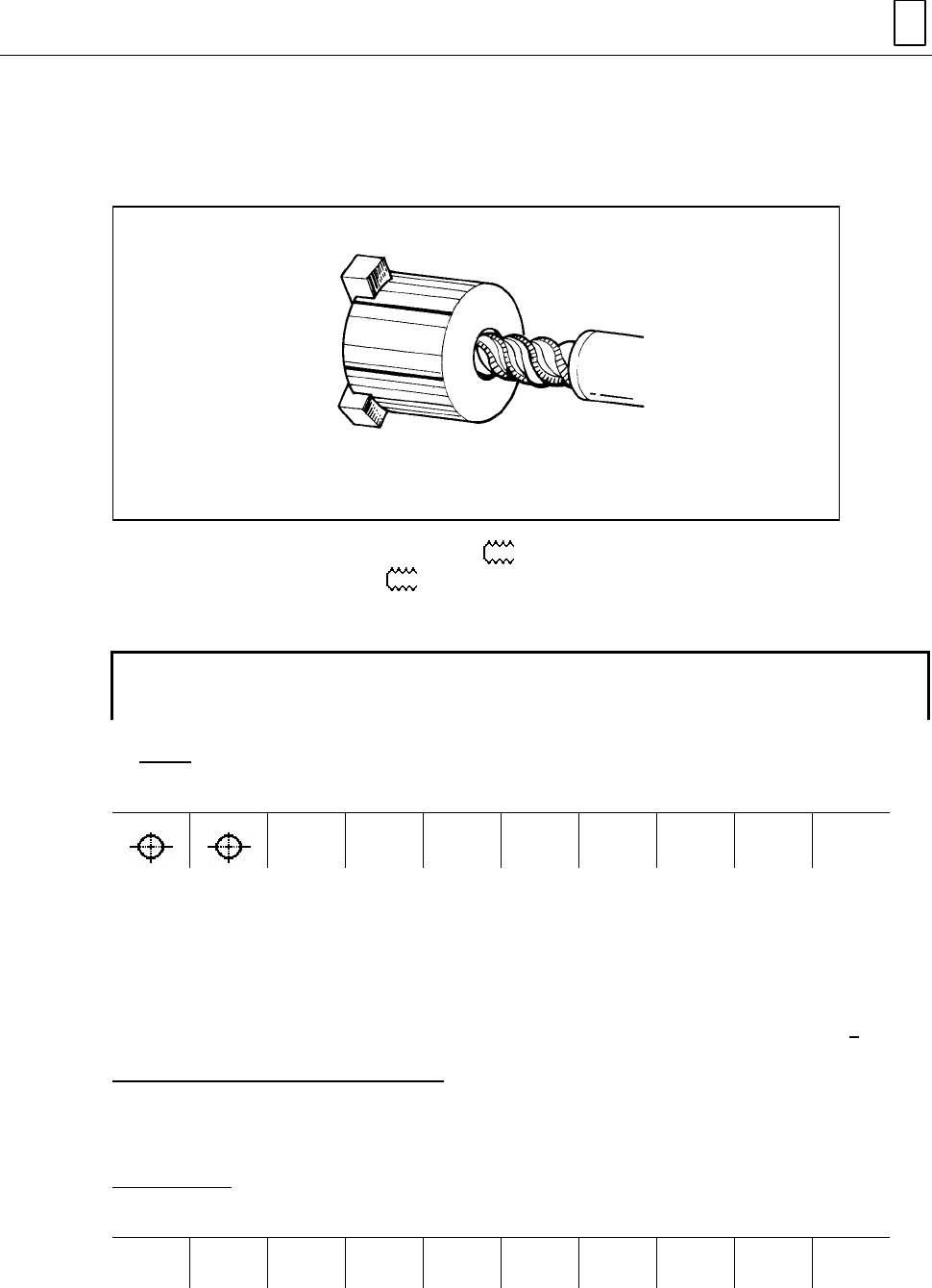
3-16 Блок нарезания внутренней резьбы метчиком (T. TAP)
Выбрать данный блок для обработки отверстий в центре заготовки с помощью токарного
метчика.
NM210-00435
Блок выбирается кнопкой меню
[T. TAP
]
.«Метчик нарезания внутренней резьбы при
токарной обработке»
[T. TAP
].
3-16-1 Установка данных блока
UNo. UNIT PART POS-B NOM-DIA PITCH
∗ T.TAP [1] [2] [3] [4]
[1] PART
Когда курсор стоит на данной позиции, появляется следующее меню.
FACE
BACK
Выбрать из меню обрабатываемый сегмент.
Каждому меню соответствуют следующие обрабатываемые сегменты.
FACE : Правая кайма заготовки
BACK : Левая кайма заготовки
Примечание. На некоторых моделях станков раздел [BACK] не предусмотрен.
[2] POS-B (Позиционирование оси В)
Выбрать в меню угол, чтобы провести позиционирование оси В. Можно ввести величину
угла при помощи числовых клавиш. Описание данного пункта см. в пункте BAR.
[3] NOM-DIA
При установке курсора в данном разделе на экране отобразится следующее меню.
METRIC
THRD(M)
UNFY
THRD(UN)
PIPE
THRD(PT)
PIPE
THRD(PF)
PIPE
THRD(PS)
OTHER
(a) (b) (c) (d) (e)
(f)
Из разделов меню (a) — (f) (см. рис. выше) выбрать тип резьбы, нарезаемой метчиком.
Затем установить номинальный диаметр резьбы.