Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.

3 ПОДГОТОВКА ПРОГРАММЫ
3-292
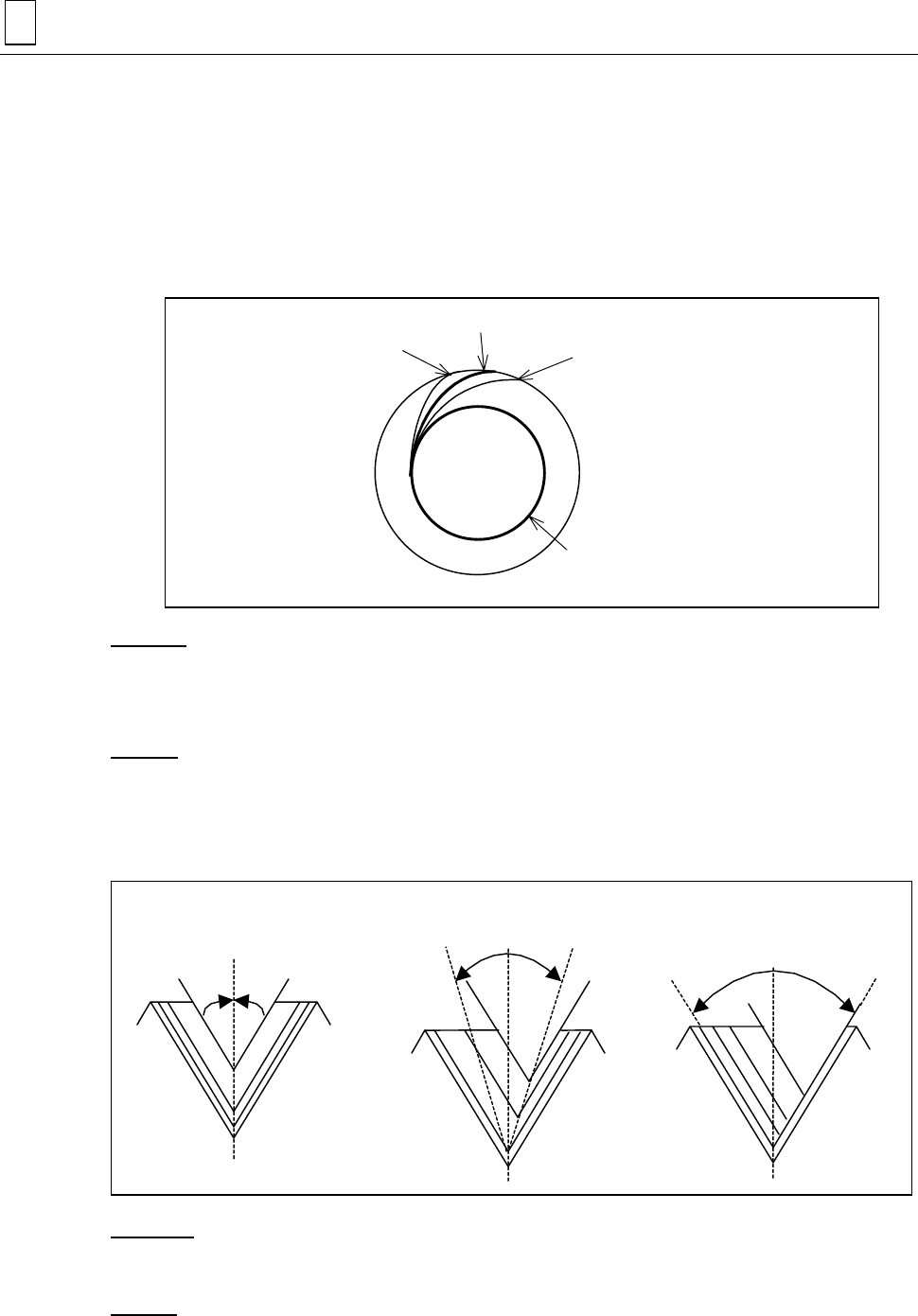
Примечание. Для станков с техническими характеристиками, позволяющими
осуществление автоматического исправления начального положения нарезания резьбы,
при ручной коррекции угла шпинделя в ходе процесса нарезания резьбы, если нет
необходимости в снятии фаски, точность траектории хода резьбы меняется. Скорость
нарезания резьбы увеличивается при коэффициенте нарезания резьбы шпинделем до
100%, или уменьшается при коэффициенте нарезания
резьбы шпинделем, составляющим
более 100%.
Вид заготовки спереди
Смещение траектории
хода резьбы более
чем на 100%
Смещение траектории хода
резьбы на 100%
Смещение траектории
хода резьбы до 100%
Нижняя часть резьбы
Примеры изменения смещения траектории хода резьбы путем ручной коррекции угла шпинделя
[4] LEAD
Установить ход резьбы, рассчитываемой по следующей формуле
(Ход) = (Шаг) х (Количество витков)
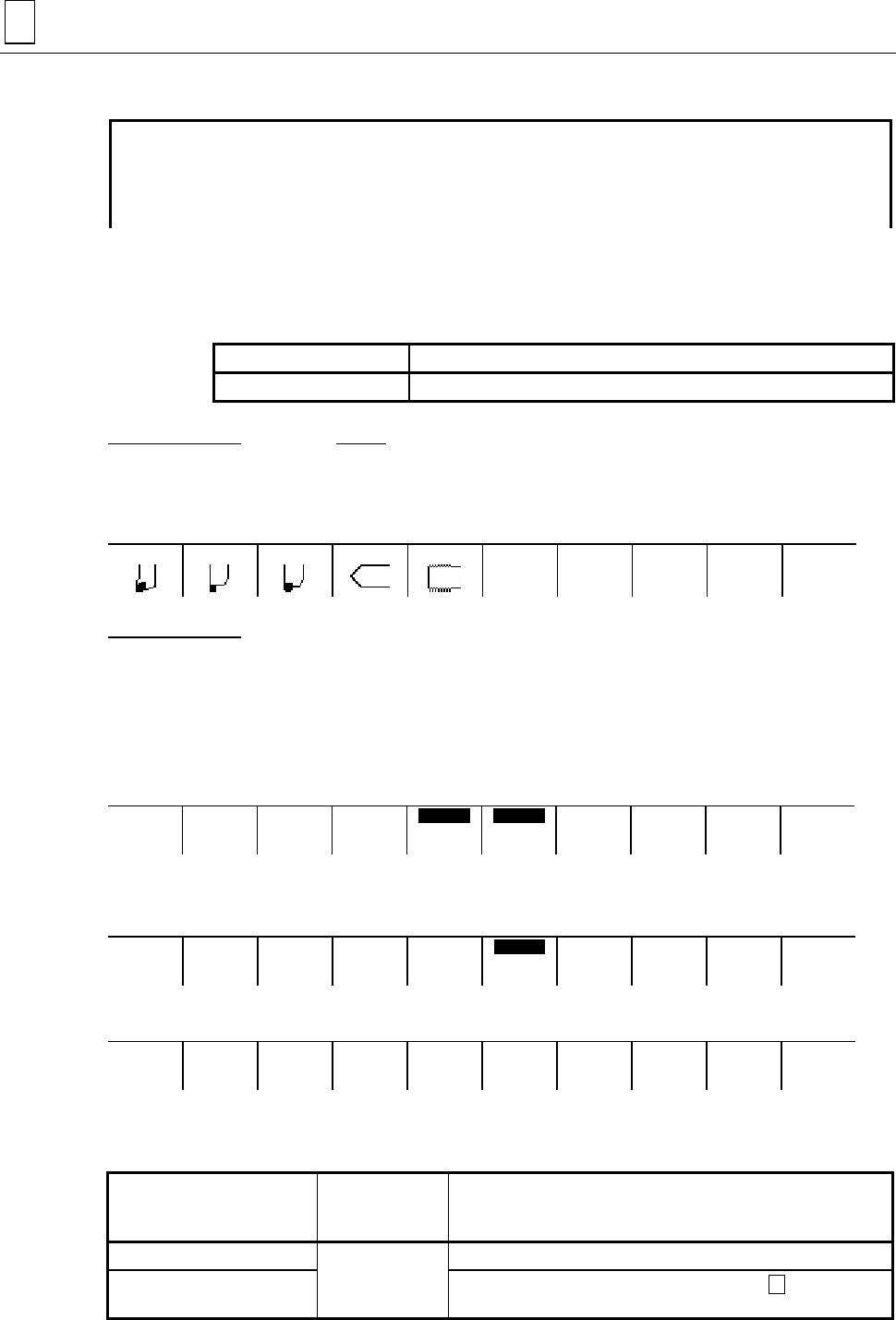
[5] ANG
Установить угол резьбы.
- Обычно устанавливают несколько углов, значение которых меньше угла режущей
кромки инструмента..
0°
A
NG
A
NG
A
NG = 0 0° < ANG < Угол наконечника инструмента ANG = Угол наконечника
инструмента
[6] MULTI
Установить необходимое количество витков резьбы.
[7] HGT
Настройка высоты резьбы.
Нажать клавишу меню [AUTO SET] курсором в пункте [7], после чего данные в пунктах [7]

ПОДГОТОВКА ПРОГРАММЫ 3
3-293
настраиваются автоматически.
3 ПОДГОТОВКА ПРОГРАММЫ
3-294
3-13-2 Установка данных последовательности инструмента
SNo. TOOL NOM. No. # PAT. DEP-1 DEP-2/NUM. DEP-3 FIN-X FIN-Z C-SP FR M M M
1
↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑
↑
↑ ↑ ↑
[1] [2] [3] [4] [5] [6] [7] [8] [9] [
10
] [
11
] [
12
][
12
][
12
]
Примечание 1
. : Установка данных здесь необязательна.
Примечание 2. В последовательности инструментов автоматически
предлагается использование одного нструмента.
Обработка Модель
1 Выбирается один инструмент для токарной обработки.
[1] Инструмент
(Название)TOOL (Name)
Название используемого инструмента для обработки устанавливается автоматически.
Для изменения инструмента, при переходе на данный пункт, высвечивается следующее
меню:
GENERAL
GROOVE
THREAD
T.DRILL
T.TAP
SPECIAL DRILL
[2] Инструмент
(Обрабатываемый сегмент детали)
- Как показано ниже, для изменения инструмента, при переходе на данный пункт,
демонстрируется соответствующее меню в соответствии с названием инструмента,
выбранного в пункте [1] «Инструменты» (Название)TOOL (Name).
- При выборе одной из следующих опций: GENERAL (резец общего назначения),
GROOVE (канавочный резец) или THREAD (метчик):
OUT
OUTER
DIAMETER
IN
INNER
DIAMETER
EDG
EDGE
IN
INNER
(BAK)
EDG
EDGE
(BAK)
- При выборе либо клавиши T-DRILL (блок сверления при токарной обработке), либо
T-TAP (блок нарезания внутренней резьбы при токарной обработке):
EDG
EDGE
EDG
EDGE
(BAK)
- При выборе клавиши SPECIAL (специальный резец):
0001 0002 0003 0004 0005 0006 0007 0008 0009
При создании блока нарезания резьбы, в соответствии с выбранным для данного блока
сегмента обработки, обычно выбирают следующие инструменты:
Часть в блоке
(Обрабатываемый
сегмент)
Инструмент
(Название)
Инструмент (Обрабатываемый сегмент)
Наружная резьба (OUT) Наружный диаметр (OUT OUTER DIAMETER)
Внутренняя резьба (IN)
Метчик
Внутренний диаметр (IN INNER DIAMETER), IN внутренний
диаметр INNER, задняя панель (BAK)
ПОДГОТОВКА ПРОГРАММЫ 3
3-295
Правая кромка заготовки
(FACE)
Наружный диаметр OUT OUTER DIAMETER, обработка
кромок (EDG EDGE), EDG Обработка кромок EDGE, (задняя
панель) (BAK)
Левая кромка заготовки
(BACK)
Наружный диаметр OUT OUTER DIAMETER, EDG обработка
кромок EDGE (BAK)
Примечание. Вышеупомянутый пример применяется, когда необходимо использование
наилучшим образом подходящих инструментов для общей модели контура
токарной обработки. Для определенных контуров могут подходить и другие
инструменты, не указанные в вышеупомянутом примере.
[3] NOM.
(Номинальный размер)
С помощью клавиш цифрового ввода введите номинальный размер инструментов.
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR.
[4] NOM.
(Индекс)
Для определения идентичных инструментов (с идентичным названием) и идентичным
номинальным размером из меню необходимо выбрать код.
A B C D E F G H
HEAVY
TOOL
>>>
[5] NOM.
(Выбор револьверной головки)
Для станка, оборудованного верхней и нижней револьверными головками, выберите ту
револьверную головку, на которую помещается используемый инструмент. Появится
следующее меню.
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR.
SET
UPPER
TURRET
SET
LOWER
TURRET
[6] No. (Номер приоритета)
Задание уровней приоритета в последовательности обработки. Описание данного пункта
см. в пункте BAR.
[7] #
(Позиция отвода нижней револьверной головки)
Для станка, оборудованного нижней и верхней револьверными головками, указать
позицию, в которую будет выдвигаться нижняя револьверная головка при обработке
заготовок, при использовании только верхней револьверной головки.
Отображается следующее меню.
LOWER
TURRET
POS.1
LOWER
TURRET
POS.2
Примечание. Подробные данные пунктов [5] и [7], имеются в главе 5, “КОНТРОЛЬНЫЕ
ФУНКЦИИ НИЖНЕЙ РЕВОЛЬВЕРНОЙ ГОЛОВКИ”.
3 ПОДГОТОВКА ПРОГРАММЫ
3-296
[7] PAT.
(Модель обработки)
При установке курсора в данном разделе на экране отобразится следующее меню:
#0
STANDARD
#1
CONST.
DEPTH
#2
CONST.
AREA
#0
STANDARD
#1
CONST.
DEPTH
#2
CONST.
AREA
(a) (b)
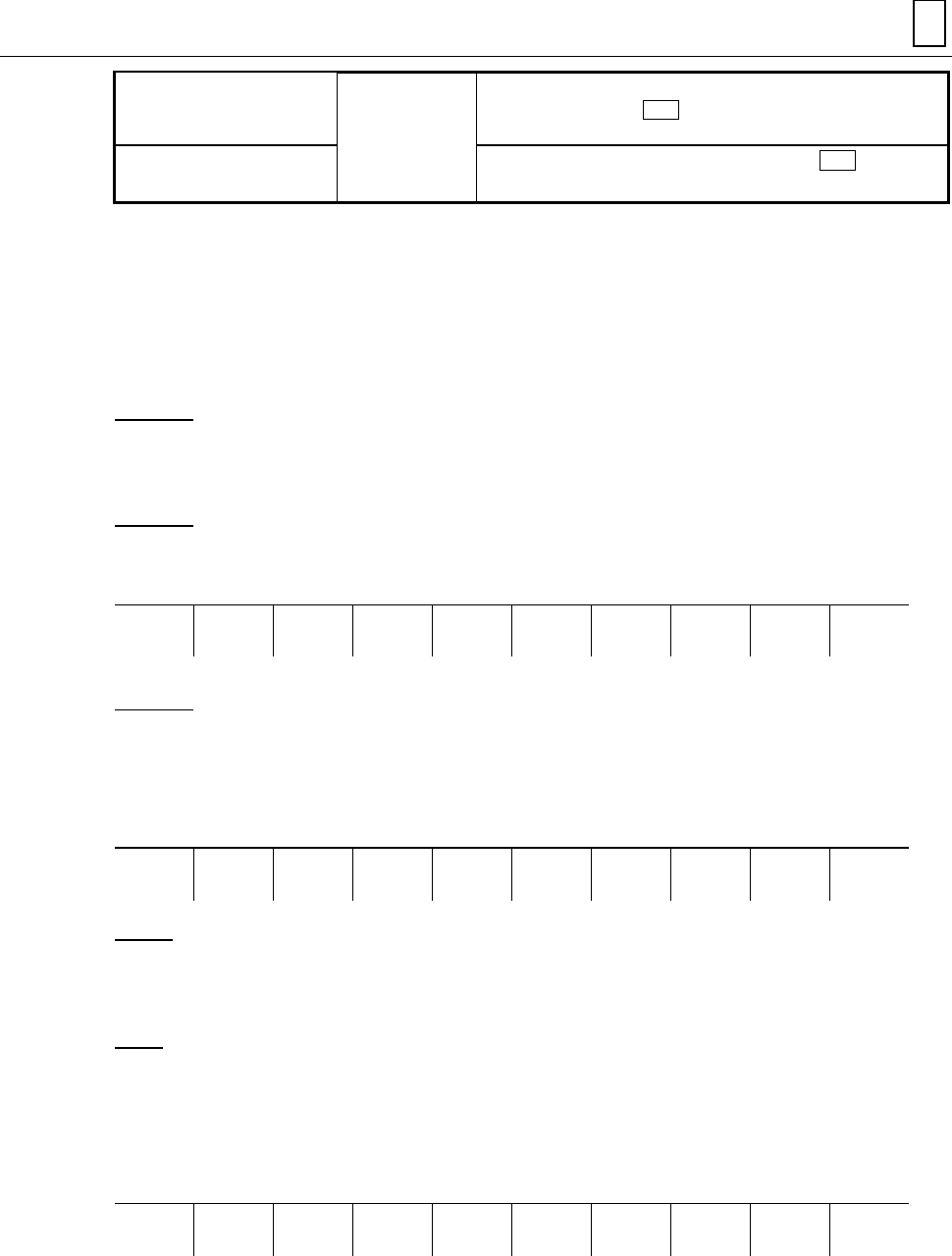
Выбрать из меню схему нарезания резьбы.
Схемы обработки, соответствующие данным отображаемого меню:
#1,
#1 Постоянное нарезание резьбы.
Величина снимаемого материала
остается постоянной независимо от
количества проходов.
#2,
#2 Величина снимаемого материала
обратно пропорциональна
количеству проходов.
#0,
#0 Стандартное нарезание резьбы.
Величина снимаемого материала
постепенно уменьшается с
увеличением количества проходов.
n/2
d
1
/4
a
1n
d
1
di × i = константа
1n
d
1
T4P077
i
di
1n
d
1
Размер
резьбы
Количество
проходов
n: Количество проходов
d
1
: Первый размер резьбы
a: N-й размер резьбы
di: I-й размер резьбы
Размер
резьбы
Размер
резьбы
Количество
проходов
Количество
проходов
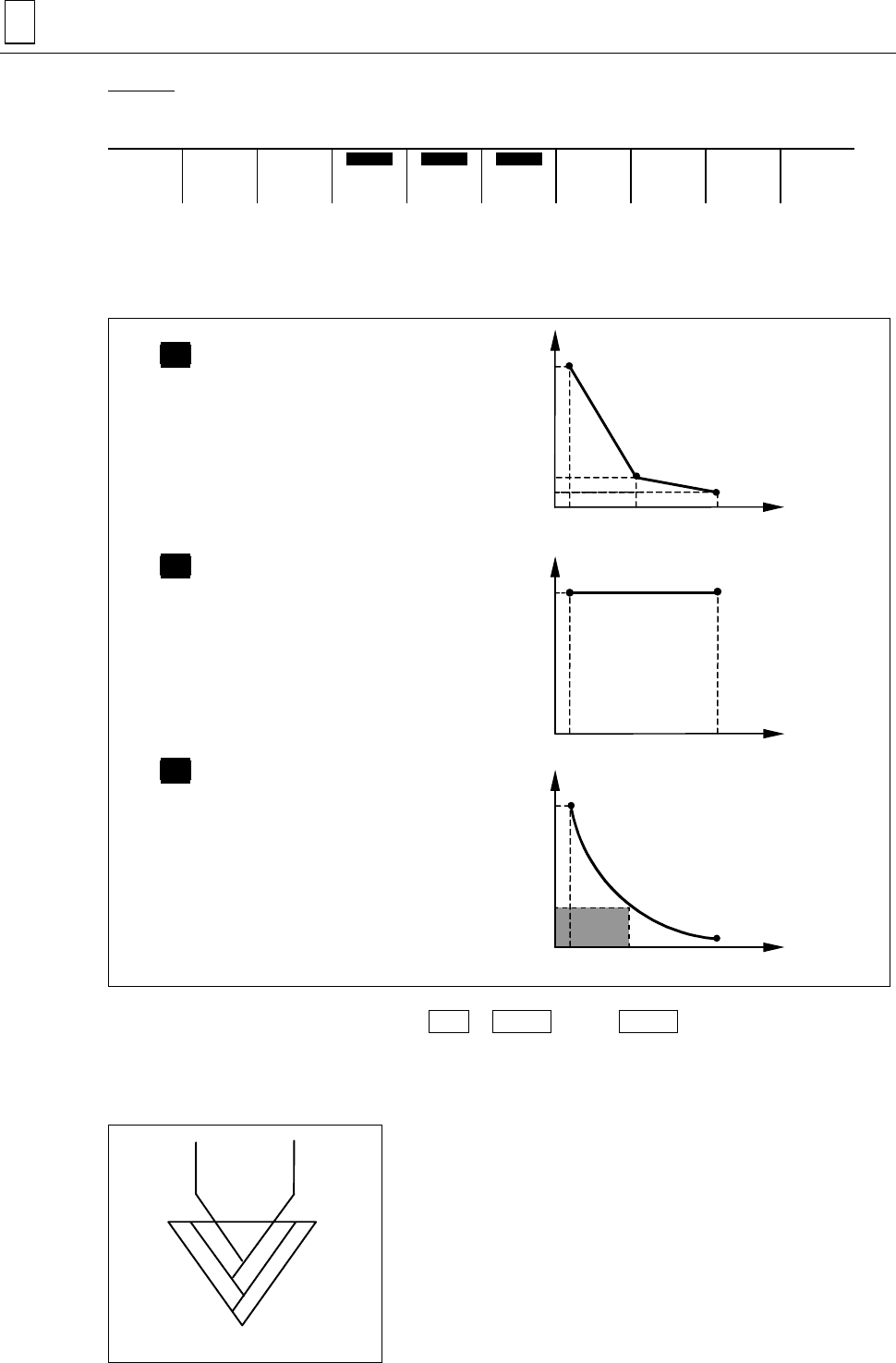
Примечание. В случае выбора #0 , #1 или #2 будет выполняться
зигзагообразное нарезание резьбы (попеременное нарезание резьбы
левой и правой режущей кромкой), если в разделе [4] ANG не было
установлено значение 30 и менее.
1 до 5: Порядок нарезки резьбы
5
3
1
2
4
Инс
ПОДГОТОВКА ПРОГРАММЫ 3
3-297
[9] DEP-1
(Первая глубина резки)
Введите первую глубину резки на резьбовой проход. При резьбе по абсциссе, введите
данное значение в виде радиуса. Вышеуказанное значение можно таким же образом
настроить автоматически путем нажатия клавиши меню [AUTO SET].
[
10
] DEP-2/NUM. (Количество проходов для резки)
Введите количество проходов для резки (необходимая частота повторов проходов для
резки).
Примечание. Указать как минимум три прохода для резки.
[
11
] C-SP
Указать окружную скорость шпинделя токарного станка.
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR.
[
12
] M
Указать выделяемый инструменту М-код сразу после автоматической смены
инструмента.
См. описание соответствующей позиции для блоков обработки прутковых заготовок BAR.
3-13-3 Установка данных последовательности обработки
РИС SPT-X SPT-Z FPT-X FPT-Z
1 [1] [2] [3] [4]
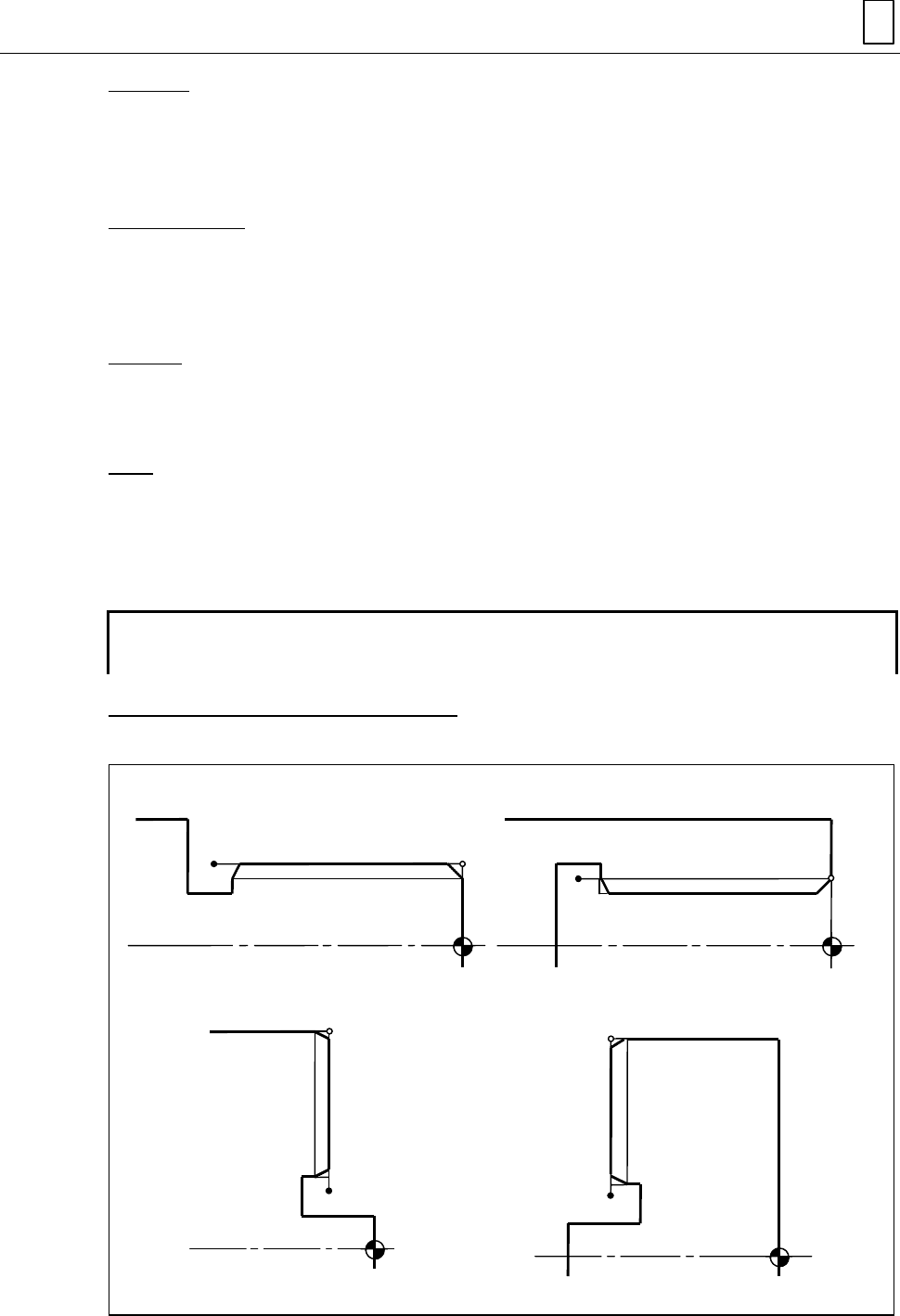
[1] SPT-X, [2] SPT-Z, [3] FPT-X, [4] FPT-Z
Установить координаты начальной и конечной точек обработки.
<Внутренний контур>
T4P081
<Наружный контур>
<Передний торец>
Начальная точка
Конечная точка
<Задний торец>
Начальная
точка
Конечная точка
Конечная точка
Начальная
точка
Начальная
точка
Конечная
точка
- При обычном нарезании резьбы ее номинальный диаметр устанавливается в
координатах X.

3 ПОДГОТОВКА ПРОГРАММЫ
3-298
- В конечной точке нарезания резьбы образуются незавершенные участки обработки.
Поэтому, в случае наличия канавки в конечной точке (см. рис. выше), данную точку
устанавливают немного глубже участка нарезания резьбы.
- Даже если значение ручной коррекции шпинделя изменяется, с помощью функции
автоматической корректировки начального положения нарезания резьбы расстоянием
ускорения для нарезания резьбы
будет текущее расстояние, когда значение ручной
корректировки шпинделя составляет 100%.
- Так как использование значения ручной корректировки шпинделя, превышающего 100%,
может привести к неполному нарезанию резьбы вследствие недостатка расстояния для
ускорения, необходимо указать значение ручной корректировки шпинделя, не
превышающее 100%.
Однако не устанавливайте значение ручной корректировки на 0%. В таком случае,
работа остановится во время
нарезания резьбы.
ПОДГОТОВКА ПРОГРАММЫ 3
3-299
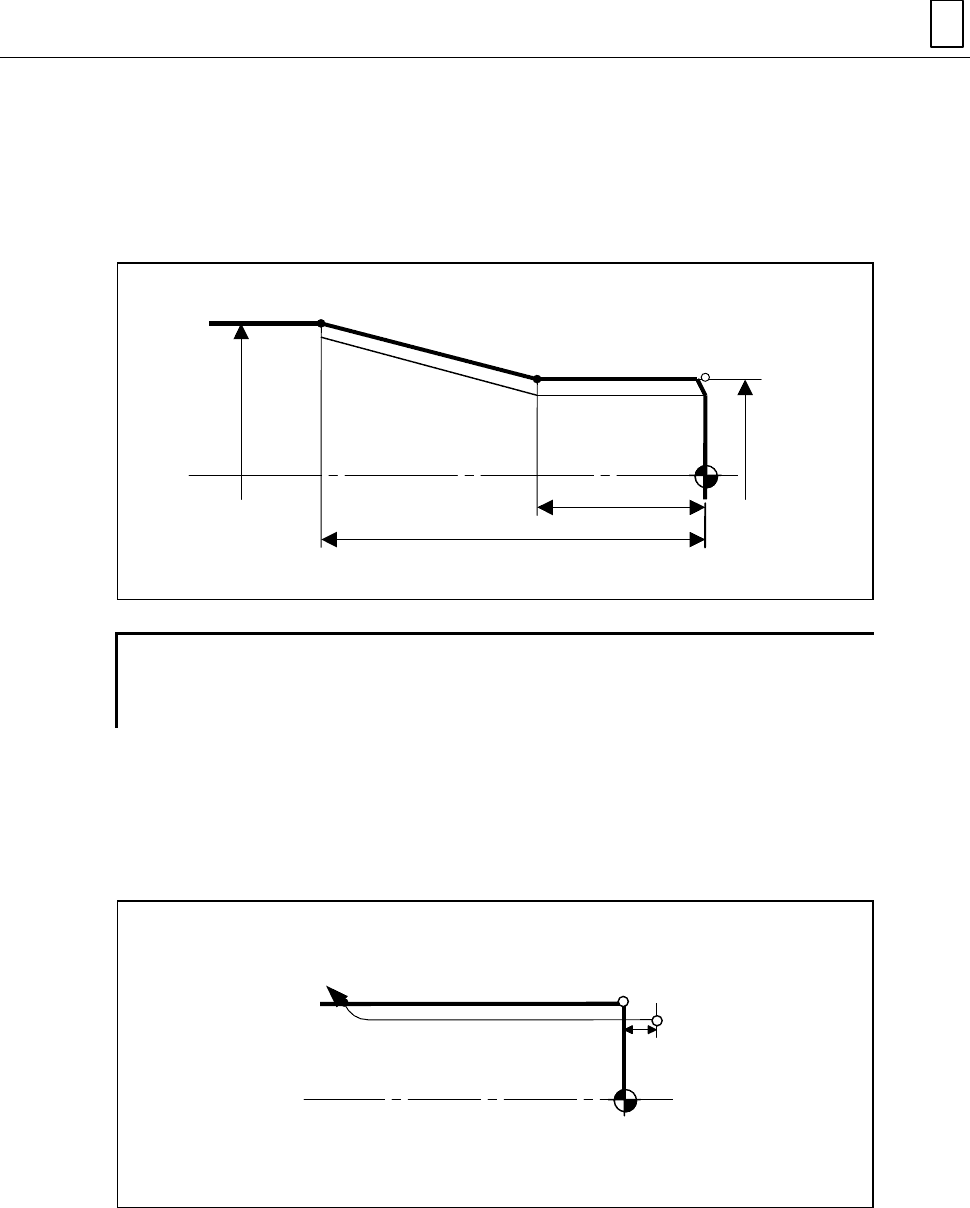
Примечание 1.Непрерывное нарезание резьбы (см. рис. ниже) может быть задано
несколькими строками в данных последовательности. В этом случае
координаты второй и последующих начальных точек не устанавливаются
(в разделах [1] и [2] будет стоять отметка ).
T4P082
35
15
φ
20
φ
12
Конечная точка 1
Конечная точка 2
Начальная точка
РИС SPT-X SPT-Z FPT-X FPT-Z
1
2
12.
0.
12.
20.
15.
35.
Примечание 2. Нарезание резьбы начинается из точки, удаленной от
программной начальной точки на расстояние сбега резьбы. Перед
началом выполнения данной операции необходимо проверить
возможность столкновения с задней бабкой или заготовкой во время
нарезания резьбы.
Точка начала обработки
Начальная
точка
Конечная
точка
Расстояние сбега
р
езьбы
Примечание 3. Включение функции остановки подачи во время прохода
нарезания резьбы не прерывает обработку до тех пор, пока не будет снята
фаска в конечной точке резьбы.
Примечание 4. Для станков с техническими характеристиками с функцией
автоматического исправления начального положение нарезания резьбы,
процентное отношение (%) можно изменить путем нажатия на кнопку
ручной корректировки
шпинделя/фрезерной бабки во время процесса
нарезания резьбы. Скорость вращения шпинделя, однако, не изменяется.
Указанное процентное значение входит в фактическую скорость вращения
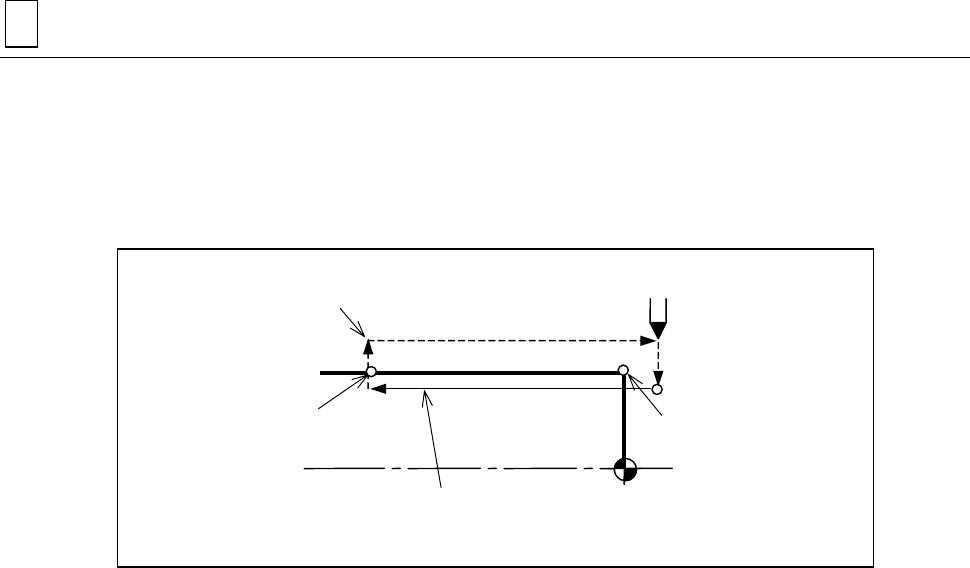
3 ПОДГОТОВКА ПРОГРАММЫ
3-300
шпинделя, только после блока нарезания резьбы. Для продолжения
работы, указанное значение вводится после непрерывного процесса
нарезания резьбы.
.
Начальная точка
обработки
Начальная точка
программы
Конечный пункт программы
G32
G00
Изменение коэффициента ручной
корректировки шпинделя во время
на
р
езания
р
езьбы
Из данной позиции
Возможно обновление
ручной корректировки
шпинделя
G00
G00
Примечание 5. Функции автоматической коррекции начального положения
нарезания резьбы, и повторного нарезания (оба дополнительные)
действительны только для продольного нарезания подачей резки на ось Z:
THREAD OUT (наружной резьбы) или IN (внешней резьбы). (Не
действительно для THREAD FACE (переднего торцевания) и BACK
(обратного торцевания)).
Примечание 6. Функция повторного нарезания резьбы (дополнительная)
действительна только для постоянной пошаговой резьбы..
ПОДГОТОВКА ПРОГРАММЫ 3
3-301
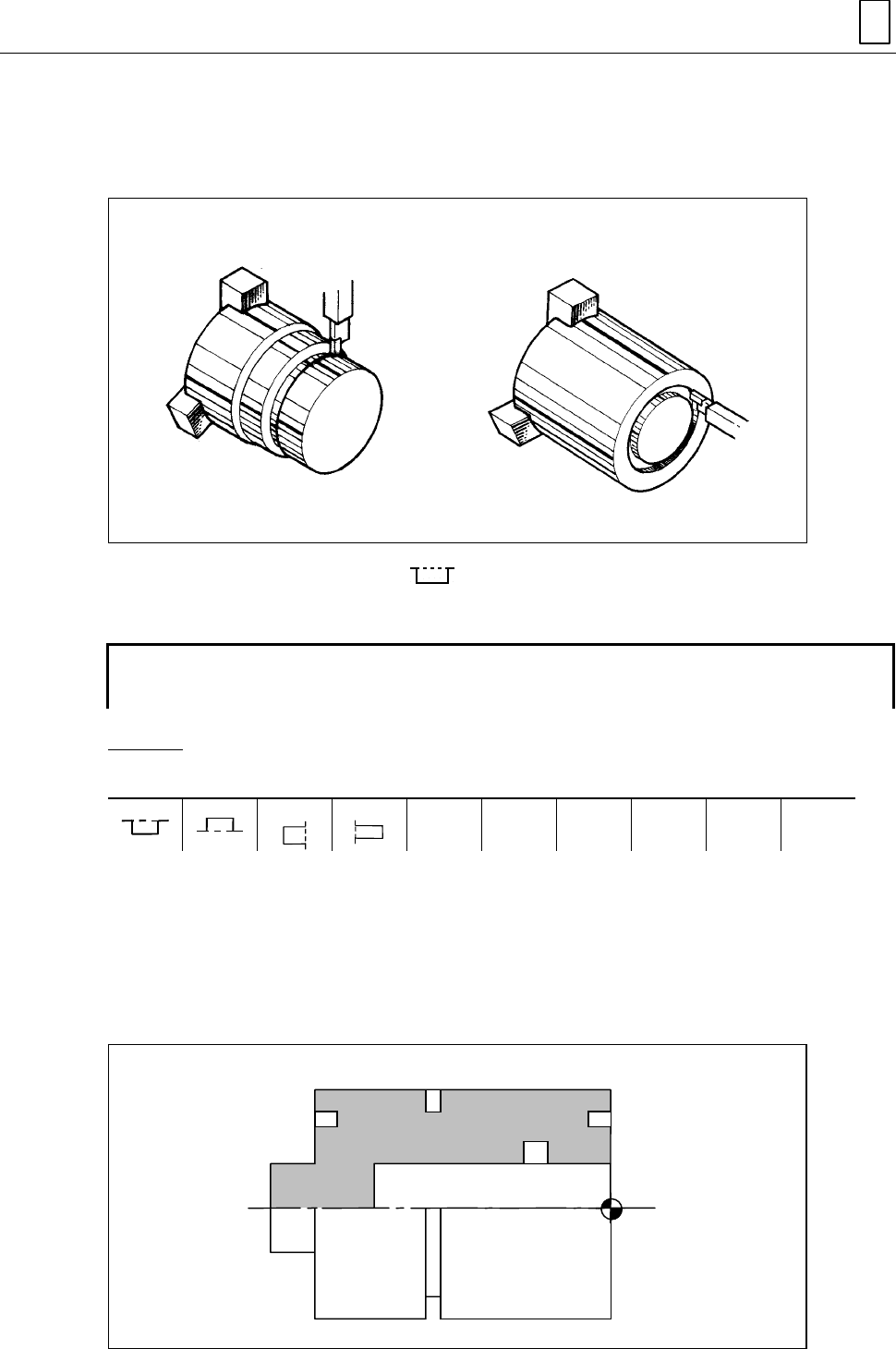
3-14 Блок прорезания канавки (T. GROOVE)
Выбрать блок прорезания канавки для точения внешнего контура, внутреннего контура,
передних или задних торцов, а также отрезания заготовки.
NM210-00433
Нажать кнопку меню [T. GROOVE ] для выбора данного блока.
3-14-1 Установка данных блока
UNo. UNIT PART POS-B PAT. No. PITCH WIDTH FINISH
∗ T.GROOVE [1] [2] [3] [4] [5] [6] [7]
[1] PART
При установке курсора в данном разделе на экране отобразится следующее меню:
OUT
IN
FACE
BACK
Выбрать в меню участок обработки. Участки обработки, соответствующие данным
отображаемого меню:
OUT : Наружный контур
IN : Внутренний контур
FACE : Правая сторона заготовки (передний торец)
BACK : Левая сторона заготовки (задний торец)
T4P089
<Наружный контур>
<Задний
торец>
<Передний
торец>
<Внутренний
конт
ур
>